
Особенности работы с профильной трубой
Профтруба производится из углеродистой или нержавеющей стали путем литья с последующей формовкой. По сути, она является особым видом металлопроката, сечение которого варьируется в широком диапазоне значений: от 10 до 500 мм. Это дает возможность выбрать оптимальную по размерам трубу для конкретной работы с учетом предполагаемой нагрузки.
Трубный прокат представляет собой особую категорию металлопродукции, которая востребована в создании легких и прочных металлоконструкций по чертежу или без. Основным преимуществом материала является:
- небольшой вес, что позволяет минимизировать издержки на создание, транспортировку и монтаж конструкции;
- большой выбор размеров и сечений;
- стандартные размеры типовых изделий. Их торцевание и стыковка не вызывает особых сложностей;
- унифицированная толщина стенок;
- ровная и гладкая поверхность снаружи и внутри.
Сваривание профтрубы стало основой изготовления поликарбонатных теплиц, декоративных опор для заборов, гаражей, ворот, навесов; а также разного рода коммуникационных магистралей.
Приступая к свариванию профильных труб следует ознакомиться с особенностями работы с таким материалом. В противном случае не стоит рассчитывать на отменный результат. А исправлять ошибки придется методом проб, что забирает время и требует дополнительных вложений.
Особенности сварки каркаса из профильной трубы.
Каркасы из профильной трубы очень популярны. Они легкие, прочные, дешевые, просты и быстры в изготовлении.
Отличиями при сварке каркасов является пространственные положения сварных швов. Еще одна особенность — это деформации, которым подвержены все сварочные изделия. Сварные соединения применяемые для данного типа изделия регламентирует ГОСТ 5264. Наиболее часто используемые — стыковые С17, а также тавровые Т1.
Теперь про деформации и как с ними бороться. Очень часто бывает, что при сборке выявляется такой момент, что труба недостаточно качественно изготовлена, имеет не ровные боковые грани.
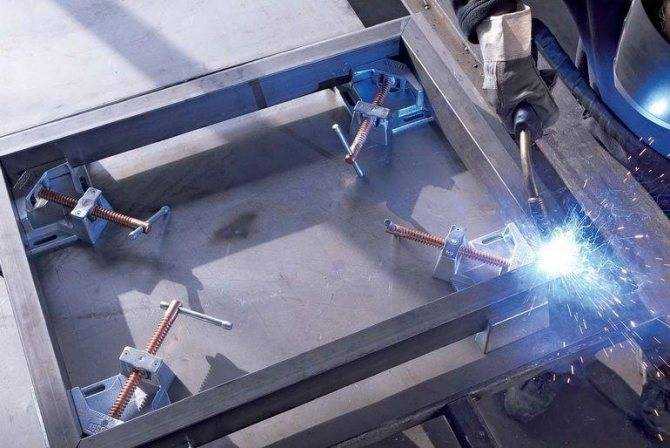
Это увеличивает зазоры при стыковке, а в процессе сваривания придется наплавить больше металла и сильнее нагреть изделие. Вот тут возникают сварочные деформации, профильную трубу «ведет». Чтобы конструкцию не повело и для снижения этих воздействий используют специальные приспособления кондукторы. Они фиксируют элементы конструкции не давая возможности отклонений от заданных размеров.
Использование кондукторов значительно увеличивает скорость и точность сборки изделий, что несомненно требуется при серийном изготовлении конструкций. Крупногабаритные конструкции необходимо жестко фиксировать к стапелю при помощи струбцин. Производится прихватка деталей по углам. Выполнение производится с противоположной стороны от установленных прихваток.
Начинаем варить с середины, постепенно продвигаясь к краям. При сваривании разнотолщинных профилей, зажигать дугу необходимо на более толстой трубе и переходить на более тонкую. Колебания можно совершать как круговые, так и зигзагообразные.
Сварка труб газосваркой
Специалисты реже соединяют трубы газовой сваркой, предпочитая использовать электродуговую. Причина заключается в том, что использование газосварочного аппарата влечет удорожание работ, более опасен из-за ацетилена и требуется основательная подготовка специалиста. Тем не менее, газовые установки тоже используются в таких работах. И связано это, прежде всего, с невозможностью подключения к сети энергоснабжения.
На практике есть две методики использования газосварочного оборудования:
- Сварщик перемещает присадочный материал вслед за горелкой по направлению слева-направо. Такую технологию принято называть «правой». Достоинства метода заключаются в отличном прогревании соединяемых материалов и отличной видимости рабочей зоны. В результате снижается расход газа и повышается производительность мастера. Однако такой способ работы приемлем для труб с толщиной стенок от 5 и выше миллиметров.
- «Левый» способ характеризуется тем, что присадочный материал перемещается впереди горелки по направлению справа-налево. Он востребован при работе с тонкостенными трубами.
Принято различать несколько этапов сварки профильных труб с помощью газовой горелки. Изначально потребуется приобрести материалы:
- баллоны с кислородом и ацетиленом;
- присадочный материал;
- редуктор;
- горелку газовую с наконечниками;
- флюс;
- шланги подачи газа.
Нужно обратить внимание на то, что газовая установка непригодна для использования, когда требуется варить тонкостенную профильную трубу. Металл будет слишком быстро плавиться и герметичность стыка будет сомнительной
На первом этапе нужно подготовить поверхность: обезжирить и очистить от посторонних включений. Заготовки прочно фиксируются на рабочем столе. Края обрабатываются пастообразным флюсом, который предотвращает окисление металла в процессе сварки. Опытные сварщики рекомендуют делать скосы на кромках труб под углом 30 градусов. Это позволит сделать несколько сварных швов высокого качества.
Пламя образуется в результате горения смеси кислорода и ацетилена. На стык подается присадочный материал и перемещается впереди пламени горелки. Температуры горелки достаточно для того, чтобы расплавить и присадку, и металл заготовок. В результате расплавы соединяются, образуя сварной шов. Перемещать горелку следует справа-налево. Обратное направление применяется в том случае, когда стенки трубопроводов толстые. Проволока в этом случае подается вслед за горелкой, а не впереди ее
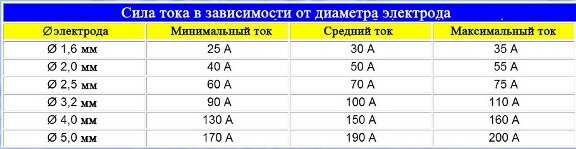
Очень важно для качественной сварки выбрать оптимальный по диаметру электрод
В процессе работы необходимо контролировать геометрию конструкции. Из-за высокой температуры горелки легко допустить ошибку и нагреть одну сторону сильнее, чем другую. Это может нарушить симметричность расположения заготовок. Поэтому нужно внимательно следить за этим и при необходимости исправлять ситуацию.
Источник
Электродуговая сварка
Сварка профильных труб таким способом считается самым удобным и потому востребованным. Особенностью электродуговой сварки является возможность работы сварочного аппарата и электрода в труднодоступных местах.
Для выполнения работ потребуется сварочный аппарат и электроды. Оборудование можно взять напрокат в специализированном магазине или на производстве. Помимо инструмента и электродов стоит запастись защитной одеждой (включая маску) и специальными фиксаторами для профилей.
Дуговую сварку можно выполнять при помощи различных способов:
- Соединение встык;
- Шов внахлест;
- Соединение тавровое;
- Шов под удобным углом.
Выбираем электроды для дуговой сварки
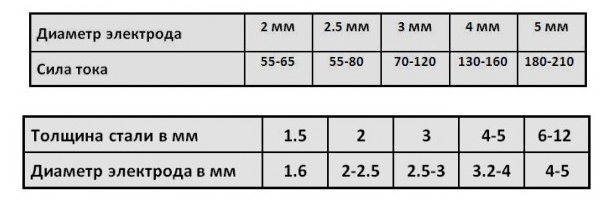
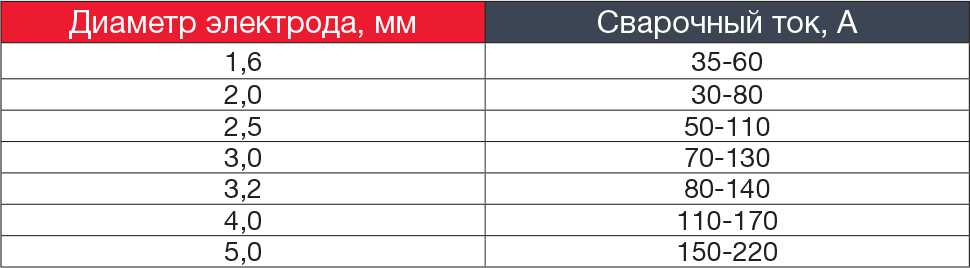
Те, кто не знают, как варить профильную трубу, должны понимать, что качество сварного шва полностью зависит от правильности выбора электрода. При этом стоит помнить, что сечение электрода играет немаловажную роль в сварке туб того или иного диаметра. Так, слишком тонкий электрод будет прерывать горение, а электрод большого сечения способен прожечь тонкостенную трубу.
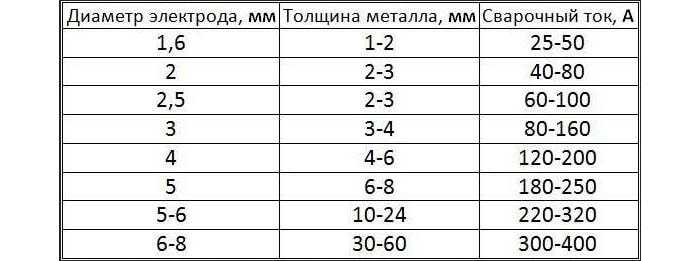
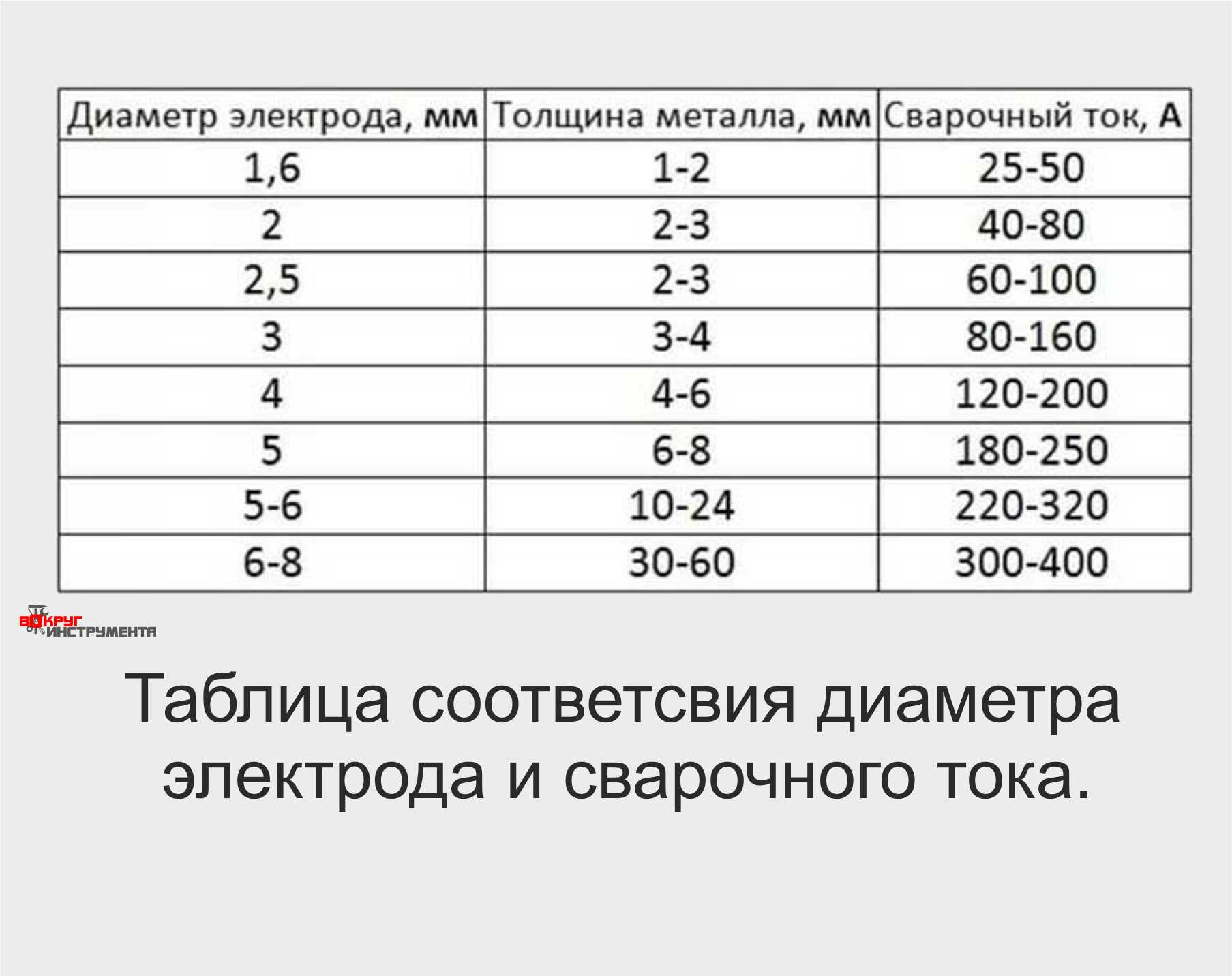
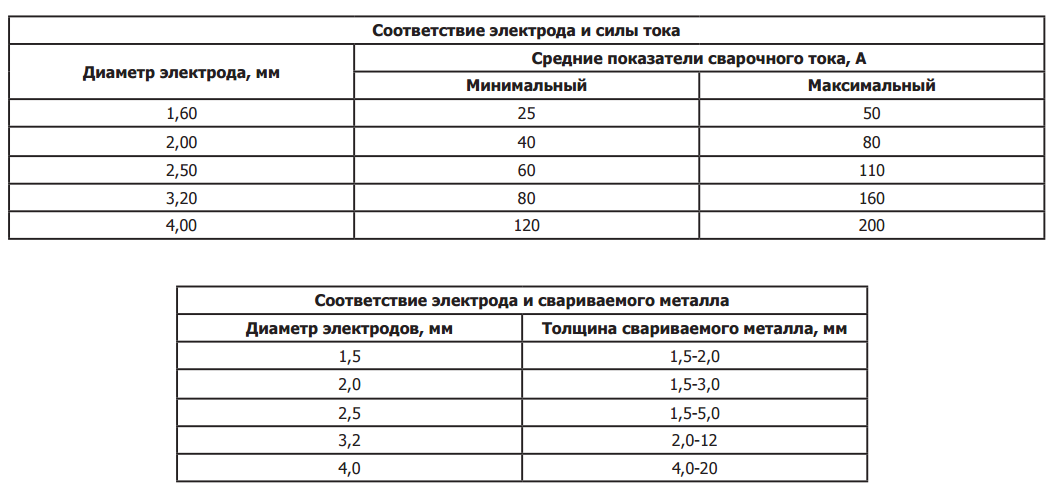
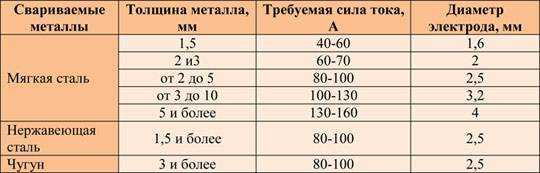
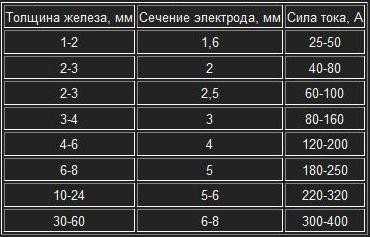
Диаметр электрода зависит от толщины стенок трубы:
- Для тубы сечением до 2 мм — электрод 1,5 мм диаметром;
- Для тубы сечением 2-3 мм — электрод 2 мм;
- Трубы с сечением 4-6 мм — электрод толщиной 4 мм.
При этом стоит знать, что электроды бывают плавящимися и неплавящимися. С последними необходимо обязательно использовать специальные присадки, выполненные из сплавов олова, латуни и других мягких металлов с примесями фосфатов.
Технология сварки оцинкованной трубы
Выполняем дуговую сварку
Сварка профильных туб выполняется в специальном помещении. Предварительно необходимо зачистить и обезжирить концы свариваемых труб. Если толщина стенок тубы превышает 4 мм, то нужно подготовить кромку с помощью фаскоснимателя. Такая кромка позволит сформировать шов в несколько слоёв, что сделает стык более крепким и надёжным.
- Детали закрепляют на специальном столе.
- Если сечение труб более 10х10 мм, то рекомендуется нанести точечные прихватки в нескольких местах и только после этого варить трубы.
- Сварку выполняют со скоростью, которая позволяет плавить металл, но не допускает протекание его во внутренний просвет труб. При этом электрод можно двигать елочкой или слева-направо и справа-налево.
Выбор электродов для сварки профильной трубы
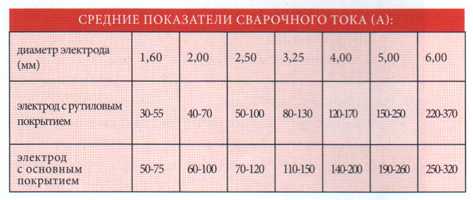
От правильного выбора электродов для сварки профильных труб во многом зависит качество проведенных работ и надёжность полученного соединения. Для сварки профильных труб профессионалы рекомендуют следующие электроды:
- АНО-4 (отличаются своей универсальностью, что позволяет применять их в различных агрегатах);
- УОНИ-13/55 (в основном применяются сварщиками профессионалами, обладающими высокими навыками, в том числе профильных труб);
- МР-3С (обеспечивают наивысшее качество шва);
- в отдельных случаях могут применяться электроды ОЗС-12 (они обеспечивают приемлемое качество шва, но обладают слабой устойчивостью к повышенной влажности).

Многообразия форм и материалов у профильных труб требует тщательный подход к выбору, какими электродами варить профильную трубу. При выборе электродов следует пользоваться существующей справочной информацией, рекомендациями опытных сварщиков.


Сварка профильной трубы 1.5 мм инвертором для начинающих
В настоящее время для производства легких каркасов, металлоконструкций, конструкций заборов, ферм, ворот, каркасов различного назначения и прочих изделий зачастую используют профильную трубу.
Сварные конструкции, изготавливаемые из данного материала, получаются легкими, а также имеют достаточно высокие прочностные показатели. Получают ее из обыкновенной трубы путем ее пластической деформации, в горячем или холодном состоянии. Профиль, который наиболее часто используется, имеет в сечении квадрат или прямоугольник. Изготавливают в подавляющем большинстве ее из низкоуглеродистой стали.
В значительно меньших масштабах применяются низколегированные и нержавеющие стали, обусловлено это высокой ценой получающейся конструкции. Для начинающих сварка инвертором профильной трубы часто бывает проблемой, особенно если толщина стенки 1.5-2 мм.
Сварочная маска – это та часть сварочного оборудования, на которой не стоит экономить, если вы собираетесь квалифицированно заниматься сваркой и сохранить своё зрение. Хорошая маска с заменителем прослужит вам много лет. Продавец – консультант в магазине поможет вам с правильным выбором. Лучше чуть больше заплатить и взять максу хамелеон, которая автоматически затемняется. Это удобно, видно, где находится электрод до начала сварки. Обычная маска со светофильтром из темного стекла не даст такой возможности. Еще один плюс хамелеона – можно отбивать шлак без щитка. Сама маска будет вместо него.
При выполнении сварочных работ Вам будет необходим вспомогательный инструмент и материалы:
Газовая сварка
Соединение своими руками профильных труб газовой сваркой, очень отличается от электрической. Подготовительная работа к процессу оналогичная. Только все поверхности для состыковки покрывают порошком-флюсом. И готовят присадочную проволоку.
Соединение. Его выполняют двумя способами:
- Тонкостенные изделия соединяют справа налево.
- Если стенки свыше 5 мм – слева направо.
При работе постоянно нужно контролировать положение деталей. Когда трубы остывают, шов зачищается абразивом и на него наносится антикоррозийное покрытие.
Топ 2 ошибки при сварке профильной трубы.Решение здесь!!!
Watch this video on YouTube
Соединение своими руками труб без сварки
Малогабаритные каркасные сооружения собирают без сваривания. При этом соединение профильной трубы без сварки производят с использованием специального приспособления.
Краб-системы
Представляют собой устройства в виде специального хомута в форме краба, который ставиться в конкретное место и соединяет определенный участок профиля. Такое устройство состоит из двух частей, они соединяются гайками и болтами.
В собранном варианте такое устройство образует прямоугольную или квадратную форму, его размеры позволяют плотно обхватывать трубопрокатное изделие со всех сторон.
Самые популярные хомуты с размером 95х95 мм. Они дают возможность произвести надежные соединения, и гарантируют качественный и прочный крепеж сооружений.
Изготавливают эти приспособления из оцинкованного, или покрытого составом порошка металла.
Преимущества использования краб-системы
Они дают возможность за короткое время собрать или разобрать сооружение. Все трубопроводы с такими соединением превращаются в разборные.
Крепление профильной трубы без сварки краб-системами, пользуются большой популярностью. С такими соединениями сооружение можно не только быстро переместить, но и сконструировать что-то новое.
Также к достоинствам этих крепежей относят и то, что строение возводиться с небольшими финансовыми вложениями.
Как, недостаток можно выделить тот момент, что крепить им можно трубы небольших размеров.
Хомуты
Используется для профиля к постройке-изгороди. Устройство имеет прямоугольную форму и его составляют две части. Одну из них вкручивают в стенку и вставляют туда трубу. Второй частью труба фиксируется (хомутом и болтами).
Фитинги
Еще одним способом, как соединить профильные трубы без сварки, являются фитинги. Их применяют в тех ситуациях, когда нужно сделать ответвление и загибы. Они являются неподвижным крепежом для стыка и торца. Эти крепежи могут быть таких видов:
- Тройники и крестовины. Их используют для ответвления, и они соединяют изделия разного и одинакового размера.
- Угольники. Их применяют, когда нужно изменить направление трубомагистрали.
- Муфты. Они ставятся в месте стыковки.
Теперь вам известно, как осуществить сварку профильной трубы, а видео уроки помогут дать наглядное представление. Так же мы разобрали, какие способы соединения существуют. Используя данную информацию, вы справитесь с работой легко и быстро.
Выполняем дуговую сварку
Изначально следует занести изделия в специально подготовленное помещение. Все концы труб, которые будут соединяться обезжириваются. Фаскосниматель применяется только в том случае, если толщина профильной трубы составляет более 4 мм. После применения данного приспособления можно сделать шов в несколько слоев. Он будет достаточно прочным.
Если же толщина трубы меньше – одного шва сварки будет достаточно. Все детали необходимо закрепить в специально предназначенном для этого столе. Если его нет, тогда воспользоваться помощью еще одного или нескольких людей. Сварка профильной трубы при этом будет выполнена эффективно.
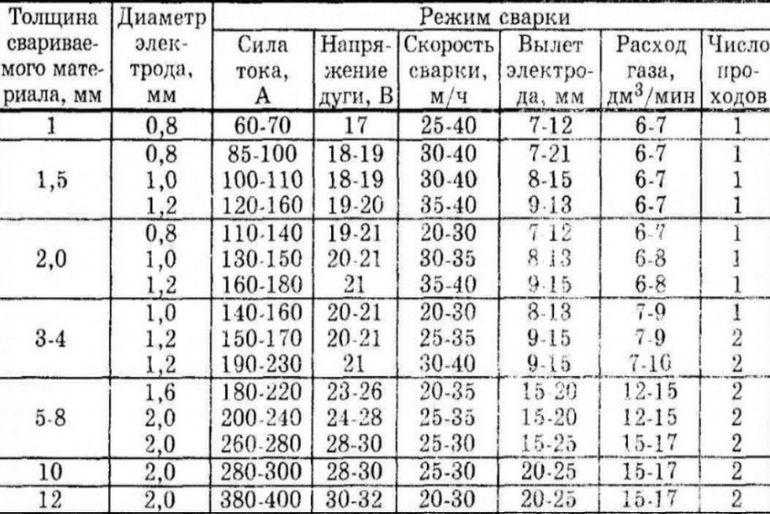
Определенная толщина материала, марка и толщина сечения электрода устанавливает напряжение, с которым нужно выполнять процесс сваривания.
Шлак следует время от времени сбивать, чтобы избежать преждевременного появления коррозии.
Варианты положений электрода
Технологические способы избежать прожога
Каждый из нижеперечисленных вариантов основан на способах предотвращения достижения критически высоких температур сварочной ванны, при которых возникает прожог.
Подбор оптимальных режимов сварки
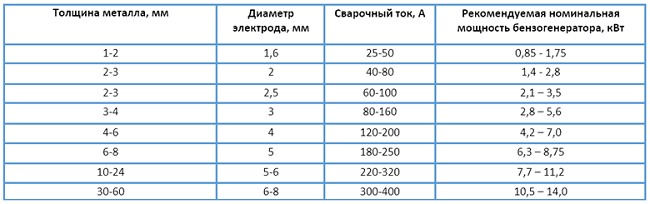
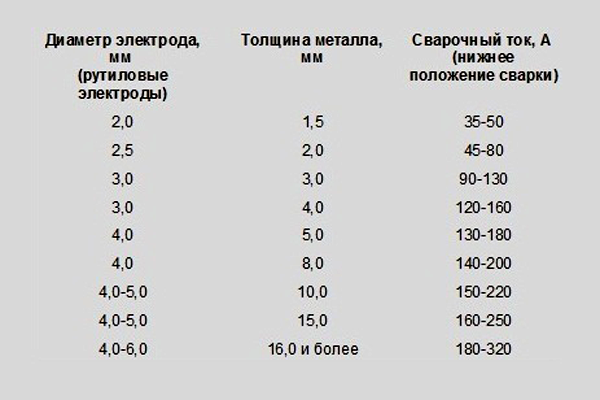
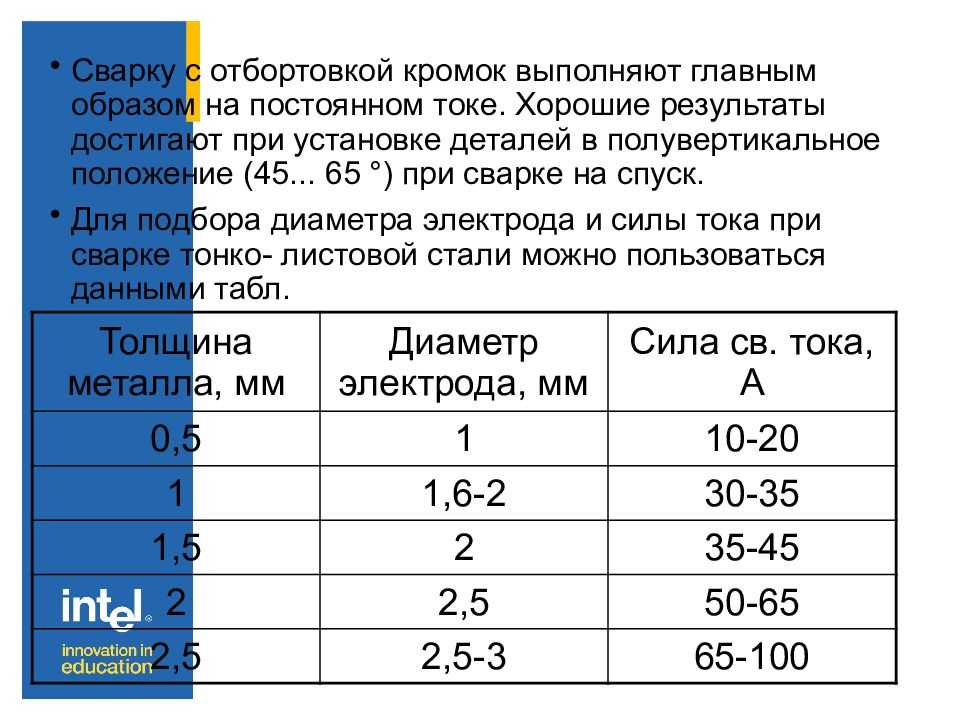
В домашних работах наиболее распространенные профили имеют толщину 1,5-2,0 мм. В качестве применяемых электродов используются с диаметром стержня 2,0-3,0 мм
Для исключения прожога важно выбрать правильно величину сварочного тока, повышенное значение которого как раз приведет к перегреву ванны

Сделать это не так просто. Существуют следующие рекомендации для подбора базовых значений:
- при сварке электродом диаметром 2,0 мм на инверторе устанавливают силу тока примерно 60 А;
- для сварки профиля электродом диаметром 3,0 мм рекомендуется использовать ток 80 – 90 А.
Окончательные рабочие значения сварочного тока сварщикам-любителям лучше выбрать через проверку режимов на опытных образцах. Пока нет соответствующего опыта, следует работать на меньших токах для исключения прожогов независимо от наличия большего количества залипаний электрода. Со временем с набором опыта соединение профилей будет производиться без них с хорошим проваром шва.
Использование короткой дуги для сварки профиля
Длина дуги оказывает существенное влияние на разогрев зоны сварочного шва. Тепловое излучение от длинной дуги охватывает большую площадь поверхности, расположенную непосредственно около сварочной ванны. Это увеличит количество тепла, подводимого в зону сварки, что будет способствовать риску возникновения прожога. Сварка короткой дугой уменьшит вероятность образования этого дефекта.

Сварка со сменой места приложения электрода
Такой метод еще называют сваркой в «разброс» (разнос, разбой). Смена места приложения электрода ограничивает возможность разогрева сварочной ванны, так как каждый новый шов образуется на свариваемых кромках, не нагретых проведением предыдущей технологической операцией. Если использовали подбор режимов на образцах, то вероятно определили длину шва до образования прожога. Выполняя сварку профиля в «разброс» участками шва такой длины, мы получим сплошной сварочный шов без прожогов.
Сварка профиля прихватками с промежутком времени для охлаждения
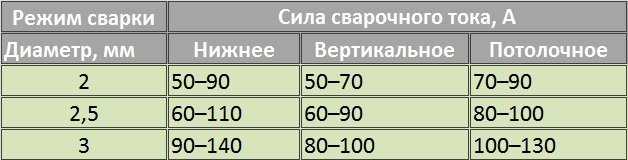
Такой способ требует частого повторного поджига электрода, поэтому к данной технологии сварки наиболее применимы расходные материалы с рутиловым покрытием. За счет определенного интервала времени между прихватками, сварочная ванна успевает отдать часть своей тепловой энергии в окружающую среду, что снижает ее общий уровень нагрева. Прихватки следует выполнять с небольшим перекрытием. Этот способ хорошо зарекомендовал себя при использовании в тавровых сварочных соединениях профильных труб. Качественный шов без прожогов получается в любых пространственных положениях таврового соединения — вертикальном, нижнем, потолочном.


Как избежать прожога при сварке профилей с зазором
Обычно конструкцию из профильных труб для сварки подгоняют так, что она полностью соответствует чертежу, то есть практически без зазоров между профилями. В некоторых случаях это бывает сделать невозможно, и зазор доставляет дополнительные трудности для получения качественного шва без прожога. При наличии зазора свариваемые кромки тонкостенной профильной трубы быстрее расплавляются, не образуя между собой соединения.

Существуют технологические способы сварки профилей с зазором с использованием перераспределения тепловой нагрузки сварочной ванны в зависимости от возможностей теплопередачи свариваемых заготовок. Так, например, при сварке Т-образной конструкции из профилей соприкасающаяся сечением труба будет больше нагреваться, чем цельная с большим количеством металла, воспринимающего тепловую нагрузку. Тонкостью такой сварочной операции будет смещение электрода в сторону цельной трубы (собственно поджиг должен осуществляться на ней с последующим смещением в сторону другого профиля). Большая теплоотдача цельной трубы и более длительное нахождение электрода на ее поверхности будет снижать риск образования прожога.
Виды сварочных работ для соединения профильных труб
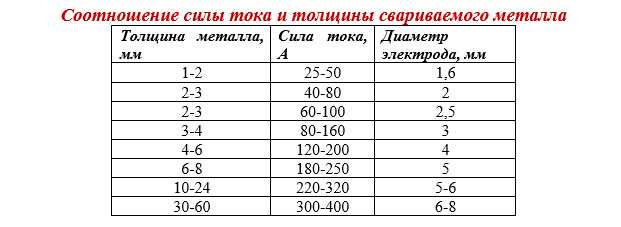
От толщины стенок зависит как способ сварки, так и особенности подготовительного этапа работ:
- Для труб с толщиной стенок от 4 мм и выше, концы изделий обрабатывают фаскоснимателем – под углом от 25 до 50 градусов. Это позволит в будущем создавать несколько слоев сварки, что обеспечивает шву надежность и прочность.
- Тонкие трубы варятся одним швом. Чтобы он получился идеальным, рекомендуется жесткая фиксация изделия. Зажимы снимаются только после полного остывания шва.
- При большом диаметре и толщине, срезы сначала прихватывают по линии соприкосновения и только затем производят основное сваривание.
- Скорость работ должна соответствовать плавке металла без его растекания.
Для сваривания профильных труб применяют следующие виды сварочных работ:
- контактная сварка;
- электродуговая;
- газовая.
Электродуговая сварка
Особенность этого вида сварочных работ в том, что он дает возможность соединять трубы даже в труднодоступных местах. Выполняется с помощью сварочного аппарата и электродов.
При горении элемент начинает плавиться, расплавляя и обволакивая срезы стыков.
Последовательность работы:
- После соприкосновения с электрода с поверхностью, как только появилась дуга, инструмент быстро отводят на несколько миллиметров выше среза.
- Движения производят плавно вдоль линии соприкосновения, без пропусков, чтобы металл успевал оплавиться, но не стекал каплями.
- По технологии предусмотрено постоянное горение, перерывы позволительны только для смены электрода.
- В конечной точке дугу придерживают пару секунд, чтобы исключить возникновение трещин или расслоения.
Для бытовых, то есть обладающих небольшой мощностью, электросварочных аппаратов, достаточно иметь подключение к однофазной проводке.
Сварочный трансформатор способен преобразовывать переменный ток из домовой сети в постоянный, что и необходимо для сварки. Однако оборудование не в состоянии поддерживать постоянство или стабильность дуги, поэтому часто к нему приобретается выпрямитель.
Для начинающих наиболее удобно производить дуговую сварку с помощью инвертора, потому что в таком случае предусмотрено изменение импульсного режима, при котором исключается залипание электрода, это обеспечивает постоянную силу тока, что стабилизирует длину электрической дуги.
Дуговая сварка дает возможность соединять трубы разными способами: внахлест, встык, под углом, тавровым швом. При этом качество соединения целиком зависит от выбора электрода.
Выбор электродов
Для профильных труб используются электроды, имеющие характеристики, соответствующие металлам или сплавам, а также толщине изделий. От правильно подобранных параметров зависит прочность и качество шва.
Существует два основных вида электродов: плавящиеся и неплавящиеся, для которых дополнительно применяются с присадкой из проволоки оловянной или латунной с добавлением фосфатов.
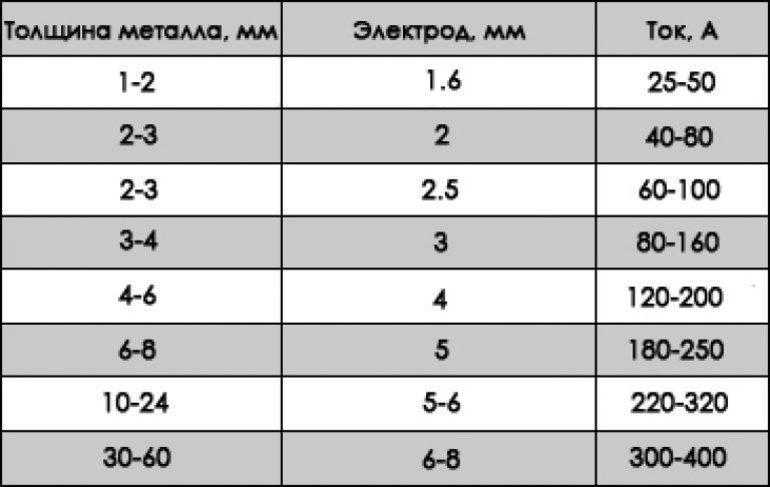
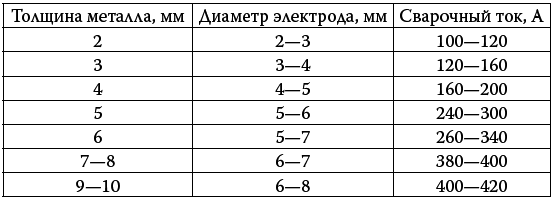
Диаметр электрода всегда подбирается в соответствии толщиной стенок труб и их диаметром.
Электрод должен быть всегда меньше или равняться толщине профиля:
- диаметр расходника 1,5 мм подходит для изделий толщиной до 2 мм;
- 2 мм – для труб, толщиной от 2 до 3 мм;
- 4 мм — для толщины стенок от 4 до 6 мм.
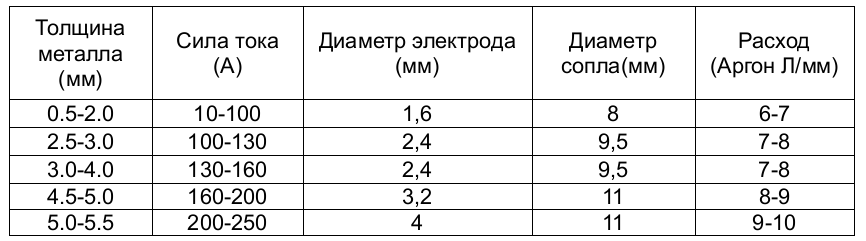
Газовая сварка
Используется в случаях, когда нет возможности подключения сварочного оборудования к электричеству. Способ небезосновательно считается затратным: необходимо приобретение баллонов с ацетиленом и кислородом. Также требуется опыт работы.
Газовая сварка подходит для соединения труб со средней или толстой стенками. Тонкие изделия не поддаются обработке – расплавляются, деформируя металл, шов не получается без пропусков.
Для проведения работ необходимо иметь:
- баллон с ацетиленом (бутаном или пропаном) и кислородом;
- редуктор,
- газовую горелку и к ней набор наконечников;
- присадки;
- флюсовый порошок;
- шланги необходимой длины для подачи газа к месту сварки.
Перед сваркой подготовленные срезы покрывают флюсом. Соединение происходит с помощью присадочной проволоки. Тонкостенные трубы рекомендуется по технологии соединять справа налево, с введением присадки вслед за пламенем горелки. Для более 5 мм – уже слева направо и присадочный материал прокладывается перед горелкой.
После окончания работы и остывания швов, их зачищают и покрывают антикоррозийным составом.
https://youtube.com/watch?v=7_k6hZ0SyPo
Метод контактной сварки требует применения специального оборудования. В процессе соединения труб происходит пропускание электротока путем давления электродов на металлическую поверхность, в результате этого металл деформируется и образуется очень прочный шов. Такую сварку проводят для соединения конструкций промышленных объектов.
Способы и методы сварки
Все известные способы и приспособления для сварки профиля на сегодняшний день. Перечислим по популярности.
Электродуговая
Это самый удобный и востребованный способ, выполняется за счет давления электродов. Особенность в том, что электродуговой сваркой можно достать до самых труднодоступных мест.
Соединяя профильную трубу, необходимо обзавестись сварочным аппаратом и электродами. Хотя взять на время у соседа выгоднее. Также любой частный сварщик обязательно должен иметь защитный костюм и специальные фиксаторы для профиля.
Инвертором
Улучшенный вид электродуговой сварки. Такой же надежный, простой и самостоятельный для частного строительства. Инверторный аппарат удобен в быту и на производстве. Выгода очевидна: компактный, небольшой массы, доступная цена.

Важно понимать, что для начинающих это самый правильный способ. Потому что есть импульсный режим. Инверторным аппаратом можно варить профиль любой толщины
Сварка тонкостенных профильных инвертором осуществляется при 50 А. Увеличив напряжение, можно работать с классической толщиной
Инверторным аппаратом можно варить профиль любой толщины. Сварка тонкостенных профильных инвертором осуществляется при 50 А. Увеличив напряжение, можно работать с классической толщиной.
Сварка осуществляется за счет возбуждения электрической дуги, контакта с электродом заготовки. Расходник (электрод) приступает к горению, покрывает зачищенную основу. Что интересно в электроде есть состав, который при нагреве препятствует контакту атмосферного воздуха и рабочей поверхности.
Видимые преимущества инвертора:
- Нет залипаний электрода.
- Постоянный ток аппарата поддерживает стабильность в работе дуги, отсюда и качественный шов. Изделие выглядит качественно без дополнительной обработки.
- Контактная сварка обеспечивает надежное соединение, устойчивое к нагрузке.
Газовая
Не самый распространенный способ. И дело не за оборудованием, а за качеством шва. Его механические свойства оставляют желать лучшего. Почему так?
Технически создается высокая температура за счет газокислородного пламени. И заполняются зазоры между деталями
Важно понимать, что грязная, не зачищенная труба шов не образует
Газовую сварку выполняют кислородом или ацетиленом. Для подачи используется горелка.





Но для любого ее диаметра необходимо:
- Обзавестись проволокой, одинаковой по составу с материалом.
- Флюс. Необходим для меньшего окисления стали.
Швы для газовой сварки двух типов:
- Справа налево. Для тонкостенного профиля.
- Слева направо. Оптимален для стенок трубы толще 5 мм.
Контактная
Оптимальный вариант для плохих погодных условий за счет стабильного и качественного шва. Выполняется строго специалистами.
В двух словах мастера варят за счет электротока. Он нагревает профиль без присадочных материалов, флюса или проволоки.
Как правильно сваривать тонкие профильные трубы своими руками
При проведении работ в бытовых условиях чаще всего сваривают профили инвертором, отличающимся малым весом, удобством в работе, широким диапазоном регулировок и наличием дополнительных функций, облегчающих проведение работ.
Второй важной задачей является определение правильной полярности подключения электродов. Общеизвестно, что плюсовой контакт имеет более высокую температуру нагревания, и при правильной полярности «минус» подается на держатель электрода, а «плюс» на корпус детали. Соответственно, при сваривании элементов с большой толщиной, лучше использовать обратную полярность
Соответственно, при сваривании элементов с большой толщиной, лучше использовать обратную полярность.
Рис. 12 Подготовка и соединение своими руками труб
Сварка профильной трубы встык инвертором
Перед проведением работ готовят ровную поверхность на удобном расстоянии от поверхности земли, в качестве опоры лучше использовать толстостенные профили квадратного или прямоугольного сечения, на которые будет укладываться соединяемый металлопрофиль. Сварочные работы после помещения труб на ровную поверхность проводят в следующей последовательности:
- Подготавливают профильные трубы к сварке. Для этого их торцы обрезают болгаркой под прямым углом и очищают от ржавчины той же болгаркой или наждачной бумагой.
- Выравнивают обе заготовки. К их боковым стенкам прикладывают металлический уголок или любой ровный и длинный предмет с плоской поверхностью, если профиль имеет сварной шов, он должен совпадать. Расстояние между торцами для качественного провара должно составлять от 1 до 2-х миллиметров.
- С помощью точечной сварки рутиловым электродом производят соединение трубного профиля в нескольких местах. Вначале это делают посередине, затем приваривают угловые кромки, если необходима высокая точность, соединяют все четыре угла и центральные кромки.
- Производят сварку от краев к центру, стараясь равномерно прогревать шов, не задерживаюсь на одном участке, затем переворачивают заготовку и повторяют операцию с другой стороны. Новичкам лучше проводить сваривание короткими участками с отрывом, следя за тем, чтобы кромки успевали оплавляться — это позволит избежать прожигания металла.
- По окончании работ шлаковое покрытие сбивают, если необходимо получить ровную и гладкую поверхность, выступающий шов защищают болгаркой.
Рис.13 Как варить профильную трубу 2 мм. в стык
Как сварить профильные трубы под 90 градусов при тавровом соединении
Подготовительные операции производят по приведенной выше схеме, порядок выполнения основных работ следующий:
- После соединения деталей делают прихватки боковых кромок с двух сторон.
- Вначале сварку проводят в углах, непрерывно перемещая электрод мелкими круговыми (против часовой стрелки) или зигзагообразными движениями снизу вверх — это позволяет выгонять шлак из сварочной ванны. Угол наклона электрода должен составлять 45 градусов относительно горизонтальной плоскости
- Далее сваривают боковые кромки, расположенные в одной плоскости.
При сварке прожигает профильную трубу — что делать
Для борьбы с прожогами используются следующие методы:
- Сварку проводят с отрывом короткими участками или точечно.
- Для предотвращения перегрева внутрь соединения вставляют отрезок массивного металлического бруса с сечением, максимально приближенным к внутренним размерам заготовок.
- Уменьшают расстояние между кромками заготовок.
- Работают в режиме максимально низкого выходного тока.
- Увеличивают скорость перемещения электрода.
Рис.14 Сваривание тонкой профильной трубы при тавровом соединении
Отвечая на вопрос, какими электродами варить профильную трубу 2 мм, отвечаем, для сварки тонкостенного профиля 2 мм электродуговым способом чаще всего используют рутиловые электроды диаметром 2-3 мм в прямой полярности подключения. Новичкам при проведении работ в связи с отсутствием опыта, следует принимать меры для борьбы с прожогами или использовать более простую полуавтоматическую сварку.