

Какими электродами варить профильную трубу
Профильные трубы изготавливаются, как правило, из углеродистых конструкционных (1ПС, 2ПС, 3СП, Ст.09г2с) или низкоуглеродистых сталей. Они обладают высоким коэффициентом удлинения (18%) и сопротивлением разрыву (45 кгс/мм). Варить можно как инвертором, так и трансформатором, сила тока – до 60А, дуга – предельно короткая. Для работ применяются следующие электроды:
- АНО-4 – универсальные электроды с рутиловым покрытием;
- УОНИ-13/35 – подходят для сварки опытным сварщиком толстостенных труб;
- МР-3 – варить ими можно без предварительной зачистки кромок;
- МР-3С – позволяют получить шов с повышенными требованиями к качеству металла;
- ОЗС-12 – позволяют варить и на удлиненной дуге, на поверхности кромок должны полностью отсутствовать следы влаги.
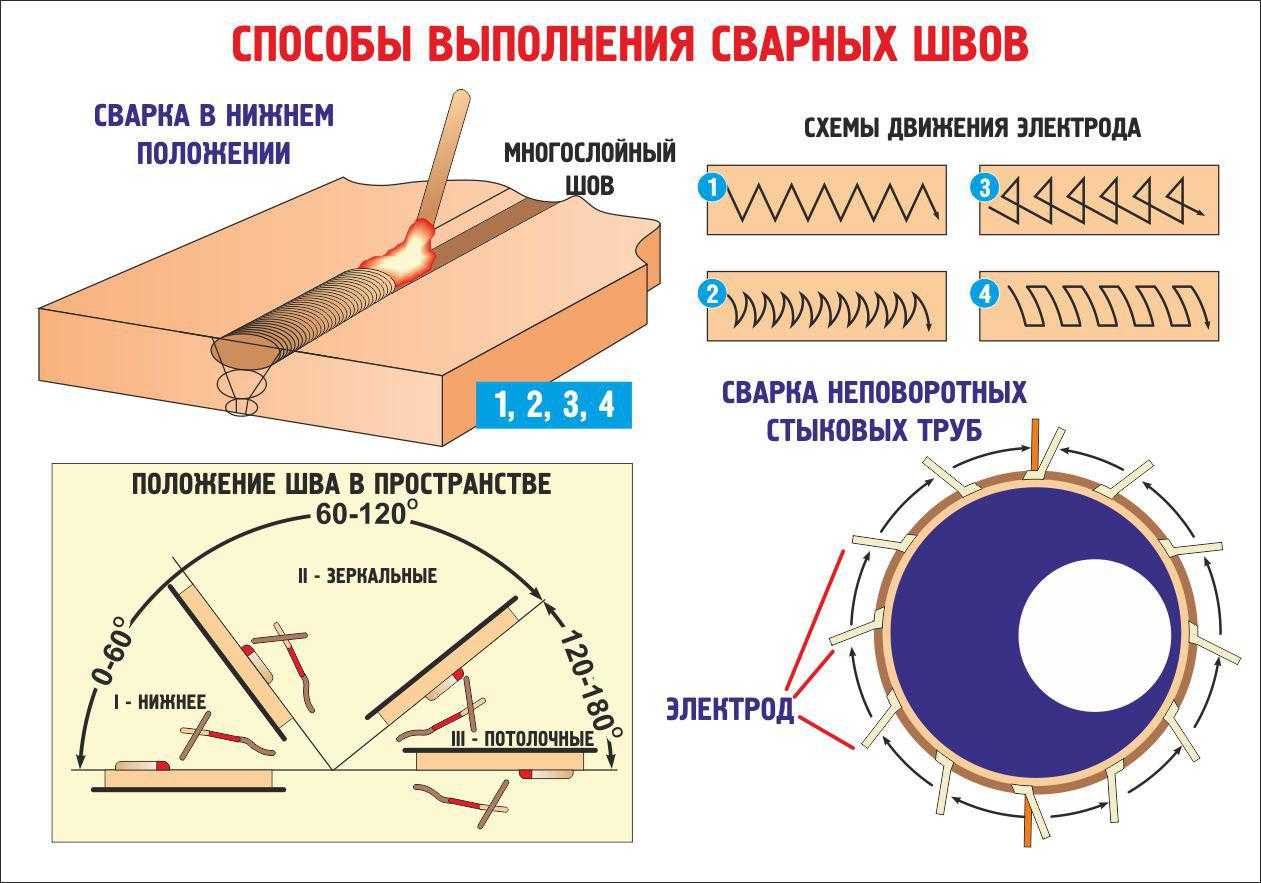
Заварить трубу электродом при соединении встык можно следующим способом. Вначале ставятся прихватки по углам труб, далее варится само стыковое соединение. При работе с тонкостенными (до 2 мм) трубами шов накладывается одним слоем, с толстостенными – в несколько проходов. Для стенок толщиной 1 мм подходят электроды d 1,6 мм, толщиной 2–3 мм – 2-2,5 мм, при толщине 3–6 мм – соответственно, 3–4 мм.
Подготовка к работе инвертором
При первом включении, а также при перемещении сварочного инвертора на новое место работы необходимо проверить сопротивление изоляции между корпусом и токоведущими частями, после чего подсоединить корпус к заземлению. Если инвертор долгое время находился в эксплуатации, перед тем как приступить к сварке, нужно обязательно провести его ревизию на предмет скопления пыли во внутреннем пространстве. При повышенной запыленности следует очистить все силовые элементы и блоки управления сваркой с помощью сжатого воздуха с умеренным напором. Для беспрепятственной работы системы принудительной вентиляции аппарата вокруг него должно быть создано свободное пространство на расстоянии не менее полуметра. Запрещается варить устройствами инверторной сварки вблизи мест работы шлифовальных и отрезных машинок, т. к. они создают металлическую пыль, способную вывести из строя силовую часть и электронику инвертора. В случае проведения сварочных работ на открытом пространстве необходимо защитить аппарат от прямого попадания водяных брызг и солнечных лучей. Устанавливаться сварочный инвертор должен на горизонтальной поверхности (либо под углом, не превышающим значение, указанное в паспорте).
Внешний осмотр оборудования
Внешний осмотр сварочного инвертора производится самим сварщиком перед началом каждой рабочей смены. Во время этой процедуры в первую очередь проверяется состояние изолирующих оболочек сварочных и питающего кабелей и в случае необходимости делается их замена или ремонт. Далее проверяется держатель электродов и зажим кабеля массы, а также состояние штекеров и гнезд для подключения к сварочному инвертору. Следующим шагом производится осмотр панели управления сваркой на предмет целостности тумблеров, переключателей, кнопок и индикаторов. Кроме того, определяется общая запыленность аппарата и при необходимости проводится его очистка.
Использование средств защиты
При проведении сварочных работ наибольшую опасность представляет вероятность поражения электрическим током, получение ожогов от разлетающихся капель расплавленного металла и световое воздействие на сетчатку глаза излучением электрической дуги. Кроме того, возможны механические травмы и попадание в дыхательные пути газов, выделяющихся в процессе сварки. Поэтому любой начинающий сварщик, решивший освоить сварочный инвертор, кроме самого аппарата, обязан приобрести комплект средств индивидуальной защиты, а также тщательно изучить правила техники безопасности при выполнении сварочных работ. В стандартный комплект защитных средств сварщика входят маска и искростойкие перчатки, а также спецовка и обувь из негорючих и неплавящихся материалов. Кроме того, в процессе сварки инвертором может потребоваться специальный респиратор, а зачистку заготовок и швов необходимо производить в защитных очках.
Оцинковка металла как способ защиты от коррозии
Защитное покрытие стальных изделий применялось издавна, поскольку цветные металлы, устойчивые к коррозии слишком дороги для изготовления из них цельных изделий. Да и прочностные свойства таких предметов весьма невысоки. Применялось лужение по поверхности оловом или омеднение для создания защитной пленки.
Оцинкование стало популярным по причине повышенной адгезии цинка к железу. Температура плавления этого металла составляет 900 – 920о. В жидком состоянии он, нанесенный на поверхность стального изделия, образовывает прочную защитную пленку толщиной в несколько микрон, успешно противостоящую коррозии.
На сегодняшний день применяются три основных способа нанесения защитного покрытия:
- Гальванический. При этом ионы цинка осаждаются на поверхности стального изделия, подключенного к противоположному электроду в гальванической ванне. Они прочно закрепляются на поверхности изделия, создавая практически неразрушимую защитную пленку. Толщина защитного слоя регулируется временем обработки, что позволяет рационально использовать дорогостоящий цветной металл, в частности, цинк.

- Способ напыления. Суть его заключается в нанесение на поверхность распыленного металла с использованием специального пистолета, в котором происходит расплавление напыляемого вещества. Затем эта субстанция струйно подается на обрабатываемую поверхность, покрывая ее защитным слоем.

В результате на защищаемой поверхности образуется прочный защитный слой из химически пассивного материала. Способ удобен возможностью применения в полевых условиях на месте выполнения монтажных работ.
- Горячее оцинкование. Применяется на специально созданных технологических линиях. При этом труба полностью окунается в ванну с расплавленным металлом. В конце процесса производится центрифугирования для удаления излишков защитного слоя с поверхности изделий.

При использовании любого из перечисленных способов нанесения защитного покрытия, поверхность обрабатываемых изделий тщательно обезжиривается.
Толщина слоя составляет от 2-х до 150 микрон.
Виды соединений при сварке труб
Прокладка трубопровода различного назначения требует соединений под углом, а также всевозможных врезок. Их необходимо знать, чтобы понимать, как правильно варить трубы электросваркой с целью соединения разных участков в одно целое. Мы выясним, как можно заварить стыки и обеспечить оптимальное соединение частей трубопроводной системы. Сварка составных элементов бывает следующих видов:
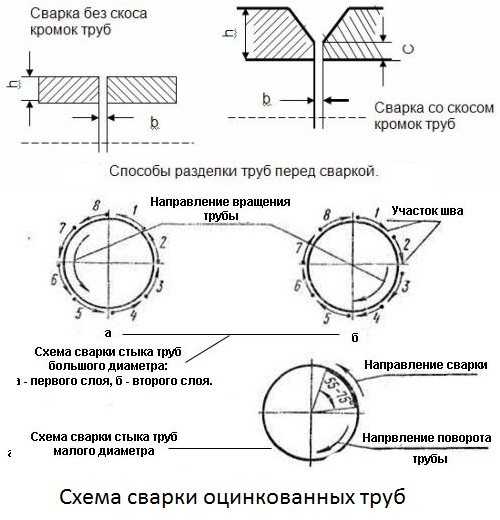
- прямое или соединение встык, с подготовкой торцов для многослойного сварочного шва;
- поворотное, угловое соединение под 90о или с иным изгибом применительно к конкретной ситуации;
- врезка или тавровый стык в основную трубу магистрали;
- прямое соединение с использованием муфты, внутренний диаметр которой равен внешнему диаметру свариваемых труб.
По месту работы швы подразделяются на нижние, потолочные, вертикальные и горизонтальные. Возникает закономерный вопрос: а можно ли оценить качество шва на просвет? Таким образом, можно заметить лишь очень грубые огрехи, поскольку слой шлака и возможные микротрещины, при низкой квалификации и неверном подборе режима работы, визуально не обнаруживаются. Для выявления брака используется дефектомер и опрессовка избыточным давлением.
Для сварки стыков подбираются электроды, диаметр которых зависит от толщины стенок соединяемых заготовок. При толщине металла менее 3 мм используют электроды 2,5 мм и ток в пределах от 50 до 100 А. С дальнейшим увеличение толщины стенок нужно последовательно увеличивать диаметр электрода, а ток рассчитывать умножением диаметра на 30−40 А. Например, при толщине стенок 7 мм, необходимо использовать электрод 5 мм и ток от 180 до 250 А. По составу покрытия плавящиеся электроды могут быть следующих видов:
- покрытие рутиловое;
- покрытие целлюлозное;
- покрытие смешанного типа;
- покрытие основное.
Выпускают электроды разные предприятия как на территории России, так и за рубежом. Наиболее популярна продукция компании ESAB, которая выпускает также сварочную проволоку различного состава и назначения для работы методами TIG и MIG/MAG.
Важно помнить, что при сварке аргонодуговым методом и полуавтоматами выбор вида присадочной проволоки имеет определяющее значение и от него зависит качество и эластичность шва
Технология сварки с флюсом
Данная технология является одним из наиболее подходящих вариантов. Представленное вещество обеспечивает получение вязкого слоя, который не пропускает воздух. В результате предотвращается окисление цинкового слоя.
Перед непосредственным применением флюса для сварки его необходимо привести в жидкое состояние. Вещество наносится в местах соединяемых элементов. При проведении сварочных работ материал будет расплавляться, тем самым покрывая весь нужный участок тонким слоем, что позволит предотвратить отслоение цинка.
Нередко специалисты сталкиваются с повреждением защитного своя при его нанесении методом горячего цинкования. Это происходит даже при незначительных отклонениях от установленных требований технологического процесса. Стоит отметить, что попадание флюса внутрь трубопровода безопасно, так как он с легкостью растворяется в воде и будет вымыт ещё на стадии опрессовки.
Соединение труб производится следующим образом:
- Стыкуемые торцы нагреваются до температуры 900-950о.
- Между фасками свариваемых элементов помещается пруток, в состав которого входит медь, цинк, олово и кремний.
- На место шва насыпают слой флюса, который должен покрыть поверхность до 20 мм по сторонам шва.
- Присадка нагревается горелкой до расплавления, и на этом процедура заканчивается.
Соблюдение требований технологического процесса сварки, применение качественных материалов и оборудования гарантируют получение надежного соединения оцинкованных труб, готовых к эксплуатации.
Точечный метод
В автомобилестроении повсеместно используются оцинковка с добавками Al, Mn, Si (так называемые TRIP-стали). Материалы успешно свариваются при правильном проведении контактной точечной сварки.
При серийном осуществлении операций в соответствии со справочными показателями подбирают форму, размеры электродов, учитывая толщину оцинкованного материала.

Формирующаяся точка соединения отличается прочностью, которая выше, чем у исходных листов. При проверке шва на разрыв линия разрыва проходит не по точке сваривания, а рядом.
Сварочные машины инверторного типа, работают от постоянного или переменного тока. Метод, обеспечивающий хорошие результаты, требует больших затрат энергии.
Популярно контактное оборудование, поставляющее импульсы трех типов: для предварительного нагрева рабочей зоны, непосредственно сварки оцинковки и последующей термической обработки.
При точечной сварке любых материалов, в том числе оцинковки, заметно изнашиваются электроды. Поэтому на стационарных рабочих постах сварщиков существует автоматическая возможность корректировки режимов, регулировки процесса в целом.
В ручной технологии это выполнить практически нереально. На протяжении одного цикла менять размеры, форму шва недопустимо. Точечная сварка в промышленных потоках осуществляется современным, полностью автоматизированным оборудованием.










Способы сваривания труб из оцинкованной стали
Технология электрического сваривания металлических изделий предполагает нагревание рабочей поверхности шва до 1200 градусов, тогда как температура кипения цинка составляет лишь 906 градусов. Такая разница в показателях в ряде случаев приводит к выгоранию цинкового слоя.
Среди нежелательных последствий процесса сварки оцинкованных труб можно назвать:
- Испарения цинка являются чрезвычайно вредными для здоровья. Если в помещении недостаточно хорошая вентиляция, вдыхаемые пары могут привести к отравлению или временной остановке дыхания работника.
- Слой цинка на сварочном шве нарушается в процессе работы, так что в этом месте могут начаться коррозийные процессы, при этом профильная оцинкованная труба уже не прослужит так долго, как могла бы.
- Если в процессе сварки оцинкованной трубы электродом происходит интенсивное испарение цинка, поверхность трубы может покрыться порами и трещинками. В результате шов будет недостаточно герметичным и прочным.
Таким образом, соблюдение правил безопасности при работе с данными изделиями является обязательным условием. Лицо нужно защитить специальным респиратором и маской из материалов-диэлектриков. На руки надевают прорезиненные перчатки с термоизоляционной тканью сверху.
Если предварительно обработать рабочую поверхность трубы соляной кислотой, можно избежать вспенивания слоя цинка
Обратите внимание, что в идеале желательно не допускать испарения цинкового покрытия, чтобы не лишить трубу защиты от коррозии. Достигнуть этого можно несколькими методами сварки
Первый метод заключается в механической очистке слоя оцинковки с помощью абразивного круга с наждаком или щетки по металлу. Все дальнейшие сварочные работы будут производиться как с обычными черными трубами. Недостаток данной технологии заключается в устранении защиты от коррозии, которую обеспечивает цинковое покрытие, так что срок службы такого трубопровода существенно сокращается (прочитайте: «Виды технологий сварки труб – преимущества и недостатки способов»). Из-за контакта с жидкостью такая труба быстро начнет ржаветь и очень скоро потребуется ее ремонт или полная замена, что повлечет за собой дополнительные трудовые, материальные и временные затраты.
Альтернативной технологией сварки оцинкованной трубы будет применение специальных флюсов для пайки. В таком случае удалять цинковое покрытие не нужно. Такой метод широко используется в тех ситуациях, когда выполнить зачистку трубы невозможно. Для соединения труб требуется сплав UTP 1 и флюс HLS-B. Примечательно, что флюс при контакте с водой полностью растворяется, он безопасен для здоровья, поэтому такой способ вполне приемлем для сборки водопроводных систем.
Соединение труб с цинковым покрытием ручной электродуговой сваркой
Чтобы предотвратить возникновение пор в стыковых и угловых швах, можно увеличить ток и сократить скорость сварки. Для этого понадобятся электроды для оцинкованных труб, которые подбираются в зависимости от марки стали. В частности, марка электродов для сварки оцинкованных труб из высокоуглеродистой стали выбирается с рутиловым покрытием. А если сталь для труб использована низколегированная, то вполне подойдут электроды с основным покрытием.
У электродов с рутиловым покрытием есть целый перечень достоинств:
- Благодаря наличию в составе электрода оксида титана, дугу можно зажечь очень легко и быстро, причем неоднократно.
- Сварные швы с такой дугой получаются герметичными, прочными и очень качественными, без каких-либо дефектов.
- При работе практически не возникает брызг, так что потери материала ничтожно малы.
В составе рутилового покрытия электрода могут быть включения порошка железа. Оно способствует снижению удельного веса углерода в слое цинка и повышает устойчивость к растрескиванию.
Немаловажную роль в процессе сварки играет и скорость прохождения электрода по поверхности. Если делать это слишком медленно, велика вероятность прожигания трубы. А если скорость движения электрода выше, чем необходимо, сварной шов получится непрочным. Подобрать оптимальную скорость можно только опытным путем.
Не забудьте по завершению сварочных работ обработать швы составом от коррозии.
Антикоррозийное средство должно соответствовать таким параметрам:
- обладать хорошим сцеплением с поверхностью;
- обеспечивать защиту от окисления на цинковом покрытии;
- быть удобным и простым в нанесении без специальных приспособлений.
Неплохим вариантом для защиты оцинкованных изделий считается специальная краска, содержащая порядка 94 % цинковой пыли. Этот состав легко наносится и хорошо удерживается на вертикальной поверхности благодаря наличию в нем неомыляемых связующих компонентов.
Альтернативным способом антикоррозийной защиты поверхности является наплавка проволоки, в которой содержится 99,99 % цинка, либо цинково-кадмиевых прутков.
Можно ли сваривать оцинкованные трубы? Методы сварки
При тепловом соединении металлическая поверхность на месте шва подвергается воздействию температуры около 1200 градусов, в то время как цинк кипит при 906 градусах по Цельсию. Следовательно, при сварочном процессе цинковое покрытие выгорает. С этим аспектом связаны следующие негативные явления:
- Цинк в газообразном состоянии очень вреден для здоровья. Без высокопроизводительной вентиляции высока вероятность отравления сварщика и временного удушья.
- В сварочном шве цинковое покрытие нарушается и теряется защита от коррозии.
- Интенсивное испарение цинка при сварке способствует появлению пор и межкристаллизационных трещин. Полученное в итоге соединение будет ненадежным ввиду низкой прочности.
Учитывая выше сказанное, сварщику нужно обязательно соблюдать повышенные меры безопасности. В процессе варки на лицо надевается специальный респиратор и защитная маска из диэлектрических материалов. Защиту рук обеспечивают резиновые перчатки, покрытые теплоизолирующей тканью. Предотвратить ненужное вспенивание цинкового слоя, позволяет обработка поверхности стыка соляной кислотой. Для качественного результата работы обязательно следует избежать испарения цинкового слоя. Обеспечить данное условие можно несколькими вариантами сварки.
Первый способ – очистить механическим путем с помощью абразивного наждачного круга или щетки по металлу околошовную зону от цинка. В таком случае дальше оцинковку сваривают как обычные черные трубы. Отрицательный момент, что шов без цинка лишен защиты от коррозии, и это негативно сказывается на сроке службы изделия. В результате воздействия влаги труба быстро поржавеет, и пораженный участок потребует замены. Значит, в перспективе возникнут дополнительные денежные расходы и временные затраты на переделку конструкции.

Очистка места сварки перед началом работ предотвратит испарение цинка с поверхности трубы
Достичь качественных сварных соединений, без повреждения антикоррозионного покрытия можно, нанося при пайке специальные флюсы. Эта технология применима в случаях, когда очистка стыков от цинка технологически невозможна. При соединении применяют флюс HLS-B и сплав UTP 1. Способ оптимален при варке коммуникаций в водоснабжении. Флюс не наносит вреда здоровью, потому что в водной среде полностью растворяется без образования вредных соединений.
Меры безопасности
В процессе создания трубопроводной сети необходимо предварительно собрать монтажные блоки. Сварку требуется осуществлять в помещении, в котором используются воздухоотсосы с целью устранения продуктов сгорания цинкового покрытия. В других условиях работы строго запрещены, так как будут опасными для здоровья.
При проведении сварки оцинкованных труб необходимо следовать следующим правилам:
- Выполнение работ требует слежения за тем, чтобы цинк не перегревался. Это позволит обеспечить эффективную защиту от коррозии.
- Места, которые предназначены для соединения труб, должны предварительно защищаться до блеска и обезжириваться. На них также наносится флюсовый слой, что позволяет защитить металл.
- Горелка должна быть на 1-2 номера меньше, нежели аналогичное устройство для стальных изделий.
- Если применяется газосварка, пламя нужно выставить так, чтобы оставить небольшой избыток кислорода.
- Заготовки заранее подогреваются на большую ширину, нежели соединительное место.
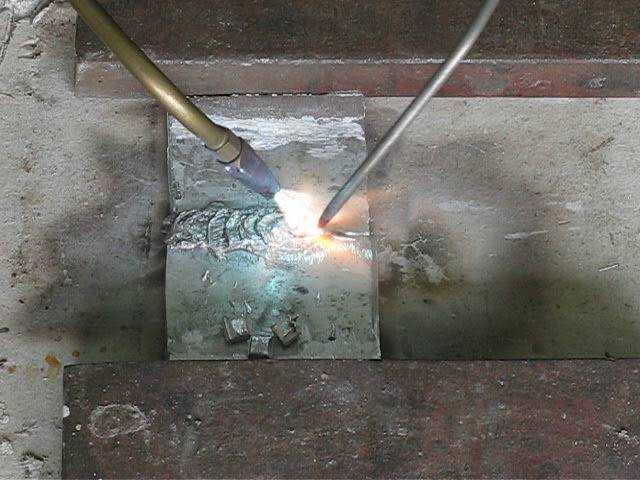
- Пруток со специальным покрытием устанавливается на место стыка и плавится огнем горелки, который должен быть направлен прямо на него, а не на материал.
- Флюс удаляется по завершению сварочных работ.
Соблюдение представленных рекомендаций позволит специалистам достичь желаемого результата в процессе работ и обезопасить себя.

Использование полуавтомата
На многих полуавтоматах существует режим сварки «Synergic», при котором в настройках можно выбрать определенный тип работы (пресет), наиболее оптимально подходящий для нужного вида металла. Если такой режим отсутствует, потребуется дополнительное время на отстройку аппарата и, возможно, эксперимент со сваркой какой-либо обрези.
Сварка на полуавтоматах может производиться либо с применением присадок, подающихся по рукаву, либо в качестве защитной среды может использоваться аргон.
Проволока подбирается в зависимости от толщины деталей.
Если напряжение в сети меньше 220В, диаметр проволоки уменьшается на 0,2 мм от рекомендуемой.
Горелка наклоняется под углом 70-75º к поверхности соединения при выполнении переплавляющего шва и 20-30º при выполнении заполняющего. При этом припой (присадка) должен располагаться перед пламенем, чтобы оно не выжигало покрытие металла.
Применение присадочных материалов, изготовленных на основе меди, позволяет создать среду защитного газа в районе сварки. Такая технология имеет ряд преимуществ:
- сварочный шов и поверхность металла вокруг него защищены от коррозии;
- минимальное разбрызгивание расплава;
- флюс потребляет значительное количество выделяемого тепла, предотвращая таким образом нагрев большой площади металла;
- впоследствии шов легко поддается обработке.

Температура плавления медных присадок ниже, чем у стали, поэтому такой вид сварки является скорее пайкой металла, но с обеспечением прочного соединения. Отметим, что этот способ позволяет избежать повреждений цинкового слоя.








В зависимости от содержания этих добавок, присадки задают нужные качества сварному шву:
- Присадка кремниевая CuSi3 позволяет легко обрабатывать шов, но снижает его прочностные качества, так как кремний обладает высокой текучестью.
- Присадка с алюминием CuAl8 применяется для оцинкованных сталей с большим содержанием этого легирующего элемента.
- Кремний-марганцевая добавка CuSi2Mn предназначена для создания швов с повышенной прочностью.

Во время сварки трубопроводов с питьевой водой применяются флюсы марки HLS-B, безопасные для здоровья и быстро растворяющиеся в воде. При нагреве флюс сначала становится белым, а затем прозрачным, что свидетельствует о готовности к началу процесса пайки.
Металлы толщиной до 4 мм могут спаиваться за один проход, но для больших толщин требуется сварка в несколько проходов. После выполнения сварки производится удаление остатков припоя с помощью щетки и воды. Внутри труба заполняется водой на сутки, после чего промывается.
Сварка оцинкованного металла
Нанесение слоя цинка на металл — цинкование применяется для защиты металла от коррозии. Толщина слоя цинка составляет 3. 150 мкм, и толщина слоя цинка на данном металле указывается в его сертификате.
Температура кипения цинка составляет 906 °С, и при сварке оцинкованного металла цинк испаряется, загрязняя воздух
Поэтому при сварке оцинкованного металла необходимо уделять внимание технике безопасности, так как пары цинка могут привести к удушью
Рабочее место сварщика должно быть оборудовано местной вентиляцией, а помещение, где производятся сварочные работы — общей вентиляцией.
При сварке цинк попадает в сварочную ванну и способствует образованию пор и трещин в шве. Поэтому должно быть произведено удаление цинка с поверхности металла перед сваркой механически — щетками, абразивными кругами или пламенем газовой горелки. Можно удалять цинк с поверхности металла химическими способами — кислотой с последующей нейтрализацией ее щелочью, промывкой водой и сушкой. При невозможности удаления цинка перед сваркой приходится применять технологические приемы для получения качественного шва. Большое значение имеет выбор электродов для сварки оцинкованных сталей.
Рекомендуется использовать для сварки низкоуглеродистых сталей электроды с рутиловым покрытием — АНО-4, МР-3, ОЭС-4, для сварки низколегированных сталей — электроды с покрытием основного вида — УОНИ-13/45, УОНИ-13/55, ДСК-50 и др.
Для предотвращения появления пор при сварке стыковых и угловых швов ток сварки нужно увеличить на 10. 15 А по сравнению с обычным и увеличить зазор между свариваемыми кромками в 2 раза, снизить скорость сварки на 10. 20%. Это поможет при слое цинка до 15 мкм. При толщине слоя цинка 15. 40 мкм применяется специальная техника сварки, при этом электродом совершается возвратно-поступательное движение для предварительного выгорания цинка. При сварке стали с толщиной слоя цинка более 40 мкм необходимо полное удаление цинка для получения бездефектного шва.
Источник
Что необходимо?
Для успешного выполнения сварочных работ требуются две составляющие: оборудование и навыки. Причём второй пункт является ничуть не менее важным, чем первый. Исключение может составлять, пожалуй, только сварка с использованием электрофитингов, так как простота технологии позволяет качественно выполнить соединение даже непрофессионалу.
Во всех остальных случаях желательно участие специалиста. Нельзя забывать, что нарушение герметичности сварного шва в системе отопления может привести к очень неприятным последствиям (порче имущества, в том числе – чужого, ожогам и т.д.).
Инструменты
Набор инструментов и оборудования, необходимых для производства сварочных работ, определяется в зависимости от типа труб, используемых для обустройства отопительной системы, а также выбранного способа сварки.
В первую очередь, это – ручной сварочный аппарат.
Утепление балкона требует знаний, а восполнить их можно в нашеи статье, как утеплить балкон пенопластом. Детальная схема подключения алюминиевых радиаторов тут.
Устройство для соединения полипропиленовых труб также иногда называют паяльником. Для бытовых нужд вполне подойдёт аппарат, мощность которого составляет 650 Вт. Его можно использовать для соединения пластиковых труб диаметром до 60 мм. Насадки идут в комплекте с аппаратом.
 Ручной сварочный аппарат
Ручной сварочный аппарат
При использовании электрофитингов также требуется специальное устройство для их подключения. Помимо этого, в процессе работы может пригодиться роликовый труборез, позиционер, специальные устройства для снятия окислений и центровки труб, нож, молоток, а также расходные материалы (муфты, электрофитинги и т.д.).
Сварка труб из металла выполняется при помощи электрического или газового аппарата. Для резки используется «болгарка» или резак. Помимо этого, потребуется обычная экипировка сварщика: маска, брезентовый костюм, рукавицы, асбест, молоток, электроды, проволока и т.д.
 Электрический и газовый сварочные аппараты
Электрический и газовый сварочные аппараты
Отравление цинком при сварке: симптомы, первая помощь, лечение
Во многих случаях отравление цинком возникает у работников сфер промышленности. При сварке оцинкованных труб можно получить поражение парами цинка. Помимо этого интоксикацию может вызвать неправильное хранение продуктов в оцинкованной посуде. Особенно опасно хранить в данной посуде кислые продукты, потому что в кислой среде растворение цинка лучше, что повышает возможность отравления.
Цинк один из минералов
Еще одним фактором может быть принятие лекарственных препаратов, в составе которых есть этот микроэлемент. Установлено, что принятие более 150 мг таких лекарств в день приводит к поражению этим веществом. Сам по себе цинк не сильно опасен, токсичны именно пары, которые могут привести к появлению цинковой лихорадки. Иногда она может называться металлической. Из-за этого отравление обычно происходит в результате вдыхания большого количества паров цинка. Интоксикация через ротовую полость встречается реже.
Симптомы острого и хронического отравления
Симптомы отравления обычно выражены ярко и диагностируются достаточно быстро. При остром поражении вдыхается большое количество высококонцентрированных паров цинка. Симптомы следующие:
- жажда;
- озноб и повышенная температура;
- металлический привкус в полости рта;
- боль в мышцах и слабость;
- тошнота.
Если пары цинка поступили через рот, могут проявляться дополнительные симптомы:
- ожог слизистой оболочки полости рта;
- мышечные судороги;
- понижение артериального давления;
- кровавая рвота.
В случае острого отравления показано незамедлительное лечение. Время здесь играет главную роль. Также возникает опасность появления раковых образований. Чаще всего в результате данного заболевания страдает печень и система кровообращения. В крайних случаях у больных может развиться отек легких либо их воспаление. Когда отравление произошло в результате попадания цинка в чистом виде, симптомы могут быть следующие:
- ожог органов желудочно-кишечного тракта;
- болевые ощущения в животе;
- потеря аппетита;
- рвота.
Нельзя хранить продукты в оцинкованной посуде
Если не лечить развившееся заболевание, может возникнуть риск появления почечной недостаточности, или возникновение язвенных болезней. Основные симптомы хронического отравления несколько отличаются. Если же заболевание приобретает хроническое течение, то почти у всех больных диагностируется расстройство тех или иных органов желудочно-кишечного тракта, происходят нарушения функций дыхания.
Также симптомы могут включать в себя проявление язв на коже и различного рода дерматитов, которые обычно не доставляют сильного беспокойства. Отравление данным веществом для детей переносится значительно тяжелее, нежели для взрослых, и соответственно лечение для них необходимо другое.








Лечение отравлений
Если появились признаки отравления, то необходимо вызвать скорую помощь
Если появились признаки такого рода поражения, то первым делом следует вызвать скорую помощь. До ее приезда пострадавшему следует оказать первую медицинскую помощь:
- вывести пострадавшего из помещения;
- уложить человека на горизонтальную поверхность;
- следить за температурой тела;
- обильно напоить крепким чаем.
Квалифицированную медицинскую помощь обычно начинают с введения внутривенно раствора глюкозы. Также могут назначить слабительные растворы, активированный уголь, препараты, которые помогут побороть признаки отравления. Также может использоваться антидотное лечение. В случае острого или хронического течения рекомендуется применять комплексное лечение, состоящее:
- искусственной вентиляции легких;
- принятия мочегонных средств для более быстрого выведения цинка из организма; ингаляции кислородом;
- принятия витаминов для поддержки иммунной системы.
Независимо от тяжести отравления, лечение должно сопровождаться обильным горячим питьем и содержанием больного в тепле и покое. Обязательно требуется делать промывание желудка. Помещение, в котором находится пострадавший, должно хорошо проветриваться. Также при сильных поражениях кожи некоторое время возможна нетрудоспособность, или временный перевод на другую работу.
Профилактика отравлений цинком
Для предотвращения заболевания, в промышленных помещениях необходимо сделать хорошую вентиляцию, и провести механизацию рабочего процесса. Рабочие обязательно должны использовать индивидуальные средства защиты — респираторы, промышленные противогазы. После окончания работ нужно промывать руки щелочными растворами, после чего смазать кожу рук жиром.
https://youtube.com/watch?v=D3WmjxO9X-c
Сварка оцинкованного металла электродом
Для сварки оцинковки могут применяться различные методы. Наиболее простым и дешевым в использования является дуговая сварка. При этом методе цинк нагревается до определённой температуры, а затем сваривается посредством штучного электрода с покрытием.

При этом важна высокая температура и чистота обработки деталей. Перед сваркой обязательно нужно хорошо зачистить поверхность оцинкованного металла, чтобы на ней не было грязи и пыли. Температура плавления цинкового слоя достигает 900 градусов.
Также важно подобрать определённые электроды для сварки оцинковки. Это могут быть как рутиловые электроды, так и электроды с основным покрытием
Из рутиловых электродов наибольшей популярностью при сварке оцинковки пользуются: ОЗС4, МР3, АНО4. Электроды с основным покрытием, это: УОНИ13/55, ДСК50, АОНИ13/45.

При сварке оцинковки электродами необходимо придерживаться следующих правил:
- Уменьшить скорость сварки на 20 процентов;
- Из-за высокой температуры плавления цинкового слоя, увеличить сварочный ток на 20 Ампер. В таком случае, возможно, предостеречь появление различных дефектов при сварке оцинкованного металла.

Во время осуществления сварочных работ нужно выполнять возвратно-поступательные движения электродом. Это позволить быстро выгореть и испариться цинковому слою
При этом важно не допустить попадание цинка в сварочную ванну, что сильно ослабит соединение и сделает его с большим количеством дефектов