
Экструдер для пластиковых труб
В качестве основы для изготовления изделий из пластика можно использовать: полимеры различного давления, полибутилен, полипропилен и аналогичное сырье.
Станок для производства пластиковых труб —экструдер, продавливающий изделие через расплавленный пластик через формирующее отверстие.
Экструдеры подразделяют на три подвида:
- Шнековый. Станок по принципу действия схож с работой мясорубки или соковыжималки. Чаще всего для изготовления пластиковых труб используются именно шнековые экструдеры.
- Бесшнековый. Данный вид экструдера используется при изготовлении труб из смеси материала. В качестве основного рабочего элемента станка выступает диск.
- Комбинированный. В данном станке шнековая часть совмещена с диском.
Что такое полипропиленовые трубы?
Прежде чем приступить к разбору технологии производства полипропиленовых труб, необходимо досконально изучить сам материал и особенности его использования. Большинство из нас привыкли все трубы называть «пластиковыми», но на деле, существует более 10 разновидностей материалов, из которых может состоять данное тело цилиндрической формы.
Полипропилен – синтетический полимер без цвета неполярного типа, располагающий терм пластичностью.
Если вы думаете, что данный материал используют только в производстве полипропиленовых труб, то глубоко ошибаетесь. Упаковки, мешки, стаканчики, технические элементы в аппаратуре – список можно продолжать и далее. С видами именно полипропиленовых труб можете ознакомиться более детально в таблице ниже.
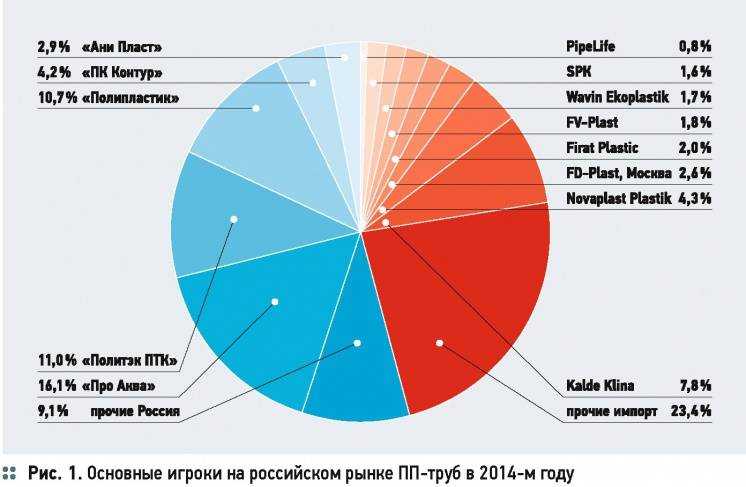
Беря во внимание рынок России, полипропиленовые материалы стоят на втором месте по частоте применения в производстве. Первую позицию на протяжении долгих лет удерживает неизменный лидер полимеров – полиэтилен
Несмотря на широту применения, наибольшую популярность сырье приобрело в производстве именно полипропиленовых труб. Если спросить специалистов, то 80% респондентов ответит, что выбор подобного материала для большинства систем водоснабжения является приоритетным.
В чем преимущества полипропиленовых труб:
- температурная устойчивость в пределах 94-98 градусов Цельсия. Благодаря особым добавкам, некоторые полипропиленовые трубы могут кратковременно выдерживать температуры до 1150;
- химическое сопротивление большинству элементов, что встречаются сегодня в бытовой химии. Классические трубы из металла, под влиянием нынешних бытовых химикатов, очень быстро подвергаются коррозии и старению;
- полипропиленовые трубы не растрескиваются, что делает их одним из лидеров для использования в системах хозяйственной канализации;
- полипропиленовый материал не является проводником электричества, что снижает износ труб из-за электрохимической коррозии;
- защищенность от гидроабразивного износа;
- полипропиленовые трубы имеют высокий показатель гладкости, что сводит вероятность «зарастания» на нет;
- при ударном воздействии во время низких температур, полипропиленовые трубы качественно «держат удар» и сохраняют свою форму, что весьма пригодится при монтажных работах в неблагоприятных условиях.
При создании системы канализации, или какой-либо другой подобной конструкции, максимальной глубиной расположения полипропиленовых труб является 4-6 метров. При высокой плотности засыпки, даже самые прочные трубы могут не выдержать давления, потому, размещать их на глубине более 5 метров настоятельно не рекомендуется. Срок службы полипропиленовых труб довольно большой – до 50 лет, но на практике, данный материал может хорошо прослужить и все 60-70 лет.
Недостатки полипропиленовых труб:
- трубы плохо переносят резкие перепады температурного режима;
- хотя трубы и полипропилена и могут выдержать давление холода, при слишком длительном его воздействии, не исключены разрывы;
- при резком нагревании трубы на температуру свыше 80 градусов, имеется риск ее деформации;
- вероятность образования «грыж», при длительном использовании полипропиленовых труб.
Да, недостатки есть, но преимущества труб из полипропилена с лихвой перекрывают все негативные проявления, что могут возникнуть в процессе эксплуатации рассматриваемого материала.
Где могут пригодиться полипропиленовые трубы:
- хозяйственно-бытовая канализация, где температура для постоянного стока не более 78-82 градусов по Цельсию. Не исключено использование труб из пропилена и для стоков с температурным максимумом в 90-94 градуса, однако, длительность проходящего потока жидкости не должна превышать 60 секунд;
- в канализациях наружного типа. Жесткость труб должна соответствовать глубине, на которой те будут располагаться;
- для прокладки теплых полов;
- в качестве трубопровода для транспортировки агрессивных химических веществ в жидком, и газообразном состояниях. Условие использования – инертность элемента по отношению к полипропиленовым трубам;
- дренажные системы;
- системы полива и прочее.
Сами по себе, полипропиленовые трубы являются «чистым» продуктом производства. Молекулярная структура сополимера – составляющих полипропилена, не содержит веществ, способных негативно повлиять на природу. При утилизации труб из полипропилена, вред экологии окружения не производится вовсе.
Технология производства
В этой статье уже упоминалось, что нелишним для предпринимателя будет повторить учебную программу по химии для старших классов. Но на самом деле, даже человек далёкий от химической промышленности способен совладать с производством. А для особо рьяных существуют обучающие курсы от производителей цеховой аппаратуры.
Основной метод, которым пользуются при производстве труб из ПВХ, как и в производстве пластиковых пакетов – экструзия. При этом происходит выдавливание нагретой до нужной температуры массы пластика с последующей придачей ей необходимых форм и параметров.

Схема использования станков проста.
- Сырьё, которое пойдёт на переработку в пластиковую массу закладывается в приёмный отсек экструдера. Там оно будет перемолото на мелкие части и расплавлено до подходящей температуры
- Далее полученная масса выдавливается через формирующую насадку. На этом этапе обозначается форма будущего изделия, его диаметр и другие параметры.
- После этого, заготовка трубы вытягивается и поступает в специальную охлаждающую ванну. Здесь происходит не только охлаждение. Под высоким давлением она труба калибруется и принимает окончательный вид.
- Последний из этапов – нарезка. Изделие отрезается в несколько готовых труб по обозначенной заранее длине и укладывается в штабеля (Для труб крупного диаметра или больших размеров). Гибкие изделия или трубы малого диаметра скручиваются в бухты.
Все этапы производства проходят автоматически по заданным человеком параметрам. Поэтому стоит обговорить и само аппаратное обеспечение и механизмы. В первую очередь, это экструдер. И перед вами, как перед предпринимателем вначале станет выбор, какой экструдер лучше покупать. К выбору экструдера, как и к выбору поставщиков нужно подойти внимательно и с ориентацией на свои планы.

Экструдеры используются нескольких видов:
— Шнековые
— Бесшнековые
— Комбинированные
Шнековые экструдеры по принципу работы отдалённо могут напоминать соковыжималку. Бесшнековые также называются дисковые, потому что шнек в их устройстве заменяется как раз на дисковое устройство. Используются они в производстве труб из смешанных материалов.

Комбинированные экструдеры, как можно догадаться, совмещают в себе устройство первого и второго вида.
Наиболее распространёнными вариантами экструдеров считаются шнековые. Но какой выбрать экструдер – вопрос несложный. Потому что вид экструдера будет зависеть от вида производимого товара, а также ценник, то есть размеры начальных инвестиций.
Само устройство экструдеров также можно делить на подкатегории. Например, если подробнее изучать самые простые шнековые экструдеры, то можно узнать, что они в свою очередь бывают одно- и двухступенчатыми, бывают специальные и универсальные, бывают с одним шнеком и с двумя, с камерой дегазации и без этой камеры. Шнеки у них могут вращаться в разные стороны.
Поэтому, на первых этапах развития, оптимальным вариантом для начинающего предпринимателя будет всё-таки заручиться поддержкой (или нанять) человека, который имеет опыт работы с экструдерами. Либо же заранее пройти курс ы обучения в специальной компании. И хотя это вылетит в дополнительные расходы, зато вы сможете обезопасить себя от трат при неожиданной неисправности оборудования. Либо же сможете избежать риска при покупке оборудования (определяться с типом экструдера нужно будет заранее).
Итак, какое оборудование нужно для того, чтобы вы смогли организовать полный цикл – от первого этапа переработки исходного сырья до полноценного выпуска готовых пластиковых изделий?
- Станок для производства пластиковых труб. Автоматическая линия станка будет состоять из экструдера, транспортировочной ленты, смесителя сырья (который тянет расплавленную массу), вакуумной формовочной машины, накопителя, охлаждающей ванны (для калибровки изделия).
- Аппарат для нарезки труб по заранее заданным параметрам
- Подающая система. Используется для перемещения сырья в подающий отсек экструдера.
- Погрузчик, который будет укладывать трубы в штабеля

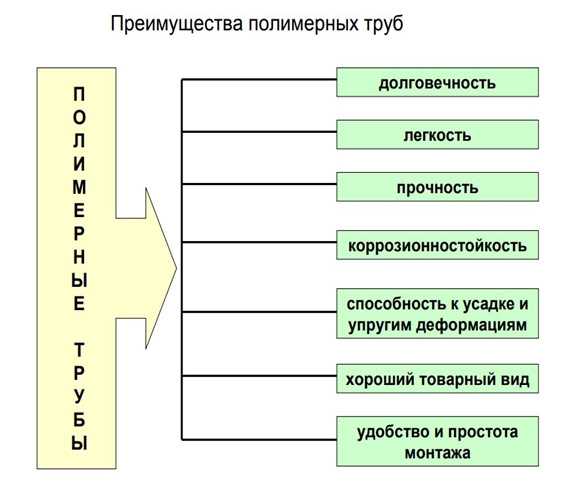
Преимущества пластиковых труб
Для начала, стоит заметить, что противников пластика не меньше, чем его любителей. Но в большинстве случаев, мнение о проигрышной позиции пвх перед «натуральными» материалами базируется на постулате о неэкологичности пластикового производства.
Многие считают, что сам материал пвх вреден не только для природы во время производства, но и для здоровья в процессе эксплуатации готового изделия. Надо сказать, что ни то, ни другое мнение полностью не доказано.
Однако что не вызывает сомнений, так это выгодность пластиковых производств. Основные качества, которые заставляют так думать:
- Пластиковые трубы не подвержены гниению
- Они не ржавеют!
- Трубы из ПВХ выдерживают процессы прохождения через них жидкости, температура которой может достигать 1700 градусов
- Пластиковые трубы никак не меняют вкусовых качеств воды
- После длительного использования, они также не накапливают известковых отложений
- Они намного легче, чем их металлические аналоги. Соответственно, транспортировка и монтаж также становятся более удобными процессами.
- По долговечности они сопоставимы с изделиями из металла – срок годности стандартно не менее 50 лет. (Трубы из металла обязаны менять каждые 40 лет)
- Монтаж пластиковых труб не требует громоздкого и неудобного оборудования.
- Само производство пластиковых труб обходится для предпринимателя дешевле, нежели изготовление из металла.

Процесс изготовления пластмассовых труб
Все вышеперечисленные изделия изготавливаются методом выдавливания перегретой пластмассы из особого аппарата – экструдера. Поэтому процесс производства пластмассовых труб называется экструзией полимеров. На практике данная технология выглядит следующим образом: в воронку экструдера засыпают гранулированные заготовки, которые, пройдя зону нагрева, попадают на шнековый пресс, выдавливающий массу сквозь калибрующее отверстие.
От общепринятого способа отличается только изготовление пластмассовых труб из полиэтилена типа РЕХ-AL-РЕХ (металлопластика). Этот процесс предполагает использование метода двойной соэкструзии, реализуемой следующим образом: из головки экструдера вылавливается «внутренняя» труба, обвиваемая полосой алюминиевой фольги, а поверх фольги накладывается «внешняя» труба. В итоге получается своеобразный сэндвич, состоящий из внутреннего слоя полиэтилена (РЕХ), армирующей сердцевины из алюминия (AL) и внешнего слоя из того же полиэтилена (РЕХ).
Однако свойства пластиковых труб зависят от способа производства лишь частично, а основное влияние на характеристики продукции оказывает только конструкционный материал. И в следующей части мы познакомимся с основными характеристиками каждой разновидности полимерных труб.
Характеристики пластмассовых труб
К общим свойствам пластичных полимеров, характерным для пластмассовых труб относятся следующие качества:
- Податливость механической обработке – все полимерные трубы можно резать даже обычным ножом.
- Инертность к большинству химически активных реагентов. Абсолютно все трубы из пластика не подвержены коррозии, а некоторые изделия способны выдержат даже серную кислоту.
- Плохая теплопроводность. Все пластиковые изделия практически не проводят тепло, поскольку тепловая инерция пластмасс высока изначально. Причем с электричеством наблюдается та же ситуация: все полимеры – диэлектрики.
- Плохая огнестойкость – большинство полимеров горит при температуре возгорания бумаги. Кроме того, при горении, как и большинство пластмасс, полимерная труба выделяет очень вредные соединения.
Кроме того, каждая труба из пластика обладает еще и индивидуальными характеристиками.
Фитинги и трубы пластмассовые PP обладают хорошей переносимостью высоких температур
Также для них характерна средняя переносимость внутреннего давления. Самые прочные полипропиленовые коммуникации выдерживают внутреннюю нагрузку только в 2,5 МПа.
Оригинальность характеристик труб из РЕ выражается в следующих качествах:
- Неспособность сохранить целостность тела трубы при нагреве выше 40 °C. Это свойство не относится к положительным характеристикам, но оно присуще данному материалу.
- Высокая пластичность – полиэтиленовые трубы могут выдержать землетрясение в 9 баллов и успешно противостоят смещению грунта.
К личным качествам труб из ПВХ относится высокая огнестойкость – температура воспламенения PVC труб – 500°C, а также высокая морозостойкость – нижний предел эксплуатационной температуры труб из поливинилхлорида равен – 60 °C.
https://youtube.com/watch?v=DI8dCYcBZkw
Причем такими свойствами обладают не только детали трубопровода, но даже и хомуты пластмассовые для крепления из соответствующих пластичных полимеров. Поэтому, чаще всего, при монтаже коммуникаций из определенного материала к ним подбирают такой же крепеж.
Источник
Что же такое SDR?
SDR (с англ. Standart Dimension Ratio – стандартный размерный коэффициент) – характеристика полимерной трубы, которая является результатом отношения внешнего диаметра трубы к толщине стенки.
Эта величина обратно пропорциональна толщине стенок трубы, то есть изделия с тонкими стенками имеют больший индекс SDR, и наоборот – труба с толстой стенкой имеет меньший SDR.
Трубы с одинаковым внешним диаметром, но разным SDR будут иметь разную толщину стенок. SDR указывает не только толщину стенки, но и возможности этой трубы. Трубы с меньшим SDR выдерживает большие нагрузки и давления.





На сегодняшний день выпускаются трубы с SDR от 6 до 41.
Таблица. «Класс давлений»
| SDR 6 | SDR 7,4 | SDR 9 | SDR 11 | SDR 13,6 | SDR 17 | SDR 17,6 | SDR 21 | SDR 26 | SDR 33 | SDR 41 |
| 25 атм | 20 атм | 16 атм | 12 атм | 10 атм | 8 атм | 7 атм | 6 атм | 5 атм | 4 атм | 4 атм |
Технология производства полиэтиленовых труб
Полиэтиленовые пнд трубы изготавливаются из пластика, который поставляется в виде гранул. Он сначала подается в накопительный бункер, потом — в экструдер с вращающимся шнеком и кольцевыми нагревателями, где происходит процесс расплавления. Одновременно масса проходит через несколько цилиндров по направлению к экструзионной головке. В головке под высоким давлением расплавленной массе придается форма будущего изделия, например, трубы ПЭ100 SDR 21.
Заготовка переправляется в вакуумный калибратор для уточнения параметров (диаметра, толщины стенки) и частичного охлаждения. Потом изделие проходит через несколько охлаждающих ванн до приобретения нормальной температуры. Следующий этап — ленточный или гусеничный конвейер, на котором происходит нарезание материала при помощи планетарной пилы. Потом трубное изделие маркируется, укладывается в бухты и перемещается на склад для хранения.
Видео:
Оборудование для производства полиэтиленовых труб
Цены на оборудование зависят от его производителя (отечественный или зарубежный), а так же от того, приобретаются новые или бывшие в употреблении агрегаты. Если покупать отечественное новое оборудование средней ценовой категории или зарубежное, бывшее в применении, то стоимость будет варьировать от 1,7 до 2-х миллионов рублей. Отечественное оборудование высшей ценовой категории или новое зарубежное будет стоить гораздо дороже — 2,8-4,2 миллиона рублей.
Линия для производства труб состоит из:
- сушилок для гранул;
- автопогрузчика;
- экструдера (чаще выбирают шнековый, но может быть и дисковый или комбинированный);
- вакуумного калибратора;
- водяных ванн (для охлаждения заготовок);
- конвейера;
- коронатора;
- пилы планетарной;
- маркировщика;
- автоматического укладчика;
- автоматической системы контроля.
Если купить подобную линию, то можно изготавливать полиэтиленовые трубы для водоснабжения, напорные материалы для транспортировки газа и трубы-оболочки (для кабелей).
Видео:
Требования к помещениям и персонал
Помещение для производства нужно выбирать за городом, с удобным подъездом и площадью примерно 200 м2. В нем должен поместиться производственный цех, склад, санузел и несколько помещений для всего персонала. Необходимо учесть, что оборудование достаточно высокое и громоздкое, поэтому высота потолков должна быть около 10-и метров. Цех необходимо оборудовать мощными противопожарными и вентиляционными системами. Склад должен хорошо проветриваться и не обладать повышенной влажностью.
Если установлена стандартная линия для производства, то понадобится 6 рабочих (по 3 на каждую смену), 2 оператора для станков, технолог, бухгалтер, подсобные рабочие, уборщица. Из этого следует, что на заработную плату потребуется (как минимум) 400 тысяч рублей в месяц.
Перед началом работы необходимо получить разрешение от местной администрации, Госнадзорохрантруда, санэпидемстанции, энергонадзора, пожарной инспекции и др. С регистрацией предприятия чаще всего проблем не возникает. Процесс может занять до одного месяца и обойтись в 10-14 тысяч рублей.
Помещение
Производственный цех должен быть размещен на относительно удаленном расстоянии от жилого комплекса. И хотя технологический процесс не приводит к выделению в окружающую среду большого количества токсичных веществ, пропилен, использующихся в производстве, является воспламеняющимся газом, за счет чего предприятия по его переработке относят к категории опасных (Приложение 1 ФЗ-116 от 01.07.1997).
Для человека пропилен малоопасный (4 класс опасности). В воздухе рабочей зоны допускается его предельная концентрация, составляющая 100 мг/м. В нормальном состоянии газ не вступает в реакцию с водой и не образует токсические соединения в воздушной среде.
В производственных условиях необходимо соблюдать определенные меры безопасности:
- герметизация оборудования;
- отсутствие открытого огня;
- отсутствие источников образования искр;
- приточно-вытяжная вентиляция.
Электрическое оборудование и освещение должны находиться во взрывобезопасном исполнении. Трубопроводы и устройства заземлены.
Действия с пропиленом осуществляются с соблюдением санитарных норм, правил по технике безопасности, согласно требованиям, предъявленным к работе с горючими сжиженными газами и сосудами под давлением.
Готовый продукт при комнатной температуре не выделяет токсинов в окружающую среду, не вызывает отрицательных эффектов при контакте с кожей человека. Мелкая пыль при попадании в легкие в процессе дыхания может способствовать незначительным фиброзным изменениям, характеризующимся вялым течением.
Рабочие места организованы в соответствии с ГОСТ 12.2.003-91, 12.2.061-81. Относительная влажность помещения не менее 50%.
Площадь предприятия составляет около 450 м2. Большая часть ― производственный цех. Другие рабочие зоны: офисы, склады под сырье и готовую продукцию, служебные комнаты с санузлом.
Технология изготовления
Для начала необходимо подробно описать методику получения качественных трубопроводов. Зачастую для производства используют рандом сополимер полипропилен.
Технология изготовления основана на свойствах полимеров под воздействием температуры переходить в пластичное состояние. Для сохранения молекулярных связей веществ добавляют специальные химические реагенты – катализаторы. В дальнейшем разогретая масса приобретает требуемую форму благодаря экструзии. Эти процессы происходят на одной технологической линии, причем практически без участия человека. Современное оборудование для производства полипропиленовых труб нуждается в минимальном количестве обслуживающего персонала.
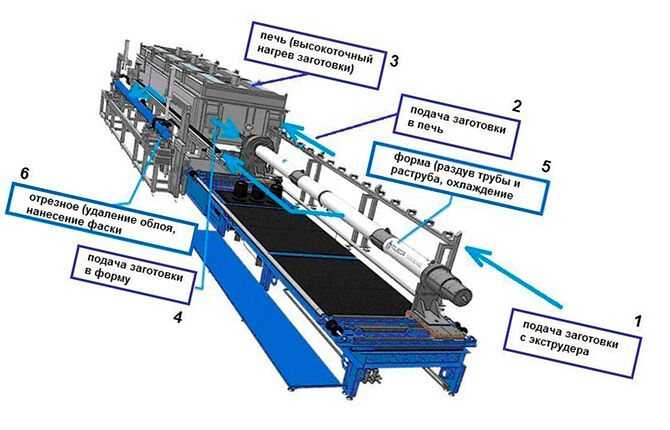
Экструдер представляет собой технологический комплекс, в котором сырье проходит несколько этапов обработки:
- Нагрев до требуемой температуры.
- Формирование первичной заготовки трубы.
- Калибровка размеров изделия.
Рассмотрим каждый из этапов подробнее.
Оборудование для производства ПВХ труб
Экструзионная линия для производства ПВХ труб обеспечивает непрерывный цикл, состоящий из стадий экструзии (продавливания материала через формующее отверстие), калибровки и охлаждения в ваннах, вытяжки, резки трубы на заданную длину и укладки готовой продукции.
 Экструзионная линия для производства ПВХ труб
Экструзионная линия для производства ПВХ труб
В состав экструзионной линии входят:
- экструдер, состоящий из экструзионной головки и системы подачи гранулированного сырья;
- ванны, предназначенные для калибровки и охлаждения труб;
- тянущее устройство;
- механизм для резки полученной трубы на мерные длины – дисковые фрезы или гильотинные ножницы;
- штабелёр или автоматический намотчик труб малого диаметра.
Экструзионная головка может иметь конструктивное решение в виде единого блока с фланцем для фиксации к материальному цилиндру. Состоит из следующих элементов: корпуса, матрицы, рассекателя, дорнодержателя.



Матрица центрируется относительно положения дорна с помощью регулировочных болтов. От точности центровки зависит равномерность толщины стенки трубы по диаметру.
Немецкая фирма «Krauss Maffei» специализируется на выпуске высокопроизводительных экструзионных линий по изготовлению напорных и безнапорных ПВХ труб. Крупнейший завод по производству труб ПВХ в РоссииЗАО Хемкор использует несколько таких линий. Качество выпускаемой заводом продукции возросло благодаря внедрению гравиметрической системе дозирования сырьевого полимера.
Экструзионная технология производства пвх труб
Процесс производства труб из полимеров относительно несложен, экологически безопасен, требует небольших затрат труда и электрической энергии. Площадь, которая необходима для установки и эксплуатации комплектной линии для изготовления полимерных труб, составляет всего около 100м2.
Изготовление труб ПВХ начинается с засыпки гранулированного полимера в бункер  экструдера. В экструдере вращающийся внутри материального цилиндра шнек, изготовленный из высококачественной азотированной стали, перемешивает поступающий гранулят. Во время вращения материал разогревается до заданной температуры.
экструдера. В экструдере вращающийся внутри материального цилиндра шнек, изготовленный из высококачественной азотированной стали, перемешивает поступающий гранулят. Во время вращения материал разогревается до заданной температуры.
Расплавленный полимер подаётся в экструзионную головку, где в качестве формообразующих элементов цилиндрических поверхностей выступают:
- дорн – он отвечает за образование внутреннего диаметра,
- матрица, участвующая в формовании наружного диаметра.
На выходе из экструзионной головки получают пластифицированную заготовку в виде трубы. Для придания трубной заготовке требуемых величин наружного и внутреннего диаметров с обеспечением равномерной по диаметру толщины стенки её калибруют в вакуумном калибраторе (ванне).
Устройство для калибрования по наружному диаметру располагается в передней части ванны и представляет собой цилиндр из нержавеющей стали с центральным отверстием, диаметр которого равен диаметру трубы. Через диафрагму калибрующего устройства труба поступает в охлаждающую ванну, в которой также поддерживается разрежение.
Для равномерного растягивания трубы используют тянущие устройства гусеничного или ленточного типа. Резку трубы осуществляют дисковыми пилами или гильотинными ножницами. В конце линии располагают устройства для укладки изделий на специальный стеллаж или для намотки трубы малого диаметра. Эти устройства могут работать как в ручном, так и в автоматическом режимах.
 Устройство для намотки труб
Устройство для намотки труб
Производство канализационных ПВХ труб, которые относятся к категории безнапорных, может быть ориентировано на изготовление труб с однослойной стенкой (монолитные трубы) или с трёхслойной. Внешние слои трёхслойной трубы изготавливают из первичного НПВХ. Промежуточный слой имеет пористую структуру, и производится либо из собственного вторичного НПВХ либо из стороннего вторичного полимера.
 Производство гофрированных труб ПВХнаиболее часто осуществляется способом двухшнековой экструзии двухслойных труб. Внутренняя поверхность – гладкая цилиндрическая, наружная – гофрированная волнистая. Обе стенки изготавливаются одновременно горячим методом и образуют единую монолитную конструкцию. Полости, образующиеся между наружной и внутренней стенками, облегчают конструкцию трубы. Наружная волнистая стенка способствует достижению требуемой кольцевой жёсткости.
Производство гофрированных труб ПВХнаиболее часто осуществляется способом двухшнековой экструзии двухслойных труб. Внутренняя поверхность – гладкая цилиндрическая, наружная – гофрированная волнистая. Обе стенки изготавливаются одновременно горячим методом и образуют единую монолитную конструкцию. Полости, образующиеся между наружной и внутренней стенками, облегчают конструкцию трубы. Наружная волнистая стенка способствует достижению требуемой кольцевой жёсткости.