

Самостоятельная развальцовка
Более дешёвым способом является производство самодельного аппарата, а не приобретение набора для развальцовки тормозных трубок. При стремлении и минимальном умении работать руками ничего трудного в этом нет. Для начала следует сделать основание (станину) для крепления частей. Можно составить её из двух металлических уголков. Порезать уголки необходимой длины шлифующей машинкой, высверлить в них 2 отверстия для крепления болтами. Это совершается за 15 минут.
Собрав станину, необходимо сделать отверстия под трубку и убрать фаски на сверлильном станке или дрелью. Наиболее сложным является производство пуансонов (оправок). Можно заказать их токарю.
Если вы решите приобрести набор для развальцовки патрубков, не стоит брать самые дешёвые имеющиеся на рынке альтернативы. Да, можно брать приспособления рублей за 800, однако они наверняка будут одноразовыми частями. Определено, что более или менее высококачественный набор для развальцовки трубок не может стоить дешевле 2000 рублей, а то и дороже.
Зачастую тело трубки остаётся целое, но структура ее головки разрушается. Могут быть и прочие виды поломок:
- коксование резьбы в результате попадания на неё жидкости;
- загрязнение соединений и т. д.
В подобных ситуациях, в случае если позволяет протяжённость, можно попросту отрезать специальным инструментом дефектную часть. Можно сменить трубку целиком, если реализовать следующий ремонт.
https://youtube.com/watch?v=ky4ZKCWLLGk
Порядок работ
Труборезом отрезается необходимый кусок трубки. Она прижимается держателем так, чтобы край выступал за него на 5−6 мм. Взамен конуса устанавливается штамп, соответствующий по сечению трубке. Внутренняя кромка трубы зачищается чем-то заострённым, вполне сгодится и обыкновенный ножик. Торец немножко подпиливается напильником. Надевается штуцер. Резьба гайки должна быть ориентирована к концу трубки, а не к ее телу. Печать вкручивается с расплющиванием окончания трубки. Здесь главное — не переусердствовать и не плющить очень глубоко. Штамп сбивается, и вместо него устанавливается конус
Его необходимо вкручивать осторожно и без перекосов. Итогом должна стать окольцованная гайкой трубка с держателем на конце
Отделанная трубка устанавливается вместо сломанной части, в систему заливается тормозная жидкость, далее прогоняется по ней. Автомобиль и система испытываются на неполадки.
Выяснив, как самостоятельно развальцевать патрубки, обеспечьте себя минимальным количеством аналогичных работ на будущее. Для этого установите на специальное место медную трубку. Уверяем, что вспоминать о развальцовке вам нужно будет гораздо реже. Даже при весьма активной эксплуатации машины ранее чем через 3 года она вам не потребуется.
Плюсы и минусы самостоятельной развальцовки
К плюсам самостоятельной развальцовки можно причислить то, что не нужно платить кому-то за работу.
Из минусов нужно отметить то, что ваш механизм может понадобиться всего раз. Исключение, если вы приобретаете подержанные авто с огромным пробегом, которые находились в плохих, негативных обстоятельствах либо были в авариях, и достаточно часто их меняете.
Делать ремонт по инструкции самому либо поручить профессионалам, приходится решать персонально, однако следить за состоянием всей тормозной системы и патрубками необходимо постоянно.
Итак, подводя итог, можно отметить, что работа по развальцовке патрубков не очень трудоёмкая и сложная. Нужно понимать, что большую часть ремонтных работ стального друга можно с лёгкостью выполнять и самостоятельно. А это весьма существенно, ведь, устраняя неисправность своими руками, можно не только сэкономить денежные средства, но и осуществить работу лучше любого автослесаря. Главное — соблюдать инструкции.
ПРОБЛЕМА:1. Низкое качество топливных шлангов (комплект шлангов ВАЗ 2112 — через 7-9 месяцев начинаются трескаться)
2. Так как топливная система от Нормы-Авто является сборной солянкой от нескольких марок машин, то в результате большое количество соединений, особенно под капотом, которые снижают надежность.
Результаты утечки топлива могут быть плачевны Sega544 www.drive2.ru/l/6968575/
1. Изготовить топливную магистраль из медной трубки с минимумом соединений2. Перенести фильтр тонкой очистки из под капота к бензобаку3. Заодно решил поменять штатный топливный фильтр от переднеприводных ВАЗов на фильтр от УАЗ Патриота.
1.1 Для работы с медной трубкой были куплены следующие инструменты:— набор для вальцовки метрических трубок (китай)
Инструменты и приспособления для развальцовки трубок из меди
Для исполнения работ такого рода можно использовать различные приспособления, включая самодельные. Хорошим способом является использование для этой цели шарика от старого подшипника.
Подобрать нужный размер не составляет труда и можно использовать несколько предметов последовательно для получения нужного размера. Но это при необходимости выполнить разовую работу.
Если в доме эксплуатируется медный трубопровод, то, как минимум, разовый набор для развальцовки медных трубок должен быть под рукой.
Набор ручных инструментов для обработки трубок
Важной составляющей комплекта для развальцовки является труборез. При его использовании для обрезки конца или разделки труб обеспечивается строго перпендикулярный рез
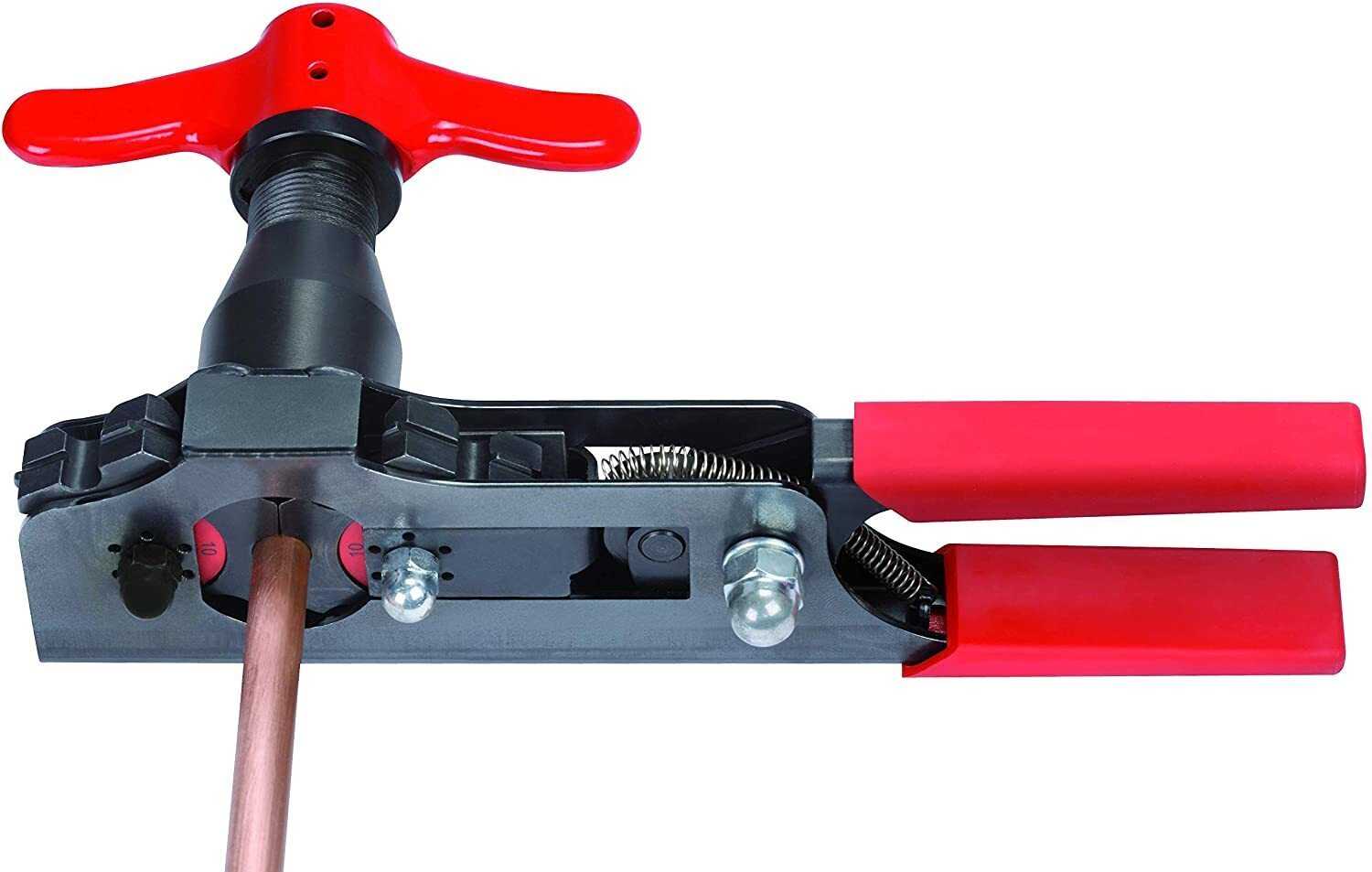
Развальцовщик медных труб Jonnesway AN040043 48573
Набор ручного инструмента этого вида предназначен для применения в автомастерских и при выполнении срочного ремонта в пути следования. Поэтому в комплекте имеется оснастка для обработки труб, применяемых в таких местах:
- системы кондиционирования воздуха и вентиляции;
- тормозные системы, в которых массово применяются медные трубки.
Все наборы оснащены труборезами, позволяющими выполнять качественное торцевание концов труб. Режущие вставки выполняются из высоко углеродистой стали с упрочняющим напылением.
Срок гарантии на комплект пожизненный.
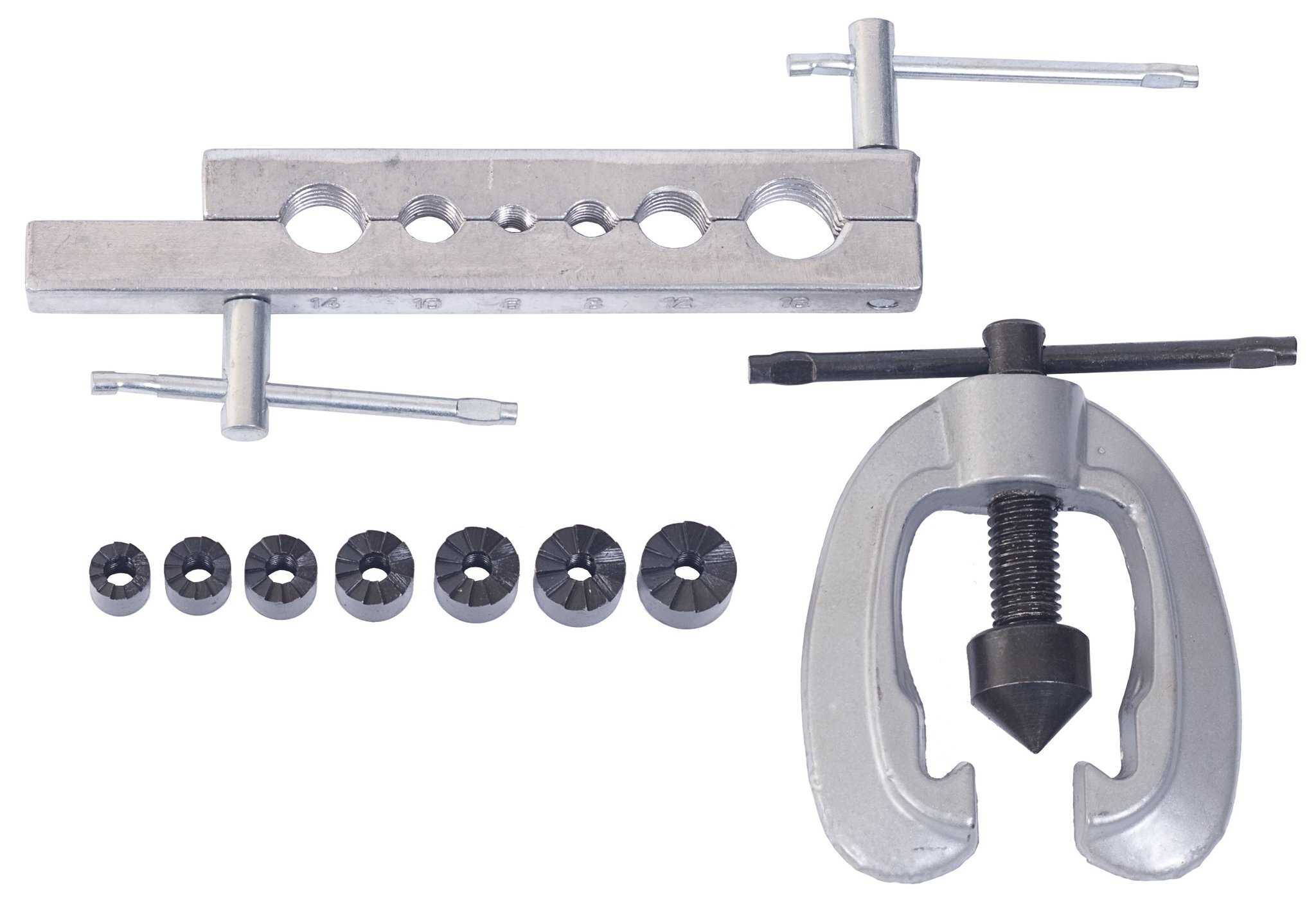
Развальцовщик медных труб Мастак 102 12016с
Это набор профессионального инструмента для работы с трубками из меди, алюминия и низкоуглеродистой стали при выполнении подготовки под пайку. Конструкция оснастки позволяет использовать набор для работы, как с метрическими размерами труб, так и с дюймовыми.

Область применения – мастерские станций техобслуживания и промышленное производство. При изготовлении использованы инструментальные стали, покрытие оксидированием, пластики. Набор помещается в кейс, общий вес 900 грамм.
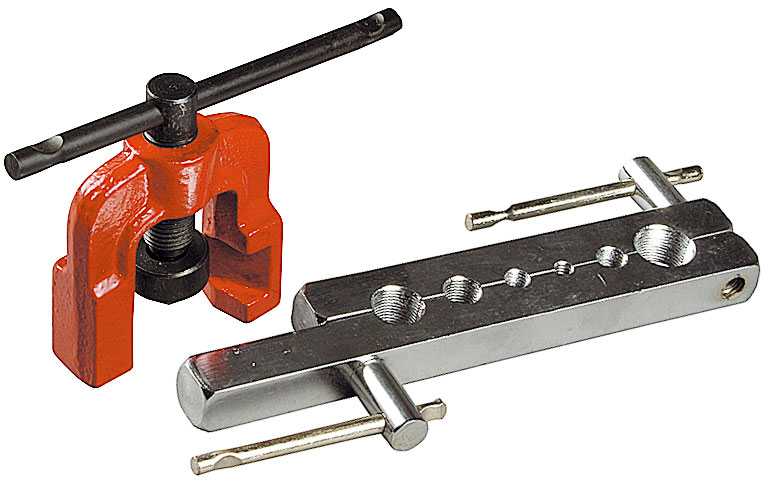
Дюймовый развальцовщик медных трубок Refco
Это профессиональный набор производства Швейцарии, которым выполняется формирование конца трубы под углом 45 градусов.
Можно использовать для ремонтных и монтажных работ на автомобилях. Комплектуется дисковым труборезом. Выпускается в кейсе.






Механические развальцовщики
Не всегда для выполнения развальцовки нужно ломиться в магазин инструмента или на строительный рынок.
Если нужно выполнить разовую работу небольшого объема, можно воспользоваться имеющимися под руками ресурсами. Просто решается вопрос, если имеется доступ к токарной обработке – можно сделать шаблон.

Шаблон представляет собой стержень нужного диаметра с хорошо отполированной поверхностью.
Материалом для изготовления такого инструмента может послужить обыкновенная стальная строительная арматура. Марка стали предпочтительна 35ГС.
В ней присутствует достаточно много углерода, придающего прочность изделию, а присутствующий марганец повышает износостойкость поверхности. Такое приспособление можно использовать многократно.
Развальцовщик с электроприводом
Этот инструмент работает по совершенно другому принципу. По сути, производится раскатка металла стенки трубы, в результате чего увеличивается диаметр изделия при одновременном увеличении внутреннего диаметра. Именно внутреннего, поскольку деталь прокатывается изнутри. Поскольку прокатывание производится в несколько приемов, деформация производится постепенно, не перегружая металл высокими нагрузками.
Многократная прокатка улучшает качество внутренней поверхности, что позволяет получить более прочное соединение при пайке.
Рекомендации по выполнению развальцовки
Самостоятельная разбортовка медных трубок – легкая задача только при наличии практического опыта. При этом от качества развальцовки зависит герметичность и надежность выполняемых соединений.
Поэтому перед монтажом медного трубопровода, установкой или ремонтом теплогенерирующих приборов лучше попрактиковаться на трубах разного диаметра.
Для специалиста, профессионально занимающегося ремонтом трубопроводов или оборудования, потребуется набор профессиональных инструментов, в который кроме развальцовщика входит риммер для зачистки края трубы, трубогиб и труборез. Для редких ремонтных работ хватит недорогого развальцовщика с минимальным набором насадок.
Рекомендации, которые помогут выполнить развальцовку правильно:
Перед началом работ тщательно проверяют трубу: на ней не должно быть заусенцев и мусора, край и стенки должны быть ровными и не иметь искривлений, к развальцовке допускаются только трубы с круглым сечением.
Во время развальцовки важно следить за тем, чтобы не происходило перекоса расширяющего наконечника относительно трубы. В противном случае раструб будет асимметричным и не сможет обеспечить надежное соединение.
При расширении трубы вручную, конусную болванку следует вкручивать, а не вдавливать в отверстие
Это поможет распределить усилие и не повредить трубу.
Разбортовку трубы экспандером лучше выполнять в два-3 этапа. Сначала немного расширить кромку, а затем повернуть расширитель и растягивать трубу до нужного диаметра.
Устанавливая трубу в матрицу вальцовочного станка, следует выбирать то отверстие, которое точно соответствует диаметру трубы.
Внешнюю поверхность трубки перед развальцовкой обрабатывают абразивной губкой, чтобы очистить от пыли и мусора и обеспечить надежную фиксацию в держателе. Если этого не сделать, трубка будет проскальзывать в матрице, мешая процессу развальцовки.
Технология развальцовки
Что представляет собой развальцовка (иначе процесс называют «разбортовкой») медных трубок? Это механическое увеличение размера торца трубы с одновременной деформацией формы края.
Манипуляцию возможно выполнить благодаря тому, что мягкий металл способен менять форму под внешним воздействием. При этом площадь трубки увеличивается, а толщина на месте формования уменьшается. Воздействие оказывается, чтобы сделать на конце прямой трубки раструб необходимой формы и диаметра, который позволит соединить ее со второй деталью.
Развальцовку можно применять для труб, выполненных практически из чего угодно, не только меди. Чаще это сложно сделать по техническим причинам, кроме того, результат не покрывает затраченных сил.
 Тем более, сегодня в открытой продаже можно найти подходящие элементы, изготовленные в заводских условиях. Разбортовка обычно используется в бытовых ситуациях, где применяется для трубок из меди, поскольку с ними легко работать из-за природных свойств самого материала.
Тем более, сегодня в открытой продаже можно найти подходящие элементы, изготовленные в заводских условиях. Разбортовка обычно используется в бытовых ситуациях, где применяется для трубок из меди, поскольку с ними легко работать из-за природных свойств самого материала.
Трубки стыкуют методом сваривания или муфтой. Выбор способа (фитинговый, сварка) определяет характер первоначальной обработки краев трубки.
Сварка предполагает постепенное увеличение отверстия до того момента, пока оно не станет больше размера наружного элемента на пару десятых миллиметра. Пространство между деталями при спаивании заполнится припоем, что обеспечит крепость соединения.
Если речь идет о фитинговом способе, то трубку сначала также вальцуют до нужного размера, а потом еще делают на ней фаску. Это дает большую площадь контакта, за счет чего достигается лучшая стыковка. Характерная пластичность, гибкость, присущие меди, только помогают, так как позволяют плотно обхватить деталь по всей площади соединения и заполнить образовавшиеся пустоты.
Профилактика поломки тормозных трубок
Естественно, чтобы не тратить в дальнейшем много времени на поиски поломок и ремонт, лучше всего с заботой относиться к своему транспортному средству. Не ленитесь, а следуйте простым советам:
- Периодически просматривайте тормозные трубки на наличие ржавчины и дефектов. Загрязнения, микротрещины, коррозия приводят к некорректной работе системы.
- По регламенту меняйте тормозную жидкость.
- Проверяйте герметичность креплений.
- Обрабатывайте поверхности антикоррозийными средствами.
- Не допускайте течи тормозной жидкости.
- Станьте сторонником аккуратной езды. Нередки случаи, когда разрывы трубок происходили при преодолении препятствий.
- Диагностируйте тормозной механизм не менее одного раза в два года. Автомобилистам, которые много времени проводят в дороге, это стоит делать после каждых пятидесяти тысяч пробега.
- Регулярно следите за износом деталей транспортного средства, и оно позаботится о вашей безопасности.
Как развальцевать медную трубку в домашних условиях
При монтаже медных систем трубопроводов нередко возникает необходимость расширить обрезанный конец трубы – для монтажа систем климат-контроля или пайки трубопроводов отопления и водоснабжения.
Приветствую нашего уважаемого читателя и предлагаю статью о том, что представляет собой развальцовка медных трубок, в каких ситуациях она применяется и как ее выполнить своими руками.
Что это такое и для чего необходима развальцовка
Развальцовка – радиальное равномерное расширение стенок медной трубы. При развальцовке может производиться конусное расширение только конца трубы или расширение достаточно длинного участка, при котором образуется гильза – участокбольшего диаметра.
Необходимость в такой деформации в домашних условиях возникает:
- При монтаже систем кондиционирования.
- При ремонте холодильников, теплообменников, автомобилей, бытовой техники, тепловых насосов.
- При монтаже систем отопления и водоснабжения.
При монтаже с помощью сварки (пайки) концы медных труб развальцовывают в виде муфты, вставляют в трубу исходного диаметра и сваривают. Развальцовку используют реже, чем пайку с помощью фитингов, так как этот метод немного менее надежен, но иногда фитингов может не хватать или не быть под рукой при ремонтных работах.
Необходимость в развальцовке возникает, если под рукой нет нужных фитингов, нет возможности приобрести медную трубку нужного диаметра либо требуется очень точная подгонка размера трубки по внутреннему сечению. Практически развальцовку применяют при монтаже климатической техники, в автомобилях и при срочных ремонтных работах, когда используют имеющиеся в хозяйстве медные трубки.
Стадии развальцовки
Для получения качественного конуса или муфты-расширения на конце трубы необходимо соблюдать правильный порядок работ.
Развальцовка как процесс деформации концов медных труб включает следующие этапы:
- Отрезать трубную заготовку. Медь – очень мягкий материал, поэтому необходимо использовать качественный труборез, предназначенный для мягких труб из цветных металлов.
- После порезки даже качественным труборезом медная труба заминается, и ее внутренний диаметр уменьшается. Поэтому с помощью специального приспособления – риммера – с внутренней части заготовки снимается фаска, форма восстанавливается.
- Зачистить торец трубки от заусенцев, очистить от медной стружки, пыли, грязи, смазки.
- Заготовку вставляют в развальцовщик и вращают ее до получения небольшого раструба с углом стенки 45° к оси трубы.
- Вынимают изделие, примеряют, годится ли оно по размеру для дальнейшего монтажа с накидной гайкой. Если диаметр раструба недостаточен, то операцию развальцовки повторяют. Недостаточный раструб при монтаже образует ненадежное соединение: утечка воды – это неприятно, утечка хладагента – опасно, так как он состоит из ядовитых фтороуглеродов.
- Затем используют трубу по назначению.
Все тонкости развальцовки медной трубки можно увидеть на видео.
Инструменты и приспособления для вальцевания
Для качественного расширения концов труб применяют специальный инструмент – механический либо с электроприводом. Использование конусов или шаблонов и ручное расширение используют только для ручной вальцовки единичных труб. Если вам предстоит провести систему отопления или водопровод, имеет смысл приобрести механический развальцовщик.
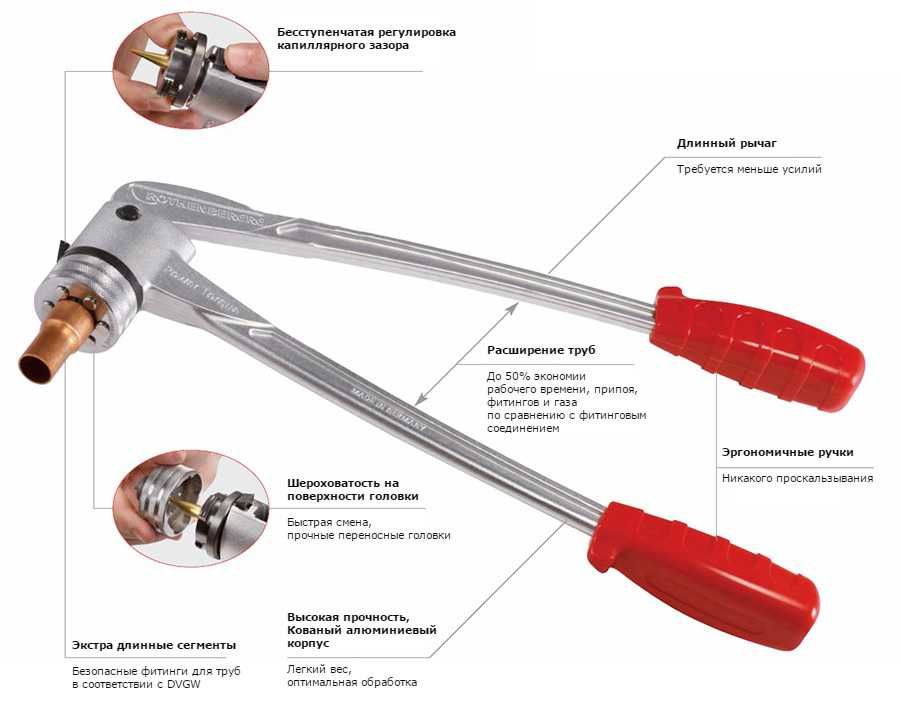
Экспандер
Экспандер – простой вальцеватель с несколькими насадками-шаблонами для обработки труб разных размеров.
Растягивает концы трубок достаточно быстро, усилие прилагается при помощи рычага, и больших физических усилий развальцовка не требует.
Качество развальцованных изделий не идеально – скорее всего, деформация будет неоднородной, растянутся более тонкие участки стенок, и раструб будет иметь разную толщину. Возможно возникновение трещин и разрывов.









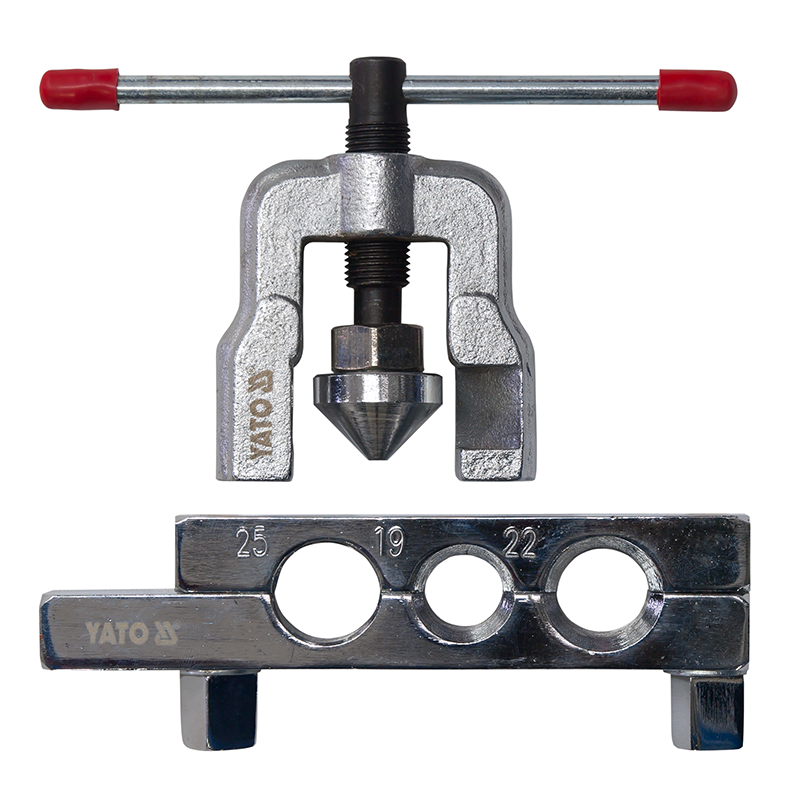
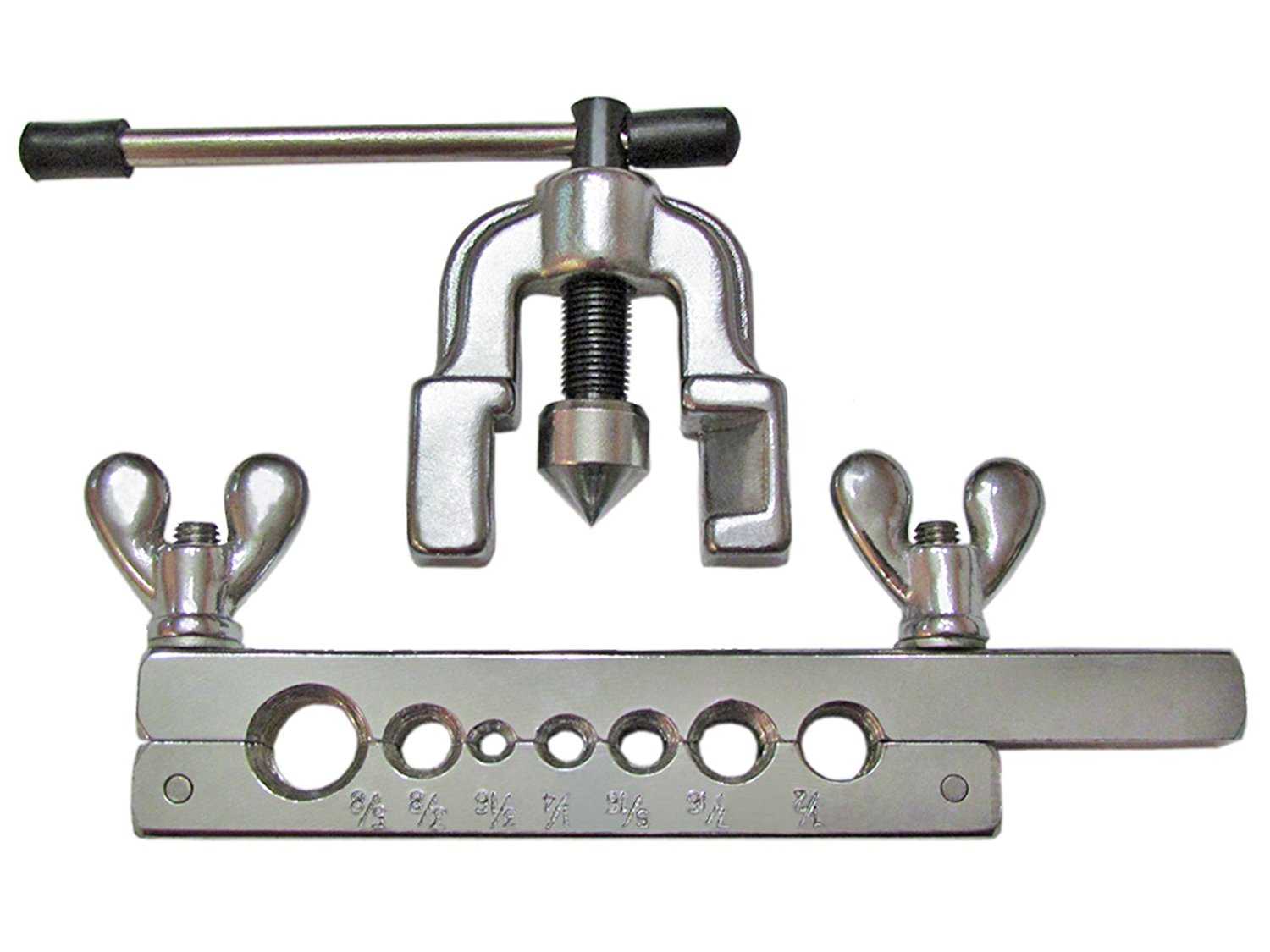
Конусный развальцовщик
Конусный инструмент – один из самых простых, обеспечивает приемлемое качество медного раструба, но хуже, чем у других видов механических развальцовщиков.
Труба фиксируется в тисках, конус вдавливается в заготовку несколько раз, каждый раз на большую глубину, затем извлекается – и так, пока не получится раструб нужной величины.
Применяют такое приспособление достаточно часто из-за его дешевизны и простоты.
Механический развальцовщик
Лучшее качество вальцовки обеспечивает развальцовщик, у которого обработка трубы производится несколькими валиками из легированных инструментальных сталей. Инструмент комплектуется набором валиков для нескольких диаметров труб.
Суть процесса
Трубы в теплогенерирующих и теплообменных агрегатах обычно имеют малый диаметр. Поэтому при сваривании таких трубок встык образовавшийся внутри грат существенно уменьшает пропускную способность узла, нарушая работоспособность трубопровода.
Использование фасонных элементов, вставляемых в соединяемые трубы, приводит к тому же результату – внутреннее сечение уменьшается.

Если же перед соединением конец трубы расширить, а затем надеть ее на другую трубу, фитинг или патрубок подключаемого прибора, потери пропускной способности удается избежать.
Суть процесса в том, что тонкий слой металла под воздействием механической нагрузки размягчается и постепенно принимает нужную форму. При этом увеличивается площадь поверхности и уменьшается толщина стенок кромки трубы.
Вальцевать можно трубу из любого материала, однако в большинстве случаев это технически сложно и не оправдывает трудозатрат, так как всегда можно купить или готовые раструбные изделия или необходимые соединительные элементы.
В домашних условиях развальцовывают в основном именно медные трубки, которые относительно легко поддаются деформации из-за мягкости и эластичности меди.
Нужна ли ловушка для масла

Для начала нужно определиться, в каких случаях необходим монтаж такого элемента трассы. Нужно внимательно прочитать инструкцию по монтажу прилагаемую к Вашей модели кондиционера. Чаще всего рекомендуют, установить ловушку для масла , если:
- уровень внутреннего и внешнего блоков отличаются на 5 и более метров;
- трасса сконструирована таким образом, что имеется много вертикальных участков;
- общая длина коммуникаций между блоками составляет 30 и более метров.
Ловушка для масла, также называемая маслоподъемной петлей, нужна, чтобы облегчить подъем масла, если трубка для кондиционера расположена вертикально. Дело в том, что некоторая часть смазочного материала из компрессора попадает в магистраль в составе жидкого хладагента. По сути, масло проходит через все трубки, возвращаясь в картер наружного блока. Соответственно, чем больше вертикальных участков и чем они выше, тем чаще масло под влиянием силы тяжести не добирается до верха. Это грозит отсутствием смазки компрессора, что неизбежно приведет к его заклиниванию. Маслоподъемная петля позволяет накапливать масло в одном месте, тем самым сужая проход для хладагента, и увеличивая скорость последнего, а значит, и давление, т.е. фактически фреон, проходя через ловушку, аккумулирует частицы масла, поднимая его на верх .
Сама же маслоподъемная петля делается из труб – вы должны согнуть их в форму колена. Устанавливается такое приспособление на вертикальных участках трассы, длина которых превышает пять метров. Первая ловушка ставится непосредственно перед вертикальным отрезком. Если Вам все таки необходимо будет устанавливать ловушки, то конкретный размеры Вы сможете найти в инструкции..
Рекомендуем товар
Кондиционер сплит-система Cooper&Hunter Winner CH-S07FTX5 3 отзыва
Заканчивается
Тип фреона: R-410A | Мощность обогрева, кВт: 2.30 | Мощность охлаждения, кВт: 2.20 | Мин. температура на обогрев, °C: -15 | Тип внутреннего блока: настенный | Тип компрессора: инверторный | Площадь, м²: до 20 |
Особенности выполнения развальцовки труб
Развальцовка трубок из меди может потребоваться в таких ситуациях:
- Концы трубок, которые изготовлены из меди, нужно подготовить для их соединения с помощью пайки.
- Конец трубки необходимо подготовить для соединения его с прочими материалами при помощи муфты. В таких ситуациях при развальцовке подгоняют следующие геометрические параметры трубки: угол изгиба, внутренний и внешний диаметр и прочие.
- Тому концу трубки, который обрезали, необходимо придать нужную конфигурацию.
Для качественной развальцовки применяют специально изготовленные приспособления и инструменты, а также производят такие действия:
- Хорошо зачищается конец изделия, соединение которого нужно выполнить.
- Надевается специальная муфта на зачищенный конец.
- При помощи специального приспособления или инструмента развальцовывается конец изделия до тех пор, пока угол расширения не составит 45 градусов.
- После того как процедура завершится, из приспособления извлекается конец изделия. После этого разрешено сразу же начинать соединение.
 Если вы никогда раньше не выполняли подобную технологическую операцию, и первый раз собираетесь произвести развальцовку изделия, то необходимо отрезать трубку с запасом в 2,5 сантиметра. Так при неудаче вы сможете отрезать бракованный конец и произвести развальцовку ещё раз.
Если вы никогда раньше не выполняли подобную технологическую операцию, и первый раз собираетесь произвести развальцовку изделия, то необходимо отрезать трубку с запасом в 2,5 сантиметра. Так при неудаче вы сможете отрезать бракованный конец и произвести развальцовку ещё раз.
Если трубку из меди нужно развальцевать для того, чтобы с помощью пайки осуществить её соединение, то последовательность ваших действий должна быть следующей:
- Тщательно зачистите конец изделия, которое следует развальцевать (лучше всего для этих целей применять специально предназначенные щёточки).
- С помощью специально предназначенного устройства конец трубки, изготовленной из меди, расширяют до таких размеров, чтобы можно было вставить в него конец второй трубки. Но между соединительными элементами при этом должен выдерживаться зазор в 0,124 миллиметра. Для этих целей применяется измерительный прибор.
- На внутреннюю часть развальцованного участка трубы наносится флюс равномерным слоем. Он необходим для обеспечения герметичного и надёжного соединения.
- В развальцованное изделие вставляется второй элемент соединения на глубину, равную диаметру трубки.
- С помощью паяльной лампы, электрического паяльника или газовой горелки нужно прогреть место будущего соединения до тех пор, пока припой начнёт плавиться.
- Все зазоры между краями соединительных труб из меди заполняются расплавленным припоем. Вследствие этого формируется герметичное и надёжное соединение.
После того момента, когда будет сформировано соединение двух медных трубок необходимо положить их на горизонтально расположенную поверхность и подождать полного остывания.
Суть процесса
Радиальная деформация или развальцовка медных труб в отверстии специального аппарата необходима для создания прочного сцепления элементов конструкции, например, трубы с трубной решеткой. Таким способом закрепляют детали в конденсаторах, котлах, маслоохладителях, парогенераторах и других теплообменных аппаратах.
Так выглядит развальцованная труба
Этапы развальцовки труб
Манипуляции проводятся в три этапа:
- Подбирается требуемый зазор между деталью и трубной решеткой.
- Проводится деформация обоих элементов.
- Снимается давление (нагрузка) с внешней поверхности деформируемой заготовки.
В процессе развальцовки медных трубок металл размягчается, растягивается (переходит в состояние пластического деформирования), а материал трубной решетки – в состояние упругой деформации. Чтобы манипуляции увенчались успехом, материал решетки должен быть тверже меди.
По окончанию процесса развальцовки решетка «обхватывает» отрезок трубы. Получаем прессовое соединение, прочность которого обеспечивается за счет контактного давления поверхности детали и отверстия решетки.
Качественно проведенное растяжение позволит добиться максимальной герметичности соединения
Иногда для соединения этих элементов применяют и сварку – такое крепление называется комбинированным. При монтаже медного водопровода одну из деталей расширяют, затем в нее вставляется вторая труба, после чего зазор между ними заполняют припоем.
Для комбинированных соединений используют сварку
Изменить диаметр деталей может понадобиться в следующих случаях:
- Если штампованное (литое) изделие нужной формы невозможно приобрести в готовом виде (не производится или его нет в наличии).
- Требуется филигранная подгонка угла изгиба, размера трубки или её диаметра по внутреннему сечению.
Способы увеличения диаметра труб
Инструмент, с помощью которого проводят манипуляции, называется вальцевателем медных трубок. В промышленности используют валы высокой прочности, которые прокатываются несколько раз, в результате чего оформляется профиль нужной конфигурации. Работы могут выполняться на специальных машинах и станках, гибочных вальцах.








Вальцовочный станок позволяет провести деформацию равномерно
Медь – пластичный материал, потому если вы обладаете ловкостью и большой физической силой, можно вручную попробовать натянуть медную заготовку на конический шаблон (болванку), чтобы получить нужное соединение. Прибегают к этому кустарному способу, при котором не используется вальцовка для медных труб, в крайних случаях, так как результат предугадать сложно. Возможны разрывы в местах, на которые приходится максимальная нагрузка при растяжении, тонкая деталь может просто замяться и стать непригодной из-за неравномерного истончения стенок трубы.
Второй вариант – промежуточный между полноценной обработкой заготовок и растяжением деталей силой – использование экспандера. Устройство имеет несколько сменных насадок, позволяющих с помощью рычага растянуть трубу до нужного диаметра за один подход.
Можно использовать экспандер
Правильный развальцовщик для медных труб состоит из валика или нескольких валиков, изготовленных из твердосплавных материалов, которые много раз прокатываются по внутренним поверхностям трубы. В процессе развальцовки с каждым оборотом усиливается давление – заготовка деформируется в нужном направлении постепенно и плавно, что исключает возможность разрывов. В каждый из подходов вальцы изменяют внутренний диаметр заготовки на минимальную величину, такое постепенное растяжение металл переносит легко.
Толщина стенок при этом изменяется равномерно, более плотные участки трубы с отличающейся толщиной стенок раскатываются до той же толщины, что и более тонкие. А поверхность становится идеально гладкой, без шероховатостей. Так же, как под весом трамвая, раз за разом проезжающего по рельсам, последние становятся гладкими и блестящими, поверхность детали под воздействием валов будет однородной.
Можно развальцевать отрезок и с помощью конуса. Принцип работы прост – конус вдавливается в предварительно зафиксированную в тисках трубу на нужную глубину, затем извлекается. Результат по качеству уступает работе с валами, но применяют конусы также довольно часто.
Как изготовить инструмент
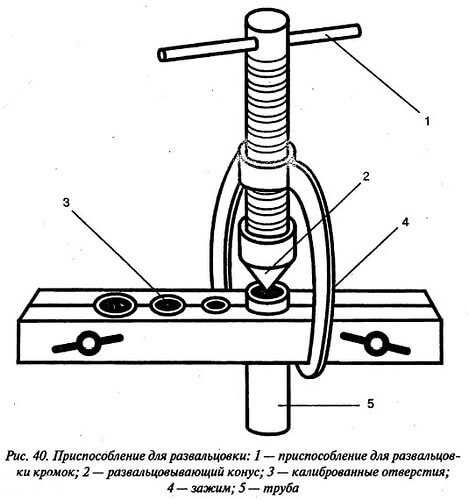
Проще всего изготовить своими руками инструмент со сменными коническими шаблонами, каждый из которых будет рассчитан на определённые параметры процесса. Чертежи всегда можно найти в интернете.
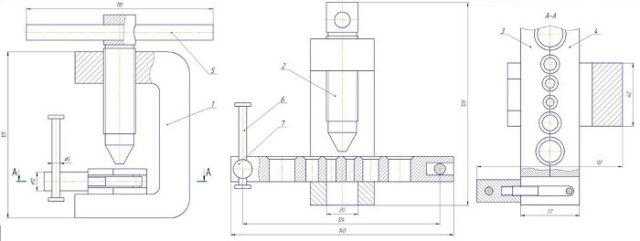 Пример чертежей самодельного инструмента
Пример чертежей самодельного инструмента
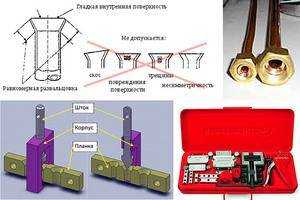
Самодельная оснастка будет состоять из:
- Винтового рычага с рукояткой;
- Стального корпуса с внутренней резьбой;
- Сменных пуансонов;
- Зажимных полуматриц с последовательно расположенными отверстиями разного диаметра.
- Стягивающего зажима.
Винтовой рычаг можно изготовить из приспособления, используемого при обжиме электрических кабелей большой мощности
Важно, чтобы ход приспособления соответствовал параметрам развальцовки
В качестве корпуса можно использовать станину лабораторного микроскопа или ручного твердомера типа ТШ. Диаметры резьбы в винте и гайке должны совпадать, а резьба – быть трапецеидальной или упорной.
В торце винтового зажима выполняют отверстие под коническую насадку, которую следует изготавливать из инструментальной стали, после чего закалить и прошлифовать. Для изготовления полуматриц используют два прямоугольных прутка, которые прочно скрепляют вместе, и по линии касания изготавливают несколько сменных отверстий под медные трубки разных диаметров. Готовое приспособление монтируют на верстаке
Внимание: зажим полуматриц может быть эксцентричным или рычажным