
Монтаж враструб
Нужно отметить, что в отечественных документах Вы не найдете никаких стандартов для проведения растубной пайки. Она описывается только в европейских стандартах DVS 2207-15. Пошаговая инструкция, как провести сварку труб ПНД муфтами:
Перед началом работы потребуется подготовить коммуникацию. Для этого наружная поверхность очищается от различных загрязнений: пыли, жира. Это можно сделать влажной тряпкой и спиртовым раствором или специальной смесью. Она продается в сантехнических магазинах;
После приводится в порядок место стыка. От гладкости среза зависит плотность крепления. Следует пройтись по торцу трубы наждачной бумагой или зачистить её при помощи смятой газеты
После стык труб ПНД подрезается для образования фаски 1 мм на 45 градусов, это очень важно для плотного крепления;Фото — стыковка
Далее, нужно отводы установить в муфту
Она разделяется на две половины: первая надевается на трубу (это дорн), а во вторую вставляется второй отрезок (это гильза)
Нужно отметить, что надевание муфты нужно начинать только после нагрева инструмента;Фото — соединение
Предварительно прогретая насадка максимально быстро вдевается на коммуникацию, после чего в неё вставляется второй отвод;
Продвигать отрезки нужно очень осторожно, но быстро, иначе можно перегреть полиэтилен. Если все делается правильно, то из-под муфты начнет выходить жидкая пластмасса.
После окончания нагрева и сварки нужно снять муфту и зафиксировать трубы на твердой поверхности.
Фланцами работать еще проще. Они представляют собой резьбовые соединения для установки. Соответственно, на одном конце коммуникации вырезается резьба, в которую вкручивается элемент, а уже на него надевается труба. Место стыка прогревается феном или муфтой.
Фото — фланец пнд
Электромуфтовая сварка

Электромуфтовая сварка
Особый вид муфтовой сварки, который заключается в применении особого оборудования. Такое соединение помогает добиться высокой прочности и долговечности готовой конструкции. Способ реализуется с помощью электромуфт, у которых внутри уже расположены нагревательные элементы.
Могут использоваться фитинги с нагревательными элементами во внутренней части. Спирали разогревают материал, делая его пластичным. Затем две детали стыкуются между собой и обеспечивается надежное монолитное соединение.
Инструменты для подобной сварки гораздо более дорогие, однако и функционально намного лучше. Использование электромуфт гарантирует отсутствие кольцевых валиков во внутренней части и обеспечит хорошее прохождение воды. Еще одно преимущество заключается в том, что такой способ не требует непосредственного применения сварочного оборудования. Это помогает производить работы в стесненных условиях.
Порядок проведения электромуфтовой сварки:
- Соединяемые части разрезаются в нужных местах.
- Торцы изделий, а также электромуфта очищаются от загрязнений.
- На поверхности оставляют соответствующие метки, которые должны будут помочь определить глубину вставки муфты.
- При помощи проводов электромуфта соединяется со сварочным оборудованием.
- На приборе мастер нажимает кнопку начала сварки, которая запустит нагрев элементов.
- Как только процесс завершится. Прибор самостоятельно выключит нагрев.
- Примерно через час соединение полностью остынет и его можно пускать в эксплуатацию.

Пробки на торцах
Торцы неиспользуемых труб перед началом сварки лучше всего прикрыть специальными пробками, чтобы избежать охлаждения.
Во время сварки важно удерживать части в жестком положении. Это можно делать с помощью особых держателей или подставок
Итоговый сварной шов не должен быть толще, чем 0.5 толщины стенки.
Раструбная технология
Пайка ПНД-труб может осуществляться несколькими способами. Ничего особо сложного в этих процессах нет, но сварщик должен определиться с тем, какой метод ему больше всего подходит.
Существует раструбная технология соединения. Ее еще иногда называют «муфтовой». Ее суть заключается в соединении элементов с помощью специальных устройств – фитингов. Кроме них, для работы понадобится оборудование, а именно сварочный аппарат. Можно выбрать ручную модель для изделий небольших размеров (до 50 мм) или механическую для полиэтиленовых труб большого диаметра (от 40 мм и больше).
Также нужно не забыть приготовить для работы адаптеры или сварочные насадки и различные инструменты для резки изделий.
При осуществлении такой сварки нужно соединить внешнюю часть трубы с внутренней стороной фитинга. Обе эти поверхности нагреваются сварочной насадкой: гильзой греется труба, а дорном – фитинг.
Аппарат для сварки полиэтиленовых труб стоит достаточно дорого
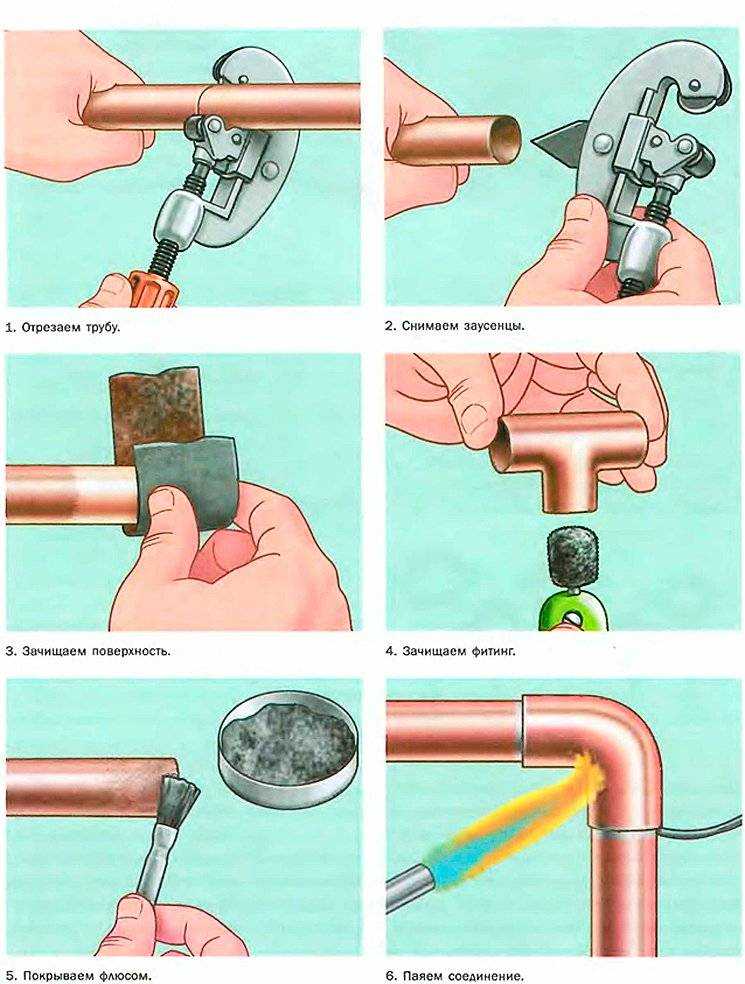
Непосредственно процесс раструбной сварки выглядит так:
- Сварочный аппарат нагревается до необходимой температуры;
- Фитинг максимально натягивается на дорн, и одновременно с этим на гильзу до упора надевается конец трубы (все это нужно делать очень быстро);
- Из-за разницы в размерах деталей появляется лишний слой, который, нагреваясь, оплавляется и вылезает наружу в виде небольшого валика, именуемого гратом;
- Грат уменьшает диаметр труб и тем самым позволяет им войти в сварочную насадку и совместиться дорну с фитингом;
- Все детали должны двигаться в нагревающую насадку до упора, и по достижении этого момента следует прекратить любое давление на них;
- Далее все фрагменты удерживаются в этом положении на протяжении нужного времени;
- После окончания времени фитинг снимается, труба вынимается из насадки и эти детали максимально совмещаются;
- После того, как остынет спаянный фрагмент, в другой край фитинга нужно вварить второе изделие.
Рекомендации специалистов
Спаивание труб обязано производиться в помещении с плюсовой температурой: чем холодней воздух, тем дольше необходимо прогревать детали
Для прочного и герметичного соединения необходимо обратить внимание на такие рекомендации:
- Оборудование для бытового применения используется для работы с трубами сечением до 35 мм, в других случаях нужно использовать профессиональный паяльный аппарат.
- Мощность инструмента для домашних условий обязана составлять 1500 Вт.
- Не нужно сильно прижимать детали друг с другом. Поскольку расплавленный материал вдавится внутрь и уменьшит проходное отверстие фитинга, это, в свою очередь, снизит рабочие характеристики системы.
- Прежде чем начать пайку, необходимо прогреть устройство не меньше 15 минут.
- После любой операции по спаиванию нужно чистить насадки от следов пластика. Это не допустит образования нагара, а также порчу деталей, которые необходимо соединить. Чистку насадок необходимо производить с помощью деревянной палочки. Запрещается применять металлические предметы, поскольку царапины испортят насадку, а пластиковые трубы будут к ней постоянно прилипать.
- Запрещается оставлять зазоры между внутренней частью фитинга и краем трубы. Такая спайка под давлением создаст протечку.
Решая в первый раз выполнить работы своими руками, лучше всего приобрести материал с определенным запасом. Зная лишь теоретически, как правильно можно спаять трубы, прежде чем приступать к монтажу, нужно потренироваться. Если опыт вышел не совсем удачным, то лучше доверить установку трубопровода в доме специалистам.
Стыковая сварка изделий из ПНД
Стыковая сварка труб ПНД требует использования сварочного оборудования. Благодаря тому, что в ходе сваривания не используются дополнительные детали, процесс монтажа значительно упрощается. Таким способом можно сваривать только заготовки из ПНД.
Сваривание полиэтиленовых труб встык – наиболее эффективная и универсальная технология, поскольку при этом сохраняется гибкость материала на протяжении всего трубопровода. Данный метод может применяться независимо от используемого типа укладки трубопровода (траншейный, бестраншейный или открытый).
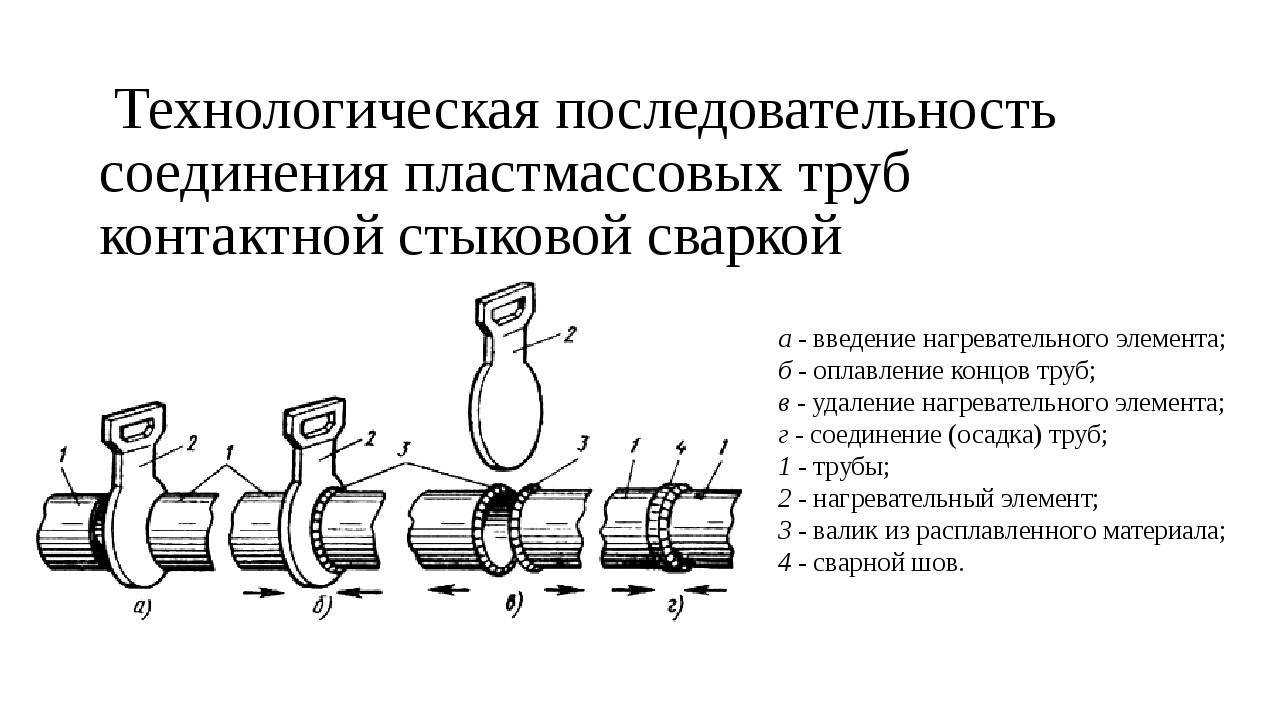
Пайка полиэтиленовых труб встык выполняется в такой последовательности:
- Для начала концы соединяемых заготовок необходимо установить в центратор сварочного оборудования.
- После того как детали будут выровнены и зафиксированы, при помощи х/б салфетки и спирта необходимо очистить торцы от пыли, грязи и жировых загрязнений.
- Затем свариваемые торцы обрабатываются при помощи торцующего устройства. Торцовку прекращают, когда начинает образовываться равномерная стружка толщиной не больше 0,5 мм. Теперь заготовку можно извлекать и проверять рукой параллельность торцов.
- В случае обнаружения недопустимого зазора между свариваемыми поверхностями, операцию торцовки необходимо повторить.
- После этого выполняется пайка труб. Для этого при помощи нагревательного элемента с антипригарным покрытием торцы заготовок нагреваются до необходимой температуры.
- Когда торцы достаточно оплавятся, свариваемые изделия разводим, а также извлекаем из зоны сваривания элемент для нагрева.
- После этого свариваемые торцы можно смыкать и повышать давление прижима до тех пор, пока оно не достигнет необходимого значения.
- Сварной шов нужно держать под давлением указанный промежуток времени.
- После этого проверяется качество сварки. Для этого оценивают внешний вид грата, ширину и высоту.
Варианты установки
Технологически можно соединить трубы ПНД без сварки либо используя специальный сварочный аппарат. У обеих методик есть свои достоинства и недостатки, рассмотрим преимущества каждого метода крепления.
Холодная сварка или прессовка является самым простым вариантом, это очень дешевый и доступный метод, который выполняется посредством использования специальных муфт. Такая технология используется в основном для трубопроводов больших диаметров – от 20 до 300 мм. Компрессионные фитинги под холодную сварку имеют следующие плюсы:
- Простота использования;
- Большой выбор размеров;
- Обеспечение плотного соединения с высокими показателями герметизации.
Но прессование преимущественно используется только для крепления ненапорных водопроводных соединений. У пластиковых труб относительно небольшая жесткость, за счет чего при сильном внутреннем давлении шов может просто разойтись, в отличие от сварочных креплений, которые считаются «мертвыми».







Классическая сварка, или как принято говорить, пайка труб ПНД может выполняться электромуфтовым методом либо для её осуществления используется определенный аппарат для сварки. Электромуфты представляют собой очень практичный метод соединения металлических газовых труб, а также пластиковых коммуникаций водоснабжения. На свободный участок отвода устанавливается муфта определенного диаметра, после чего в неё задвигается второй отрезок трубы. Такая пайка еще называется стыковая, из-за того, что для осуществления максимально прочного и плотного крепления нужно установить части трубопровода очень плотно с минимальным зазором.
Фото – фитинги
Муфтами удобно работать на больших диаметрах, но это не самое лучшее решение для отводов под умывальник или коммуникаций отопления. Но зато фланцевые ПНД-соединения при необходимости можно снимать и производить срочный ремонт.
Фото – стыковая
Ручная пайка труб производится посредством использования паяльника, для неё требуется специальное оборудование для организации ПНД соединений. Для произведения таких работ очень важна температура нагревательных элементов и время выдержки
Обратите внимание, что эти параметры выбираются исходя из технических характеристик паяльного устройства, толщины ПНД и диаметра отводов
Достоинства методики:
- Это наиболее долговечный и надежный вариант. За счет осуществления неразъемного крепления, может использоваться как для напорных ГБН, так и для ненапорных соединений запорной арматуры;
- Фланцевые соединения могут использоваться как при креплении наружной системы, так и при установке внутренних магистральных труб;
- Не требуется предварительное обучение. Вполне достаточно просмотреть видео и прочитать нормативы СНиП, где подробно указывается, как производить обрезку, установку и крепление.
Но к недостаткам относится то, что соединение при необходимости нельзя снять. Несмотря на все достоинства этого, иногда требуется открыть и прочистить трубу.
Монтаж своими руками
Монтаж следует начинать с составления схемы, где учесть расположение участка по отношению к водозабору, определить число и место нахождения точек раздачи воды. По имеющемуся эскизу считают количество расходного и арматурного материала.
Число точек потребления воды зависит от расположения на участке бани, душевой, грядок, бассейна. Рациональное решение — устроить от 5 до 10 выводов трубы, а уже к ним подсоединить резиновые шланги, чтобы был удобный доступ воды к каждой зоне.

Монтаж летнего разборного водопровода на даче
Для монтажа водопровода на дачном участке потребуется стандартный набор инструментов и материала:
- Трубы ПНД в количестве, зависящем от схемы разводки. Для основного водопровода берут трубы большего диаметра, а для разводки на точки подачи — меньшего.
- Различные фитинговые соединения.
- Режущий инструмент: конусовидный торцовый нож, ножовка для металла.
- Соединительные элементы, чтобы стыковать ПНД трубы с кранами, установками для полива, душем.
- Лотки водопроводные пластиковые, решетки накрывающие.
Работы выполняют по такой технологии:
- Подсоединяют дачный водопровод к источнику. Будь это общая труба или колонка, используют для этого специальный переходник. Соединение делают под уклоном.
- Выполняют разводку по территории участка, путем прокладки труб диаметром 20 или 25 мм к точкам забора воды.
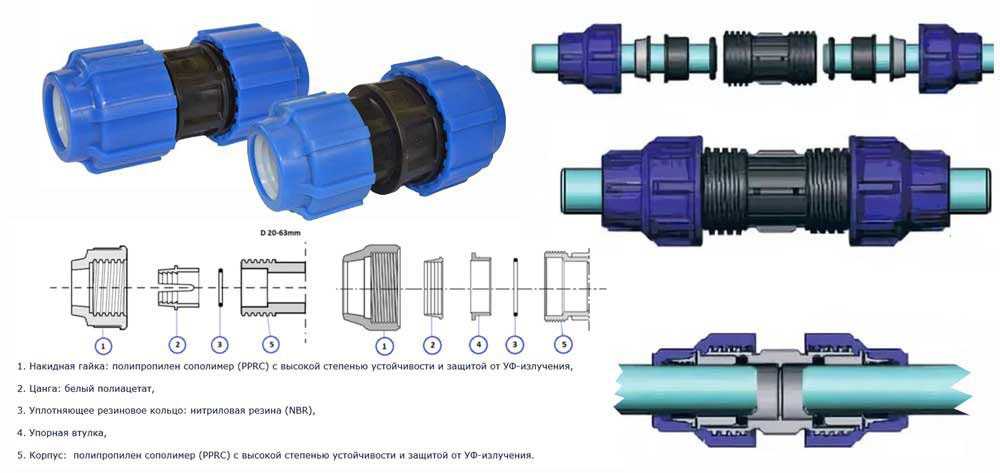
- Соединяют отрезки труб при помощи цанговых фитингов, предварительно проверив правильность сборки. Фитинг перед этим разбирают, вынимают прокладку, зажим. Снова плотно вставляют прокладку на место, а за ней помещают зажим со специальными фиксирующими выступами. Навинчивают зажимную гайку, но только слегка.
- Подготавливают к установке торцы полиэтиленовых труб. Сначала обрезают торец ножом, затем вставляют его в фитинг и закручивают зажимную гайку.
- Подсоединяют трубы к кранам, системе полива и т.д.
Внимание: все соединению труб выполняются вручную, если использовать зажимной инструмент, можно перетянуть гайку и деформировать детали фитинга или конец трубы. Если сезонный водопровод проложить по поверхности, то он станет помехой и для техники, и для людей. Лучше сделать траншею с применением специальных лотков из пластика, а затем накрыть ее решетками, входящими в комплект
Лучше сделать траншею с применением специальных лотков из пластика, а затем накрыть ее решетками, входящими в комплект
Если сезонный водопровод проложить по поверхности, то он станет помехой и для техники, и для людей. Лучше сделать траншею с применением специальных лотков из пластика, а затем накрыть ее решетками, входящими в комплект.
Вполне возможно трубы ПНД заменить на резиновый шланг, армированный волокнами из капрона. Этот материал также прочный и достаточно долговечный.
Монтаж водопровода в дачном доме
Монтаж водопровода в доме выполняется по несколько другой технологии:
Отмеряют нужный отрезок трубы, отмечают ее край маркером. На месте отметки по окружности наклеивают малярный скотч таким образом, чтобы точно совместились его края. Обрезают трубу максимально ровно перпендикулярно оси трубы, ориентируясь на край скотча. Снимают вспомогательный материал. На обрезанном торце делают ровный скос шириной 2-3 мм при помощи фаскореза или обычного напильника, просто сточив им край под 20 градусов. Накручивают накидную гайку с зажимным и стопорным кольцами, надевают на край фаски уплотнительное кольцо. Освобождают край трубы, немного сдвинув в сторону ранее установленные детали, смазывают его сантехнической смазкой. Вставляют свободный край в фитинг до упора. Притягивают ближе гайку накидную с кольцом и наворачивают ее на резьбовую часть фитинга. То же самое проделывают и с противоположной стороны фитинга
Важно, чтобы труба уперлась не в прокладку, а в бурт, тогда соединение получится герметичным. Испытывают трубопровод, запустив в систему воду
Если есть протечки, подтягивают соединения.
Если все соединения выполнены правильно, то никаких неожиданностей в виде подтеков не
будет. Если трубы ПНД стыкуются с металлом, то лучше перестраховаться, подмотав фумленту.
Крепежные элементы
Эффективную работу трубопровода обеспечивают крепления. Они предотвращают смещение магистрали, ослабление разъемных узлов и деформацию нагруженных элементов.
Фиксация компонентов при монтаже системы происходит двумя способами:
- формирование неподвижного соединения при помощи специальных хомутов;
- формирование подвижного соединения посредством крюков.
При прокладке трубопровода обязательна фиксация каждого стыка. Компоненты, удерживающие линейные участки, размещаются с шагом, равным десятикратному диаметру трубы. Применение хомутов подразумевает установку резиновых прокладок, исключающих механическое повреждение линии.
Выбор способа пайки ПНД труб
Способы пайки ПНД Имеется несколько основных способов пайки ПНД труб. Для различных условий работы предпочтительны разные способы. Все они имеют плюсы и минусы, что зачастую осложняет выбор. Однако информация о конкретных условиях поможет определить вид пайки.
Во многих случаях при установке трубопровода очень важно сохранить гибкость всего участка. Какие-либо жесткие негнущиеся элементы могут усложнить эксплуатацию
В таком случае лучший выбор – стыковая сварка. Оно достаточно проста в исполнении и не требует дорогих компонентов.










Проведение работ в труднодоступных местах предполагает муфтовую пайку. Она поможет соединить участки трубопровода, даже если они абсолютно неподвижны друг относительно друга.
Электромуфтовый способ придет на выручку тогда, когда планируется соединение в очень стесненном пространстве. Также этот способ считается одним из самых быстрых, что может быть принципиальным фактором при выборе.
*
Электромуфтовая сварка PE
Полное наименование — сварка изделий с закладными нагревателями.
В этом случае нагревательным элементом является спираль, которая располагается в теле фитинга. Её концы выходят в виде клемм, на которые подаётся ток от сварочного аппарата заданной величины и продолжительности. Спираль нагревается, делая монолитный сплав, с взаимным проникновением расплавленного материала. В силу особенностей этого вида соединения ПЭ труб, его могут называть электромуфтовой, электрофузионной, терморезисторной сваркой.
Основными параметрами являются величина напряжения и время прогрева спирали. Оба значения можно считать и ввести вручную либо автоматически, с помощью сканера штрих-кода. Расшифровка кода приведена ниже. Если на фитинге их два, следует считывать с того, который больше по размеру. Мелкий штрих-код — это так называемое обратное отслеживание (traceability), он несёт в себе информацию о производителе.
Расшифровка штрих-кода электросварной муфты
Технология соединения труб ПНД электромуфтовой сваркой, сравнительные преимущества и ограничения, описаны в отдельном разделе сайта. Наша статья «Возможности электромуфтовой сварки» ещё подробней раскрывает тему, она также была опубликована в журнале «Сантехника».
Стыковая сварка полиэтиленовых труб

Стыковая сварка Самым распространенным способом соединения ПНД представляется стыковая сварка. Она действительно очень экономична и проста в использовании. К тому же обеспечивает достаточный ресурс соединения. Для осуществления метода необходимо специализированное сварочное оборудование. Способ подойдет для тех мест, где трубы достаточно свободно двигаются и где желательно оставить эту гибкость.
Метод может быть использован при открытой прокладке трубопровода, а также в траншеях.
Порядок проведения стыковой сварки:
- Две части устанавливаются в держателе сварочного аппарата, который направляет изделия друг на друга без смещения.
- Далее фиксаторами агрегаты закрепляются в держателе.
- При помощи спиртового раствора края необходимо очистить от разных загрязнений. Желательно использовать материалы, которые не оставляют после себя ворса.
- При помощи торцовки края также обрабатываются механически. Им придается соответствующая форма. Обработка проводится до того момента, пока не появится стружка толщиной менее 0.5 мм.
- Затем мастеру необходимо вручную проверить торцы на параллельность. Если возникают зазоры, то процедура торцовки повторяется.
- Нагревательным элементом торцы соединяемых изделий одновременно разогреваются.
- Как только края немного оплавились, нагрев прекращается, а сами изделия плотно соединяются друг с другом. Детали прижимаются до тех пор, пока соединение не заимеет достаточную прочность. В большинстве случаев хватает 5-10 минут.
- После проведения работ необходимо внимательно осмотреть сварной шов, а также убедиться в прочности соединения.

Обработка торцов *
Конечное качество спайки очень сильно зависит от качества проведения предварительных работ. Хорошо зачищенные и подготовленные края гораздо лучше спаяются между собой. Таким образом, можно будет добиться очень хорошего результата.
Электромуфтовая сварка
Довольно популярным способом пайки ПНД-труб считается электромуфтовая сварка. Ее особенность заключается в том, что такое соединение можно использовать для изделий самого разного диаметра и толщины, включая самые маленькие размеры.
Правда, такой способ более затратный по сравнению со стыковой технологией, и, соответственно, стоимость сварки увеличивается. Для работы также понадобятся различные фасонные части (например, электросварные фитинги).
Электромуфтовая сварка продается в любом специализированном магазине
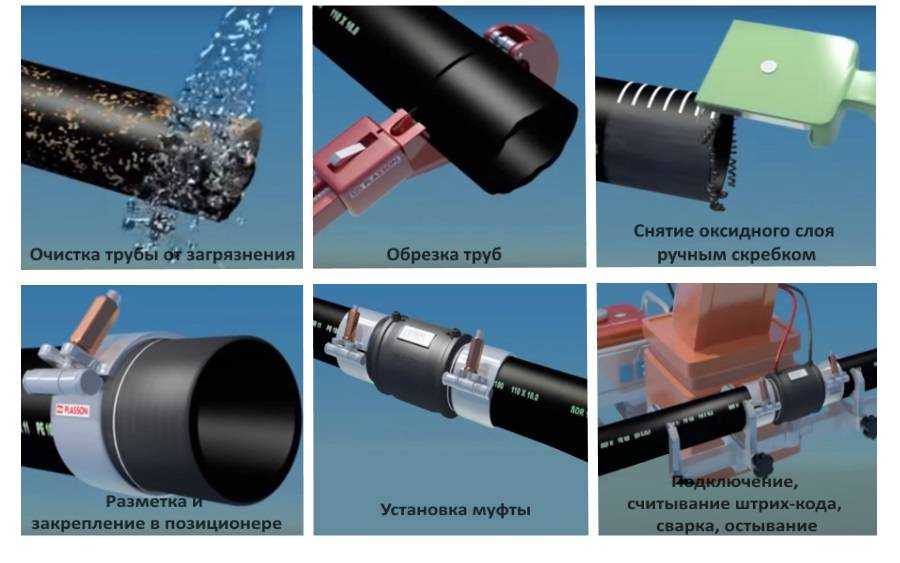
Процедура пайки в этом случае выглядит так:
- Вначале чистится внутренняя поверхность электромуфты и сами трубы от загрязнений (можно использовать пропитанные спиртом салфетки);
- Далее торцы свариваемых изделий нужно ровно и аккуратно обрезать, а затем удалить с поверхности окисленный слой;
- Затем элементы следует закрепить в позиционере, соблюдая их совместимость;
- Чтобы защитить соединение от пыли, можно использовать для обмотки липкую ленту, а для сохранения тепла заглушками закрыть открытые торцы;
- К разъемам электромуфты нужно подать напряжение, после чего фитинг станет нагреваться, сваривая тем самым трубы.
Такой метод удобен еще тем, что его можно использовать в местах с ограниченным пространством, где сложно произвести спайку другим способом.
Сварить ПНД-трубы в домашних условиях можно различными методами. Выбор любого из них зависит прежде всего от режима температуры и назначения самих изделий. При этом нужно помнить о технике безопасности и правилах эксплуатации сварочного оборудования.
Способы соединения труб ПНД
Крепление труб ПНД осуществляется разъемным и неразъемным методом. В первом случае речь идет об использовании промежуточных соединительных элементов, во втором – о сварке. Обо всем по порядку далее.
Разъемный метод соединения
Наибольшее распространение в качестве соединительных элементов для труб ПНД получили: соединительные муфты и компрессионные фитинги. Муфты создают методом экструзии. С помощью этих соединительных элементов крепление отдельных частей труб моно осуществить быстро, легко и эффективно без использования специализированных инструментов и оборудования.
 Фитинги
Фитинги
Несомненными плюсами муфт можно считать надежность и долговечность креплений, созданных с их помощью и относительно невысокую цену.
Для сборки труб ПНД используют несколько типов муфт:
- Соединительные. Простейший из представленных видов. Используется для соединения отдельных элементов труб, имеющих одинаковый диаметр.
- Компрессионные. Такие муфты могут иметь резьбу и наружную, и внутреннюю. Являются прекрасным крепежным элементом для водопроводных и газовых ПНД-труб.
- Редукционные. Идеально подходят для соединения труб различного диаметра.
Компрессионные фитинги – еще одна разновидность резьбовых соединительных элементов, используемых в качестве крепежа для труб ПНД. Отличительной особенностью и одновременно достоинством фитингов считается возможность демонтажа крепежей. А монтаж можно осуществлять даже при минусовых температурах.
Иногда монтаж фрагментов труб может осуществляться даже без соединительных элементов. Речь идет о так называемом раструбном соединении. В данном случае используются лишь специальные эластичные уплотнители. Подобное соединение нельзя считать достаточно прочным, поэтому сфера применения скрепленных таким образом труб весьма ограничена. Чаще всего они используются в безнапорных канализационных системах.
Неразъемный метод соединения
Используются для герметичного монтажа труб (более 5 см в диаметре), которые будут эксплуатироваться при высоком давлении. Особенность неразъемных соединений состоит в том, что они прочнее скрепляемого материала в несколько раз. В данном случае – крепче ПНД.
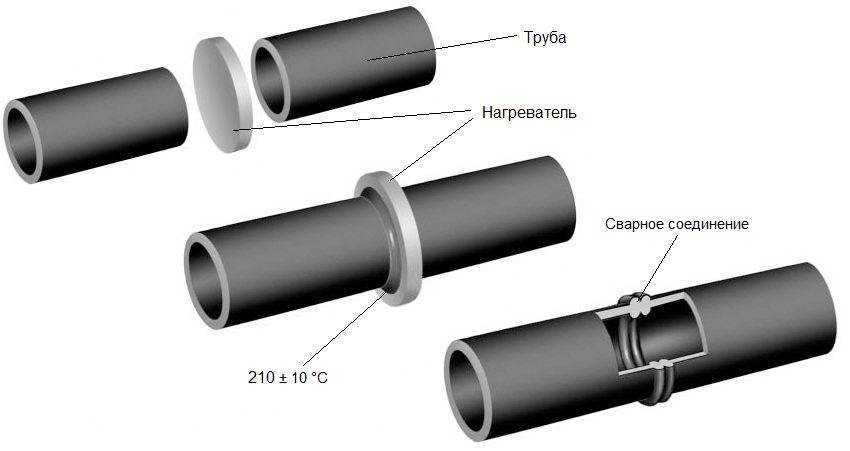
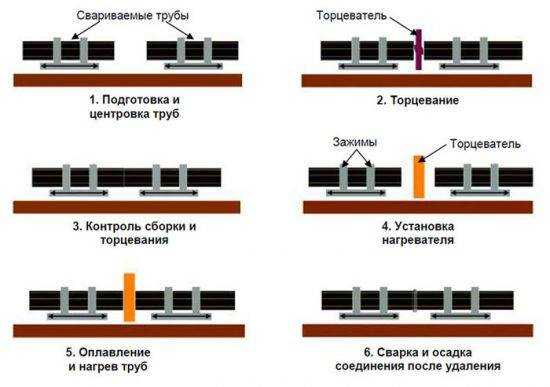 Схема пайки
Схема пайки
Различают два типа сварки: электромуфтовая и встык. В первом случае при работе используется полиэтиленовая муфта с электрическим спиралями. При подключении к ним тока, они разогревают муфту до нужной температуры, и она присоединяется к трубам, герметично скрепляя их при застывании.
Совет. В процессе осуществления электромуфтовой сварки все элементы должны быть абсолютно неподвижны (как во время разогревания муфты, так и во время ее застывания).
А вот для сварки встык уже понадобится сварочный аппарат. Суть процесса сварки очень проста. Предварительно обезжиренные и очищенные от грязи части труб разогреваются до тех пор, пока их края не станут вязкими. Затем их скрепляют под давлением. После чего трубы оставляют до полного застывания в неподвижном состоянии.
Рекомендации — как паять полипропиленовые трубы
Прежде чем приступать к паяльным работам, следует внимательно изучить технологию, необходимые инструкции, научиться пользоваться паяльником, чтобы снизить риски неисправимых ошибок.
При пайке труб необходимо помнить, что это часть пайки трубопровода, поэтому работы следует начинать с их наиболее сложного шага – разметки.
Именно разметка подскажет, как ровно паять полипропиленовые трубы. Хорошо, когда разметку выполняет специалист, знакомый с чертежами трубопроводной системы, и представляющий реализацию чертежей.








Резка труб
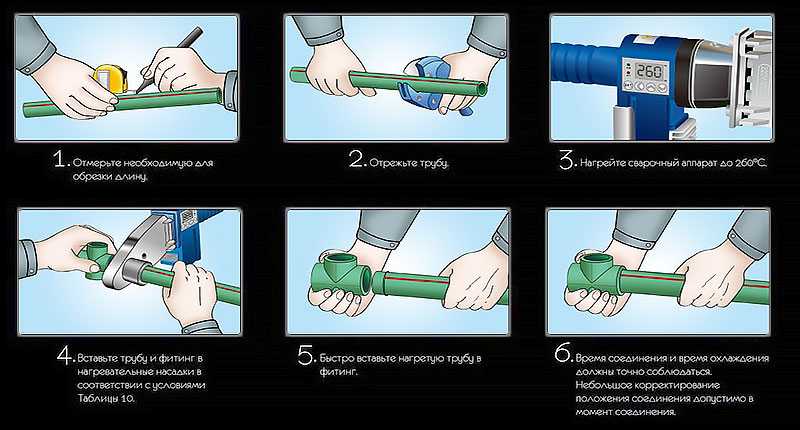
Прежде чем отрезать трубы, меряют интервал между фитингами и к полученному расстоянию прибавляют 3 см. После этого аккуратно, под прямым углом режут трубу специальными ножницами.
На трубу надевают фитинги, маркером отмечая на ней глубину, тем самым нанося на изделие поперечную отметку. А продольная даст возможность состыковать трубопроводные элементы по осям.
Пайка полипропиленовых труб
Сначала следует включить паяльник и в его отверстие вставить насадку нужного диаметра. Используя терморегулятор, необходимо установить оптимальную температуру пайки.
Рекомендуемая величина:
- 260°С – для полипропиленовых труб;
- 220°С – для полиэтиленовых.
Паяльник прогревают за 10-20 минут. О готовности к работе можно узнать по индикатору нагрева.
Далее на насадку паяльника в умеренном темпе надевают элемент трубопровода, который нужно нагреть. Его греют в течение необходимого по технологии времени и быстро снимают с насадки, придерживая паяльник, если это необходимо.
Сколько паять полипропиленовые трубы? Как правило, полипропиленовая труба остывает секунд за 8-10, а значит, работать нужно довольно быстро. С помощью насадки за раз можно прогреть два элемента – параллельно по внешней и внутренней поверхности.
Нагретый элемент надевают на трубу, совмещая поперечные и продольные отметки. После этого убеждаются в качестве соединений
Важно, чтобы по внешнему виду паяльный шов был ровным
Для качественного соединения лучше паять трубы в течение времени, указанного в технологических таблицах.
В ходе работ следует пользоваться защитными перчатками. Работать с полипропиленовыми трубами необходимо внимательно и терпеливо.
Паяние труб несложный процесс, но весьма ответственный. Если вы хотите лучше понимать, как паять армированные полипропиленовые трубы, видео на этой странице поможет вам разобраться в технологии паяльных работ.
Сварка электромуфтовая

Сварка полиэтиленовых труб электромуфтовым способом используется в том случае, если магистраль монтируется в ограниченном пространстве, где мастер не имеет возможности передвигаться свободно. Кроме того такой способ сварки применим для соединения туб с разной толщиной стенок, с различными диаметрами или для монтажа систем канализации.
Электромуфтовая сварка полиэтиленовых труб считается самой дорогостоящей, но при этом соединения, полученные таким способом, пригодны для эксплуатации при давлении 16 атм. Работа по стыковке туб таким методом выполняется с использованием специальных муфт, в конструкции которых имеется нагревательный спиральный элемент.
Сварка выполняется таким образом:
- В первую очередь подготавливают все необходимые отрезы труб с их обязательным обезжириванием и очисткой от грязи, пыли. Таким же образом обрабатывают и внутреннюю часть электромуфты. Желательно в этих целях использовать специальные салфетки, пропитанные спиртовым летучим веществом.
- Концы свариваемых труб следует освободить от производственной окиси методом механической зачистки. При этом те же концы следует ровно обрезать, чтобы соединение было максимально плотным и предотвращало протекание пластика вовнутрь туб.
- Трубы помещают в позиционер и надевают на стык электромуфту. Концы труб с противоположной стороны магистрали на момент выполнения сварки своими руками следует закрыть, чтобы избежать теплопотерь.
- К выводам надетой электромуфты подводят электрический ток и доводят процесс до плавления ПЭ-трубы и качественного её соединения.