

Как паять трубы
Перед началом работ нужно подготовить коммуникации к воздействию. Сварка трубопроводов осуществляется на небольших отрезках канализационных систем, поэтому нужно обрезать трубу до определенного размера. Место среза зачищается, после чего там делается фаска. Эта операция поможет облегчить соединение ответвлений тепло- и холодоснабжения с фитингами.
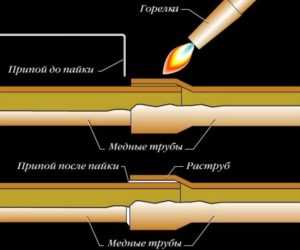
Фото — пошаговая инструкция
Для монтажа отожженных материалов понадобится использование так называемого труборасширителя. Этот инструмент необходим для установки на нестандартный диаметр фитингов. Существуют устройства разных диаметров, практически до 110 мм.
Пошаговая инструкция, как паять медные трубы оловом:
Согласно СНиП, всегда номинальный диаметр должен быть меньше фитинга;
Высокотемпературная обработка соединений начинается только после их зачистки. Фитинги и трубы нужно прочистить при помощи щетки и при необходимости затереть наждачной бумагой. В зависимости от хранения коммуникаций, рекомендует также их стыки обработать спиртом для обезжиривания;
Далее, на место, где будет проводиться запайка медных труб и монтироваться фитинги, которые будут установлены для соединения частей коммуникации, наносится тонким слоем флюс-паста;
Теперь включается горелка на нужную температуру. Припоем необходимо провести точно по краю соединений, а горелкой разогреть место стыковки фитинга. Для сварки водопроводных коммуникаций удобнее всего работать оловом, т. к. оно впитывается в металл и можно сэкономить время на разогреве соединений;
Паять труб нужно не более 20 секунд, т. к. максимальная температура горелки – свыше 1000 градусов. Будьте внимательны, в некоторых условиях требуется низкотемпературная сварка, поэтому желательно знать, какой у Вас тип труб;
После осуществляется сборка канализации
Очень важно сразу не включать воду в магистрали, иначе соединение не успеет остыть и покроется трещинами – это негативно повлияет на герметичность соединения. Среднее время остывания меди от 30 минут до двух часов.
Для сварки медных труб с небольшой разностью диаметров используется технология «капиллярная пайка». Она позволяет осуществить соединение паяльником отдельных коммуникаций при разнице между ними до 0,5 мм. В таком случае, спайка заполняет собой пространство между трубами. Это позволяет осуществить монтаж системы без шва. При методике используются твердые припои, которые обладают улучшенной защитной функцией.
Во многом успех пайки зависит от вида припоя, который используется. Наиболее часто медные трубы сваривают серебром, латунью и оловом, которые обладают высокими показателями текучести. Реже работы производятся с алюминием.
Вы можете сразу купить не только аппарат для пайки медных труб, но и набор расширителей и фитингов, которые понадобятся при разводке канализации без профессионального сантехника. Перед началом работ советуем пройти обучение технике, или хотя бы просмотреть видео.
Способы соединения
Для соединения элементов из меди применяют разные методы. Чтобы провести работу, нужно использовать дополнительные элементы, называемые фитингами. Они используются для пайки или опрессовки. Во втором варианте применяются изделия с резиновыми уплотнительными кольцами. Их закрепляют на двух концах деталей, обжимают с помощью клещей. Однако спаивание деталей считается более надёжным.
Выделяют два метода спаивания медных элементов:
- Низкотемпературный метод. При его проведении применяется мягкий припой. Низкотемпературную пайку применяют при изготовлении трубопроводов, через которые будет проходить поток воды до 110 градусов. Место соединения нагревается до 300 градусов, расходный материал расплавляется и скрепляет элементы трубопровода.
- Высокотемпературный метод. Этот способ не применяется при изготовления бытовых сетей. Он предназначен для создания трубопроводов, по которым будут передвигаться рабочие смеси под высоким давлением или с высокой температурой.
Как еще можно соединить элементы из меди
Достоинства и недостатки
Трубы из меди используются очень давно, но их качества на сегодняшний день ничуть не устарели. Медные изделия по факту являются одним из лучших вариантов для сборки отопления и при сравнении оказываются лучше аналогов по большинству параметров.
Перечень достоинств медных труб выглядит следующим образом:
- Отсутствие негативных примесей в составе. Медь – это самый безопасный материал, который не представляет никакой опасности для человеческого здоровья. По данному параметру медь превосходит даже самые современные полимерные изделия. Кроме того, медные трубы обладают еще и бактерицидными свойствами, что в некоторых ситуациях тоже оказывается важным.
- Длительный срок службы. Медные трубы для отопления являются самым долговечным материалом. При эксплуатации они не только не теряют свои свойства, но даже приобретают большую устойчивость к некоторым видам воздействий. Однажды установив медные трубы, можно забыть об их замене – они могут прослужить столько же, сколько простоит здание.
- Устойчивость к любым видам внешних воздействий. Трубы из меди не поддаются коррозии и легко переносят ультрафиолетовые лучи. Рабочая температура для подобных изделий варьируется в пределах от -200 до +500 градусов, чего более чем хватает для работы в условиях отопительных систем.
- Хорошие декоративные качества. Медь имеет довольно приятные визуальные характеристики, поэтому ее без проблем можно использовать для открытой прокладки отопительных магистралей, не переживая за интерьер помещения, в котором они установлены.
- Высокая теплопроводность. Медные изделия хорошо проводят тепло, за счет чего повышается теплоотдача всей отопительной системы и ускоряется прогрев помещений. В свою очередь, повышенная эффективность позволяет ощутимо снизить затраты на отопление.
Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовительный период, включающий в себя приобретение необходимых приспособлений, материалов, средств индивидуальной защиты, и сама процедура паяния.
Существуют два способа припаять медь к меди: высоко- и низкотемпературный. Первый предполагает нагрев металла до 900°C, применяется для трубопроводов с большим давлением или температурной нагрузкой.Для высокотемпературной пайки используются предназначенные для этого материалы: твердый припой в виде стержней(температура плавления такого припоя около 900°C) и твердоплавкий флюс.
Для того чтобы паять медь низкотемпературным методом, достаточно нагрева металла до 600°C (чаще 300–380°C), что достижимо в бытовых условиях. Для процедуры используют мягкий припой для пайки меди и латуни в виде проволоки или прута сечением до 3 мм и более плавкий флюс. Припой представляет собой сплав олова, которого более 97%, с другими металлами: медью, селеном, серебром, сурьмой.
Для чего нужен флюс.Правильно паять медные трубы можно только с флюсом – специальным пастообразным составом (с хлоридом цинка), который наносится на поверхность соединяемых участков трубы широкой полосой. Он выполняет несколько функций:
- предотвращает процесс окисления металла, удаляя кислород;
- улучшает сцепление припоя с медью;
- является индикатором достаточного нагрева металла, сигнализирует, когда следует поднести припой и спаять медь;
- способствует равномерному растеканию припоя по стыку.
Техника безопасности. При всей простоте процесса, паять медные трубы нужно с соблюдением правил безопасности. Опасность ожогов несет не только само пламя горелки, но и нагретый металл. Медь хорошо проводит тепло, поэтому в процессе работы сильно нагревается не только участок, на который кладут припой и проводят сварку, но и вся труба, а остывает она медленно. Если требуется спаять медные трубки, которые еще не встроены в систему трубопровода, то подготовка включает размещение их на невозгораемых опорах, где они смогут остывать долгое время. Прежде чем трогать спаянный металл с места, следует дождаться полного остывания.
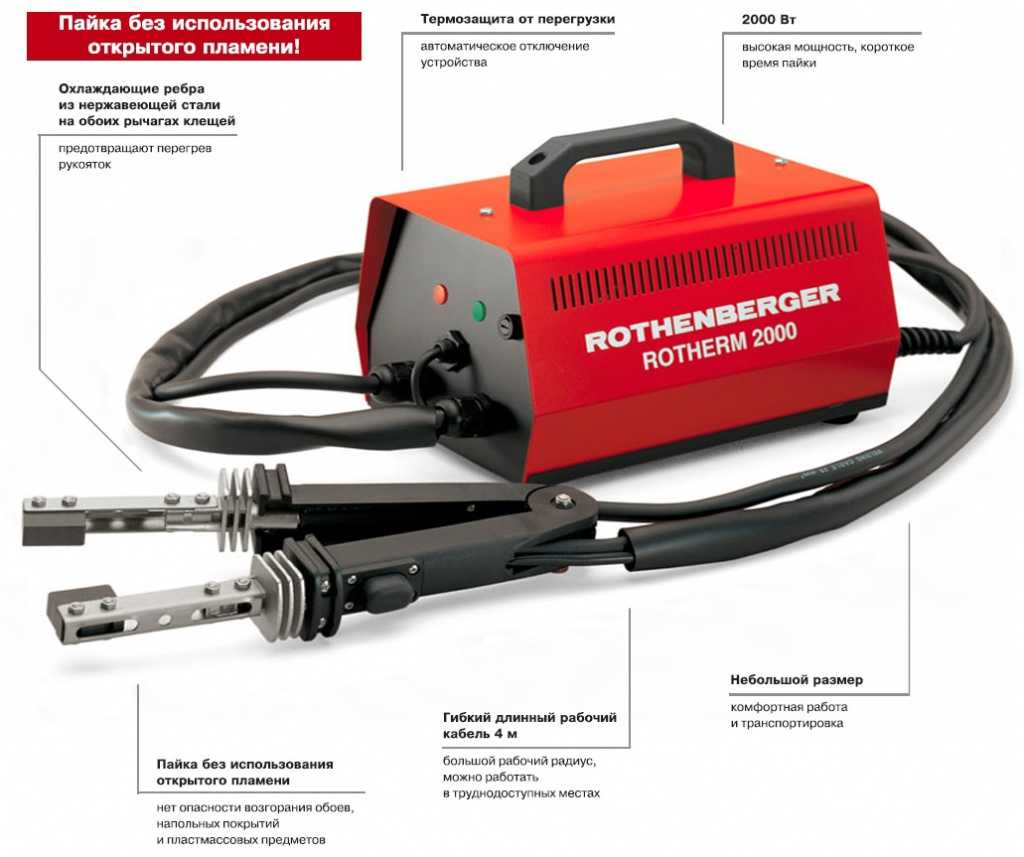
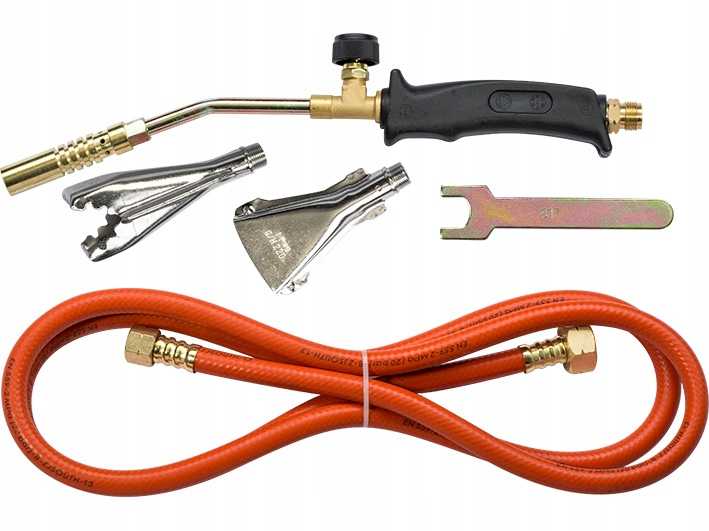
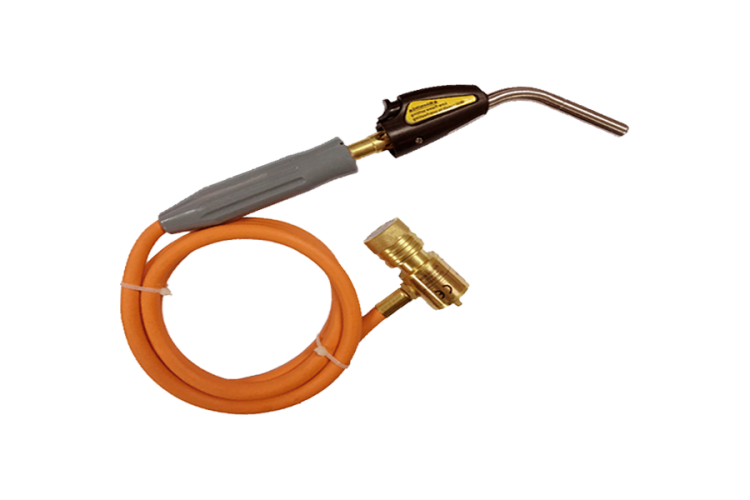
Непосредственную опасность представляет открытое пламя горелки, поэтому приобретать нужно такой инструмент, с которым удобно работать: желательно с подвижным соплом на длинном шланге
Особенности пайки меди флюсом
Во многих западноевропейских государствах давно используются медные трубы, в качестве основных компонентов системы водоснабжения и отопления. Повреждения медной трубы, это неприятная мелочь, но флюс для пайки медных проводов поможет избавиться от основной причины неисправности. Попробуем разобраться, какие виды флюса имеются на практике:
- К первой и основной категории группы флюс для пайки меди можно отнести те компоненты, которые отлично справляются с проявление коррозийности. К этой группе относятся все компоненты, которые растворяются жидкость, а также в фосфоре. В результате образуется целое вещество, которое в конечном итоге предусматривает исключение из правил проведение очистки поверхности изделия после проведения процесса пайки. В большинстве случаев, этот флюс для пайки меди является менее затратным и наиболее выгодным вариантом.
- Вторая группа компонентов флюсов для пайки медных труб представлена как вещество, где в составе используется салициловая кислота, растворяемая в органических соединениях. Кроме этого, к этой группе можно отнести вещества и материалы, которые являются компонентами или производными от вазелина, спирта и даже золотого материала. Используя этот вид флюса для пайки меди своими руками, мы сможем добиться идеального показателя состояния швов, а также чистоту и аккуратный вид обрабатываемой поверхности.
- Третья и, пожалуй, самая популярная группа имеет в своем составе канифоль или борную кислоту натриевой соли. Последний химический компонент начинает подвергаться плавлению, начиная от температуры +70 С. В данном случае, что канифоль, что борная кислота не предоставляют конкретной угрозы для жизни и здоровья человека.
Норма — расход — припой — большая энциклопедия нефти и газа, статья, страница 1
Норма расхода припоя ПОС-40 при изготовлении манжеты учитывает облудку манжеты, припайку наконечника к перемычке и перемычки к манжете.
Норму расхода припоя на лужение и пайку деталей, отличных от нормального исполнения, определяют в каждом отдельном случае.
Норму расхода припоя на лужение и пайку деталей, отличных от нормального исполнения, нужно определять в каждом отдельном случае.
Норму расхода припоя на лужение и пайку деталей, отличных от нормального исполнения, определяют в каждом отдельном случае.
В целом норма расхода припоя на пайку узла определяется как сумма норм расхода на соединительный слой и на образование мениска.
При определении нормы расхода припоев для пайки учитываются: а) вес припоя в соединительном слое; б) веса расплыва и мениска; в) непроизводительные потери припоя на угар и сплески.
Установленные расчетом нормы расхода припоев должны быть подтверждены опытно-производственной или опытно-лабораторной проверкой с оформлением соответствующего акта. При расчете норм расхода припоев расход их на детали ( узлы) определяется по номинальным размерам, предусмотренным в чертежах, а при наличии только минусовых отклонений — по среднему минусовому допуску.









Полученные опытным путем нормы расхода припоев после повторных проверок и корректировки принимаются в качестве расчетных норм.
Если невозможно определить площадь пайки или если пайка не ведется путем укладывания материала припоя в месте спайки деталей, зес припоя, нанесенного на детали, определяется балансом металла, установленным в результате взвешивания партии деталей до и после тайки. Норма расхода припоя на деталь ( узел) определяется как раз -: ица в весе, деленная на количество деталей ( узлов), подвергнутых: айке.
Если невозможно определить площадь пайки или если пайка не ведется путем укладывания материала припоя в месте спайки деталей, вес припоя, нанесенного на детали, определяется балансом металла, установленным в результате взвешивания партии деталей до и после пайки. Норма расхода припоя на деталь ( узел) определяется как раз-ница в весе, деленная на количество деталей ( узлов), подвергнутых пайке.
В табл. 8 приведены показатели удельного расхода материалов при пайке и лужении горячим способом элементов электрорадиоаппаратуры. Норму расхода припоя на лужение устанавливают расчетным методом в том случае, если площадь поверхности, подвергаемой обработке, может быть определена практически, в остальных случаях — определяется взвешиванием партии деталей до и после пайки ( лужения) с учетом возможного увеличения массы деталей за счет остатков флюса.
Установленные расчетом нормы расхода припоев должны быть подтверждены опытно-производственной или опытно-лабораторной проверкой с оформлением соответствующего акта. При расчете норм расхода припоев расход их на детали ( узлы) определяется по номинальным размерам, предусмотренным в чертежах, а при наличии только минусовых отклонений — по среднему минусовому допуску.
Для прессования таблеток используют автоматический пресс ударного типа с автоматической подачей порошковой смеси в матрицу. Размеры таблеток: диаметр 10 и 12 5 мм, толщина 2 мм; вес таблеток 0 8 — 1 25 г. Норма расхода таблетизированного припоя 0 5 г на 1 см2 паяемой поверхности.
Прилагаемые таблицы удельных норм расхода припоев рассчитаны с учетом неизбежных потерь в процессе пайки. Удельные нормы расхода флюсов установлены опытно-производственным методом. Нормы расхода припоев приведены для ручной пайки с учетом расхода на соединительный слой, галтели ( мениск), расплавы, угар и выплески. Данные таблиц относятся к наиболее распространенным паяным соединениям в конструкциях и при электромонтаже.
Страницы:
1
2
Технология пайки медных труб
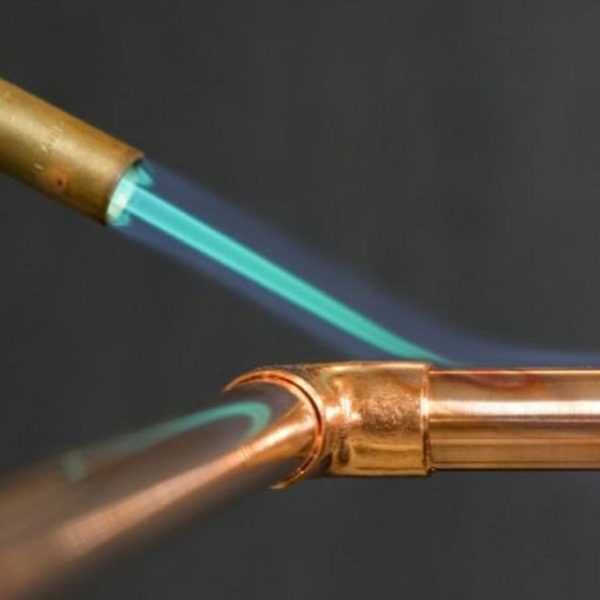
Принцип соединения труб с помощью припоя основан на капиллярном эффекте. Расплавленный припой, под действием сил поверхностного натяжения, проникает в узкий зазор между трубами. После застывания мы получаем монолитное и герметичное соединение.
Полезная информация: Паяные соединения ремонтопригодны. При возникновении свища или иного повреждения стыка, место пайки медной трубы можно нагреть и рассоединить. Затем почистить, провести повторную обработку и спаять заново.
Рассмотрим методику пайки медных труб поэтапно

Как мы уже отмечали, есть два способа пайки: высокотемпературный и низкотемпературный. Мы рассмотрим их отдельно, а подготовительные процедуры едины для обоих способов.
Отрезаем трубу необходимой длины (при добавлении к стационарному отрезку), и обрабатываем край трубопровода, который будем удлинять. Обрезку производим труборезом
Обрабатываем края среза фаскоснимателем. Если труборез качественный – такая работа не потребуется
Расширяем край одной из труб экспандером, или примеряем фитинг
Затыкаем отверстие (чтобы опилки не попали внутрь трубы) и производим обработку поверхности спайки мелкой наждачной бумагой
Наносим флюс на место спайки. Это лучше всего делать кистью. Нет необходимости мазать толстый слой
Лишний флюс будет выдавлен температурой, и превратится в шлак, который придется удалятьВажно! Флюс наносится только на одну трубу, которая меньше диаметром.
Немедленно после нанесения флюса, надо соединить трубы и несколько раз провернуть их, для равномерного распределения флюса по обеим поверхностям. Это предотвратит попадание посторонних предметов в точку спайки
Затем производится соединение одним из выбранных способов.
Низкотемпературная пайка медных трубок газовой горелкой: 250° – 300°С

Нагрев происходит относительно долго, припой подносится к зазору и плавится от температуры нагретой трубы
Важно хорошо прогреть стык, чтобы теплопроводность припоя не создавала эффект точечного охлаждения. Применяется паяльник, строительный фен или бытовая газовая горелка (пропан-бутан)
При правильной организации работ, припой всасывается в зазор, равномерно заполняя его. После остывания, соединение окружено слоем застывшего расплава.
Высокотемпературная пайка: более 650°С
Фен или паяльник не подходят. Горелка для пайки медных труб твердым припоем работает на газовой смеси ацителен-кислород или пропан-кислород. Особенность пайки при высокой температуре в том, что нагревается и припой (предварительно), и место соединения. При этом припой должен моментально расплавиться и заполнить стык при первом касании.
Остывание происходит при естественной температуре окружающего воздуха. Даже если у вас мало времени – нельзя ускорять процесс обливанием водой. В противном случае, появятся микротрещины, и стык не будет герметичным.





Протираем стык от остатков флюса – работа окончена. После очистки внимательно осматриваем соединение на предмет видимых дефектов. Как видите, ничего сложного. При должной сноровке, с такой задачей может справиться даже новичок.
Пайка медных труб или как спаять котел из меди за три часа, смотрите на этом видео:
Как паять медные трубы
 Высокотемпературную пайку трубок проводят при температурах 650 °C -750°С, низкотемпературную — при 210 °C -240°С.
Высокотемпературную пайку трубок проводят при температурах 650 °C -750°С, низкотемпературную — при 210 °C -240°С.
Пайка труб из меди не так сложна в исполнении. Процесс должен осуществляться при хорошей вентиляции помещения. Работу рекомендуют проводить в защитной одежде и перчатках. Чтобы выполнить качественное соединение всех деталей, надо придерживаться следующего алгоритма действий:
- Медную трубку разрезают инструментом на необходимое число кусков. Труборез располагают перпендикулярно к оси трубы, тогда рез получится максимально ровный.
- Затем металлические отрезки зачищают металлической щёткой, а торцы избавляют от заусениц и металлической пыли специальным ёршиком. Наждачная бумага в этом случае не подойдёт, поскольку от неё остаётся медный песок на поверхности металла, который понижает качество сцепления припоя с трубой.
- Диаметр края одного из отрезков трубы увеличивают с помощью труборасширителя. Затем в такой отрезок из меди сможет легко войти труба с обычным типоразмером.
- Расширенный торец трубы тоже зачищают металлической щёткой.
- На торец трубы наименьшего сечения равномерно наносят флюс для пайки медных труб. Проделывать процедуру следует аккуратно, иначе избыток средства может попасть в трубу и образовать в ней застывшие капли, из-за которых в последующем будет явно слышно движение воды.
- Обработанные концы трубок вставляют друг в друга. При этом удаляются остатки флюса с помощью влажной тряпочки.
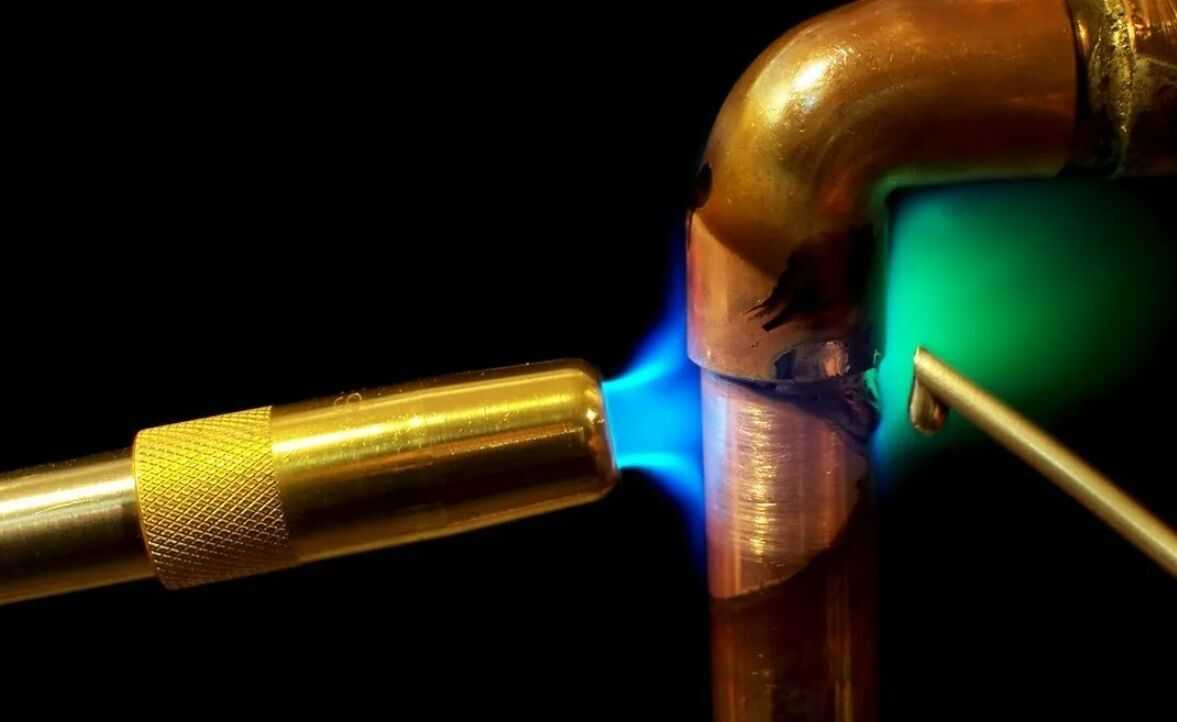
- Место соединения прогревают горелкой. Когда флюс на одной из трубок приобретёт серебристый оттенок, нагрев металла прекращают.
- К месту соединения подносят припой, который плавится из-за высокой температуры и заполняет полость стыка. Когда область шва будет полностью заполнена припоем, процесс пайки останавливают.
Место соединения оставляют остывать, его следует оградить от любых типов механических повреждений. Когда шов остынет, его протирают влажной тряпочкой, удаляя оставшийся флюс и припой. Если проигнорировать остатки флюса на поверхности труб из меди, то в будущем это приведёт к коррозии в соединении.
Твёрдая пайка медных соединений
 Для спайки твёрдых медных установок рекомендуется использовать медно — фосфорное связующее с добавлением серебра, что улучшает пластические свойства припоя. Рекомендуется использовать серебряные связующие вещества Ag — Cu — Zn или Ag — Cu — Zn — Sn. Экономичным является использование оловянно — фосфорных припоев из-за относительно низкой цены по сравнению с серебряными припоями. Дополнительным преимуществом этих припоев является исключение необходимости использования флюса, поскольку фосфор обеспечивает восстановление оксидов меди, покрывающих паяный металл.
Для спайки твёрдых медных установок рекомендуется использовать медно — фосфорное связующее с добавлением серебра, что улучшает пластические свойства припоя. Рекомендуется использовать серебряные связующие вещества Ag — Cu — Zn или Ag — Cu — Zn — Sn. Экономичным является использование оловянно — фосфорных припоев из-за относительно низкой цены по сравнению с серебряными припоями. Дополнительным преимуществом этих припоев является исключение необходимости использования флюса, поскольку фосфор обеспечивает восстановление оксидов меди, покрывающих паяный металл.
В других случаях поток флюса с соответствующей активностью следует использовать при температуре пайки, в зависимости от температуры плавления припоя. Флюсы для пайки могут быть в форме пасты, порошка, суспензии. На рынке также имеется флюс, содержащий пайку, или в виде покрытия или в сердечнике припоя. Тогда нет необходимости применять дополнительный поток к паяным поверхностям.
Прочность припаянных медно — фосфорных припоев составляет около 120 МПа, а серебряные припои около 170 МПа, поэтому она в несколько раз превышает прочность соединений, изготовленных с использованием оловянных припоев, о температуре плавления которых можно узнать здесь.
Рекомендации опытных мастеров
Каждый этап пайки сопровождается соблюдением ряда правил, мелких, но важных нюансов. Их соблюдение напрямую влияет на результат работы.
Галерея изображений
Фото из
Чтобы не пораниться и не получить ожог, работать рекомендуется в защитной одежде: обязательно использовать перчатки, плотную куртку и штаны, во время пайки – очки или маску
Не советуют для такого серьезного мероприятия, как устройство трубопровода, применять подручные приспособления – ножи, пилки, молотки. Лучше пользоваться профессиональным инструментом
На сборку большого трубопровода уходит много времени. Чтобы сократить процесс подготовки деталей к пайке, используют электроинструмент – например, шуруповерт
Заранее запаситесь большим количеством салфеток, тряпок или ветоши – технология пайки требует удаления лишней пасты, да и работать с чистыми деталями намного приятнее
При использовании тисков помните, что медь относится к мягким металлам и легко деформируется при сильном механическом давлении. Зажимая трубу, не закручивайте тиски изо всех сил
Отрегулируйте температуру горения так, чтобы не было перегрева. В то же время нужно следить за достаточным нагревом, иначе припой просто не расплавится
Применяйте специальный припой для капиллярной пайки. Он отличается тем, что нагревается от раскаленных медных деталей, не требует дополнительного нагрева, быстро растекается по зоне, заполненной пастой
После того, как металл окончательно остынет, необходимо проверить прочность соединения – попытаться потянуть детали в стороны, покрутить их. Если пайка выполнена верно, элементы вручную не разъединить
Перчатки и очки – соблюдение техники безопасности
Специальный инструмент для качественной пайки
Электроинструмент для увеличения скорости
Тряпки и ветошь для обтирки
Тиски в качестве держателя трубы
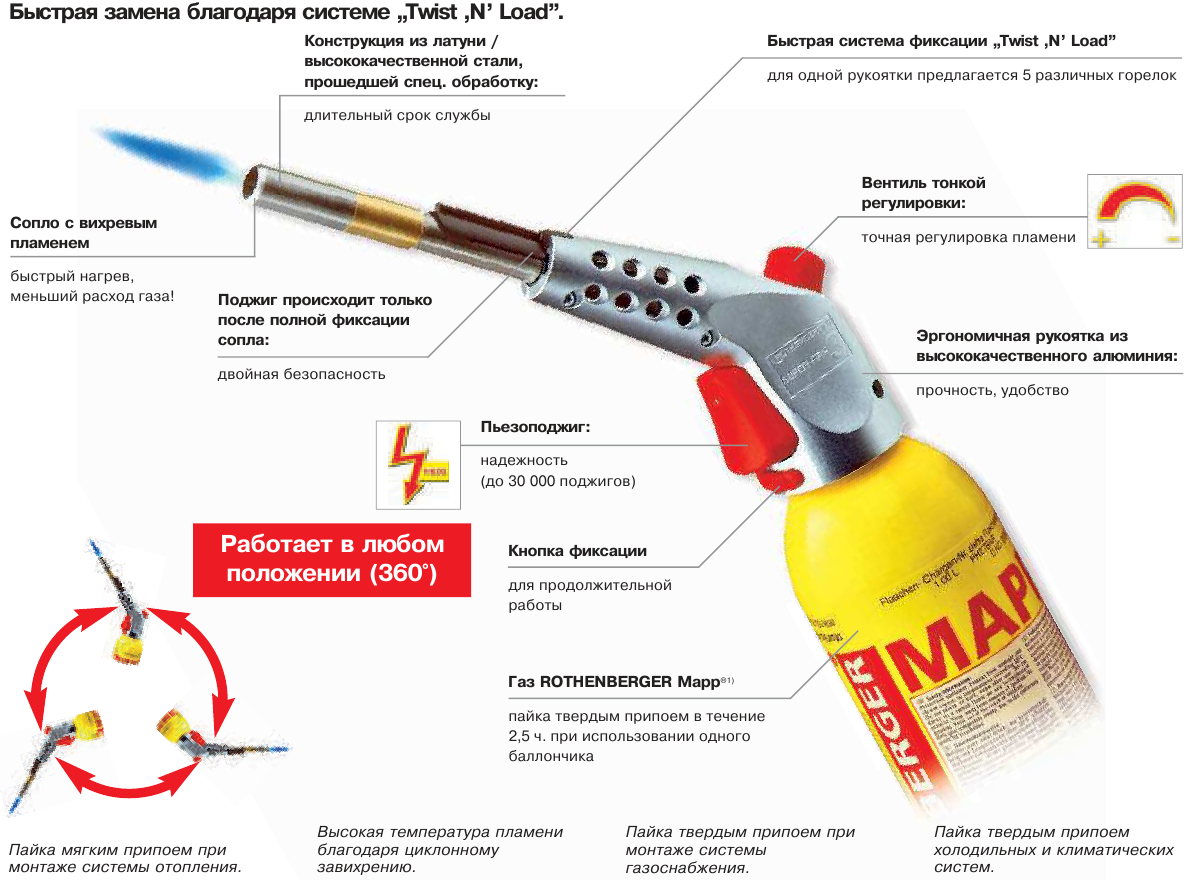
Газовая горелка с регулировкой
Припой для низкотемпературной пайки
Прочный шов в конце процесса пайки
Следите, чтобы в процессе пайки фитинг или труба не были под нагрузкой – так расплавленный припой будет растекаться более равномерно.
После выполнения всех работ по устройству водоснабжения или отопления из медных труб обязательно удалите остатки флюса с труб, чтобы медь не начала разрушаться, а также сразу очистите одежду и рабочий инструмент.









