

Размеры вагонки
В первую очередь требуется подобрать нужный размер необрезанной доски. Нужная длина устанавливается, опираясь на среднюю длину тех досок, которые есть в вашем распоряжении, и от требующейся длины. Вагонку длиною более двух метров крайне тяжело обрабатывать, в связи с этим такого рода длина экономически невыгодна. Но по большому счету любая длина может быть использована с толком.
Самая незатейливая с виду доска, которая иногда отправляется прямиком в мусор, может преобразиться в прекрасный паркет, сделанный своими руками. Он убережет ваш карман от лишних затрат и будет радовать ваш глаз не хуже приобретенного в магазине. Затем необходимо определить ширину вагонки. При узенькой доске вагонка выйдет широкая, то есть одна вагонка – одна доска. При широкой доске – две узенькие вагонки.
Многие специалисты утверждают, что использование вагонки шириной в семь – десять сантиметров в разы практичнее. Не стоит забывать и о том, что вагонка, которую вы используете, должна быть одинаковой по ширине.
Фрезы для вагонки и их применение
На досуге всегда хотелось бы заняться чем-то полезным для себя и некоторые тратят это время на отделку своего дома или квартиры, ведь творчество всегда приносит радость. Один из вариантов – это самостоятельное изготовление облицовочного материала, для которого понадобятся фрезы для вагонки на ручной фрезер.
Сделать самому деревянные панели, чтобы обшить ними комнату – это очень интересно и увлекательно.

Пальчиковые фрезы для изготовления вагонки ручным фрезером
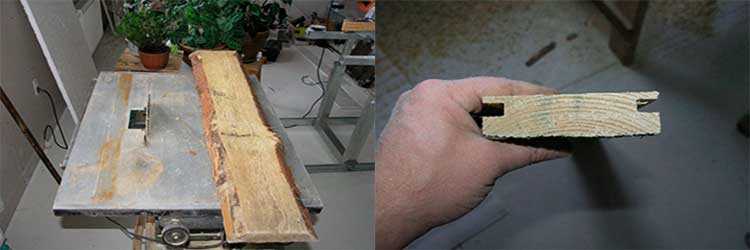
Изготовление вагонки ручным способом

Фрезы для ручного фрезера для изготовления вагонки и других изделий. Большой набор
Ручные фрезы по дереву можно подразделить на подшипникоые (или кромочные) и безподшипниковые. Первые применяются для изготовления вагонки, а вторые используются для разовой обработки какой-либо детали, но для них нужно вспомогательное оборудование.
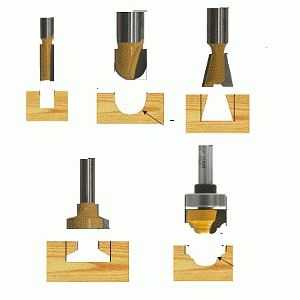
Пазовые галтельные фрезы
Фрезы для изготовления вагонки для ручного фрезера могут иметь соотношение диаметра (D) к радиусу (R) паза на панели: 9,5-4,8 мм, 12,7-6,35 мм, 15,8-7,9 мм и 199,5 мм. Диаметр хвостовикаика при этом останется 8 мм. Для вагонки такие фрезы использовать можно, но неудобно.
Универсальные фрезы для изготовления вагонки
Такая фреза для вагонки, как на фото вверху может использоваться как с ручной фрезерной машинкой, так и с фрезерным станком, который укомплектован цангами. Диаметр фрез в данном случае 50 мм и 35 мм — соответственно при диаметре хвостовика 8 мм.
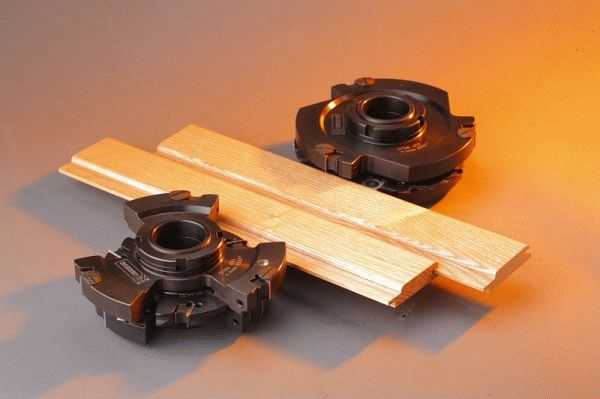
Насадные фрезы для изготовления вагонки
Такая фреза для изготовления вагонки позволит сделать панели с любым видом шпунта. Самое основное – правильно настроить станок и подобрать размеры фрез по глубине и диаметру.
Изготовление вагонки

Выровняйте одну сторону доски
Для изготовления вагонки своими руками вам нужно сделать ровные фугованные заготовки из необрезной доски. В первую очереди делаете срез по одной стороне, а затем определяетесь с шириной будущей панели.

Устанавливаете линейку на нужную ширину
Для определения ширины обратите внимание на все имеющиеся у вас доски, чтобы панели получились одинаковыми. Конечно, строгая инструкция с указаниями здесь отсутствует, но самый оптимальный размер доски будет от 7 то 10 см

При фуговании досок будьте очень осторожны, потому что большинство травм плотники получают именно при этом процессе. Руку или палец здесь, конечно не отрежет, но раны очень кровоточат и долго заживают, хотя в первый момент даже не чувствуется боль. Чтобы толщина всех досок получилась одинаковой – считайте количество проходов по фрезе – миллиметровой точности вы, конечно, не добьётесь, но разницу никто не заметит.
Совет. Для обработки лучше выбирать доски не более 2м длиной, так как более длинные сложно удерживать и размеры получаются неточными. Также более короткие доски будет легче обрабатывать ручным фрезером.

Вагонка с пазами по обе стороны соединяется тонкой рейкой
При спиливании обзола иногда остаётся довольно много дерева и его не следует выбрасывать. С этих отходов можно напилить тоненьких реек для соединения, а вагонку сделать с пазами по обе стороны.

Выпиливание паза фрезой
Когда доска обрезана и фугована, вам остаётся сделать шип и паз, то есть шпунтовать её по периметру. Устанавливаете фрезу на станок и, опуская или поднимая стол, регулируете глубину паза. Линейку придвигаете на нужное расстояние и следите за тем, чтобы во время обработки доска всегда была плотно прижата к её кромке.
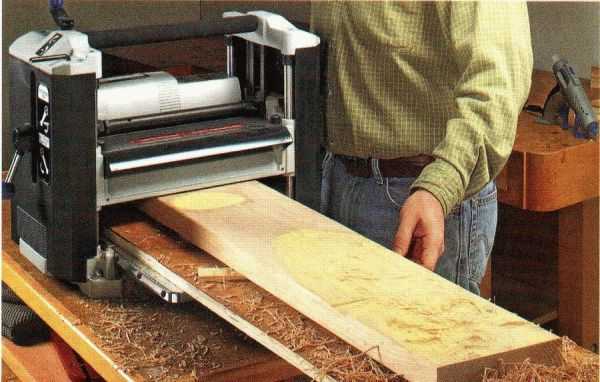
Обработка доски на рейсмусе
А как сделать вагонку ручным фрезером, ведь до этого мы обращали внимание на пусть и переносной, но всё же станок. Для этого понадобится калиброванная доска, а такую уже не сделаешь ручным способом – её только нужно пропускать через рейсмус

Работа ручным фрезером
Гребень делают торцевой фрезой, а его ширина регулируется шайбами, но при этом очень важно, чтобы толщина была не менее 4 мм, потому что более тонкий будет отламываться. Но делая такие полочки, желательно, чтобы их захватил кляймер, а он возьмёт не более 6 мм.
Затем филёнчатой фрезой снимите остаток вверху, но при этом позаботьтесь, чтобы прямой участок был не менее 5 мм. Изготовление вагонки ручным фрезером, вернее, другая сторона, делается так же, только фаска филёнчатой фрезой снимается меньшего размера.
Изготовление вагонки ручным фрезером, вернее, другая сторона, делается так же, только фаска филёнчатой фрезой снимается меньшего размера.
Особенности работы с самодельной вагонкой
Дерево – довольно сложный в обработке материал, он зависим от наличия сучков, направления волокон, степени высушености
При работе стоит принять во внимание:
- Обработка досок ведется только по направлению волокон.
- Состояние подшипников должно быть идеальным, при малейшем битье они приведут к шероховатости поверхности.
- Острые пилы и фрезы.
- Точная установка дисков.
- Соблюдение правил безопасности при работе со станками.

Готовая самодельная вагонка не ставится вертикально. Для предотвращения изгибов и кручения доски складываются горизонтально и равномерно придавливаются грузом.








Источник
Набор инструментов и оборудования

Станок для производства вагонки своими руками
Чтобы изготовить ламели своими руками, необходимо сделать станок или модифицировать фрезер. Потребуется для этого следующие материалы и инструменты.
- Уголок и трубы квадратного сечения для стола и рамы. Стол делают нешироким и длинным, но массивным, чтобы снизить вибрацию.
- Лист железа для столешницы – его прикручивают болтами. В столешнице проделывают 2 отверстия, в которых располагают вальцовочные валики. Размещаются они так, чтобы не возвышать над уровнем столешницы. Вал соединяют с валом двигателя ременной передачей.
- Ножевой вал – предпочтительнее готовый промышленный. Выбирают модель со ступенчатыми шкивами, чтобы можно было регулировать число оборотов.
- Прижимные ролики – можно изготовить из устройства любого типа, например, снять со стиральной машинки.
- Асинхронный двигатель мощностью в 2–5 кВт.
- Болгарка, сварочный аппарат для резки и сварки станка.
- Дрель с набором сверл.
- Циркулярная пила, рубанок.
- Линейка и специальный угольник с метками.
- Комплект фрез для изготовления вагонки.
Для отделки доски могут понадобиться столярные инструменты, кисти для лакировки или окраски.
Промышленное производство

Производственный цех
Производственная технология получения ламели включает несколько этапов. Поскольку речь идет о крупных партиях, используют мощное профессиональное оборудование.
- Сначала изготавливают обрезную доску.
- Затем ламели высушивают на открытом воздухе или в камере. Влажность качественного материала не превышает 12–15%.
- Доски обстругивают с лицевой стороны и придают нужную форму.
- На станках подвергают материал фальцовке и шпунтовке, формируя не только шипы и пазы на боковых сторонах, но и специфический профиль вагонки: ланхудахус, штиль, американка.
- Материал очищают от грязи и пыли. Доски проходят стандартную проверку и сортируются по качеству и сортности.
Из чего будем делать вагонку
Прежде чем рассказать о том, как сделать вагонку, необходимо разобраться с требуемыми материалами и инструментами. В первую очередь нужна древесина, ведь именно из нее выбудете изготавливать изделия. В дело идет неотесанная доска длиной до двух метров. Боле длинные заготовки использовать не стоит, так как их обработка будет довольно сложной.

Если говорить о ширине, то она должна быть больше ширины вагонки. Как правило, приобретаются доски в 8-10 сантиметров. Из такой заготовки получится одно изделие. Но можно покупать и более широкий вариант, в таком случае из одной доски можно сразу получить две и более вагонки.
Сама древесина должна быть сухой, с влажностью менее 20 процентов. В противном случае готовая вагонка после монтажа может «покоробиться». Кроме этого, выбирайте доски без сучков и признаков гниения. Для изготовления выбирается порода древесины в зависимости от места использования готовых изделий.
Самодельный станок для производства вагонки
Почему многих домашних мастеров интересует, как сделать вагонку самому? Всё дело в экономической стороне дела. Приобретать готовые изделия в строительном магазине будет очень дорого по сравнению с изготовлением облицовки своими руками.
Прежде чем читать статью далее, обязательно нужно посмотреть видео о том, как устроен станок для производства деревянной облицовки стен:
Стоит ли покупать
Купить вагонку нетрудно. В продажу поступают различные ее виды, они отличаются используемой древесиной, цветом, фактурой, формой наружной поверхности, поэтому можно выбрать материал, идеально подходящий для любого проекта. При всем при этом у вагонки есть существенный недостаток – высокая цена.
Затевая крупный ремонт, нелишним будет рассмотреть вариант самостоятельного изготовления вагонки. Стоит отметить, что даже самый простой станок такого типа будет иметь высокую цену, и, прежде чем решаться на покупку, надо оценить ее рентабельность.
Нужен в домашней мастерской подобный станок или нет – решать самому мастеру, можно лишь привести несколько аргументов в пользу покупки:
- производство вагонки в домашней мастерской позволит заметно сэкономить на строительном материале;
- изготовленная своими руками продукция будет заведомо более высокого качества, чем аналогичная, поступающая в продажу;
- станок может стать источником дополнительного заработка ввиду ощутимой разницы в цене между обрезной доской и готовой вагонкой.
Также нельзя забывать и о том, что данный станок многофункционален. Сфера его применения не ограничена производством вагонки. С его помощью можно изготовить ряд других профилированных изделий из дерева, среди прочего: наличники, плинтусы, фигурные рейки для всевозможных рамок.
Требования к конструкции станка для производства вагонки
- Стандартная высота рабочей поверхности стола – 800 мм. Хозяин мастерской может изменить этот размер в соответствии со своим ростом.
- Поверхность стола делают из полированного материала. Это обеспечит лёгкое и беспрепятственное перемещение деревянной заготовки. Обычно столешницу делают из стального или алюминиевого шлифованного листа. Иногда, для покрытия стола берутся использовать листы МДФ, но в этом случае столешница при интенсивной эксплуатации быстро изнашивается. Станок можно покрывать текстолитом.
- Силовое устройство состоит из электродвигателя, оснащённого лифтовым подъёмником. Часто устанавливают ручной фрезер, который уже снабжён лифтом. Головка оси фрезера должна быть приспособлена под смену фрез разного размера.
- В рабочей зоне нужно обязательно установить сопло для отсоса древесной пыли. Соответственно сопло присоединяют шлангом к пылесосу.
- Снизу стола фрезер крепят к монтажной пластине, установленной с нижней стороны столешницы. От толщины пластины во много зависит максимальный вынос фрезы над поверхностью рабочего стола.
- Прижимные устройства (параллельный, поперечный упор и толкатель) должны обезопасить руки оператора во время работы от случайного соприкосновения с режущей поверхностью фрезы.
Конструкция станка
Самодельные станки для изготовления вагонки – это фрезерное оборудование. Промышленный станок такого назначения представляет собой достаточно сложное и дорогостоящее оборудование, рассчитанное на массовое производство облицовочного материала.
Существует много вариантов изготовления своими руками станков для производства вагонки. Оборудование состоит из 3 основных частей:
- 1. Станина.
- 2. Рабочий стол.
- 3. Фрезер.
Станина
Опорную часть рабочего стола лучше всего делать из сваренных металлических деталей. Опоры делают из уголков 50 х 50 мм. Боковые стороны верстака обшивают стальным листом толщиной 2 мм. Станину собирают также из строительной фанеры. Если станок не будут интенсивно использовать, то для изготовления станины подойдёт любой прочный материал.
Стол должен иметь проём для размещения в нём силового агрегата и свободного расположения ступней ног оператора во время работы станка.
В некоторых случаях, в качестве станины стараются использовать старый деревянный стол. Но лучше этого не делать. Старые деревянные конструкции крайне ненадёжны. Во время работы станок подвергается динамическим нагрузкам. Поэтому все расшатанные узлы стола нужно обязательно укрепить.
Надо предусматривать ситуации, когда станок нужно переместить в другое место. Поэтому станина не должна быть чрезвычайно тяжёлой.
Рабочий стол
Процесс производства вагонки своими руками заключается во фрезеровании доски с двух сторон. Рабочий стол должен обеспечивать скольжение сырья по своей поверхности. Кроме того, изготавливаемая вагонка своими руками должна точно направляться упорами.
Разновидности наборов
Для изготовления евровагонки – включает в себя блоки сменных многогранных ножей для обработки дерева из твердых и мягких пород. По сравнению с обычным штилем, евровагонка требует формирования зазоров между досками, а также более чистой обработки поверхности. В связи с этим инструмент для евровагонки изготовляется из быстрорежущей стали с напайками из твердосплавного металла.
Наборы для работы с хвойными (ель, сосна, лиственница, кедр) и твердолиственными породами (дуб, ольха, липа) являют собой комплекты фрез с бланкетными ножами из стали HM, когда работа ведется на четырехсторонних и универсальных фрезерных станках.
Фреза с гидрозажимной системой – такой набор предназначен для наивысшей точности при позиционировании инструмента на станке и повышении его производительности. Скорость подачи заготовки при использовании подобных комплектов увеличивается до 54 м/мин.
Набор монолитных фрез для работы на универсальных и четырехсторонних станках – необходим там, где производится вагонка из дорогостоящих и твердых пород дерева.
Для продления срока службы фреза подлежит регулярной очистке от смолы. Не рекомендуется работать с тупыми ножами. Заточка затылованной фрезы производится по передней грани точильными камнями СМ1 СМ2, зернистостью А25 или А35. Заточку твердосплавных фрез выполняет алмазный круг.
Как из обрезной доски сделать вагонку
Мастер-класс от ютуб-канала «Самоделкин«.
Выбор обрезной доски
В домашней мастерской изготовить вагонку можно не из каждой обрезной доски. Для этого, как правило, используют 1 или 2 сорт пиломатериалов размерами 100х25х6000 мм. Это стандартный размер доски, который востребован на всех этапах строительства дома.
Есть определённые требования к обрезной доске для вагонки. У пиломатериала должна быть естественная влажность, но не более 16%. На досках не должно быть механических повреждений, признаков гнили или червоточин.
Породу дерева для вагонки подбирают в зависимости от того, что будет обшиваться: наружная часть дома, внутренние помещения, баня. Для самодельной вагонки обычно используют недорогие породы древесины, которые часто встречаются в торговой сети:
- сосна — ярко выраженная текстура, высокая прочность, хорошие теплоизоляционные свойства;
- ель — светлая текстура, большое количество сучков, лёгкая обработка, не коробится, невлагостойкая;
- ольха — в текстуре много оттенков, высокая влагостойкость и теплоизоляция;
- липа — красивая текстура, лёгкая обработка, устойчивость к перепадам температуры.
Изготовление вагонки фрезером
Прежде всего, обрезную доску, обработанную на фуговальном станке, остругивают рейсмусом. С его помощью формируют геометрические размеры будущей вагонки.
Обрезную доску можно обработать и другим способом. Например, достаточно пройтись рубанком, а затем зашкурить поверхность.
Перед фрезеровкой у заготовок строгают рёбра, и острым ножом снимают обзол.
Так как после рейсмуса поверхность у досок шершавая, то их приходится шкурить.
Для фрезеровки используют ручной фрезер мощностью 2100 Вт.
Фрезеровку профиля выполняют комбинированными фрезами, входящими в набор из двух фрез. Если пользоваться отдельными фрезами, то работа займёт намного больше времени.
Набор фрез подходит для обработки древесины всех пород. В наборе одна фреза большого диаметра, которая формирует стыковочный шип, а также кант на фасадной части заготовки. Фреза меньшего диаметра формирует стыковочный паз и кант на другой стороне доски.
Фрезу для стыковочного шипа зажимают в шпинделе фрезера и выбирают глубину фрезеровки.
Устанавливают параллельный упор, входящий в комплект фрезера.
Чтобы облегчить обработку обрезного материала, доски укладывают на стойки обзолом вниз. Специальная рейка держит доску и не даёт ей смещаться при фрезеровке.










Первый пропил делают фрезой стыковочный шип. Этой фрезой поочерёдно обрабатывают все доски. Обратная и лицевая сторона обработанных досок имеет разный вид.
На фрезере меняют фрезу на стыковочный паз, и делают пропилы на одной доске, имеющей стыковочный шип.
Проверяют правильность выбора высоты установки фрезы стыковочный паз по наличию щели между двумя состыкованными вагонками.
Если фреза установлена неправильно, то после стыковки будет щель. Достаточно утопить фрезу, и щель пропадёт.
После корректирования высоты установки фрезы стыковочный паз фрезеруют все оставшиеся доски с шипами.
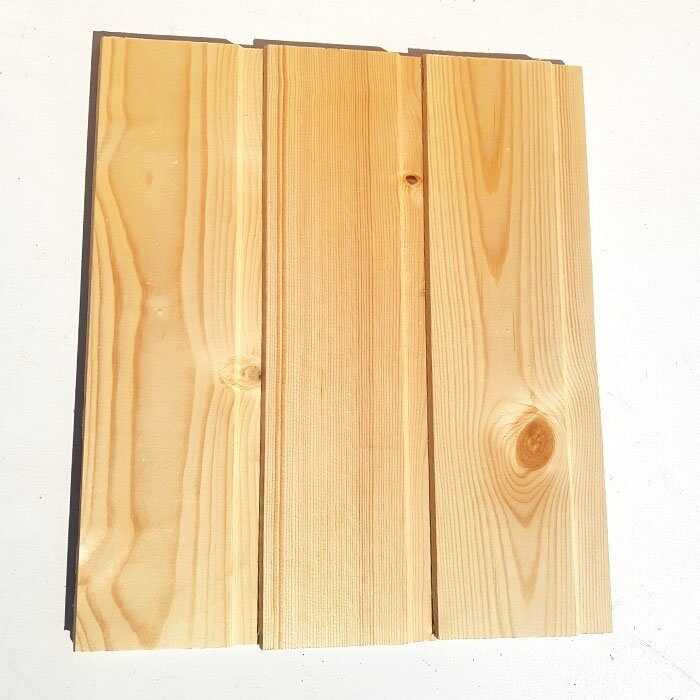
Качество вагонки, изготовленной фрезером, оценивают по собранному щиту.
Перед монтажом вагонку хранят в помещении. Если оставить материал на улице, то его поведёт, и рейки будут непригодными для обшивки.
Вагонка, изготовленная фрезером, отличается надёжным замком.
Такой материал применяют для обшивки не только внутри помещения, но и для обшивки наружных частей дома.
Изготовление евровагонки на фрезерном станке
Это более сложные работы, понадобится солидный опыт работы с деревообрабатывающими станками. Мы расскажем о технологии, а размеры вагонки и профили лицевых поверхностей подбирайте самостоятельно с учетом наличия инструментов и личных предпочтений.
Чем отличается евровагонка от обычной?
- Соединение шип/паз более глубокое. За счет этого исключаются риски просвечивания швов во время значительного уменьшения ширины досок, упрощается монтаж обшивки. В глубокий паз проще вставлять метизы для крепления.
- Обратная сторона имеет одну или две прорези – поверхности стен могут дышать, уменьшаются статические усилия во время изменения линейных размеров вагонки. Именно в результате сильных статических усилий обшивка дома может коробиться.
За исходные данные принимаем, что доски нужных размеров уже подготовлены, материал отсортирован и сложен в надлежащем месте.
Шаг 1. Установите на станок фрезу для проделывания паза и боковой декоративной фаски, отрегулируйте глубину. Для этого освободите линейку, приставьте торец доски к ножу и, подвигая линейку ближе или дальше, найдите нужное положение. С большим усилием закрепите фрезерную головку и линейку.
Для того чтобы правильно выставить все ножи на головке, нужно на пробу прострогать отрезок доски. Далее опять приставьте ее к фрезе и, медленно вращая головку в обратную сторону, проверяйте, все ли ножи работают. Узнать это можно по звуку, если все нормально, то количество незначительных касаний о доску должно отвечать числу фрез. К примеру, если головка имеет четыре ножа, а вы почувствовали только три касания, то это значит, что один нож не работает. Найдите, какой именно, отрегулируйте его положение. Делать это довольно сложно, понадобится несколько попыток. Следите, чтобы распорные клинья ножей были сильно прижаты к головке.
Шаг 2. Закрепите верхние и боковые прижимные упоры, установите нужное расстояние. Такие упоры намного облегчают процесс фрезеровки, улучшают качество и повышают безопасность труда. Пропустите с одной стороны все доски.
Шаг 3. Поменяйте фрезу на новую, она должна вырезать паз и снимать декоративную фаску. Прижимы повторно регулировать не нужно, ширина всех досок одинакова и во время первого прохода не изменялась.
Шаг 4. Снимите фрезу для боковых поверхностей, освободите линейку и прижимы. Установите фрезу для проделывания углублений с внутренней стороны вагонки. Размеры и количество канавок значения не имеют, подбирайте их по своему усмотрению.
Промышленное производство
Производственная технология получения ламели включает несколько этапов. Поскольку речь идет о крупных партиях, используют мощное профессиональное оборудование.
- Сначала изготавливают обрезную доску.
- Затем ламели высушивают на открытом воздухе или в камере. Влажность качественного материала не превышает 12–15%.
- Доски обстругивают с лицевой стороны и придают нужную форму.
- На станках подвергают материал фальцовке и шпунтовке, формируя не только шипы и пазы на боковых сторонах, но и специфический профиль вагонки: ланхудахус, штиль, американка.
- Материал очищают от грязи и пыли. Доски проходят стандартную проверку и сортируются по качеству и сортности.
Вагонка с помощью циркулярки
Часто возникает ситуация, когда на передний план выходит не эстетика материала, а исключительно его практичность, к примеру, необходимо отделать стены или потолок подсобного помещения, погреба, мастерской. Для этих целей отлично подойдет простая и надежная, изготовленная своими руками на циркулярке вагонка.
Первым делом надо подготовить пиломатериал. Понадобятся доски толщиной 15-20 мм, шириной 8-10 см. Разумно предположить, что чем шире доска, тем меньше ее понадобится, тем быстрее будет выполнена работа. Это верно, но лишь отчасти. Большая ширина плюс примитивное соединение, пазы для которого позволяет выполнить циркулярка, гарантированно приведут к короблению доски, тем самым недолговечности покрытия.

Заготовки необходимо выровнять по ширине. Для этого боковой упор циркулярной пилы выставляют с помощью линейки, фиксируют. Поочередно обрабатывают каждую дощечку, доводят ширину до единого значения.
После того как дощечки выровняли, их циклюют. Лучше всего для этого подходит фуговальный станок, но заводские циркулярки тоже могут выполнять эту функцию. Конечно, можно обработать доску ручным или электрическим рубанком.

Далее необходимо создать паз и шип для крепления вагонки. Проще всего сделать зеркальные выборки в противоположных торцах доски. Их точность и симметричность достигается регулировкой высоты выхода диска и расстоянием от пилы до упора.
При толщине доски в 20 мм выход диска должен быть 10 мм, расстояние до линейки также 10 мм. Первый проход делают плашмя. Прижимая доску к боковому упору, проделывают в ней канавку на половину толщины. Далее доску ставят на ребро, повторяют операцию. Те же действия, но в зеркальном отражении выполняют с другого торца.
В результате описанных действий получается грубый вариант вагонки, которую легко монтировать, она создает привлекательную ровную поверхность.
Из какого материала делается?
В зависимости от используемого материала обрешётка бывает:
- Деревянной – специальные бруски с сечением примерно 2х2 или 2х4 см.
- Металлической – направляющие из оцинкованной стали.
- Пластиковой – для монтажа требуются дорогие пластиковые профили, которые обладают стойкостью к влаге и другим влияниям микроклимата.
При использовании металлических профилей необходимо дополнительно закрывать их более стойким к перепадам влаги и температуры материалом, например, ОСБ-плитами. Иначе облицовка из вагонки на металлической обрешётке даёт шатание уже через год эксплуатации.
Лучше всего под деревянные панели использовать аналогичные бруски, которые немного сложнее выравниваются по уровню и вертикали. Зато они надёжно фиксируются к поверхности стены, создают прочное соединение с отделкой.
Определение и разновидности вагонки

Вагонка — доска для отделки стен внутри и снаружи здания
Вагонка – отделочная доска. Первоначально от обычной она ничем и не отличалась, кроме небольшой толщины. Позднее в боковых сторонах стали прорезать пазы и выступы, чтобы при монтаже материал образовал более ровную и прочную поверхность.
Различают обычную вагонку и евровагонку. Первый вариант чаще изготавливается из древесины с влажностью до 25%, что приводит к усыханию и короблению материала. Шипы и пазы не слишком выражены, так что под нагрузкой доски расходятся. Евровагонка производится из сухой древесины – не более 15%, размеры ее более точны, а шипы и пазы больше. Кроме того, на внутренней стороне ламелей есть вентиляционные канавки, что снижает риск появления конденсата.
Вагонка выпускается разной конфигурации. С лицевой стороны выбираются фаски – скругленные или угловатые, что придает ламелям более интересный вид. Различают следующие профили:
- softline – возле шипа выбирается древесина, фаска имеет скругленную форму, что помогает стекать воде и конденсату;
- штиль – имеет большую толщину – до 25 мм, возле шипа древесину не убирают, но верхняя часть профиля имеет скругленные углы;
- ландхаус – лицевая сторона фрезеруется, здесь формирует несколько выступов и углублений, чтобы собранная отделка образовывала определенный узор;
- блокхаус – вся лицевая часть равномерно скруглена и имитирует оцилиндрованное бревно;
- американка или корабельная вагонка – с лицевой стороны срезана под углом.
Использовали вагонку в отделке?
Да
71.43%
Нет
28.57%
Планирую
0%
Проголосовало: 7
Характеристики и внешний вид вагонки зависят от сортности используемого дерева. По этому признаку различают следующие классы.







- Экстра – или бессучковый. Трещины, сколы, пятна или смоляные кармашки на лицевой стороне исключены. Допускается 1 здоровый светлый сучок на 1 погонный метр.
- Класс А – допускается 2–3 здоровых сучка на 1 погонный метр, а также микротрещины и мелкие непростроги. Некоторые производители подобные дефекты зашпаклевывают. Количество досок, сделанных из сердцевины ствола, не превышает 30% от общего объема.
- Класс В – разрешается 2 выпадающих сучка и трещины длиной в 30 мм на лицевой стороне на 1 погонном метре. Допускаются и смоляные кармашки. Если материал сделан из хвойных пород, могут встречаться участки со следами повреждения насекомыми, но не более чем 10% от объема.
- Класс С – допускает очень большое количество дефектов, кроме гнили, плесени, сколов глубже половины толщины. Здесь могут встречаться выпавшие сучки, сквозные трещины, засмоленность.
Классифицируют ламели также по породе дерева.
Сфера применения

OLYMPUS DIGITAL CAMERA
Вагонка изначально разрабатывалась для отделки транспортных средств. Однако ее удобство, привлекательность и простота в монтаже обеспечили более широкое применение. Ламели используют:
- для обшивки стен и даже потолка в жилых помещениях и некоторых офисных, где допускается такая отделка;
- для облицовки балконов и лоджий, где выбор материалов ограничен;
- для отделки сауны, бани, предбанника и других помещений в банном комплексе;
- для облицовки фасадов зданий;
- для обшивки подвальных помещений, гаражей, мастерских;
- вагонку нередко берут и для сооружения заборов и красивых ограждений.
Популярные размеры
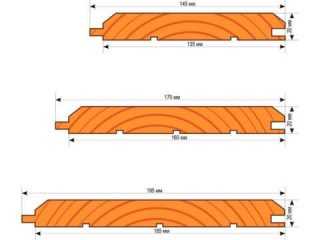
Изготовление вагонки промышленным методом подразумевает стандартизацию размеров. ГОСТом регламентируется только ширина и толщина. Длина изменяется от 2100 до 6000 мм и больше. Длинные встречается редко, поскольку работать с такими длинными досками неудобно.
Типовые размеры:
- ширина – 80, 100, 110, 120, 150 мм;
- толщина – 12,5, 13, 16, 19, 25 мм.
Тонкости работы с фрезером в домашних условиях
Рассмотрев технологию, которую применяют на производствах, разберемся в тонкостях изготовления вагонки фрезером в домашних условиях.
На начальном этапе необходимо запастись строганными на циркулярной пиле и фуганке досками (можно сразу купить готовый распилованный материал или изготовить нужные заготовки лично). Все последующие операции выполняются при жесткой фиксации режущего инструмента и древесного пиломатериала.

Все действия можно свести к следующей последовательности:
Настройка прижима заготовки
Важно отрегулировать положение доски вплотную к ограничителю и надежно зафиксировать прижимами с внутренней стороны. Регулировка фрезы по высоте
Важно четко стабилизировать обе фрезы на одинаковой высоте, иначе изготовленная вагонка будет непригодна. Обработка деревянной панели. Заготовку ведут вдоль режущего элемента, формируя по одной стороне доски паз, а затем, сменив фрезу, шип.
Изготовление вагонки ручным фрезером дело несложное, если запастись специальными инструментами и четко следовать предложенным рекомендациям.
Источник