

Что это
Сущность способа содержится в том, что соединительный фитинг имеет в себе электрическую спираль. Она возможно всецело открытой, частично заглубленной либо скрытой. Нагревательный элемент имеет два выходящих наружу контакта, к каким подключается сварочный аппарат. На заданный временной отрезок подается указанное значение вольтажа. Внутренняя часть соединителя и вставленный отрезок трубы под действием температуры переходит в жидкое состояние. Наружная стена не прогревается до таковой степени и сохраняет упругость, что заставляет вещество двигаться вниз, благодаря чего образуется монолитная конструкция.
Муфты изготавливают из трех видов пластика: полиэтилен, полипропилен, полибутен. Для монтажа газовых магистралей в большинстве случаев используют лишь первый вариант.
Важно!
К производству работ по сварке и контролю за ее проведением допускаются аттестованные сварщики и специалисты сварочного производства, прошедшие специальную подготовку и аттестацию с проверкой теоретических и практических навыков и имеющие удостоверение установленной формы.
Желательно, чтобы срок действия их квалификационных удостоверений перекрывал планируемый срок выполнения работ. Сведения о сварщиках и выполняемых ими работах должны ежедневно фиксироваться в журнале сварочных работ. Журнал сварочных работ является основным первичным производственным документом, отражающим технологическую последовательность, сроки, качество выполнения сварочных работ.
Электромуфтовая сварка, перед началом работ принимаются необходимые меры по защите людей от поражения электрическим током (защитное заземление, разделительные трансформаторы и другие мероприятия, предусмотренные Правилами устройства электроустановок). В случае проведения сварочных работ в темное время суток организуется местное освещение. Потребность в защитных палатках, защищающих место сварки от влаги и ветра, определяется в зависимости от климатических условий (во время дождя, снегопада, тумана и при ветре свыше 10 м/с). Автономный источник электроснабжения располагают на расстоянии в несколько метров с подветренной стороны.
Важно!
К производству работ по сварке и контролю за ее проведением допускаются аттестованные сварщики и специалисты сварочного производства, прошедшие специальную подготовку и аттестацию с проверкой теоретических и практических навыков и имеющие удостоверение установленной формы.
Желательно, чтобы срок действия их квалификационных удостоверений перекрывал планируемый срок выполнения работ. Сведения о сварщиках и выполняемых ими работах должны ежедневно фиксироваться в журнале сварочных работ. Журнал сварочных работ является основным первичным производственным документом, отражающим технологическую последовательность, сроки, качество выполнения сварочных работ.
Электромуфтовая сварка, перед началом работ принимаются необходимые меры по защите людей от поражения электрическим током (защитное заземление, разделительные трансформаторы и другие мероприятия, предусмотренные Правилами устройства электроустановок). В случае проведения сварочных работ в темное время суток организуется местное освещение. Потребность в защитных палатках, защищающих место сварки от влаги и ветра, определяется в зависимости от климатических условий (во время дождя, снегопада, тумана и при ветре свыше 10 м/с). Автономный источник электроснабжения располагают на расстоянии в несколько метров с подветренной стороны.
Инструкции по монтажу полиэтиленовых труб
Для соединения полиэтиленовых труб с элементами водопровода могут использоваться такие соединения:
- неразъемные;
- разъёмные.
Неразъёмные соединения получаются путем припаивания труб друг к другу или к специальным сварным фитингам. Этот способ дешев, но получаемые при этом конструкции часто получаются громоздкими. Использование неразъемных соединений оправдано при монтаже подземных стационарных водопроводов.
Для сборки временных систем из полиэтиленовых труб, а также при отсутствии сварочного оборудования можно использовать резьбовые компрессионные фитинги, монтаж которых будет рассмотрен далее.
Присоединение трубы к компрессионному фитингу
Стоят компрессионные фитинги дороже сварных моделей, но являются разборными и простыми в эксплуатации. Рекомендации по их монтажу рассмотрены в нижеприведенной пошаговой инструкции.
Шаг первый – внешний осмотр и обрезка
Сборка системы из полиэтиленовой трубы и пластикового компрессионного фитинга начинается с их ревизии на предмет наличия трещин и глубоких царапин. Дефектный участок трубы лучше сразу обрезать.
Резать полиэтиленовую трубу можно и ножом и специальным труборезом. В итоге должен получиться идеально перпендикулярный срез без зацепов и волн. Для удаления неровностей краев можно приобрести ручной торцеватель.

Видов труборезов много, но все они имеют широкое основание, которое обеспечивает строго перпендикулярное положение трубы относительно режущего элемента
Шаг второй – одевание элементов фитинга на трубу
Сначала на шланг одевается зажимная гайка, потом цанга, затем зажимное кольцо, а в конце натягивается резиновая прокладка.
Комплектация фитинга может быть различной, поэтому важно запомнить последовательность его элементов при раскручивании, чтобы правильно одеть их при сборке соединения
Конец трубы до упора вставляется в корпус фитинга, а надетые на шланг элементы подсовываются к резьбе. После этого зажимная гайка плотно закручивается руками. При наличии цепного ключа можно поджать соединение им.
Спешить с закручиванием зажимной гайки не стоит – она может перекоситься. При тугом ходе лучше лишний раз раскрутить соединение и повторить процесс сборки.
После монтажа фитинга стоит проверить герметичность соединения. В случае протекания можно легко перекрутить гайку, поправив элементы конструкции.
Врезка седелки в трубу
При необходимости сделать ответвление от полиэтиленовой трубы не обязательно покупать тройник. Будет достаточно просверлить в ней отверстие и поставить седелку. Как это сделать, будет разобрано в пошаговой инструкции.
Шаг первый – подготовка
Первоначально нужно осмотреть соединяемые изделия на отсутствие царапин и трещин и протереть их поверхность влажной тряпкой.
Шаг второй – сборка зажима
Одеть на трубу обе части хомута, закрутить его гайки ключом. Целью процедуры является жёсткая фиксация седелки.

Существуют седелки, которые можно устанавливать под работающим водопроводом. Они имеют встроенный механизм, просверливающий отверстие без разгерметизации конструкции
Шаг третий – сверление
В центре отверстия седелки наметить точку, а по краям фитинга сделать маркером полоски для запоминания его положения. Раскрутить седелку и снять её части. Просверлить полиэтиленовую трубу в намеченном месте с помощью сверла требуемого диаметра.

Существуют сверла в оболочке, которые позволяют делать отверстия в трубах и углублениях без риска повредить окружающие стенки
Шаг четвертый – сборка седелки
Вычистить ПЭ трубу внутри от стружки и убрать возможные зацепы с краев просверленного отверстия. Приложить, согласно начерченным ранее меткам, части фитинга к трубе и сильно затянуть фиксирующие гайки.

Простые сиделки могут не комплектоваться зажимным механизмом для присоединения трубы. В таком случае резьбу присоединяемого фитинга или трубы рекомендуется обмотать фум-лентой
При вкручивании в сиделку трубы или фитинга можно намотать несколько слоев фум-ленты.
Часть седелки с выходным отверстием может иметь со стороны трубы канавку для уплотнительного резинового кольца. Поэтому, при наличии уплотнителя, необходимо подложить его между трубой и фитингом.






Если же вам на определенном участке трубопровода требуется согнуть трубу, то рекомендуем это сделать по инструкции, приведенной здесь.
Основные правила эксплуатации
Чтобы правильно провести сварку электромуфтовым аппаратом и получить высокое качество шва, необходимо выполнить ряд несложных рабочих шагов
Первое, на что нужно обратить внимание это:
чтобы прогрев труб и муфты соответствовал средней температуре воздуха;
край труб был отрезан под прямым углом к оси и хорошо очищен и высушен
Для удаления абразивных веществ трубу можно промыть водой и протереть тряпкой, не оставляющей след.
поверхность предмета до отмеченной глубины вставки необходимо зачищать аккуратно с помощью специального скребка, нельзя применять наждачную бумагу;
придание трубам круглой формы очень важно для плотного соединения при электромуфтовой сварке;
муфту устанавливать надо так, чтобы зазор распределился по объему равномерно. Сварочный аппарат настраивается всегда по диаметру муфты.
При использовании источников питания необходимо соблюдать правила безопасности. Сварочный аппарат располагать на расстоянии не менее 1,5 м от генератора
Важно знать, что электромуфтовый прибор выпускается производителем полностью в рабочем состоянии
После эксплуатации следует провести осмотр сетевого кабеля и наконечников (в случае повреждения). Устройство должно храниться в специальной упаковке в помещении при температуре окружающей среды. Переносить электромуфтовый аппарат можно в одиночку.
Технология проведения сварки
Принцип монтажа инженерных коммуникаций и технологических трубопроводных систем с применением электросварных муфт основан на технических характеристиках. Их изменение в процессе проведения сварки обусловлено конструктивными особенностями фитингов и свойствами материала.
Нюансы конструкции электросварных муфт
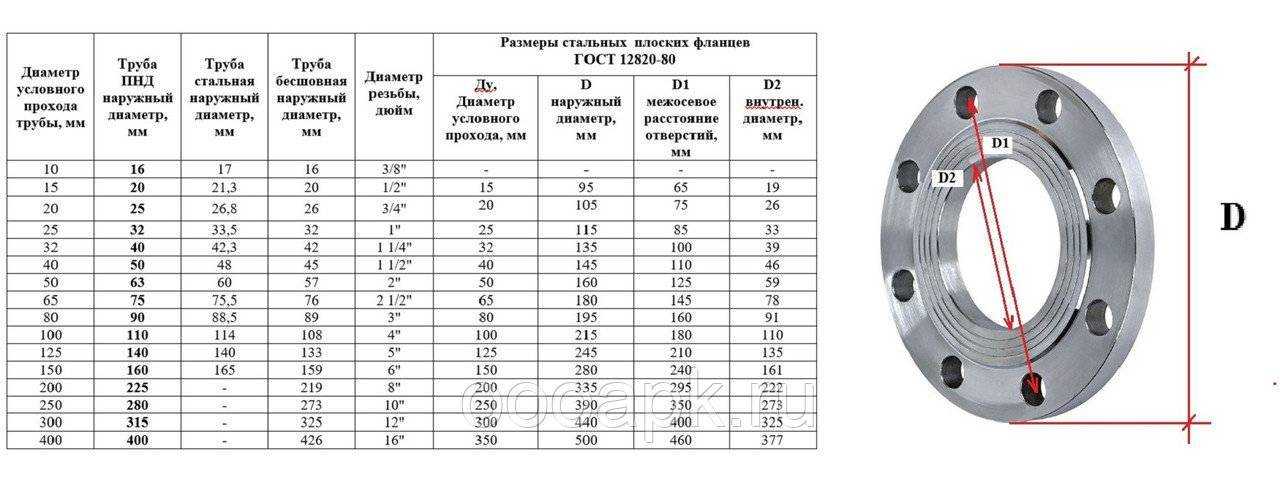
Электросварные муфты производят из ПНД в соответствии с ГОСТ Р ИСО 12176-2-2011 и другими нормативными документами. Они представлены соединительными элементами SDR11 и SDR17 с рабочим давлением PN 16 атм. и 10 атм. Диаметр сварных муфт может варьироваться от 20 до 1200 мм.
Электросварные муфты
Конструкция муфт электросварных включает:
- Корпус, который выполнен в виде толстостенного короткого патрубка и производится из ПНД черного цвета.
- Нагревательные элементы, расположенные внутри корпуса муфты. Они имеют форму спирали и обеспечивают максимальный прогрев в зоне стыковки фитингов и торцов труб из ПНД до температуры плавления материала.
- Выводы для подключения сварочного оборудования. Свободные концы нагревательных спиралей выведены с двух сторон электросварной муфты и служат для подсоединения аппарата для сварки.
- Крепежные элементы, которые обеспечивают фиксацию соединительных деталей в рабочем положении и не допускают смещения.
Для контроля проведения сварных работ служит индикатор. Он упрощает процесс сварки, но имеется не у каждой модели фитинга.
Принцип использования фитингов
Принцип действия муфт основан на нагреве торцов труб до температуры плавления полиэтилена. При проведении сварки соединительный элемент фиксируют с помощью крепежа. К выводам подключают аппарат, который подает ток на нагревательные спирали. Воздействие электрической мощности на контакты приводит к разогреву поверхностей труб и электросварного фитинга, переходу полиэтилена в вязко-текучее состояние и перемешиванию.
После остывания в естественных условиях образуется соединение, которое сопоставимо по прочности с цельной трубой
При этом не формируется внутренний грат и не снижается проходимость ПНД трубопроводов, что особенно важно для безнапорных канализационных и дренажных систем
Эффективность нагрева зависит от материала спирали и ее толщины. Обычно для муфт электросварных больших диаметров используют нагревательные элементы из меди, которая имеет высокий температурный коэффициент сопротивления. Карбоновые спирали прогревают пластик быстрее, но стоят дороже медных. Для соединительных деталей малого диаметра (до 160 мм) выгоднее использовать проволоку из нихрома. Нагревательные спирали могут быть закрыты слоем полиэтилена или открытые.
Особенности оборудования для сварки
Аппараты для электромуфтовой сварки представлены продукцией разных производителей, которая отличается комплектацией и техническими характеристиками. Они используются при монтаже систем из ПНД труб и обеспечивают подачу электрического тока на нагревательные элементы электросварной муфты из ПНД. Для эффективной и качественной сварки полиэтилена, аппарат должен обеспечить стабильное сварочное напряжение в интервале от 8 до 48В при питании от однофазной сети 220В.
Оборудование для работы с электросварными муфтами
Устройства для сварки электромуфтовых фитингов укомплектованы кабелями с насадками, которые подсоединяют к выводам нагревательных спиралей. Для работы с большим количеством диаметров используют универсальные аппараты, которые требовательны к качеству электроэнергии и отличаются высокой стоимостью. Недорогие модели, позволяющие сваривать соединительные элементы ограниченного набора диаметров, часто нуждаются в дополнительной комплектации.
При выборе аппарата для сварки нужно обращать внимание на следующие параметры:
- максимальные показатели тока и мощности;
- диапазон рабочих диаметров;
- способ ввода данных для проведения сварки;
- вес и габаритные размеры;
- интервал температур окружающего воздуха, при котором оборудование сохраняет функциональность.
К важным данным также относятся комплектация аппарата для сварки и его производитель.
Технология процесса
На соединяемые участки трубопровода накладывается специальная муфта, внутри которой установлена нагревательная спираль. Существуют и конструкции с внешними нагревательными элементами, которые действуют быстрее, но не обеспечивают соединению требуемой надёжности. Количество устанавливаемых муфт может быть различным. Например, для сложного стыка, с разветвлениями, их может быть три, для трубопроводов с резкими перепадами диаметров – две, в остальных случаях достаточно и одной.
К соединяемым участкам труб из ПНД предъявляются довольно высокие требования:
- Смежные участки на длине не менее чем два наружных диаметра трубы должны быть очищены от пыли, грязи, а также масляно-жировых отложений.
- Овальность труб не должна превышать 0,2 мм по всей длине стыка.
- На поверхность зоны сварки не должна попадать атмосферная влага.
- Температура окружающего воздуха во время работы аппарата для электромуфтовой сварки не должна выходить за пределы диапазона -10…+40ºС.
- Все соединяемые части должны быть изготовлены из ПНД с примерно схожими физико-механическими характеристиками.
Последнее требование связано с тем, что в управляющий блок электромуфтового сварочного аппарата заложена информация о динамике плавления ПНД под воздействием внешнего теплового источника, и, если запрашиваемые данные не совпадают, устройство не включится. Это снижает требования к квалификации работающего, поскольку процесс электрофузионной сварки произойдёт автоматически, но существенно увеличит цену аппарата.








Для обеспечения равномерности зазора по длине стыка (и ширине муфты) трубы располагаются в позиционере – устройстве, которое обеспечивает прямолинейность осей соединяемых труб. Вполне вероятная овальность труб, а также наличие локальных поверхностных дефектов преодолевается установкой специальных накладок из ПНД, комплект которых прилагается к электромуфтовому сварочному аппарату.
Концы нагревательного элемента выводятся наружу муфты, и подключаются к токоведущим клеммам электромуфтового аппарата. После проверки качества ПНД (марка, плотность, шероховатость и пр.) включение устройства и все последующие операции происходят автоматически. Аппарат отключается, когда капли расплава появляются в зазоре между позиционером и муфтой. Остаётся только выждать определённое время для охлаждения места стыка.
Электросварная муфта – одноразовая. Даже при возможных проблемах с нагревом (например, при обнаруженной неоднородности тела трубы) повторному использованию она не подлежит.
Параметры ввода информации со штрих-кода
Основным способом ввода информации является штриховой код, информация с которого с помощью фотооптического карандаша вводится в систему управления сварочного аппарата. Считывание производят с главного штрихового кода, расположенного в верхней части этикетки-наклейки. После считывания штрих-кода данные электросварного фитинга должны соответствовать данным, появившимся на дисплее аппарата.
Штрих-код, расположенный на фитинге
Штриховой код, находящийся под главным штрих-кодом, содержит данные для обратного отслеживания изделий и при сварке изделий не используется. Штрих-код сварки нанесен на этикетке белого цвета, штрих-код предпрогрева (для муфт, имеющих этот режим) на этикетке желтого цвета.
В случае ввода параметров сварки вручную необходимо пользоваться прилагаемой к деталям с ЗН информационной карточкой, содержащей информацию о величине корректировки времени сварки в зависимости от окружающей температуры.
Информация о процессе сварки регистрируется в памяти аппарата. Распечатка протокола сварки может производиться как по окончании сварки каждого стыка, так и через определенные промежутки времени, в зависимости от объема памяти аппарата. Нагружать сваренный трубопровод внутренним давлением можно через 10 – 30 мин после охлаждения соединения.
Муфты с закладными нагревателями могут предусматривать возможность повторной сварки. Повторная Электромуфтовая сварка производится в том случае, когда есть сомнения в качестве полученного соединения.
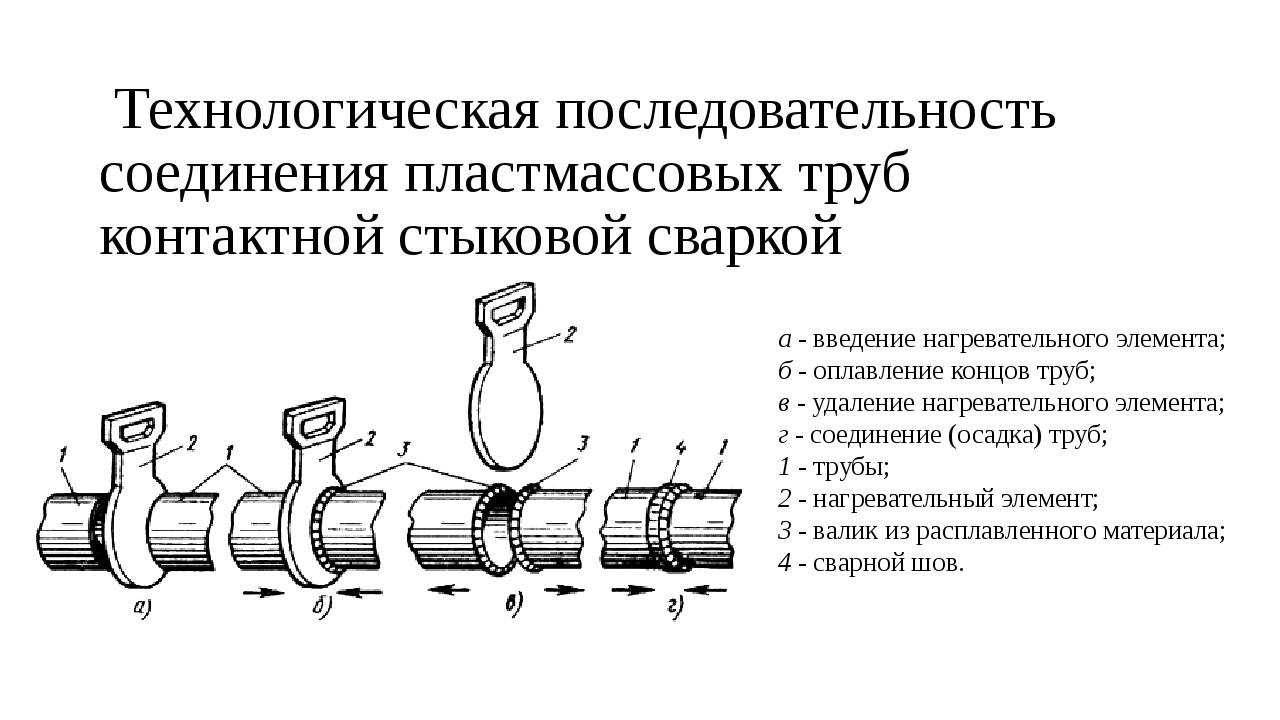
Делаем стыковую сварку ПНД труб своими руками

Стыковую сварку ПНД труб можно выполнить самостоятельно с применением сварочного аппарата, который приводит к размягчению полиэтилена и образованию прочного шва. Этот метод подходит только для труб, изготовленных из одного материала и с одним диаметром. Требует навыков от исполнителя. Лучше иметь квалификацию сварщика, чтобы гарантировать точность соединения
Перед началом работ важно подготовить оборудование, осмотреть сварочный аппарат, очистить его
Технологический процесс стыковой сварки полиэтиленовых труб
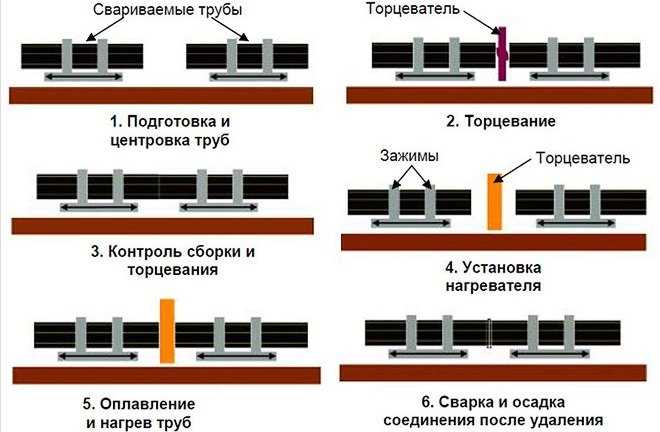
Работы по самостоятельной сварке стыков ПНД труб выполняются следующим образом:
- Трубы обрезаются с запасом полиэтилена, который будет образовывать сварочный шов.
- Трубы торцуются, чтобы создать идеально ровный край для лучшего контакта.
- Трубы устанавливаются в сварочный аппарат, центруются для обеспечения высокого качества сварки.
- Между деталями нужно вложить нагревательный элемент и нагревать торцы до их расплавления в течение времени, определяемое качеством материала, толщиной стенок трубы.
- Сразу после устранения нагревательного элемента следует прижать соединяемые трубы с усилием для выполнения осадки под определенным давлением, которое создается гидравлическим приводом или рычагом.
- Выждать до полного остывания полиэтилена. Следить за тем, чтобы не образовался наплыв материала, не изменился диаметр трубы.
Важно! Для стыковой сварки труб большого диаметра лучше использовать автоматический аппарат, который выполнит точную центровку и аккуратную стыковку
3 Назначение технологии стыковой сварки
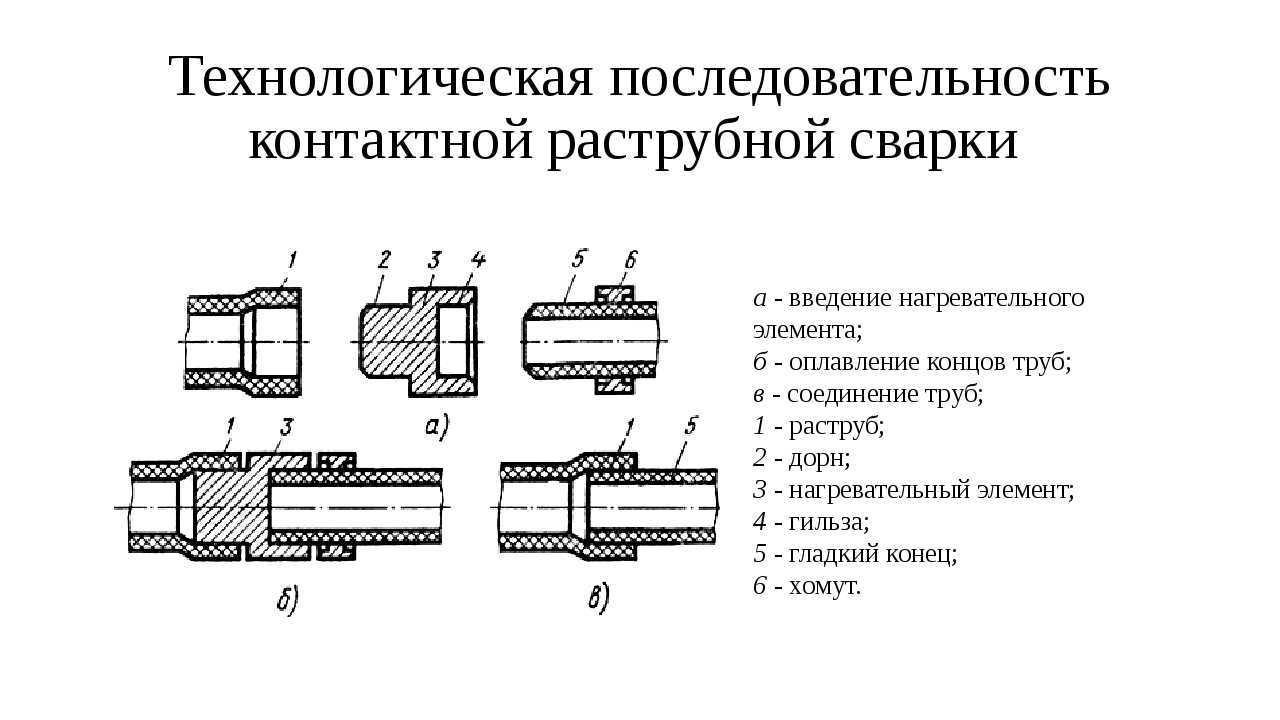
Сварка встык – один из трех способов сварки полиэтиленовых труб, обеспечивающих прочность сварного соединения не ниже прочности самой трубы. Два других способа – сварка с закладными нагревателями и сварка нагретым инструментом в раструб.
Технология стыковой сварки позволяет соединять трубы из любых термопластов I и II группы – ПЭ, ПП, ПВДФ, ПВХ и пр. Другими словами, из полимеров, которые при нагреве способны перейти в вязко-текучее состояние, а после остывания – снова затвердеть без существенного изменения физико-химических свойств.
Основное достоинство технологии стыковой сварки перед другими видами сварки пластиковых труб – в том, что для прокладки прямых участков трубопроводов не требуются расходы на соединительные детали; свариваются непосредственно отрезки труб.
Недостаток – в том, что, независимо от диаметра свариваемых труб, требуется строгое выполнение многочисленных требований технологии стыковой сварки, а сварка одного стыкового шва занимает сравнительно много времени.
Чем выше диаметр свариваемых труб, тем ощутимее превосходство достоинств технологии стыковой сварки над ее недостатками. Поэтому для диаметров ниже 63 мм сварка встык нагретым инструментом применяется очень редко. Что касается пластиковых труб диаметром выше 110 мм, то это, как правило, трубы из полиэтилена. Поэтому в подавляющем большинстве случаев технология стыковой сварки используется для соединения полиэтиленовых труб.
И наоборот, полиэтиленовые трубы в большинстве случаев соединяются по технологии стыковой сварки. Можно сказать, что «сварка полиэтиленовых труб» и «стыковая сварка труб» – почти синонимы.
Единственное ограничение – сварка стыковых швов не рекомендуется на безнапорных трубопроводах канализации из полимерных труб, т.к. на внутренней поверхности трубопровода в результате сварки стыкового соединения образуется валик оплавленного материала (т.н. грат), который может стать местом скопления твердых частиц и причиной засорения безнапорного трубопровода. Если внутренний грат срезается, то стыковые сварные соединения могут использоваться даже для прокладки канализации. Проблема в том, что на готовом трубопроводе факт удаления внутреннего грата практически невозможно проверить. Вероятно, поэтому основное «узаконенное» применение технологии стыковой сварки – монтаж напорных трубопроводов:
Наружные водопроводы из полиэтиленовых труб
Нормативный документ – СНиП 3.05.04-85*. Материал труб:
— Полиэтилен (ПНД), способы сварки – стыковая или раструбная (п.3.58. СНиП);
— ПВХ, соединение методом склеивания в раструб (п.3.62. СНиП).
В части технологии стыковой сварки полиэтиленовых труб СНиП 3.05.04-85* ссылается на один из первых Российских нормативных документов, в которых эта технология описана – ОСТ 6-19-505-79.
Наружные газопроводы из полиэтиленовых труб
Нормативный документ – СП 62.13330.2011, который является обновленной версией СНиП 42-01-2002. Речь идет только о подземных газопроводах (п.4.11 СП). Материал труб – только ПЭ, способы сварки полиэтиленовых труб – «…встык нагретым инструментом или при помощи деталей с закладными электронагревателями» (п.4.13 СП).




Здесь нет ни собственного описания технологии стыковой сварки, ни ссылки на другой нормативный документ. Зато собственная технология стыковой сварки полиэтиленовых труб описана в Газпромовском СТО 2-2.1-411-2010.
Нефтепроводы из полиэтиленовых и полипропиленовых труб
Монтаж нефтепроводов из пластиковых труб подчиняется ВСН 003-88 Миннефтегазстроя. Материал труб – ПЭ или ПП, способы сварки – нагретым инструментом встык или в раструб (п.7.5.3.1. ВСН).
ВСН 003-88 содержит описание технологии стыковой сварки полиэтиленовых (ПНД) и полипропиленовых труб, сходное с самыми привычными в России технологиями DVS 2207-1 и DVS 2207-11 соответственно.
Технологические трубопроводы
Монтаж технологических трубопроводов из пластиковых труб подчиняется СНиП 3.05.05-84. Трубы из полимерных материалов здесь собирательно называются «пластиковыми». Методы сварки не определены. Однако методы контроля качества сварки пластиковых труб здесь определены, в том числе, для стыковых соединений (п.4.23. СНиП).
Электромуфтовая сварка
Соединения, сделанные электромуфтовой сваркой труб, переносят 16 атмосфер силы давления. В данном случае используются муфты, оснащенные электронагревательными компонентами. Такой вид сварки еще более экономный в сравнении со стыковой, он предоставляет возможность осуществлять работы в наиболее труднодоступных участках трубопроводных систем, на которых нет возможности для расположения крупногабаритного инструмента.
Перед муфтовой сваркой сначала производится подготовка отдельных труб: они в первую очередь очищаются от различного рода загрязнений.
Чаще всего электромуфта используется:
- при прокладке газовых систем;
- в случае выполнения ремонтных работ;
- при врезке в трубопроводную систему добавочных компонентов.
Электромуфтовая сварка не является сложной процедурой, единственный нюанс – это при работе с изделиями крупных размеров необходим дополнительный разогрев.
Особенности проведения работ
При сваривании полиэтиленовых образцов достаточно важно контролировать силу давления. Оно не должно превышать допустимое значение по сварочной технологии, иначе соединение может получиться недостаточного качества, в результате чего значительно ухудшатся эксплуатационные свойства трубопровода.
Также важно, чтобы не была сила давления и слишком малой, так как соединение будет занимать большое количество времени.
Запрещается в момент сцепления сдвигать с места изделия, так как это может привести к плохой герметичности соединения.