

Как подбираются насадки для пайки полипропиленовых труб
Насадки для паяльника
При выборе размера и формы активной части сварочных аппаратов обращают внимание на эксплуатационные характеристики насадок. Они должны быть прочными, обладать высокой теплопроводностью, сохранять форму при сильном нагреве
Насадки позволяют достаточно быстро работать с пластиковыми трубами, не меняя самого аппарата и не отвлекаясь на посторонние манипуляции при монтаже сложных многопрофильных водопроводов.
Насадка представляет собой металлическое изделие. Диаметр фурнитуры задается форматом трубы, для пайки которой она предназначена. Технология сваривания полипропиленовых труб подразумевает диффузионное соединение внутренней поверхности и внешнего покрытия, задающего механические свойства труб ППР.
Сварка и монтаж отдельной части системы трубопровода
При пайке водопроводной магистрали из полипропилена всегда стараются проводить монтаж отдельных участков водопровода в месте с большим свободным пространством и на удобной высоте. Для этого вам понадобятся основные инструменты, чертеж магистрали и правильный порядок проведения работ.
Обычно сторона наиболее трудная для спайки расположена на стене с двумя угловыми фитингами, поэтому ее сваривают в первую очередь и закрепляют на клипсы или дюбельные муфты. После от угловых фитингов проводят дальнейший монтаж участков линии, переходя к паяльным работам непосредственно около стен. Для удобства монтажа необходимо заранее предусмотреть место для установки паяльника на подставку или организовать его подвешивание.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
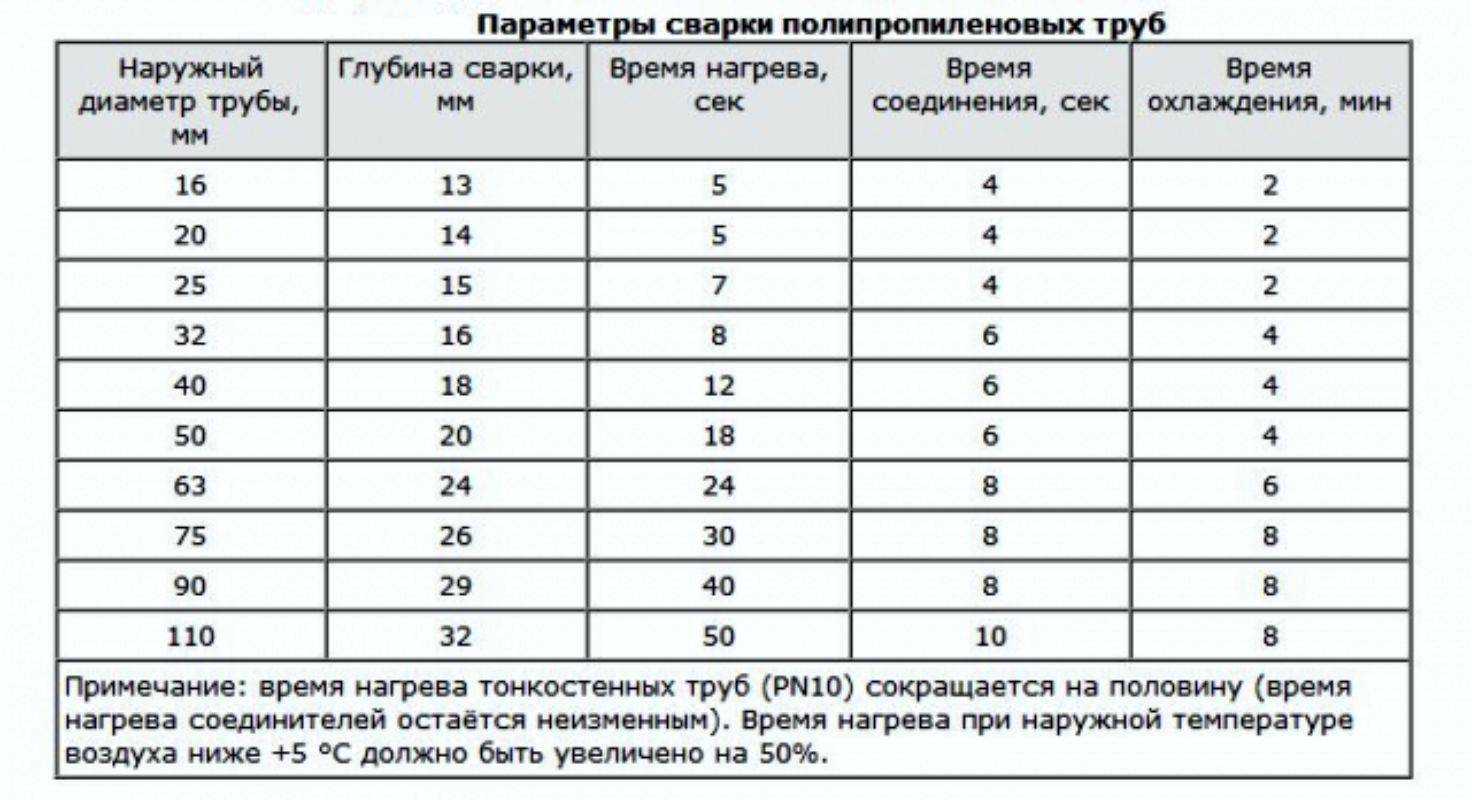
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
|
Трубный диаметр, мм |
Время сваривания, с | Время нагревания, с | Время для охлаждения, с |
Температурный диапазон, С |
|
20 |
4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 |
259-280 |
|
32 |
4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 |
259-280 |
|
50 |
5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 |
от 259 до 280 |
|
75 |
6 | 30 | 390 |
от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.




При сваривании изделий из полипропилена имеются особенности:
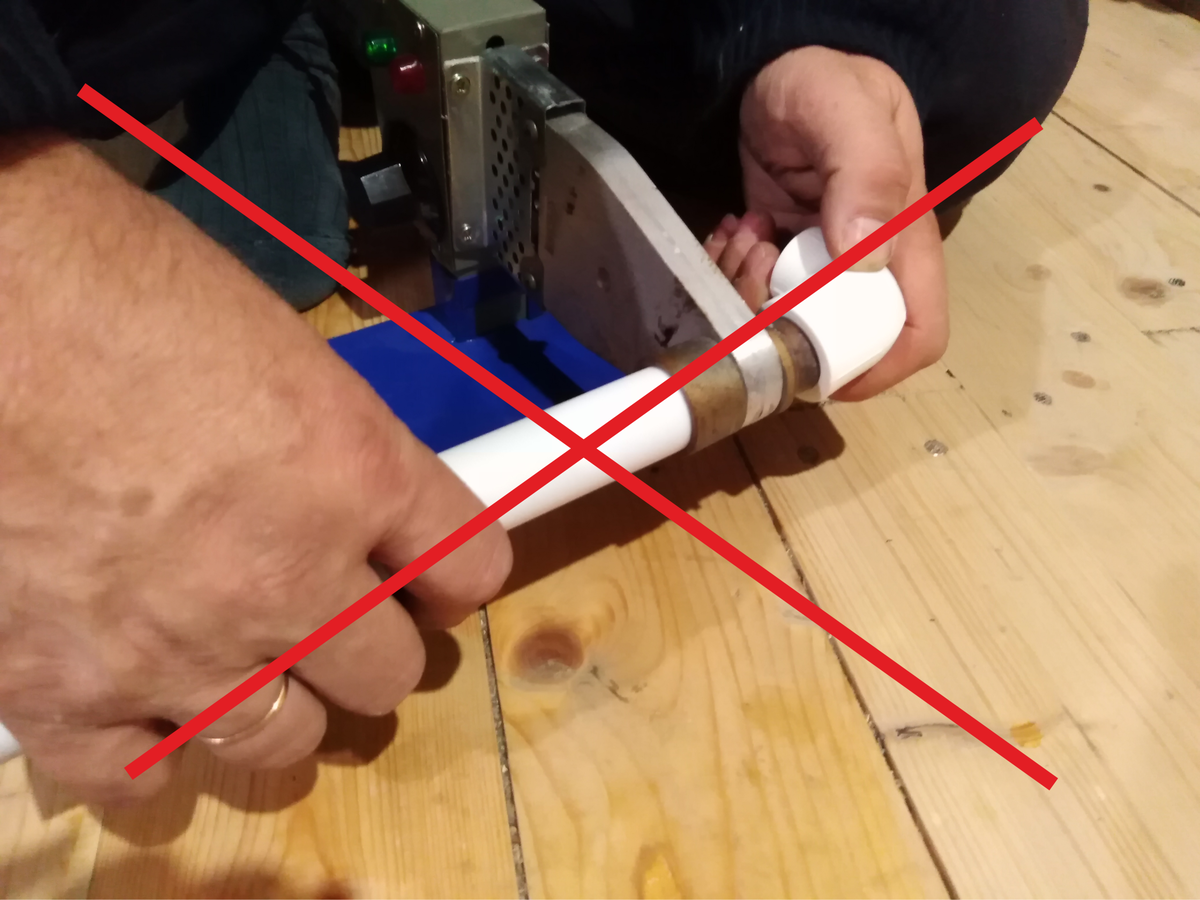
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
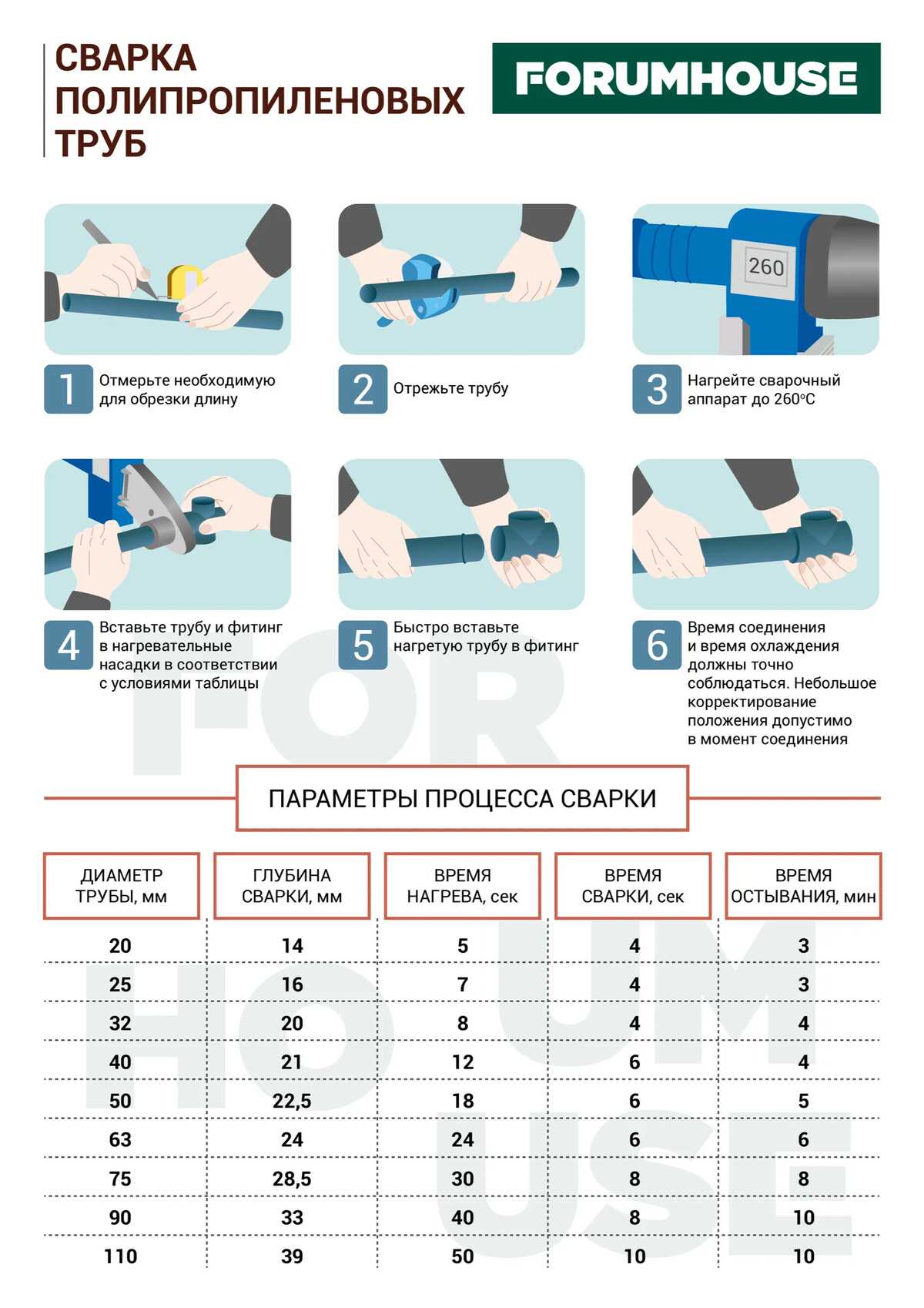
Сварка (пайка) полипропиленовых труб
Последовательность сваривания труб ПП
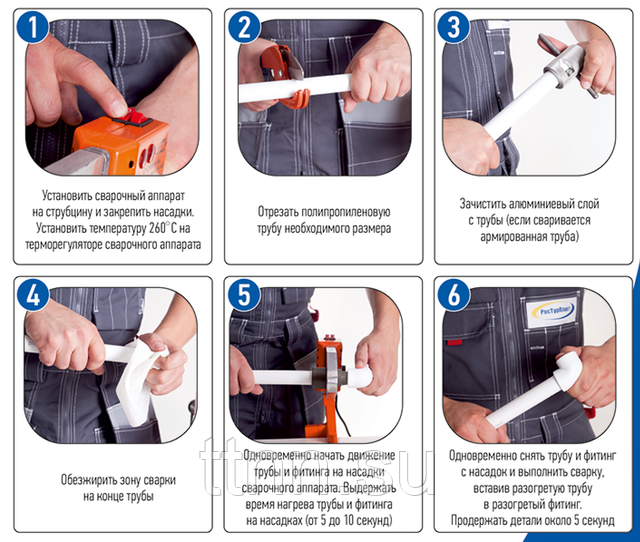
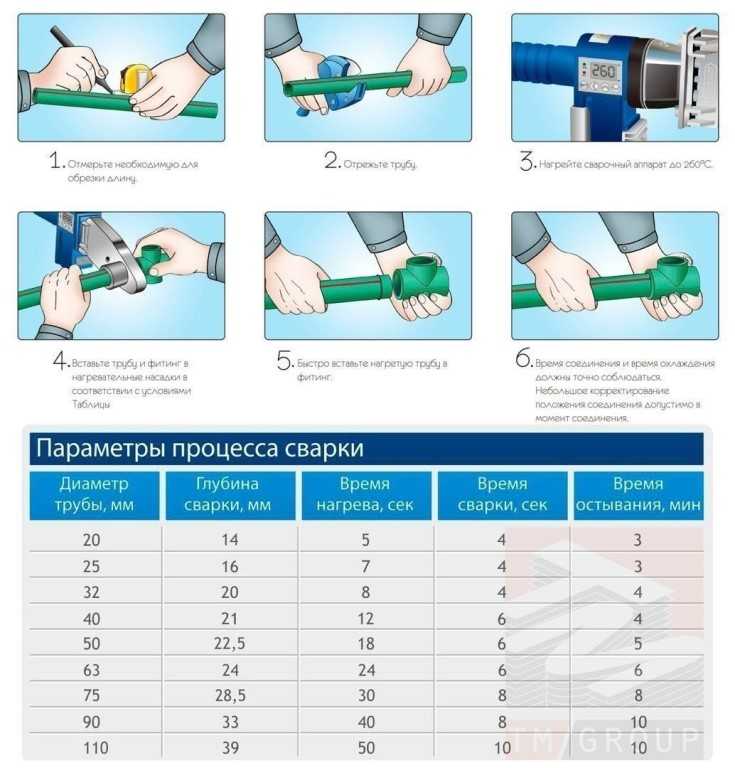
Чтобы лучше понять, как правильно варить полипропиленовые трубы, следует подробнее рассмотреть последовательность подготовки паяльника к работе.
Этапы будут таковыми:
В этой связи следует подождать, пока индикатор нагрева не засветится и не погаснет повторно. Лишь после этого можно перейти к сварке пп труб своими руками.
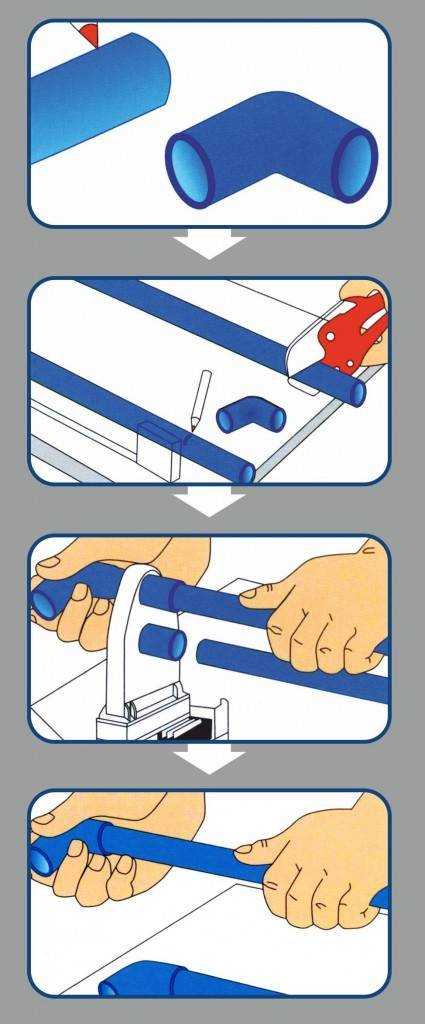
Сварку проводят в такой последовательности:
- Трубу помещают в соответствующую насадку.
- Фитинг одевают на цилиндрический выступ с противоположной стороны. В обоих случаях потребуется производить несильный нажим.
- Обеими руками эти два элемента удерживают в таком положении столько, сколько требует технология (подробнее: «Правила и технология сварки полипропиленовых труб – важные особенности»). .
Продолжительность нагрева, последующего времени на соединение структур, и остывание, определяется сечением полипропиленовой трубы и глубины сварки. Приблизительные значения всегда можно найти в соответствующих справочных таблицах.
В процессе сваривания труб из полипропилена следует иметь в виду такие нюансы:
В процессе сваривания ПП труб нельзя:
- двигать детали в разные стороны, кроме оси одевания и снятия элементов;
- непосредственно после стыковки деталей пытаться улучшить их размещение – это уменьшит проходной диаметр в соединительном месте;
- пытаться изменить форму трубы (гнуть), когда идет остывание соединения.
Выше мы изложили информацию о том, как правильно сварить полипропиленовые трубы своими руками. Из прочитанного можно сделать вывод, что в данном процессе нет ничего затруднительного. Основное правило – это заготовить требуемый инструмент и производить сваривание согласно разработанной технологии и инструкции, четко следя за временем прогрева аппарата, элементов и последующей стыковки.
Стыковая сварка
Это один из популярных способов соединения между полимерными трубами, однако для труб ПВХ такой метод применяется реже, чем для изделий из прочих полимеров. Это связано с тем, что время, отводимое на сварочный процесс, в случае пластиковых труб сильно ограничено и исчисляется буквально секундами. Чтобы за такой короткий период успеть всё правильно сделать, требуется немалое мастерство в работе, чем может похвастать далеко не каждый.
Для осуществления сварки встык требуется специальный ручной сварочный аппарат для ПВХ труб и насадки к нему. Сами трубы перед соединением разрезаются специальными ножницами, которые должны обладать хорошей остротой (иначе разрезка приводит к деформациям стенок изделий).

Этапы стыковой сварки:
- Производится нарезка труб на отрезки требуемой длины.
- Торцы труб очищаются от загрязнений и жира.
- На трубы наносятся метки и производится их торцевание со снятием фаски.
- Соединяемые участки изделий, надетых на сварочный аппарат, нагреваются до нужной температуры (для изделий из поливинилхлорида она составляет +250 ˚С).
- Свариваемые изделия быстро соединяются между собой.
- Полученная конструкция охлаждается, и по истечении небольшого времени является готовой к эксплуатации.
«Холодная» сварка
Данный метод соединения ПВХ труб отличается максимальной простотой в осуществлении. Термин «сварка» применяется к нему весьма условно: по сути, он представляет собой раструбное клеевое соединение. В целях его выполнения используются специальные разновидности клея для пластиковых материалов. Независимо от марки такого клея, в состав его всегда входит основа из самого поливинилхлорида, растворённого в циклогексаноне, тетрагидрофуране и метилэтилкетоне (прочитайте: «Какой клей для ПВХ труб выбрать – преимущества и недостатки видов»). При высыхании клея растворители испаряются, после чего полимерные структуры ПВХ материала труб и клея переплетаются между собой. Это приводит к формированию прочного комплекса с цельной структурой.
С целью достичь максимальной эффективности соединения используются также различные присадки, добавляемые в клей. Их применение даёт возможность регулировать вязкость клеевой смеси и время затвердевания соединения.
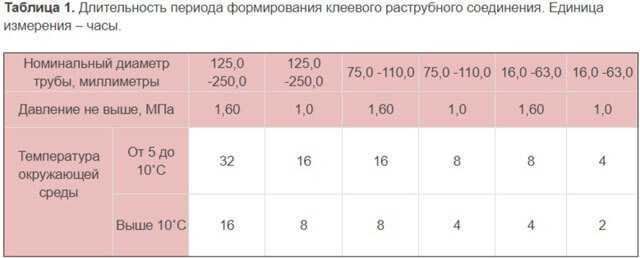
Обычно холодная сварка труб ПВХ может осуществляться при температурах +5 – +35 ˚С, однако существуют морозостойкие разновидности клея, позволяющие производить монтаж даже при -17 ˚С. Летом выполнять манипуляции следует как можно быстрее, чтобы высыхание клея не произошло раньше времени.
Этапы выполняемых работ:
- Отрезается участок трубы требуемой длины.
- Снимается фаска под углом в 15˚.
- Соединяемые участки труб тщательно очищаются от любых загрязнений и пыли.
- Клей равномерно наносится кистью на сочленяемые поверхности.
- Труба быстро вставляется в раструб и поворачивается на 90˚, чтобы обеспечить ещё более ровное распределение клея.
- Соединяемые элементы фиксируются примерно в течении полминуты, неподвижно удерживаясь руками.
Все манипуляции после нанесения клея должны в сумме занять не более одной минуты, поскольку примерно за такое время клей высыхает. Однако для полного формирования надёжного монолитного соединения требуется от нескольких часов до 1-2 суток. Чем больше планируемое рабочее давление в трубопроводе и чем ниже температура окружающей среды, тем большим должно быть время выжидания, по завершении которого пластиковый трубопровод можно считать готовым к работе.
Что нужно знать при сварке пластиковых труб
- Одной из частых ошибок при некоторых видах сварки ПВХ труб (стыковой, муфтовой) является введение трубы не до упора, что приводит к образованию зазоров в соединении и нарушению его герметичности. Чтобы избежать этого, следует прикладывать больше сил при стыковке соединяемых труб.
- В то же время, чрезмерное усилие также является нежелательным и может приводить к деформациям труб с нарушением качества соединения. Этого тоже следует избегать, а силу прикладывать с соблюдением меры.
- Для «холодного» соединения рекомендуется приобретать качественные марки клея от известных производителей, например Griffon (Голландия), CH (Испания), Gebsoplast (Франция), Cepex (Испания), Tangit (Германия) и прочие. Несмотря на более высокую цену такой продукции, надёжность и качество соединения являются достаточной компенсацией за понесённые расходы.
- Различные типы сварочного оборудования могут иметь некоторые отличия, а потому инструкцию по их эксплуатации следует заранее внимательно изучить, и затем тщательно соблюдать её.
- Работы должны выполняться скрупулёзно и ответственно, не пренебрегая такими нюансами, как точность разметки, соблюдение скорости выполнения работ, строгое расположение изделий по одной оси и т. д. Только в таком случае можно получить надёжное и качественное соединение, которое способно безупречно прослужить долгие годы без проблем и нареканий.
Необходимые материалы и инструменты
-
муфты соединительные;
- трубы полипропиленовые;
- выходы с металлической резьбой МРВ и МРН;
- уголки на 45 и 90 градусов;
- специальные ножницы для пластика;
- клипсы, которые крепят трубы к стене;
- паяльник;
- рулетка и карандаш;
- герметик;
- лён (для лучшего соединения фитингов).
Если не занимаетесь профессионально прокладыванием пластиковых труб, а планируете всего лишь замену своих, то покупка паяльника может стать совершенно ненужной. В этом случае выходом будет просто взять сварочный аппарат в аренду. Это можно сделать там же, где вы будете приобретать трубы для работы.
Прежде, чем приступить к пайке пластиковых труб, необходимо знать их классификацию и параметры. На рынке существует четыре вида пластиковых труб:
- PN 10— тонкостенная труба (рабочее давление составляет 1 МПа). Наиболее подходящий материал для водяного теплого пола(+45° С) и холодного водовода (до + 20° С).
- PN 16 — применяется в отопительных системах с невысоким давлением и для водопровода холодной воды.
- PN 20— универсальная труба (рабочее давление 2МПа). Применяется в системе водопровода холодной и горячей воды (+80° С).
- PN 25— труба армированная алюминиевой фольгой (рабочее давление 2,5 МПа. Используется в отопительных системах и водопроводе с высокой температурой (+95° С).
Особенности ПВХ изделий
Производство и сфера использования
ПВХ продукция широко применяется для прокладки систем горячего и холодного водоснабжения, а также является незаменимой для организации монтажа как внутренней, так и внешней системы канализации. Пригодны такие трубы и для транспортировки агрессивной рабочей среды и газообразных веществ.
Трубы ПВХ производятся из поливинилхлорида (непластифицированного) в виде однослойных или трехслойных трубопроводных изделий. Вся трубопроводная продукция ПВХ классифицируется по классу жесткости и выпускается разного диаметра для решения максимального количества задач, связанных с прокладкой трубопровода. Поставляются трубы в виде стандартных отрезков длиной 50, 100, 200, 300 и 600 см.
Положительные качества ПВХ изделий
Положительные качества труб из поливинилхлорида определяют спектр их использования. Спрос на эту продукцию обусловлен:
- длительным сроком их эксплуатации;
- неподверженностью влияния ультрафиолета;
- устойчивостью против химической агрессивной среды и коррозии;
- полным соответствием современным требованиям, которые предъявляются для трубопроводных систем;
- очень низким коэффициентом линейного расширения;
- рабочей температурой транспортируемой среды до 55ºС;
- сравнительно низкой стоимостью;
- небольшим весом труб;
- устойчивостью против заведения бактерий и грибков;
- отсутствием отложений на внутренних поверхностях трубных изделий;
- хорошей пропускной способностью;
- антитоксичностью и взрывобезопасностью;
- противопожарной безопасностью.
Достоинства сварки
Сварочные работы проводятся при помощи специального оборудования, которое можно купить в магазинах сантехнических изделий. Паяльник или инвертор для пластика представляет собой устройство, в котором зажимаются и центрируются части коммуникации, нуждающиеся в соединении.
При помощи нагревательных элементов концы труб соединяются. Такая тепловая обработка гарантирует прочное и долговечное сцепление за счет диффузии молекул полипропилена. Главным достоинством такой методики является её эффективность: в отличие от резьбовых креплений нет вероятности ослабления места зажима.
Достоинства сварки полипропиленовых труб:
- Обеспечение полной герметичности системы. Отопление, водопровод и канализация требуют полной закупорки, ведь проникновение даже небольшого количества воздуха может стать причиной поломки всей коммуникации;
- Скорость работы. Сварка производится буквально несколько минут;
- Долговечность. Если не учитывать возможные механические повреждения, то сварное соединения на полипропилене прослужит очень долго;
- Возможность соединения трубопроводов любых диаметров. Все, что понадобится – это купить фитинги нужных размеров и настроить паяльник на необходимый режим работы.
Естественно, соединение полипропиленовых труб без сварки считается более доступным, поскольку стоимость нового инвертора может варьироваться в пределах 7 тысяч рублей. Но зато, имея у себя в хозяйстве подобное приспособление, Вы сможете в любое время производить необходимый ремонт водопровода.
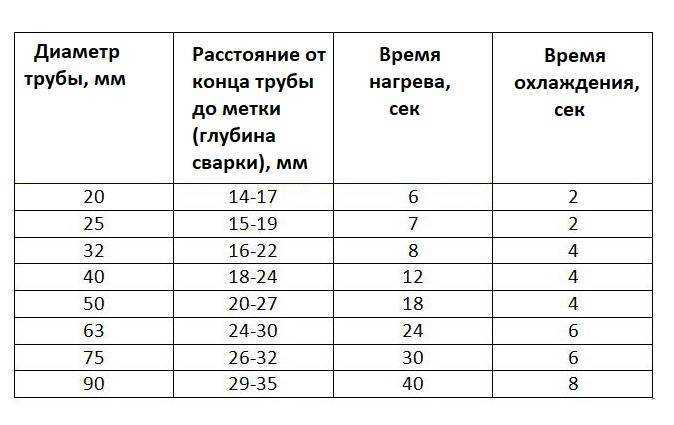


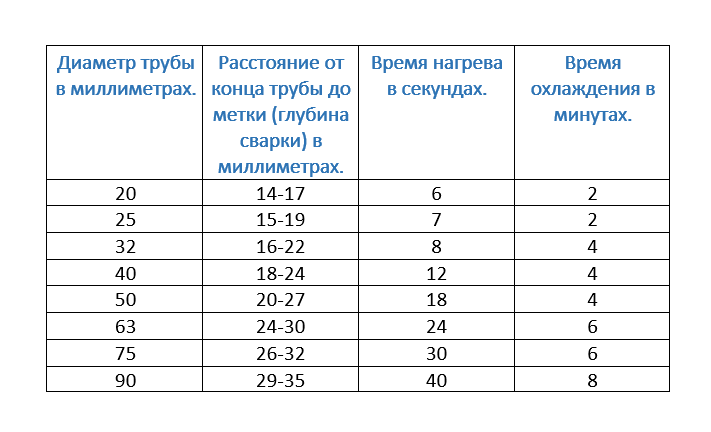


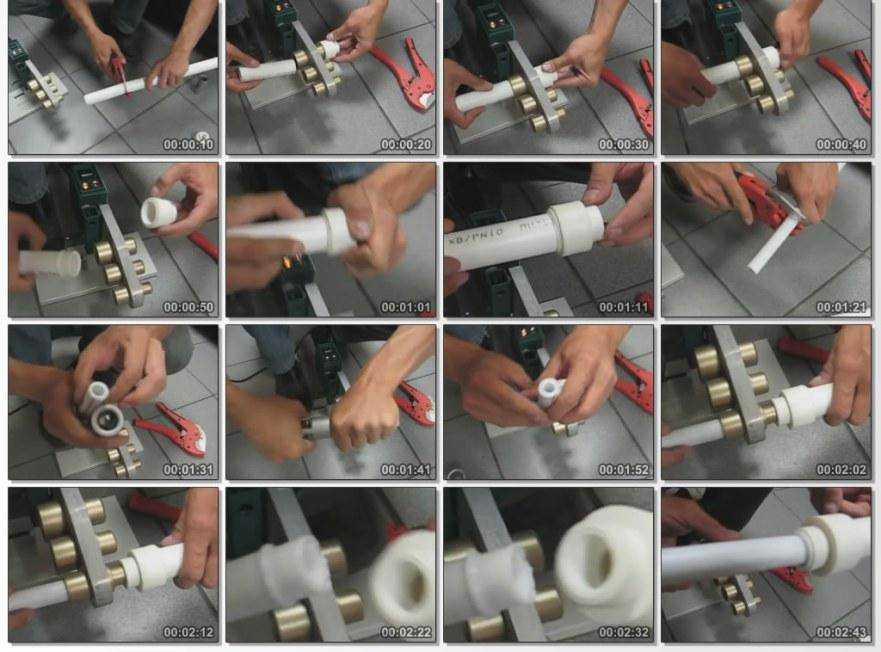


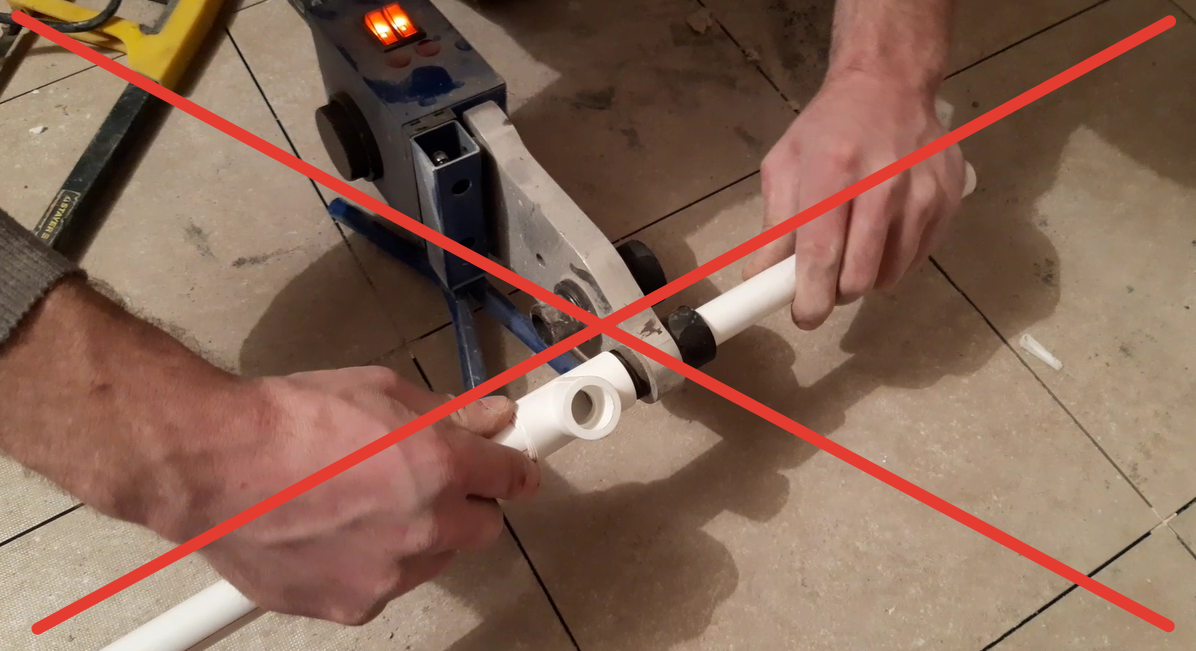

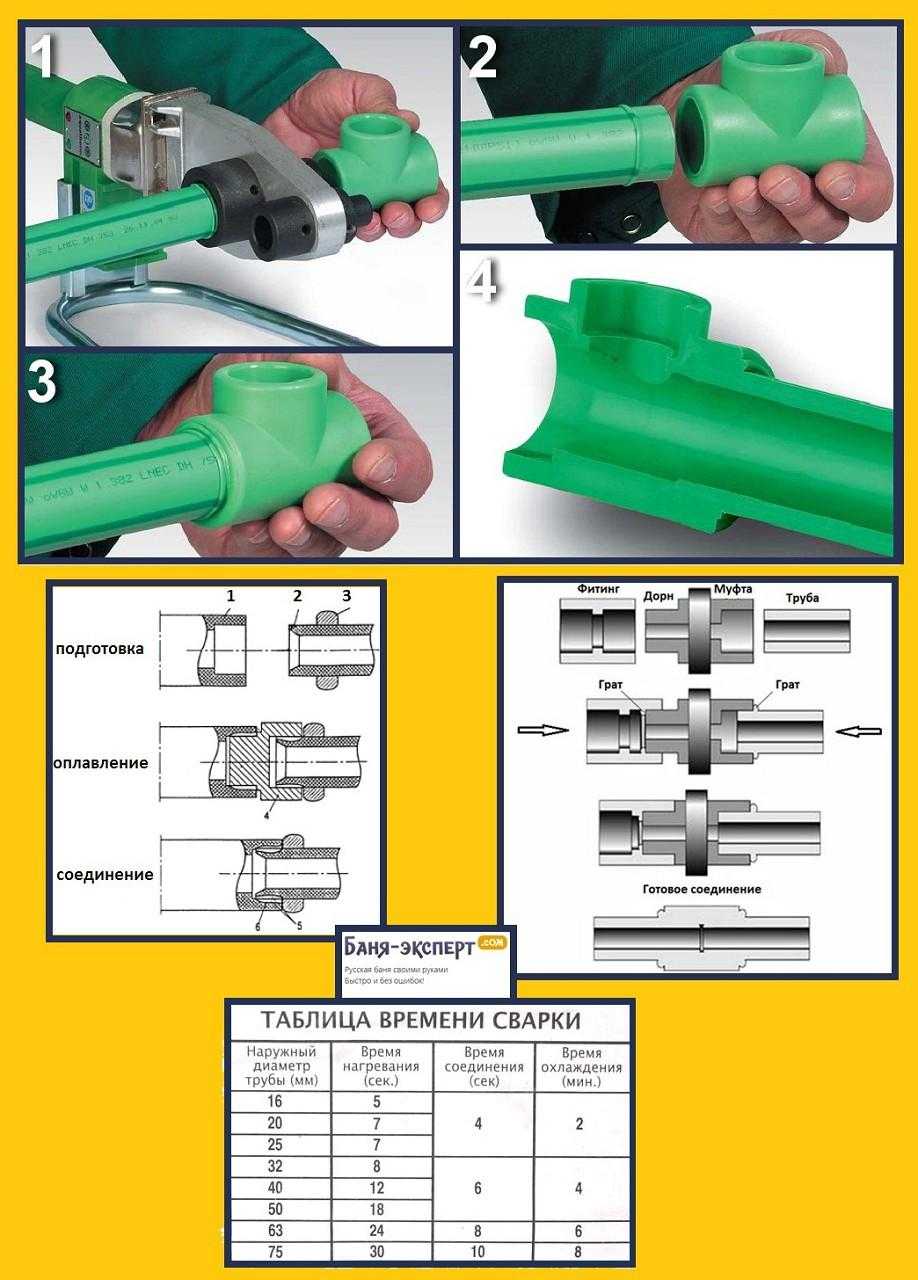
Фото – раструбная сварка
Ошибки во время пайки, способы, позволяющие их избежать
Больше погрешностей при сваривании полимерных изделий появляется при отсутствии опыта. Но и у мастеров тоже случаются ошибки:
низкая точность размеров труб на этапе резки, в результате при соединении частей нет возможности правильно расположить трубопровод, что особенно важно, когда он проходит на участке сложной конфигурации; изменение положения труб относительно друг друга при стыковке (когда не были учтены допуски), что приводит к увеличению напряжения на шовном соединении; неравномерный нагрев: полипропилен быстро остывает, пока нагревается одна часть трубы, другая уже холодная, что не позволяет произвести пайку, в результате при повышении давления в трубопроводе нарушается герметичность шва, происходит затопление помещения; нарушение правил нагрева: не учитывается длительность пайки, остывания, глубина сварки, что также не позволяет обеспечить высокое качество шовного соединения. Правила, которые помогут предупредить появление ошибок:
Правила, которые помогут предупредить появление ошибок:
- отсутствие зазора между деталями, которые стыкуются;
- выдержка времени пайки, иначе произойдет недостаточный нагрев материала, он не наберет достаточную вязкость, а при перегреве уменьшается внутренний диаметр;
- зона монтажа не более 1,5 м, т. к. иначе увеличится задержка при выполнении операций во время пайки;
- в неотапливаемом помещении полипропилен быстро остывает, чтобы выполнить сварку, необходимо предварительно прогреть воздух;
- нельзя допускать перепад температур между свариваемыми частями трубопровода.
После соединения полимерных изделий их нужно плотно удерживать, не меняя положения
Необходимо контролировать качество пайки. Стыки на каждом из участков должны быть одинаковыми (допускается минимальная погрешность). Иногда при перегреве внутренний диаметр трубы уменьшается в 2-3 раза. Обнаружить дефект можно только при проверке трубопровода – в данном случае уменьшится напор.
Холодная сварка пластиковых труб. Виды, используемые материалы
Оптимальный вариант для ремонта или оптимизации существующей водопроводной системы – это использование метода, получившего название «холодная сварка». Нет необходимости прогревать трубу или фитинг, легко производить работы на установленной ветке водопровода из пластиковых труб. Основное преимущество, каким может похвастаться холодная сварка, это отсутствие громоздкого и дорогостоящего оборудования.
Холодную сварку для пластиковых труб чаще всего продают в виде аккуратно упакованного цилиндра. Внутри упаковки находится трехкомпонентный состав:
- аминовая смола, необходима для правильного течения всех этапов затвердения;
- наполнитель. Используют, в зависимости от типа свариваемых поверхностей, минеральный или металлический наполнитель;
- эпоксидная смола. Проверенный временем компонент, придающий прочность отвердевшему составу.
Особых навыков в работе с холодной сваркой не потребуется. Производитель любезно комплектует инструкцией каждую упаковку. Как сваривать пластиковую трубу, как готовить поверхность-все указано в инструкции.
Придерживаться необходимо ряда правил:
- Тщательно очистить поверхность, подготовленную к склейке или реставрации. Холодную сварку часто используют для восстановления целостности корпусов приборов или домашней техники.
- Для запуска процесса застывания компонентов необходимо отрезать от общей массы «шайбу» нужного размера, и тщательно размять ее в руках. Чтобы масса не липла к рукам, нужно предварительно смочить руки водой или использовать перчатки.
- Нанести на поверхности, предназначенные для склейки, слой размягченного состава. Соединить пластиковые трубы без сварки – это единственный метод для проведения работ в помещениях с повышенной пожарной опасностью.
- Тщательно промыть водой глаза и открытые участки кожи после работы с компонентами холодной сварки.
При холодной сварке нужно избегать попадания в глаза химических веществ, входящих в состав клеевой смеси.

Метод холодной сварки подразумевает соединение деталей при помощи специального клея
Необходимый инструмент
Выполнять сварку полипропиленовых труб своими руками этим приспособлением не сложно, и под силу каждому начинающему мастеру. Стоимость инструментов этой линейки составляет от восьми до четырнадцати тысяч рублей. Но, для разовой работы покупать такой аппарат не рекомендуют. Это экономически не оправдано. Лучше взять его в аренду в любой монтажной компании.
Аппарат для сварки пластиковых труб зачастую продают совместно с насадками разного диаметра, (чтобы была возможность состыковывать трубы различных сечений) покрытых тефлоном. Так же для работы нам понадобиться следующий инструмент.
- Резак для трубного сортамента. Этот инструмент тоже дополняет комплектацию описываемого устройства.
- Шейвер. Это приспособление предназначено для армирующей прослойки на усиленных трубных изделиях.
- Линейка.
- Средства, которыми выполняют обезжиривание.
- Фитинги.
- Хорошо подточенный нож.
- Маркер и ветошь.
- Напильник.
Материалы и инструменты, необходимые для сварки
Прежде чем приступить к процессу сварки, вначале необходимо подготовить все необходимые инструменты. Ведь отсутствие нужного инвентаря может существенно усложнить процесс сварки или сделать его некачественным.
- Первое, что потребуется — это специальный сварочный аппарат, предназначенный для сварки изделий из пластика. Такой прибор ещё принято называть утюгом. Он оснащён специальным колёсиком для регулировки нужной температуры для нагрева аппарата, отверстием для вставки насадок подходящего размера и подставкой с ручкой, за счёт чего сварку можно производить в удобном положении.
- Также к аппарату потребует приобрести несколько парных насадок с тефлоновым покрытием различного диаметра. Они необходимы для крепления к специальному нагревательному элементу сварочного прибора, что позволяет одновременно нагревать до нужной температуры две свариваемые вместе детали трубы. Размеры насадок подбираются с учётом диаметра свариваемых элементов труб.
- Далее, потребуется приобрести специальные усиленные ножницы, которыми можно с лёгкостью резать изделия из пластика. Такие ножницы принято называть труборезом — с их помощью можно делать чёткие перпендикулярные разрезы без всяческих заусениц и лишних задиров пластика. Если найти подходящий инвентарь не получается, то его можно заменить специальными кусачками или ножовкой.
- Если планируется сваривать трубы с армированными алюминиевыми слоями (маркировка PN 25), то обязательно потребуется инструмент для зачистки — называется шейвер. Данный инструмент представляет собой головку небольших размеров, на которой располагается множество маленьких острых ножей, способных при сильном вращении быстро снять верхний слой трубы.
- Кроме этого, может потребоваться фаскосниматель — специальное устройство, предназначенное для выравнивания краев пластиковых изделий в месте их среза. Чаще всего его приходится использовать в случае, когда детали пластиковых труб были отрезаны неподходящим инструментом, что приводит к возникновению неровных срезов или срезов с сильными зазубринами. Если этот прибор найти не удалось, для срезов фасок подойдёт хорошо заточенный нож с коротким лезвием.
- Когда планируется проводить сварку изделий, имеющих диаметр более 50 мм, не обойтись в работе без центрирующего устройства. Обусловлено это тем, что при соединении могут возникнуть небольшие смещения, ну, а чтобы их не допустить, всегда необходимо использовать любое центрирующее приспособление.
- Для проведения замеров также может понадобиться линейка, рулетка и яркий маркер.
Все детали и инструменты, которые понадобятся для предстоящей сварки, необходимо тщательно очистить от загрязнения и жира, а места соединения — хорошо обработать спиртовым раствором, особенно в зонах стыка.
Рекомендации — как паять полипропиленовые трубы
Прежде чем приступать к паяльным работам, следует внимательно изучить технологию, необходимые инструкции, научиться пользоваться паяльником, чтобы снизить риски неисправимых ошибок.
При пайке труб необходимо помнить, что это часть пайки трубопровода, поэтому работы следует начинать с их наиболее сложного шага – разметки.
Именно разметка подскажет, как ровно паять полипропиленовые трубы. Хорошо, когда разметку выполняет специалист, знакомый с чертежами трубопроводной системы, и представляющий реализацию чертежей.
Резка труб
Прежде чем отрезать трубы, меряют интервал между фитингами и к полученному расстоянию прибавляют 3 см. После этого аккуратно, под прямым углом режут трубу специальными ножницами.
На трубу надевают фитинги, маркером отмечая на ней глубину, тем самым нанося на изделие поперечную отметку. А продольная даст возможность состыковать трубопроводные элементы по осям.
Пайка полипропиленовых труб
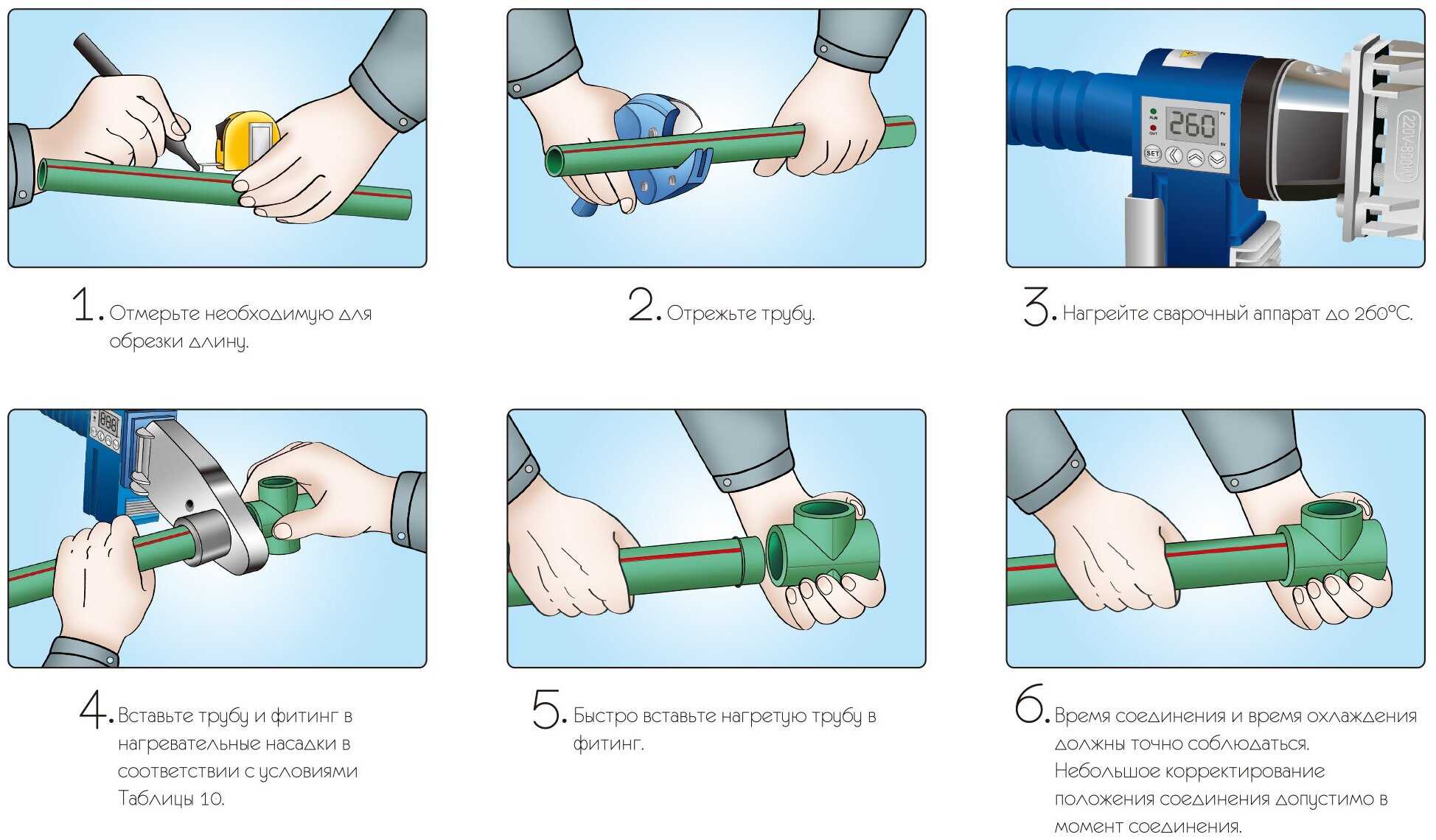
Сначала следует включить паяльник и в его отверстие вставить насадку нужного диаметра. Используя терморегулятор, необходимо установить оптимальную температуру пайки.
Рекомендуемая величина:
- 260°С – для полипропиленовых труб;
- 220°С – для полиэтиленовых.
Паяльник прогревают за 10-20 минут. О готовности к работе можно узнать по индикатору нагрева.
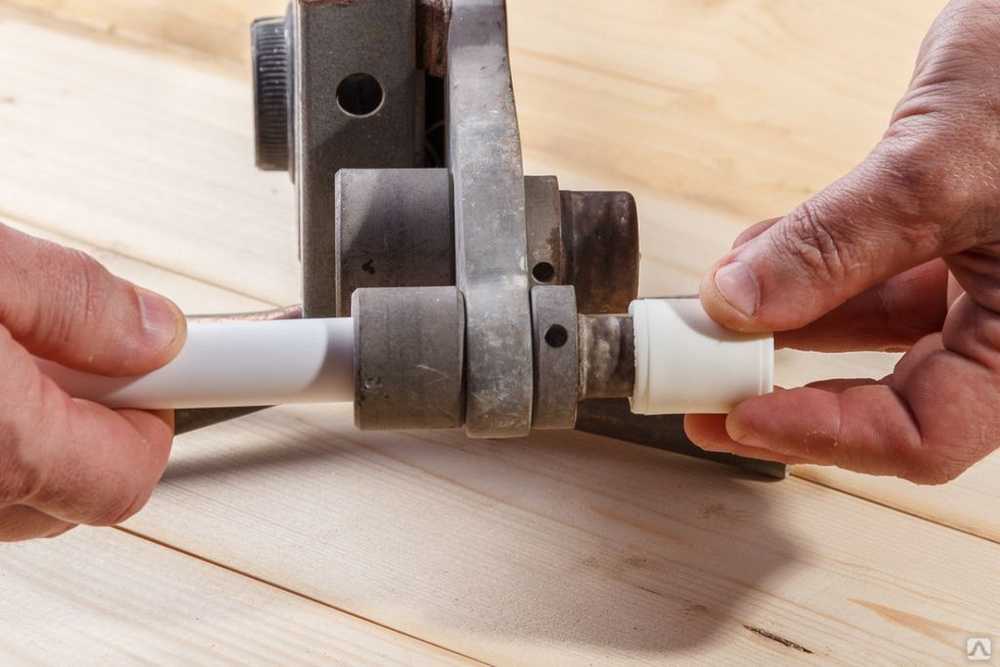
Далее на насадку паяльника в умеренном темпе надевают элемент трубопровода, который нужно нагреть. Его греют в течение необходимого по технологии времени и быстро снимают с насадки, придерживая паяльник, если это необходимо.






Сколько паять полипропиленовые трубы? Как правило, полипропиленовая труба остывает секунд за 8-10, а значит, работать нужно довольно быстро. С помощью насадки за раз можно прогреть два элемента – параллельно по внешней и внутренней поверхности.
Нагретый элемент надевают на трубу, совмещая поперечные и продольные отметки. После этого убеждаются в качестве соединений
Важно, чтобы по внешнему виду паяльный шов был ровным
Для качественного соединения лучше паять трубы в течение времени, указанного в технологических таблицах.
В ходе работ следует пользоваться защитными перчатками. Работать с полипропиленовыми трубами необходимо внимательно и терпеливо.
Паяние труб несложный процесс, но весьма ответственный. Если вы хотите лучше понимать, как паять армированные полипропиленовые трубы, видео на этой странице поможет вам разобраться в технологии паяльных работ.
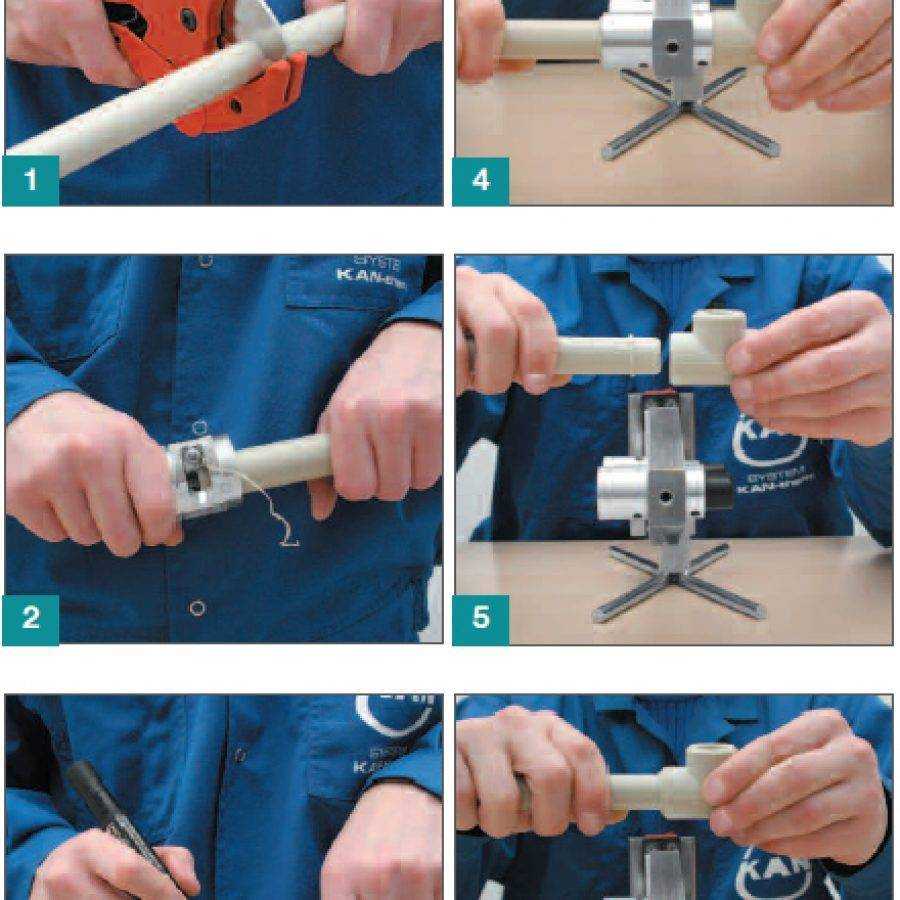
Инструкция: как сварить пластиковые трубы
Учиться сварке пластиковых трубопроводов враструб нужно на практике. Трубные заготовки и комплектующие для систем всегда покупают с запасом. Для приобретения навыков работы на оборудовании пластиковые элементы нарезают небольшими отрезками. Технологический процесс состоит из нескольких этапов, каждый из них рассмотрен отдельно.
Подготовка труб под сварку
Нарезают пластик на фрагменты в соответствии со схемой разводки. Кромки делают под прямым углом. Сначала делают разметку, затем врезаются в пластик. Только после этого резким усилием разрезают заготовку окончательно. Элементы раскладывают на чистой ровной поверхности в удобном для сварки порядке. Рядом размещают необходимые соединительные элементы: фитинги, отводы, тройники, муфты.
Каждый стык перед сваркой зачищают, чтобы не оставалось заусениц, обезжиривают. Трубы с фольгированным слоем обязательно фальцуют – слой металла полностью срезают в месте стыка.
Настройка сварочного аппарата
На паяльнике закрепляют насадки необходимого диаметра. Инструмент для сварки прочно устанавливают на ровной поверхности, чтобы он не качался. Регулятор нагрева переводят в нужное положение. Для сваривания пластиковых труб паяльник разогревают от +255 до 280°С вне зависимости от толщины трубопроводов. Меняется только время нагрева деталей при сварке, интервал выдержки соединения до затвердевания.
В комплекте со сварочным аппаратом идут насадки под трубы различного диаметра
Нагрев деталей
При сварке одновременно нагревают оба элемента: трубные заготовки снаружи (их вставляют в нагревательный элемент), фитинги – изнутри (их насаживают на нагреватель). Детали продвигают с умеренным усилием до упора – площадки утюга. От момента касания отсчитывается время нагрева, интервал зависит от диаметра трубной заготовки:
| Диаметр заготовки, мм | Время нагрева, сек | Глубина насадки, мм |
|---|---|---|
| 20 | 8 | 14 |
| 25 | 9 | 16 |
| 32 | 10 | 20 |
| 40 | 12 | 21 |
| 50 | 18 | 22,5 |
| 63 | 24 | 24 |
Время выдержки стыка от 4 до 8 секунд. Данные, приведенные в специальных таблицах сварки пропилена ориентировочные. Перед монтажом трубопровода время нагрева и выдержки устанавливают экспериментальным путем. Пластик должен разогреваться не на всю глубину стенки, чтобы не было внутренних наплывов. Опытные заготовки делают небольшими, чтобы просматривалась внутренняя поверхность раструбного соединения.
Соединение деталей
Разогретые на насадках полимерную трубу и фитинг нужно соединять быстро, с усилием, не допуская перекосов. Делают это одним движением, без проворачивания. Заготовки для сварки диаметром больше 50 мм (для системы водоотведения) соединяют с применением центровщика, вручную качественных соединений не получить. Заготовки удерживают в руках до затвердевания пластика. После этого образованный узел оставляют до полного охлаждения на 3-10 минут в зависимости от толщины заготовок.
Разогретые на насадках детали нужно соединять быстро, с усилием, не допуская перекосов
Зачистка
Напильником аккуратно снимают наружные наплывы полимера. Они не должны быть большие при правильном разогреве и сжатии. Внутренних наплывов на швах не должно быть, это брак. После монтажа водопровода нужно удостовериться в надежности швов. Воду в систему подают не раньше часа выдержки. Если обнаружена протечка, стык вырезают, на его месте делают новое фланцевое соединение.