

Трубы из жести руками видео. Как сделать трубу из жести.
Горизонтальную часть длинного фальца загибаем таким образом, чтобы он обернул совмещенные части. Укладываем полученную трехслойную конструкцию на верстак и тщательно простукиваем, хорошенько уплотняя. При этом следим, чтобы не было перекосов, которые отрицательно скажутся на прочности конструкции.

Шов из собранных вместе фальцев отгибаем к стенке трубы. Надеваем изделие на калибровочную заготовку и еще раз простукиваем стык. Полученное соединение отлично держится без всякого крепежа за счет пластичности жести.
Заключение Я надеюсь, что в приведенном выше материале достаточно подробно объяснил, как сделать трубу из жести своими руками. Приступаем к работам Для того чтобы создать трубу из жести не нужно особых умений см. Труба из жести — изготовление за 3 шага своими силами Несмотря на множество различных жестяных заготовок, которые продаются в строительных супермаркетах, иногда при монтаже водостоков, вентиляции или других подобных инженерных систем возникает необходимость в установке деталей нестандартной конфигурации или размера.
При необходимости жестяную трубу можно сделать самостоятельно Особенности используемого материала До того как начинать работу, целесообразно внимательно ознакомиться с особенностями материала, из которого предполагается конструировать трубу.
Фото жестяных листов Необходимые инструменты Для порезки и изгибания листов жести не нужно прикладывать больших усилий. Ножницы по металлу Используются для того, чтобы разрезать лист жести на заготовки нужного размера. Используются для выполнения сгибов. Можно заменить клещами. Сюда относятся линейки, рулетки, угольники и другие подобные приспособления.
Инструменты для работы с жестью Процесс работы Начнем изготовление трубы из жести своими руками. Весь процесс можно условно разделить на несколько основных этапов: Подготовка. Сюда включается разметка изделия и вырезание из куска жести отдельных заготовок. На этой стадии происходит первоначальное формирование трубы круглого сечения. Здесь необходимо окончательно сшить детали в готовое изделие.
Рассмотрим каждый из них более подробно. Шаг 1. Подготовка До того как начать изготовление жестяной трубы , следует разметить и вырезать из большого куска жести заготовку нужного размера.
Сложная инструкция здесь не понадобится, все очень просто: лист размещается на ровном участке верстаке или полу ; от верхней кромки отмеряется отрезок, равный длине будущей трубы отметки можно ставить маркером или специальным разметчиком ; затем через отметку с помощью угольника проводится линия, перпендикулярная верхней кромке листа; на верхней кромке и прочерченной внизу линии отмеряется ширина заготовки, которая равна длине окружности трубы причем к этому параметру необходимо добавить 15 мм для обустройства стыка ; все отметки соединяются, после чего по получившимся линиям производится вырезание заготовки.
Тщательно выполняйте разметку заготовки Шаг 2. Формовка После получения заготовки, необходимо сформировать круглый профиль будущей трубы. Здесь работа производится так: Размечается линия для фальцев. Его ширина — 0,5 см с одной стороны и 1 — с другой.
Фальцы загибаются под углом в 90 градусов к плоскости листа жести. Для этого можно использовать стальной уголок и киянку. Схема загиба жестяного листа для формирования трубы Лист жести размещается на краю стола со смещением на нужную длину, затем ударами резинового молотка аккуратно загибается его край. Затем на сантиметровом фальце делается еще один загиб в форме буквы Г.
Верхнюю часть ее ширина должна быть 0,5 см нужно сделать параллельной листу жести. Когда процедура загиба закончена, конструкцию подпиливают до нужных параметров. Для того чтобы создать устройство, позволяющее в домашних условиях выполнить изгиб металлического листа необходимо подготовить следующие материалы и инструменты:.
Все работы начинаются с подготовки основы самодельного станка из профиля — двутавра 80 мм. После этого сверху к двутавровой балке прикручивается уголок 80 мм на два болта. Во время сгибания он будет крепить заготовку. Под уголок приваривается три петли от стальных дверей, вторые половинки которых приваривают к самому уголку.
Чтобы выполнить гибку, к уголку привариваются две рукоятки по мм, при помощи которых можно будет поворачивать станок. Листогиб прижимается к столу при помощи двух струбцин. Прижимной уголок откручивается.
Установка
Чтобы смонтировать конструкцию из оцинкованных труб, нужно выбрать способ их соединения. В домашних условиях при обустройстве водостока применяют наиболее простой вариант. Он основан на создании заготовок труб, которые имеют разную ширину в верхней и нижней части. Так, в процессе выполнения разметки с дальнейшей нарезкой разница должна составлять 10 мм. Этого достаточно, чтобы обеспечить небольшое сужение трубы с одной стороны.
Если планируется самостоятельно установить готовые изделия, их вставляют друг в друга. Дополнительно скреплять трубопровод не нужно
При этом важно проследить, чтобы нижняя часть отдельных заготовок была меньше верхней. Благодаря этому обеспечится надежность водостока. Существует и другой способ, основанный на выполнении сварочных работ
В данном случае применяют 2 метода:
Существует и другой способ, основанный на выполнении сварочных работ. В данном случае применяют 2 метода:
- сварка очищенной от цинкового покрытия металлической поверхности;
- использование флюса.
Первый из вариантов не позволяет получить изделие с длительным периодом эксплуатации, т. к. в этом случае разрушается защитный слой, шов быстро начнет ржаветь. При использовании флюса срок службы трубопровода увеличивается. Для крепления на стене объекта применяют кронштейны. Они располагаются с некоторым шагом, фиксируются с помощью дюбелей (на кирпичной, бетонной поверхности).
Как согнуть листовой металл своими руками
Металлические заготовки сегодня выпускаются согласно определенным стандартам, поэтому изначально получить готовое изделие таким способом не получиться. Особенно это касается листового проката, имеющего форму плоского листа определенной толщины.

Данные материалы в дальнейшем применяются для получения конкретных изделий, необходимых для решения конкретной задачи. Приобрести лист из нержавеющей стали можно в специальных магазинах или напрямую с завода.
Гибочный станок. Преимущества
Деформация металла зачастую предполагает не только изменение формы, но снижение качественных характеристик. Поэтому гнуть листовую сталь желательно только с помощью специальных станков.
Они имеют относительно простую конструкцию и состоят из нескольких элементов:
- струбцины;
- щечки и основания;
- кронштейна, сварного прижима и оси;
- уголка пуансона.
Применение таких инструментов для гибки, имеет несколько преимуществ:
- сохранение высокой прочности заготовки;
- возможность создания цельной заготовки;
- образование угла происходит без шва и т.д.
Алгоритм гибки
Сегодня листовые заготовки можно гнуть несколькими способами, которые отличаются применяемым для этого оборудованием:
- Относительно тонкие листы можно деформировать с помощью молотка, плоскогубцев или киянки. Для этого следует организовать определенный упор, по торцу которого и будет выполняться гибка. Это может быть обычный стол, на краю которого и располагается лист.
- Для придания заготовке различной и точной формы, а также для сталей большой толщины применяются специальные прессы роликового типа или гидравлические вальцы. С помощью этих механизмов можно получить разную форму и придать необходимых угол.
Следует отметить, что принцип гибки остается один и тот же. Здесь меняется только физическое усилие, которое может быть, как выполняемым человеком, так и автоматизированными устройствами.
В домашних условиях можно согнуть относительно тонкие листы. Чтобы придать им точную форму, их зажимают в тисках и уже на них производят остальные операции. Согнуть лист в полукруг можно с помощью круглой трубы, по контуру которой следует гнуть металл.
При выполнении всех подобных операций желательно придерживаться основных правил безопасности. Это позволит избежать травм и получить качественную и ровную деталь. Когда необходимо получить очень сложную форму, тогда решить данную проблему следует доверять специалисту с необходимым оборудованием.
Как изогнуть железный лист без гибочного станка » Изобретения и самоделки
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время. Для работы не понадобится гибочный станок, обойдемся небольшим набором инструментов, которые есть в мастерской.
Существует простой способ сделать это и без специальных приспособлений наподобие листогиба.
Что понадобится для сгибания листа
Понадобятся измерительные инструменты, болгарка с камнями толщиной 1 мм и 2 мм. Для техники безопасности требуется иметь специальные очки. Гнуть будем листовую сталь толщиной 2 мм, размеры подбираются в зависимости от чистой длины и ширины с учетом величины подгибов. Гнуть надо на любом ровном профиле металлическим молотком.
Технология загиба листового материала
Процесс рассмотрим на примере изготовления крышки для коптильни. Толщина листа в нашем случае 2 мм.
Сделайте разметку на листе. На каждый изгиб предусмотрено 35 мм, для загиба рекомендуется вычесть из этого размера по 4 мм. Соответственно, на листе надо нарисовать прямоугольник 508×308 мм, изгибы получатся длиной по 31 мм. Под линейку проведите линии.
Чтобы лист можно было легко согнуть, необходимо прорезать небольшие канавки. Наденьте защитные очки или маску и болгаркой ровно пройдитесь по линиям, глубина резания примерно один миллиметр, но не более. Толщина диска 1 мм.
Поменяйте диск на 2,5 мм и еще раз пройдитесь по линиям. Пользоваться двумя дисками надо по двум причинам.
- Тонким диском намного легче работать, он дает ровный срез, проще контролировать глубину.
- Широкий диск увеличивает пропил, что позволяет загибать металл без упора о кромки.
Прорежьте одну сторону угла, полностью они срезаются после изгиба.
Приступайте к гибке листа. Точно по линии пропиливания положите его на профиль, согните вначале одну сторону, затем противоположную.
Обстукивайте постепенно по всей длине, гните медленно, не пытайтесь сделать сразу большой угол.
Повторите операции с оставшимися краями листа. Если линия получилась не идеальной, то поставьте деталь на ребро и подровняйте проблемные места.Проверьте изделие. Все в норме – отрежьте болгаркой оставшиеся хвостики.
Проварите места срезов на углах. Болгаркой уберите окалину, потеки металла и острые края, придайте товарный вид.
Заключение
Ровным изгиб получается за счет предварительного прорезания, по этим линиям металл гнется намного быстрее, а толстые края не деформируются. Таким методом можно гнуть толстые листы под различные изделия.
Как сделать трубу из жести без станка
Домашние мастера придумали много способов сгибания металлического листа в трубу без применения станка.
Предлагаем вариант с применением походящей по размерам болванки. Делают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.




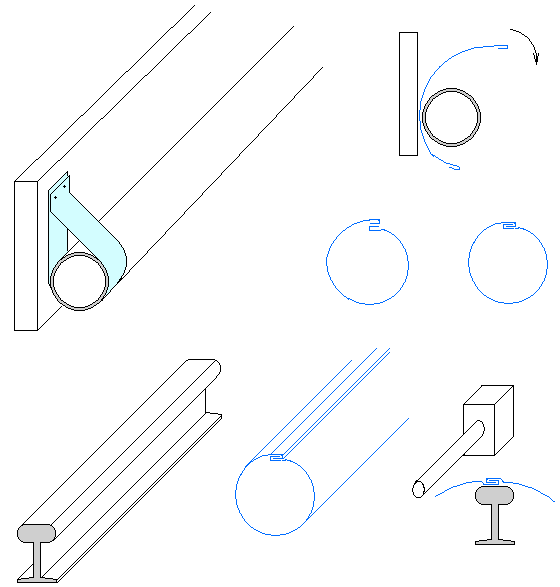


Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.
Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Видео:
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
Преимущества
С появлением большого количества заводской продукции для сборки дымоходов из оцинкованной стали потребность изготовлять трубы своими руками снизилась. Однако, самодельные трубы позволяют снизить затраты и подобрать идеальный диаметр. Кроме того, они используются для оборудования водостоков, поэтому умение делать трубы своими руками пригодится в быту. Металлические дымоходы по сравнению с другими обладают следующими преимуществами:
- Легкий вес. Каналы дымоудаления из самодельных оцинкованных труб весят гораздо меньше, чем кирпичные или керамические. Поэтому для установки этого вида дымоходов не нужно оборудовать фундамент, стоимость заливки которого превышает затраты на материал и монтажные работы.
- Пожарная безопасность. Согласно строительным нормам дымоходы из стали являются полностью безопасными в пожарном отношении. Металл высокого качества выдерживает нагревание до 900 градусов, поэтому подходит даже для твердотопливных печей и каминов.
- Низкая стоимость. Дымоходные трубы из стали являются самым демократичным способом организации дымоудаления, стоимость установки в разы ниже, чем устройство кирпичных и керамических аналогов.
- Простота сборки. Собирается дымоход из оцинкованной стали без труда своими руками согласно инструкции, за счет чего экономятся средства, затрачиваемые на наем профессиональных работников.

Виды сварных труб и их особенности
Прямошовные сварные трубы изготавливаются методом сварки одного стального листа встык, т.е. путем сворачивания листа (стальной ленты) и сварки его боковых кромок между собой. Шов в изделии данного вида расположен вдоль всей ее длины. При этом при изготовлении труб большого диаметра часто требуется наличие сразу двух швов на одном изделии, что обусловлено ограничениями в ширине имеющихся стальных листов.
Для производства спиралешовных труб применяется находящаяся в рулонах листовая сталь. Основным преимуществом данного вида трубопроката является возможность получения изделий диаметром вплоть до 2520 мм при использовании заготовок одинаковой ширины и одного и того же прокатного стана путем несложной переналадки угла спирали. Именно спиралешовная технология позволяет изготовить трубы, отношение диаметра которых к толщине стенки превышает 100.

Прямошовные сварные трубы изготавливаются путем сворачивания листа и сварки его боковых кромок.
Для изготовления спиралешовных изделий требуется менее сложное технологическое оборудование, чем для производства прямошовных, при этом точность изготовления остается на весьма высоком уровне. Еще одним преимуществом труб со спиральным швом является более простая ликвидация последствий при аварийном разрыве трубопровода: спиралевидная форма шва препятствует образованию продольной магистральной трещины – наиболее опасного вида разрушения трубопровода. Среди недостатков спиралешовных труб можно отметить увеличенную длину шва и связанный с этим дополнительный расход сварочных материалов.
Процесс работы
Начнем изготовление трубы из жести своими руками.
Весь процесс можно условно разделить на несколько основных этапов:
- Подготовка. Сюда включается разметка изделия и вырезание из куска жести отдельных заготовок.
- Формовка. На этой стадии происходит первоначальное формирование трубы круглого сечения.
- Соединение. Здесь необходимо окончательно сшить детали в готовое изделие.
Рассмотрим каждый из них более подробно.
Шаг 1. Подготовка
Сложная инструкция здесь не понадобится, все очень просто:
- лист размещается на ровном участке (верстаке или полу);
- от верхней кромки отмеряется отрезок, равный длине будущей трубы (отметки можно ставить маркером или специальным разметчиком);
- затем через отметку с помощью угольника проводится линия, перпендикулярная верхней кромке листа;
- на верхней кромке и прочерченной внизу линии отмеряется ширина заготовки, которая равна длине окружности трубы (причем к этому параметру необходимо добавить 15 мм для обустройства стыка);
- все отметки соединяются, после чего по получившимся линиям производится вырезание заготовки.
Шаг 2. Формовка
После получения заготовки, необходимо сформировать круглый профиль будущей трубы.
Здесь работа производится так:
- Размечается линия для фальцев. Его ширина – 0,5 см с одной стороны и 1 – с другой. Фальцы загибаются под углом в 90 градусов к плоскости листа жести. Для этого можно использовать стальной уголок и киянку.
Лист жести размещается на краю стола со смещением на нужную длину, затем ударами резинового молотка аккуратно загибается его край. В конце работы он должен плотно соприкасаться с нижней плоскостью уголка.
Работа должна производиться равномерно по всей длине заготовки. Для облегчения процедуры можно использовать плоскогубцы.
- Затем на сантиметровом фальце делается еще один загиб в форме буквы Г. Верхнюю часть (ее ширина должна быть 0,5 см) нужно сделать параллельной листу жести. Желательно заранее произвести разметку и для этого загиба.
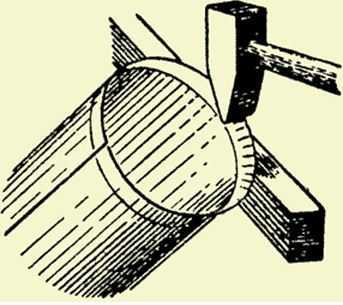
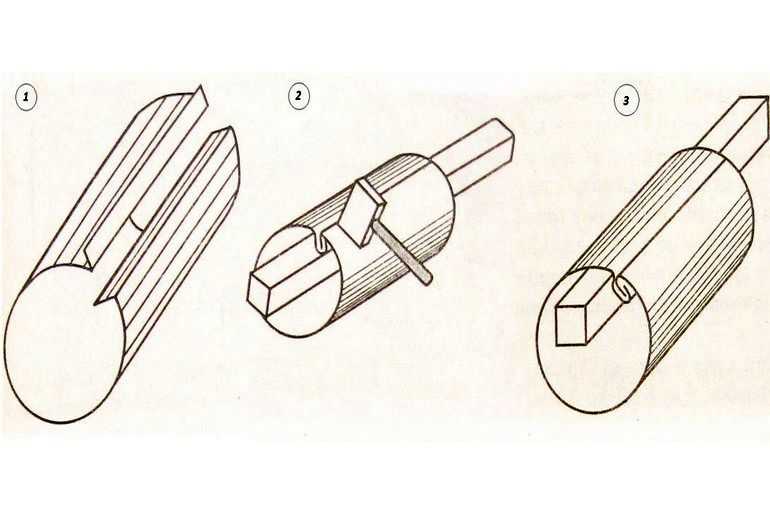
- По окончании работы с фальцами, переходим к работе над самой трубой. Для этого используется заранее припасенная круглая деталь. Расположив на ней лист жести, следует с помощью киянки придать ему округлую форму. Делать это нужно постепенно по всей длине листа до тех пор, пока согнутые края не встретятся.
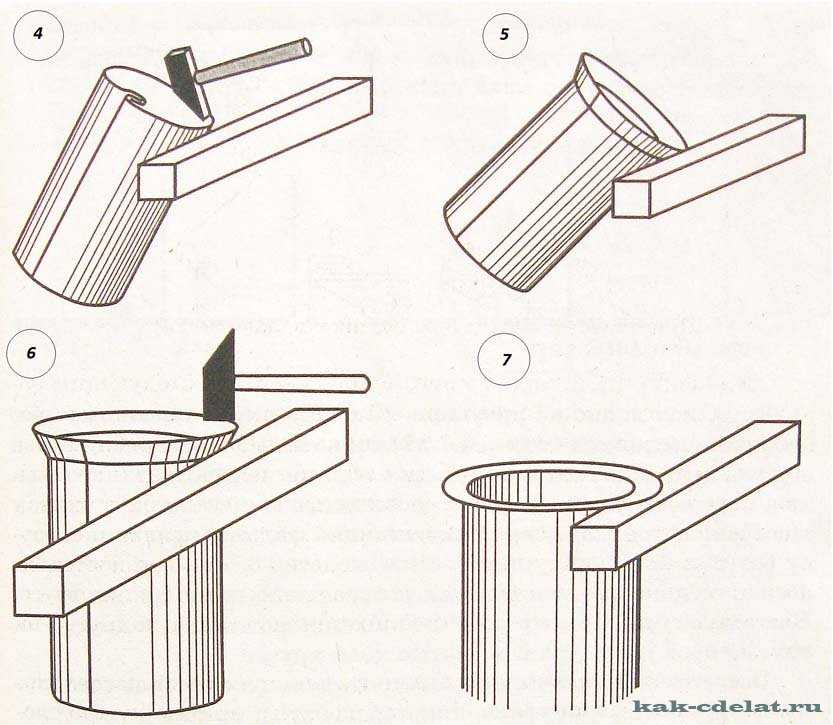
Шаг 3. Стыковка
Осталось только совместить края и закрепить шов. Для этого горизонтальный участок большего фальца загибается вниз, закрывая противоположную кромку. Затем торчащий шов пригибается к плоскости трубы с помощью киянки.
Трубы из оцинкованной стали — неотъемлемый элемент водосточной системы любого дома. Приобретение готовых водостоков — дело довольно затратное. Как можно самостоятельно изготовить водосточные трубы и тем самым ощутимо сэкономить денежные средства, рассказывается в этой статье.
Покупка готовых элементов водосточной системы — дело достаточно дорогое. Так, например, желоб водосточный из оцинкованного металла стоит порядка 100 руб./м, воронка водосточная — 160 руб./шт., труба диаметром 100 мм — 110 руб./м, колено для водосточной трубы — 110 руб./шт. Если подсчитать стоимость всех элементов, необходимых для оборудования водосточной системы для целого дома, то получится довольно внушительная сумма. Естественный вопрос, как сэкономить? Ответ прост — делать все элементы своими руками.
Давайте подсчитаем. Для водосточной трубы необходимо оцинкованное железо. Цена за лист 2500х1250 мм составляет 600 руб. Чтобы изготовить трубу диаметром 100 мм, необходима полоса металла шириной 340 мм — это, по сути, длина окружности диаметром 100 мм, плюс загибы. Из одного листа выходит 7 полос с такой шириной. Получаем: 600 / 7 = 85 руб.
за трубу длинной 1250 мм, или 68 руб./м — себестоимость одного метра оцинкованной трубы. Экономия больше 60%! На остальных элементах она будет еще больше.
Если приведенные расчеты вас убедили в необходимости научиться самостоятельному изготовлению оцинкованных труб и других элементов из листового металла, то давайте приступим к обучению. Начинать необходимо с самого простого — с труб. О том, как это делается, будет рассказано в этой статье.
Особенности работы с жестью: как согнуть лист железа и раскроить его
Чтобы создать изделия из жести своими руками, стоит ознакомиться с некоторыми нюансами работы с данным материалом. Рекомендации помогут облегчить монтаж и создать конструкцию в кратчайшие сроки.
- Придать листу жести необходимую форму позволит элемент соответствующей конфигурации. Сгибание выполняет постукивание с применением молотка.
- Чтобы сгиб был ровным, постукивания осуществляются близко друг от друга.
- Облегчить вырезание заготовки из стали поможет специальная петля из кожи. Данный элемент монтируется на ножницы и надевается на пальцы.
- После вырезания кромка обрабатывается стругом, который готовится их ножовочного материала.
- Изделия из жести иногда требуется разрезать. Это делается для придания фигурной формы изделию. Данную процедуру выполняют консервным ножом.
ПОСМОТРЕТЬ ВИДЕО
Жестяные работы отличаются простотой и их можно сделать самостоятельно. Умение изготовить подобную конструкцию пригодится в быту. Труба из жести изготавливается просто, главное знать определенные нюансы процесса.
Пошаговая инструкция по изготовлению оцинкованной трубы своими руками
Расчет размеров
Стандартный лист из оцинкованной жести имеет размеры 1000×2000мм, либо 1250×2500мм, хотя можно найти и другие раскрои.
Ширина заготовки рассчитывается по формуле:
Таким образом, для изготовления трубы диаметром 100мм понадобиться заготовка шириной
2×3.14×50мм = 314мм.
К полученной чистовой длине прибавляем загиб 15мм и получаем необходимую величину для раскроя -300мм.
Рис. 1. Выкройка листа для трубы диаметром 100мм.
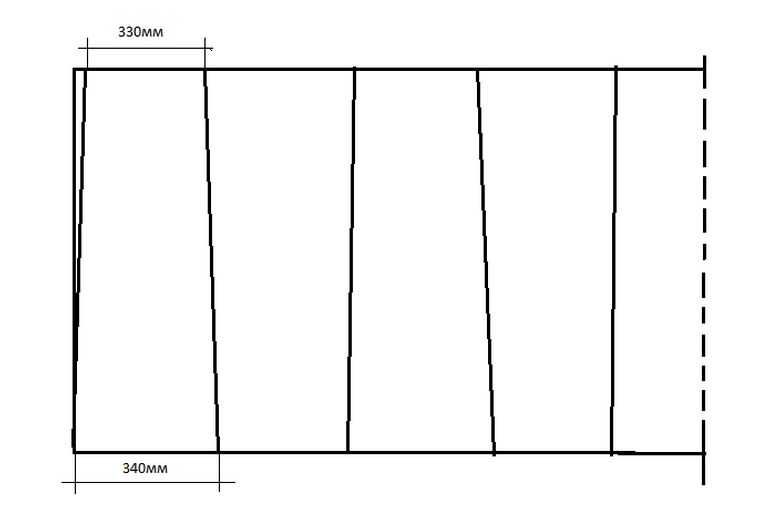
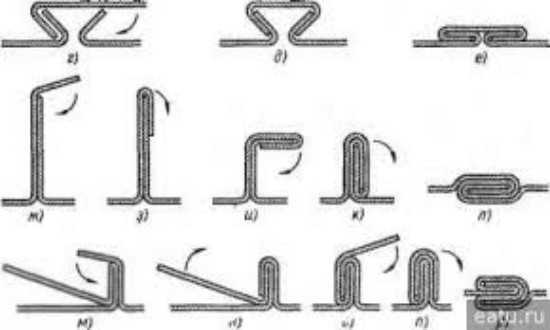
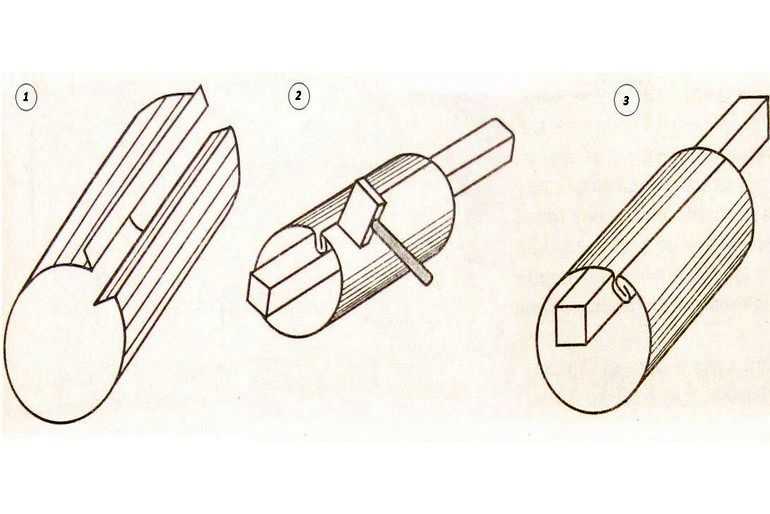
Схема формирования фальца выглядит следующим образом:
Выкраивание заготовки
После вычисления необходимых размеров выкраивается заготовка будущего изделия. Для этого:
Лист жести раскладывается на горизонтальной поверхности, наносится разметка ровными линиями, строго по размерам полуфабриката.
Для трубы диаметром 100мм по одному краю листа отмеряются друг за другом отрезки 340 и 330мм (см.рис.1). Такие же отрезки, но в противоположной последовательности размечаются на противоположной стороне. Все перпендикулярные линии следует проводить с помощью угольника.
Не забывайте прибавлять 15-20мм к ширине изделия на загиб!
Жесть режется на прямоугольники согласно чертежу.
Формирование профиля
Полученные прямоугольные заготовки необходимо «превратить» в трубу. Для этого сформируем ее профиль.

Этапы формирования профиля:
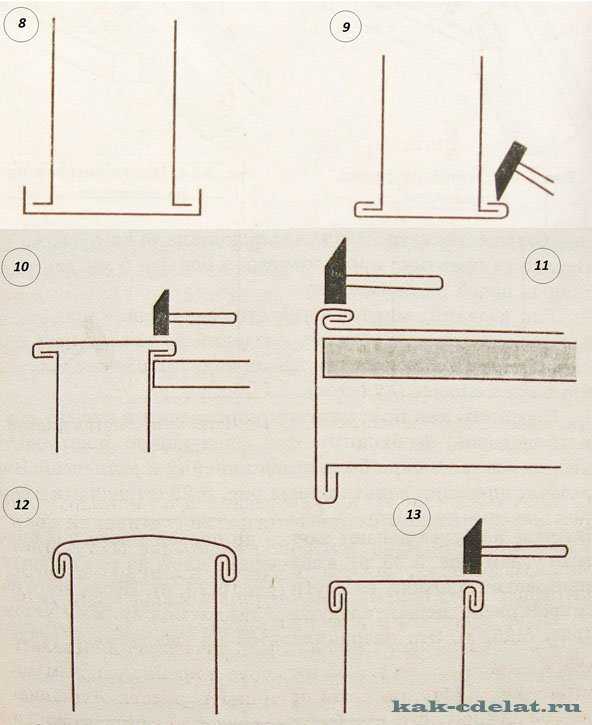
По всей длине заготовки, с отступом 5мм с одного края и 10мм – с другого, проводятся две линии. Эти линии – границы загиба фальцев.
Под фальцем или фальцевым замком в нашем случае подразумевается вид соединения краев трубы;
- Загибаем края по отмеченной линии, строго под углом 90 0 . Используем для этого металлический уголок, совмещая линию сгиба с ребром уголка. Начинаем плоскогубцами, продолжаем киянкой;
- Проходим молотком по всей длине, постепенно формируя будущий шов;
- На сгибе шириной 10мм делаем еще один загиб в форме буквы Г. Ширина верхней планки 5мм, расположение – строго параллельно заготовке;
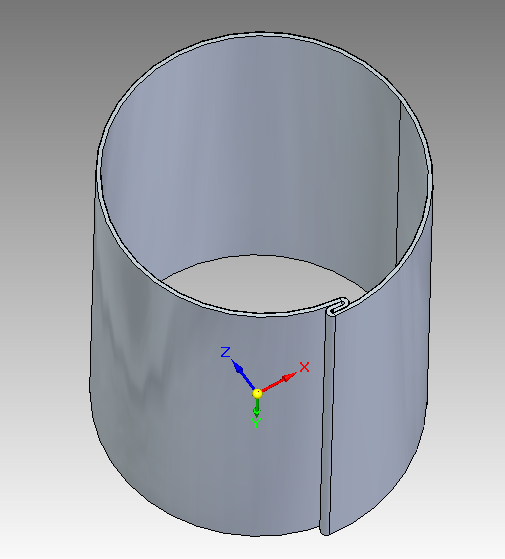
- После формирования фальцев переходим к корпусу трубы. Заготовку укладываем на пушку и с помощью молотка придаем листу круглую форму.
Обработка стыковочного шва
Финальный этап — обработка (обжим) стыковочного шва. Для этого следует верхнюю часть Г образного фальца загнуть вниз, оборачивая ей противоположный край. В результате получается складка из нескольких слоев металла, которую необходимо прижать к трубе по всей длине.
В заводских условиях дополнительную прочность шву придают специальными металлическими заклепками.
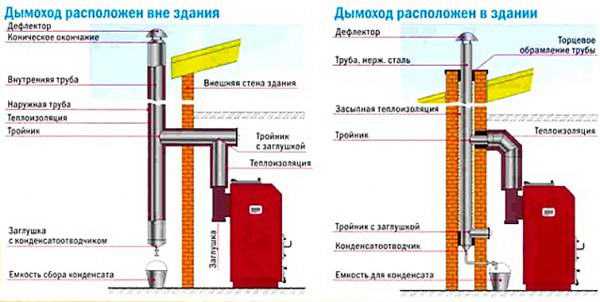
Технология создания дымохода своими руками
Самостоятельное изготовление ровного дымохода стандартного диаметра 11 см. Дымоход из оцинковки своими руками делается не так тяжело как кажется на первый взгляд.
Видео
Монтаж дымохода сэндвич своими руками: нюансы, советы
Для начала нужно взять лист металла и правильно его раскроить. Все процессы напоминают изготовление водосточного трубопровода, но в нашем случае сталь должна быть толще, также стоит позаботиться об утеплителе, чтобы исключить образование конденсата иначе помимо коррозии в зимнее время на дымоходе образуются еще и сосульки.
Для раскроя оцинкованного стального листа своими руками можно использовать такие доступные инструменты как: дисковый резак на станине, гильотину или сабельные ножницы.
Следующий этап – вальцевание и прокатка поверхности будущего изделия. Процесс проводится с использованием ручных вальцов или с электрически-механическим приводом.
Главное, чтобы размер обрабатываемой поверхности соответствовал тому, который нужен. Труба из оцинковки для печи своими руками изготавливается с листа длинной 125 или 200 см. Вальцы должны протянуть лист толщиной около миллиметра.
Желательно выбирать станок, в котором валы располагаются асимметрично, в этом случае даже кромка будущего дымохода будет прокатана как надо не оставляя плоских участков. Еще нужно учитывать минимальный диаметр проката. Стандартное изделие имеет размер сечения 10 см.
Видео
Следующий шаг – утепление, чтобы защитить от влаги, которая возникает из-за конденсата. После утепления на первую трубу одевается вторая, которая придерживает минеральную вату и придает дымоходу улучшенные технические характеристики. Диаметр второй – 11см. Таким образом, создаются сэндвич трубы из оцинковки для печи своими руками.





Обработка места соединения фальцев
Завершающий этап подразумевает обработку стыковочного шва, то есть его обжим. Для этого верхнюю часть Г-образного фальца загибают вниз, оборачивая край другого фальца. В результате должен получиться своеобразный сэндвич, расположенный перпендикулярно трубе. Чтобы получить стыковочный шов, необходимо прижать сэндвич к изделию.
Для большей надежности выполняют укрепление стыковочного шва с помощью заклепок. Однако сделанные своими руками трубы из жести с использованием такого способа стыковки не нуждаются в дополнительном укреплении.
Похожие материалы:
Типы гибки металлических изделий
Сгибание металла производится вручную и с применением автоматических устройств. В первом случае процесс будет достаточно трудозатратен, потребует использования пассатижей и молотка, в результате на эту процедуру уйдет немало времени.
Гораздо проще и качественнее будет механизация процесса с помощью станков и соответствующих приспособлений. Форму цилиндра изделию придают специальные вальцы. С их помощью создаются дымоходы, желоба, трубные изделия.
Развитие станкостроительного производства позволило достичь сгибания материала для изготовления самых сложных изделий. А быстрая замена рабочего инструмента позволяет максимально эффективно и ускоренно перенастроить станочное устройство.
Правила сборки
Чтобы правильно собрать дымоход из оцинкованной стали, нужно предварительно разметить схему размещения и прокладки трубы. По этому чертежу следует определить, сколько потребуется труб, и разрезать на участки необходимой длины. Сборку выполняют следующим образом:
Первым делом, дымоходную трубу подсоединяют к вводному патрубку отопительного прибора с помощью специального адаптера
Важно обеспечить полную герметичность соединительного шва.
После первого сегмента подсоединяется тройник с сборником конденсата и ревизией. Каждый отрезок трубы вставляется в предыдущий, а место стыка промазывается термостойким герметиком и фиксируется стальным хомутом.
В местах прохождения трубой препятствий в виде стен или перекрытий вырезают отверстия и монтируют огнестойкий короб из оцинкованной стали или асбестовых плит
Пространство между стенками трубы и короба обматывают базальтовым волокном или засыпают керамзитом.
Что понадобится для работы
После приобретения листа с необходимыми характеристиками, следует запастись нужным инвентарем.
- Ножницы по металлу. Выбирайте удобный инструмент для резки широкого листа металла;
- Молоток ручной отбойный (он же киянка) с резиновым или деревянным наконечником. Киянка должна быть твердой, тяжелой, но без острых краев;
- Стальная трубная заготовка для формовки тела трубы («пушка»). Длина ее — не менее 1 метра, диаметр — зависит от необходимого диаметра готового изделия;
- Линейка;
- Инструмент для разметки оцинковки (острый металлический стержень);
- Верстак. На углу стола-верстака должен располагаться металлический уголок, длиной не менее 1м. Он будут использоваться для загиба краев трубы, поэтому закреплен должен быть очень надежно;
- Плоскогубцы.
Необходимые инструменты
Перечень инструментов и приспособлений, необходимых для изготовления своими руками трубы для дымохода из оцинковки , обусловлен свойствами жести, в частности мягкостью и пластичностью. Обработка материала такого типа не требует приложения особых усилий, которые необходимы для работы с листовыми материалами.
Поэтому при производстве жестяных труб для дымохода необходим следующий набор инструментов:
- Ножницы для резки металла. Этот инструмент помогает без особого труда нарезать листовой материал на нужные куски, так как самая большая толщина жести достигает 0,7 мм.
- Молот с мягким бойком. Можно также воспользоваться деревянным молотком, киянкой, или стальным инструментом с мягкой резиновой накладкой. Однако последний вариант используют очень аккуратно или вообще не берут, так как он может стать причиной деформации тонкого листа жести и испортить всю работу.
- Плоскогубцы. С помощью этого инструмента решают вопрос, как согнуть трубу из жести, потому что это сталь, хотя и тонкая, следовательно, согнуть руками ее невозможно.
- Верстак. Это приспособление необходимо при резке материала и при нанесении разметки.
- Калибрующий элемент. Это может быть трубное изделие диаметром более 10 сантиметров, а также уголок, имеющий грани 7,5 сантиметров. Эти элементы необходимо хорошо закрепить, так как на их поверхности будет выполняться заклепывание стыковочного шва.
Помимо этих инструментов, следует приготовить линейку или рулетку и разметчик, представляющий собой стальной стержень с острой заточкой.
Первое простейшее изделие
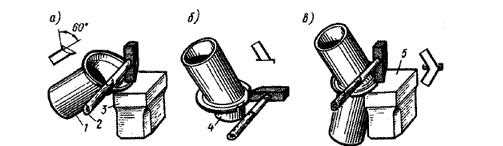
Для начала изготовим простейший кровельный элемент — конёк. Чтобы он впоследствии ровно и плотно лёг на крышу, сперва определите угол разворота, приложив на один из скатов длинную тонкую рейку.
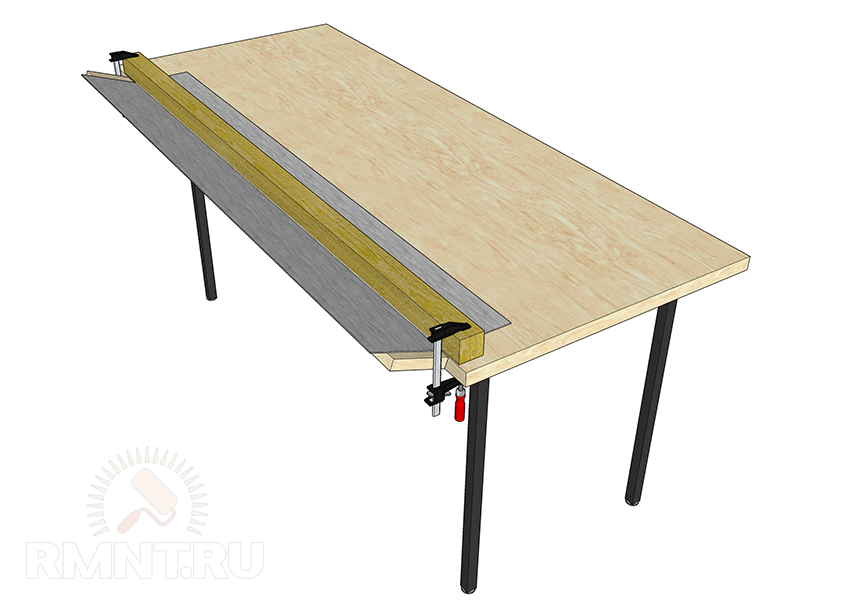
Ширина полок конька — от 15 до 30 см, соответственно, понадобится полоса вдвое большей ширины с припуском по 10 мм с каждой стороны. Этот край может иметь неровности с допуском 2–3 мм, так что ровный раскрой не нужен. Нанесите разметку из трёх продольных линий: центр конька и оба его края. Уложите полосу центром на край стола и прижмите бруском под двумя струбцинами по линии разметки.
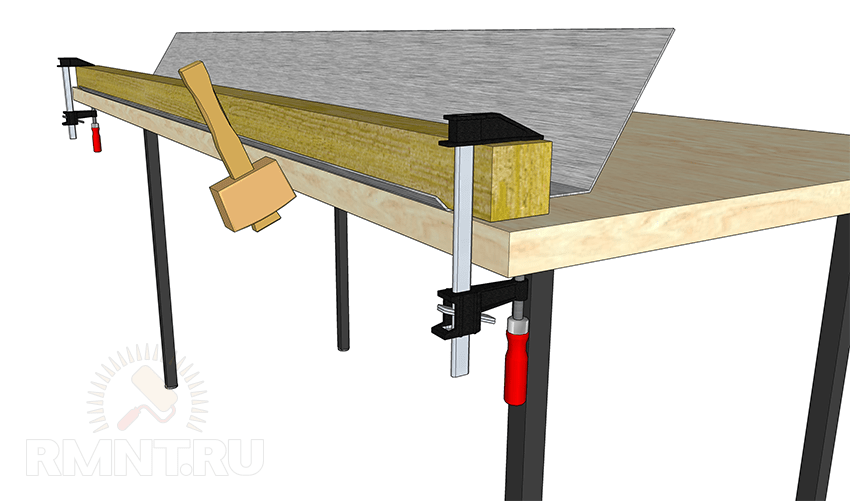
Снизу под выступающий край листа нужно подложить ровную доску и загнуть полку кверху, соблюдая отмеченный угол разворота ±10º. Теперь заготовку нужно отпустить и сместить назад, чтобы линия разметки края приходилась точно на грань бруска. Снова зажимаем заготовку и хорошо затягиваем струбцины, а затем проходим по кромке киянкой, заворачивая её перпендикулярно вверх.
Обработка кромок необходима для придания жёсткости профилю конька. Для их изготовления можно также использовать рейку-правило, прижатую через брусок: клиновидный торец планки позволит сделать дозагиб края больше, чем на 90º. После предварительного загиба обеих кромок их нужно уложить на деревянную шпалу и отбить киянкой, сплющивая загиб. Во множестве листогибов эта операция выполняется одним проходом каретки роликового кромкогиба.

Обрабатывая кромку вручную, идите от одного края к другому последовательно, а затем выровняйте визуальные неровности руками. Уже на этом этапе можно задуматься о частичной механизации и создании примитивного станка. Например, если гибочную планку изготовить из металла или твёрдого дерева и закрепить её на двухосевых шарнирах, обработка пойдёт не в пример быстрее и чётче.
