
Материалы
Полиэтиленовая труба изготавливается из различных видов полиэтилена:
- Низкоплотного, получаемого полимеризацией этилена при повышенном давлении (ПВД). Изделия из него сравнительно мягкие, гибкие и эластичные.
- Средней плотности, называемого «линейным» из-за особенностей молекулярного строения (ЛПНП) и имеющего промежуточные свойства.
- Высокоплотного, получаемого при низком давлении с участием катализаторов (ПНД). Такие трубы отличаются прочностью и стойкостью к нагрузкам.
- Сверхплотного, или сверхмолекулярного, называемого «сшитым» в связи с наличием межмолекулярных связей сетчатого типа. «Сшитые» изделия могут выдерживать довольно высокие температуры.
- Смеси полиэтиленовых материалов разных видов.
Сырьём для производства труб служат полиэтиленовые гранулы величиной 2-5 мм, полупрозрачные либо с уже добавленным красителем.
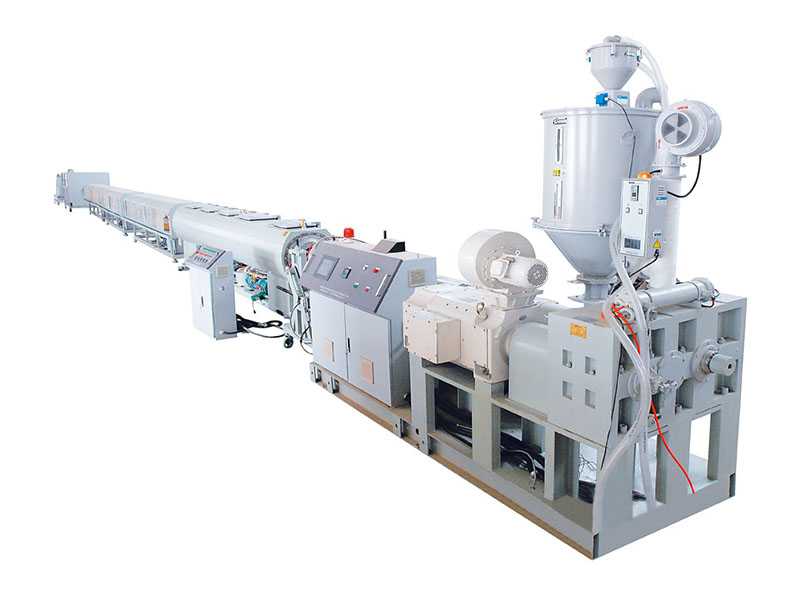
Экструзионная трубная линия производства трубы ПНД
Политика конфиденциальности
Мы признаем важность конфиденциальности информации. В этом документе описывается, какую личную информацию мы получаем и собираем, когда Вы пользуетесь сайтом powertechmachine.ru
Мы надеемся, что эти сведения помогут Вам принимать осознанные решения в отношении предоставляемой нам личной информации.
Электронная почта
Адрес электронной почты, указываемый Вами при заполнении форм на сайте, не показывается другим посетителям сайта. Мы можем сохранять сообщения, полученные по электронной почте и другие письма, оправленные пользователями, чтобы обрабатывать вопросы пользователей, отвечать на запросы и совершенствовать наши службы.
Номер телефона
Номер телефона, указываемый Вами при заполнении форм на сайте, не показывается другим посетителям сайта. Номер телефона используется нашими менеджерами только для связи с Вами.
Цели сбора и обработки персональной информации пользователей
Условия обработки и её передачи третьим лицам
Протоколирование
При каждом посещении сайта наши серверы автоматически записывают информацию, которую Ваш браузер передает при посещении веб-страниц. Как правило эта информация включает запрашиваемую веб-страницу, IP-адрес компьютера, тип браузера, языковые настройки браузера, дату и время запроса, а также один или несколько файлов cookie, которые позволяют точно идентифицировать Ваш браузер.
Куки (Cookie)
На сайте powertechmachine.ru используются куки (Cookies), происходит сбор данных о посетителях с помощью сервисов Яндекс.Метрика. Эти данные служат для сбора информации о действиях посетителей на сайте, для улучшения качества его содержания и возможностей. В любое время Вы можете изменить параметры в настройках Вашего браузера таким образом, чтобы браузер перестал сохранять все файлы cookie, а так же оповещал их об отправке. При этом следует учесть, что в этом случае некоторые сервисы и функции могут перестать работать.
Изменение Политики конфиденциальности
Характеристики труб
Полиэтилен как материал обладает большим количеством преимуществ. Его разработчики указывают на огромный эксплуатационный срок – до 300 лет, но производители труб гарантируют значительно меньшие значения.
Трубы не подвержены коррозии, различным воздействиям химических сред, что позволяет выполнять их подземную прокладку, имеют высокую сопротивляемость гидроударам. Последнее свойство обусловлено пластичностью полиэтилена, который при больших нагрузках может немного растягиваться.
Также коммуникации не требуют специального обслуживания и защиты. Они характеризуются высокими теплоизоляционными параметрами, поэтому при прокладке под землей дополнительное утепление не требуется. Из дополнительных свойств можно выделить небольшой вес (это значительно упрощает монтажные работы), несложную технологию сборки, большую длину, что снижает количество соединений.
Недостаток у полиэтиленовых труб один – слабая сопротивляемость действию ультрафиолета. Поэтому основной областью использования таких изделий являются подземные коммуникации.
Полиэтиленовые трубы являются современным и конкурентоспособным продуктом, производство которого не требует больших финансовых и трудовых затрат. Водопроводы с их применением отличаются долгим сроком службы.
Оборудование для производства
Применяемые в производстве полиэтиленовых труб экструдеры, по принципу работы, подразделяют на шнековые, дисковые и комбинированные.
Чаще всего в производстве изделий из полиэтилена низкого давления применяют шнековые экструдеры различных конструкций. Основной элемент такого рода экструдера — винт Архимеда (шнек). Принцип работы таких экструдеров напоминает обычную винтовую мясорубку. Экструдеры этого типа могут иметь один или несколько шнеков работающих с сонаправленным или противонаправленным вращением.
Дисковые экструдеры относительно редки на современных предприятиях. Подразделяются они на однодисковые и многодисковые. Принцип действия этого типа экструдеров основан на перемещении сырья путем адгезии с использование специальных дисков. Преимущество этого типа экструдеров для производства полиэтиленовых труб – хорошее перемешивание гранулированного полимерного сырья. К недостаткам – можно отнести: низкое давление в зоне рабочей головки (фильеры), что не позволяет получать изделия с заданной точной геометрической формой и высокими прочностными характеристиками. Кроме того, дисковые экструдеры отличаются конструкционной сложностью и, как следствие, более высокой ценой.
Экструдеры, используемые в качестве рабочего органа шнековую и дисковую часть, принято называть комбинированными или червячно-дисковыми. Этот тип экструдеров позволяет добиться отличного перемешивания гранулированного полимерного сырья, в нашем случае полиэтилена. Применяются в работе с полимерами отличающимися низкой вязкостью и эластичностью.
Помимо этого, экструдеры могут быть специализированными и универсальными, двухступенчатыми или одноступенчатыми, различаться количеством и направленностью вращения шнеков, с зоной дегазациии иди без нее. Каждый год появляются новые инженерные решения, совершенствуется технология производства и растет разнообразие предлагаемых моделей.
Цены на линии для производства полиэтиленовых труб начинаются от 3 500 000 руб. Стандартная линия для изготовления ПНД труб обычно состоит из следующего оборудования:
- автоматический загрузчик гранулированного полиэтилена и бункер – сушилка;
- автоматизированная система контроля за текущими технологическими процессами производства;
- экструдер того или иного типа;
- съемные фильеры, различных диаметров;
- автоматизированный вакуумный формовщик полиэтиленовой трубы, ванна вакуумной калибровки и тянущее устройство;
- автоматизированная система охлаждения с ванной охлаждения;
- лента транспортера;
- отрезное устройство и резаки;
- автоматизированная система укладки готовой продукции в бухты.
Технология производства полипропиленовых труб
Прежде всего, нужно сказать, что полипропилен – это синтетический материал, полученный, в процессе полимеризации пропилена с этиленом, при этом выдерживаются их конкретные соотношения. Технология производства полипропиленовых труб рассчитана на большую область их применения для систем отопления и водоснабжения внутри различных сооружений и зданий.
Процесс изготовления труб
1. Процесс изготовления труб начинается с засыпания гранулированного сырья в специальный бункер. Тут материал начинает расплавляться. Все цилиндрическое устройство разделено на секторы. В каждом секторе выставлена строго регулируемая температура. Шнек устройства постоянно находится во вращении и гранулы сырья перемешиваются, и затем начинается их расплавление. На выходе из устройства под высоким давлением при помощи специальных форм образовывается полипропиленовая труба.
2. Образование формы трубы происходит в экструзионной головке. Тут установлены формы, которые ограничивают наружный и внутренний диаметр изделия. Головка прикреплена к цилиндру бункера фланцем.
3. Процесс производства полипропилена автоматический с момента засыпки гранул в бункер и до выхода готовой продукции. Все оборудование для производства полипропиленовых труб экструзионной линии управляемо из одного командного блока. Достаточно загрузить нужную программу нагрева материала, порядок его передачи от одного механизма другому и линия по производству полипропиленовых труб начинает свою работу в автоматическом режиме.
4. Вакуумный калибратор отвечает за точность выполнения заданных параметров. Труба заходит в устройство, по наружному диаметру фиксируется и с двух сторон запирается в вакуумном калибраторе. Затем под напором из форсунок в калибратор поступает холодная вода, и материал окончательно охлаждается и затвердевает. Кроме ванны для охлаждения калибровка труб выполняется посредством тянущего устройства. Вытягиванием детали контролируется ее внутренний диаметр.







Окончательный процесс в производстве труб
Также читайте: Какой диаметр полипропиленовых труб
Полный процесс изготовления под собой подразумевает получение трубы товарного вида. Труба должна иметь все требуемые от нее геометрические размеры и технические показатели. Резка труб выполняется специальным отрезным устройством. Это пила дискового или же гильотинного типа. На какой пиле будут отрезать трубу, все зависит от диаметра изделия. Такое оборудование может работать и в ручном режиме, при этом резка начинается в том случае, если включают выключатель, который установлен на штабелере. В автоматическом режиме оборудование работает тогда, когда режимы резки задаются от пульта управления. Отрезанные трубы заданной длины штабелер сбрасывает на специальный стеллаж. Там их сортируют и упаковывают. Метод нарезки труб при помощи дисковой пилы считается лучшим, так как торец трубы получается более качественным. При нарезке пилой гильотинной конец изделия становится слегка приплюснутый. Если производят армированные трубы, то проводят операции по армированию наружного или же внутреннего диаметра трубы. Это выполняется при помощи алюминиевой фольги с толщиной 0,15 мм и адгезионного специального слоя, который отвечает за крепление к полипропилену защитного металлического слоя.
Материалы для изготовления полипропиленовых труб:
— рандом-сополимер полипропилен. Собой представляет сопомилеризацию пропилена с этиленом в установленных пропорциях. Из него изготавливают трубы для водоснабжения. Печально, что хорошего компромиссного варианта материалу этого типа, выпускаемого зарубежными производителями, на наших рынках пока нет, и предвидится, наверное, не скоро;
— гомополимер полипропилен. В большей степени применяется для изготовления канализационных труб и фитингов. Этот материал хрупкий и при температуре ниже нуля трубы не устанавливаются, поэтому такие полипропиленовые трубы подходят лишь для внутренней канализации. Подобные модели труб тонкостенные, толщина стенок будет не больше 2,0 мм.
Технология изготовления труб ПНД + Видео как делают
Производство напорных водопроводных труб осуществляется согласно ГОСТ 18599-2001, изделия, использующиеся для транспортировки газа, должны изготавливаться из ПЭ 100 и соответствовать ГОСТ Р 50838-95.
Производственный процесс базируется на технологии экструзии. Сырье помещается в экструдер и там размягчается, а затем посредством фильеров формируется в трубы заданного диаметра и охлаждается.
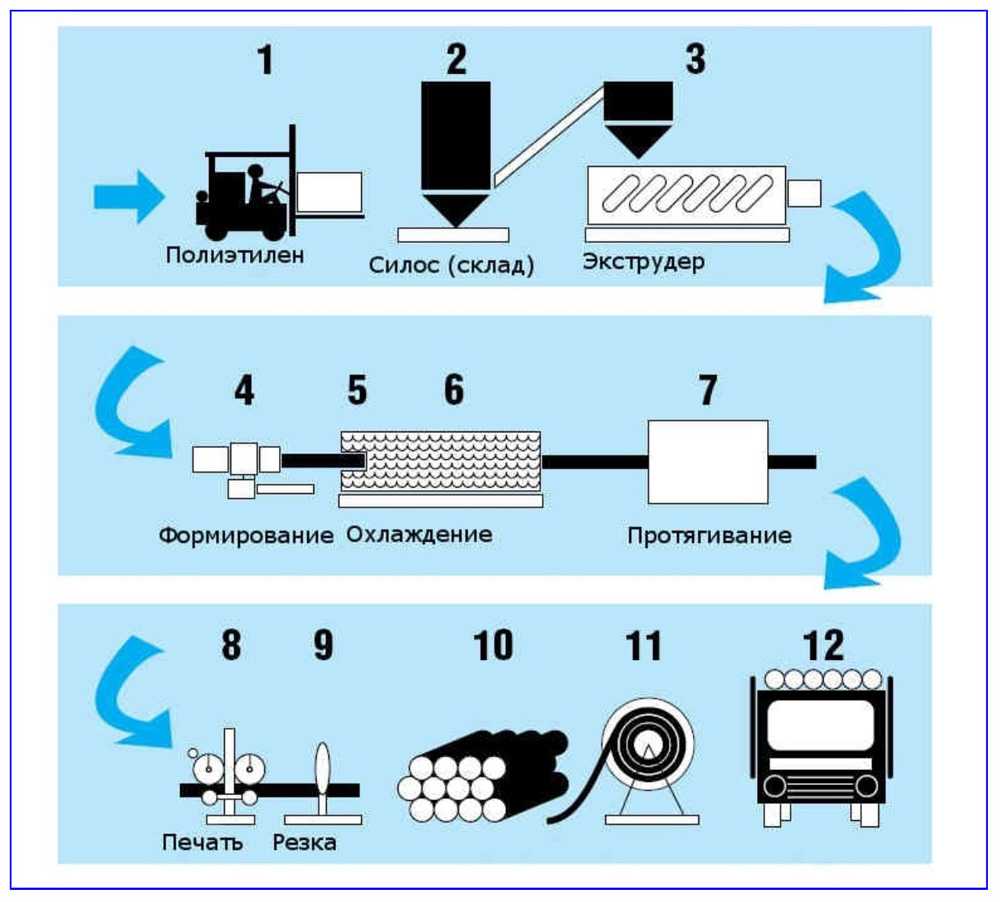
Технологический цикл предусматривает несколько этапов:
- сырье помещается в накопительный бункер, далее – в экструдер, где постепенно нагревается при постоянном перемешивании;
- двигаясь к головке экструдера, где формируется форма будущего изделия, масса проходит сквозь ряд цилиндров;
- заготовка подается в вакуумный калибратор для проверки заданных параметров и частичного охлаждения;
- практически готовая труба попеременно помещается в несколько охлаждающих ванн и приобретает установленную температуру;
- трубы подаются на конвейер для резки при помощи планетарной пилы;
- изделия маркируют, укладывают в бухты и отправляют в зону складирования.
Ключевым узлом всей линии является фильера экструдера. От характеристик этого агрегата зависит калибровка размеров готовых изделий.
Как выглядит процесс экструзии:
Оборудование
Производственные линии, применяемые изготовителями полиэтиленовых труб, включают:
- Аппарат автоматической загрузки сырья, который также может быть местом сушки полимерных гранул.
- Экструдер с автотранспортером, передвигающим трубу по линии. Основное оборудование для производства труб из полиэтилена – экструдеры – делятся на три вида по особенностям их конструкции:
- Шнековые, имеющие винтовой механизм подачи полимерной массы к выходной головке (один или несколько шнеков) и дающие наилучшее давление в зоне формовки,
- Дисковые с одно-или многодисковой подачей сырья, которые дают максимальное перемешивание полимера,
- Комбинированные (червячно-дисковые) дают одновременно отличное перемешивание и нужное давление подачи.
- Калибровочный стан вакуумного либо цилиндрического типа.
- Устройство из нескольких охлаждающих ванн,
- Нарезчик трубы на отрезки, чаще всего пила планетарного типа.
- Маркировщик, который наносит соответствующие рисунки и надписи,
- Приемные и намоточные устройства для упаковки готовых изделий в бухты и катушки.
На упаковочном этапе может использоваться еще и пневмоукладчик для транспортировки готовых труб к накопительным стеллажам.
Обстановка на рынке отрасли в РФ
Этот вид бизнеса в России планомерно развивается, отвоевывая позиции у зарубежных поставщиков. Происходит это, с одной стороны, вследствие роста спроса на продукцию, с другой – из-за увеличения объемов изготовления полимерного сырья.
Наибольшей популярностью у потребителя пользуются напорные пластиковые трубы, на которые приходится около 60% рынка, далее идут безнапорные (19%) и гофрированные (21%) модификации. Большая часть действующих производителей сосредоточены на производстве полиэтиленовых труб большого диаметра для обустройства систем водо- и газоснабжения. В этом сегменте наблюдается максимальная конкуренция, а товары зарубежных поставщиков практически отсутствуют.
Основную конкуренцию молодому предприятию составят такие гиганты как «Чебоксарский трубный завод», «Полимерные трубопроводные системы», «Группа Полипластик», «Техстрой», «Про Аква», «ДКС», «Политэк», ПК «Контур, «Хемкор» и «Пайплаф».
Также не стоит забывать о более мелких изготовителях, которые вышли на арену раньше и уже сумели перенаправить на себя часть потребителей. Открывая производство, необходимо сразу ориентироваться на поиск и внедрение инновационных технологий, выпуск изделий с уникальными свойствами и высококлассный сервис. Закономерно, что перечисленное потребует закупки дорогостоящего оборудования и привлечения специалистов.
Технология изготовления труб ПНД + Видео как делают
Производство напорных водопроводных труб осуществляется согласно ГОСТ 18599-2001, изделия, использующиеся для транспортировки газа, должны изготавливаться из ПЭ 100 и соответствовать ГОСТ Р 50838-95.
Производственный процесс базируется на технологии экструзии. Сырье помещается в экструдер и там размягчается, а затем посредством фильеров формируется в трубы заданного диаметра и охлаждается.
Технологический цикл предусматривает несколько этапов:
- сырье помещается в накопительный бункер, далее – в экструдер, где постепенно нагревается при постоянном перемешивании;
- двигаясь к головке экструдера, где формируется форма будущего изделия, масса проходит сквозь ряд цилиндров;
- заготовка подается в вакуумный калибратор для проверки заданных параметров и частичного охлаждения;
- практически готовая труба попеременно помещается в несколько охлаждающих ванн и приобретает установленную температуру;
- трубы подаются на конвейер для резки при помощи планетарной пилы;
- изделия маркируют, укладывают в бухты и отправляют в зону складирования.
Ключевым узлом всей линии является фильера экструдера. От характеристик этого агрегата зависит калибровка размеров готовых изделий.
Как выглядит процесс экструзии:
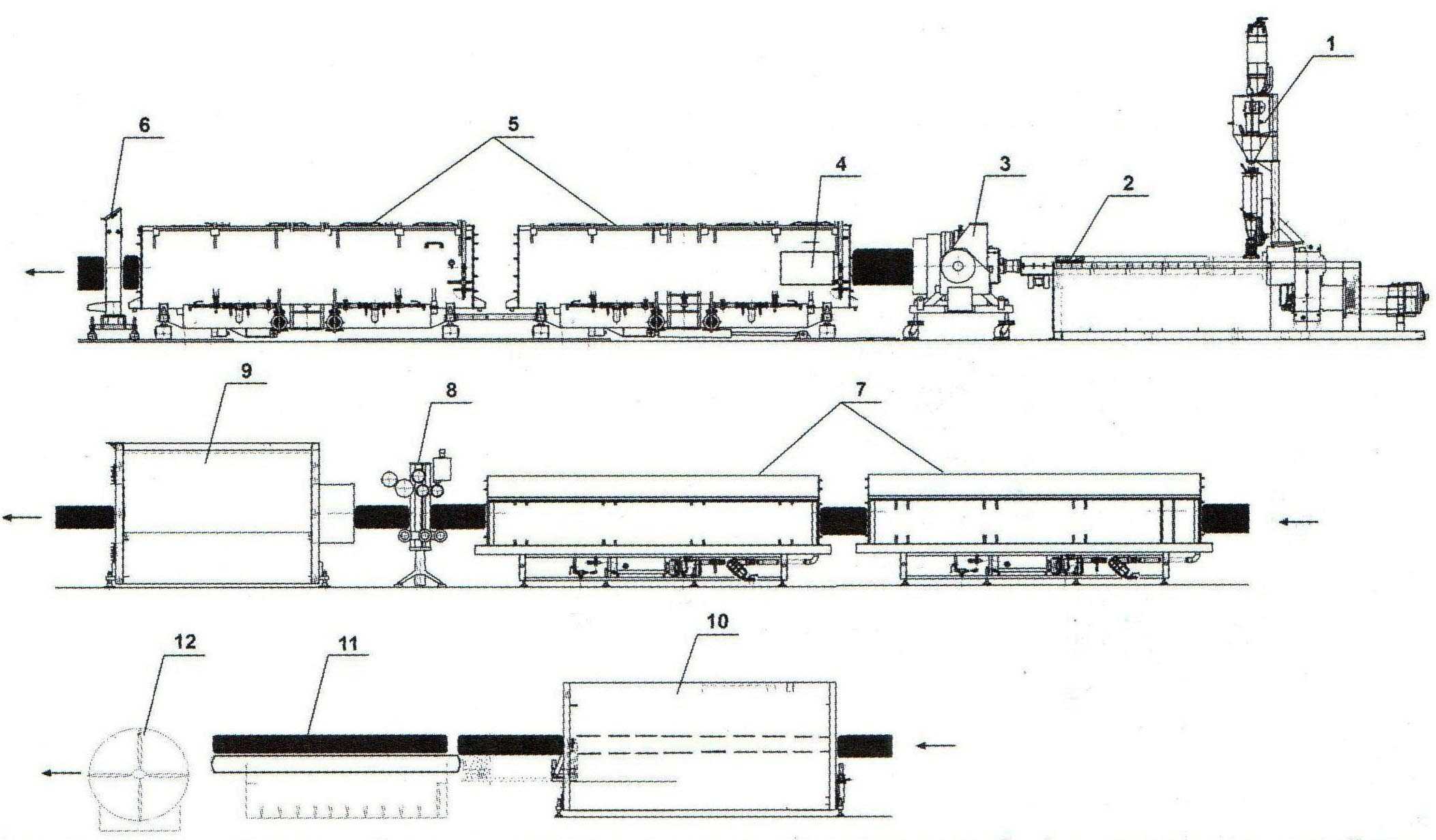
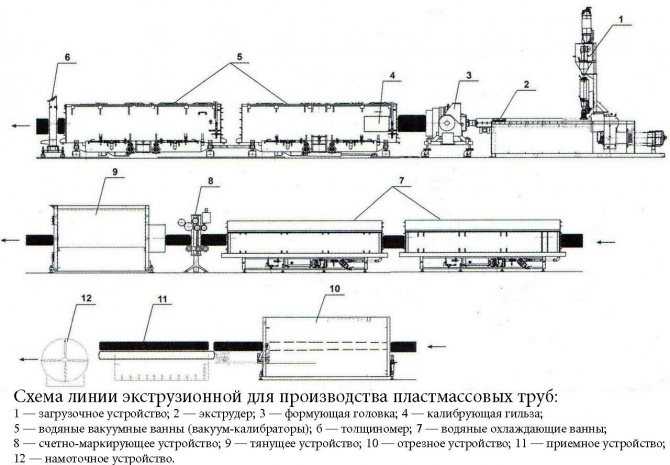
Механизмы, составляющие производственную машину
 Линия для производства труб из полипропилена
Линия для производства труб из полипропилена
Линия в собранном виде представляет собой совокупность агрегатов и узлов, общей протяженностью от 18 до 60 метров. Все элементы соединены между собой и последовательно выполняют технологические процессы. Ручной труд используется на этапах загрузки исходного сырья и приема готовых изделий, а также для отладки автоматизированных систем линии по производству пластиковых ПВХ труб.
Состав производственной линии:
 Тянущее устройство
Тянущее устройство
- бункер для сырья;
- экструдер;
- головка трубная;
- тянущее устройство;
- ванны;
- отрезной агрегат;
- прочие дополнительные устройства и приспособления.
Бункер представляет собой емкость с дозатором, в которую помещается исходное сырье. Часто бункер заменяют воронкой, а сырье взвешивают отдельно, вручную.
Экструдер состоит из вертикального редуктора с упорным подшипником, электродвигателя, цилиндра пластикации, барьерного шнека, электрошкафа с автоматизированной системой управления. Характеристики:
- размеры – 1900*1400*900;
- масса – 950 кг;
- производительность – 30 – 75 кг/ч;
- мощность – 30 кВт.
 Экструдер для изготовления ПВХ труб
Экструдер для изготовления ПВХ труб
Трубная головка включает две зоны терморегулирования, предназначена для первоначального формирования диаметра будущего изделия – от 16 до 63 мм. Для нее дополнительно понадобятся матрицы соответствующего калибра.
Ванны для охлаждения – одна вакуум-водяная, вторая водяная. Ванны выполнены из нержавеющей стали заполняются водой, оснащены водяным и вакуумным насосами. Длина каждой ванны 4 м.
Тянущее устройство линии по производству пластиковых труб представляет собой единую раму с подвижной и неподвижной траверсой. Этот агрегат оснащён счетчиком метража и отрезным устройством. Распил осуществляется роликом по диаметру трубы. Тянущий механизм приводится в действие пневматикой, есть возможность регулирования скорости протягивания – от 1 м/мин до 5 м/мин.
Если производство предусматривает изготовление мягких изделий из полиэтилена, то линия дополняется намотчиком. Устанавливается катушка, ее диаметр настраивается по необходимости, и с помощью пневмоцилиндра осуществляется процесс намотки.
Полимерное сырье

Непростая задача — подобрать максимально похожие по составу изделия из пластика для дальнейшей работы.
Среди широкого многообразия полимерных отходов можно выделить следующие группы сырья:
- Полиэтилен (ПЭ). Он бывает двух видов — полиэтилен высокого (ПВД) и низкого давления (ПНД). Принципиальное отличие состоит в эластичности. ПВД более гибкий, податливый и морозостойкий. ПНД наоборот тверже, жестче и несколько хуже держит мороз. Чаще всего при производстве пластиковых труб используют их комбинации. Так и во вторичной трубе можно подбирать состав в зависимости от предпочтений по свойствам. Меняя соотношение ПНД/ПВД, можно регулировать эксплуатационные характеристики технических труб.
- Полипропилен. Универсальный материал для экструзии трубного профиля. Как правило, в смеси пластиковых отходов присутствуют гомо- , блок- и рандом-сополимеры полипропилена. Но они достаточно близки по свойствам, кроме того, их смеси хорошо перерабатываются в различных пропорциях без потери качественных характеристик.
- Поливинилхлорид (ПВХ). Так же относится к универсальному сырью для пластиковых труб. С ПВХ труднее работать, так как он нуждается в дополнительной стабилизации и очень быстро теряет свои свойства при экструзии. Изделия из вторичного ПВХ будут крайне недолговечны. Тем не менее, вторичный ПВХ часто добавляют в состав канализационных труб.
Технология производства
Технологическая основа процесса производства труб ПНД – экструзия (от лат. extrusio – выталкивание), т.е. продавливание расплавленного материала через формирующее изделие отверстие, т.н.фильеру.








Видео процесса изготовления трубы из сшитого полиэтилена:
Технология производства заключается в гомогенизации, контролируемом расплавлении и размягчении (пластикации) полимерного сырья в экструдере. Затем следует формирование готового изделия с помощью рабочей головки экструдера (фильеры), дальнейшее охлаждение и окончательная калибровка.
Производство труб ПНД начинается с загрузки гранулированного сырья в приемный бункер экструдера, откуда оно попадает в оснащенный нагревательными элементами рабочий цилиндр. Перемещаясь от зоны загрузки, сырье последовательно проходит к более горячим секциям цилиндра. Соответственно, различают три рабочих зоны цилиндра экструдера: зона подачи, зона пластификации полиэтилена, где происходит сжатие, гомогенизация и расплавление гранул сырья и зона выталкивания (метеринг-зона), где расплав окончательно гомогенизируется, сглаживаются пульсации подачи расплава, перед его непосредственным выходом в формующую головку (фильеру).
Фильера – определяет форму готовой продукции и во-многом ее качество. Существует множество конструкционных решений, обеспечивающих качественную формовку. В общем виде, технология производства полимерных изделий требует, что бы при прохождении расплава, фильера имела фиксированную температуру. В разных конструкциях фильер применяют плоские или патронные нагревательные элементы. При прохождении внешней матрицы и формообразующего дорна заготовка уже приобретает вид готовой продукции. Далее, в процессе калибровки, заготовка попадает в вакуумную ванну, где окончательная формировка трубы происходит в результате давления, прижимающего заготовку к калибровочной форме.
После этого, пройдя камеру охлаждения, во избежание деформации готового изделия, труба попадает на конвейер ленточного или гусеничного типа, как правило, оборудованный пневматическими зажимами траков.
Заключительный этап производства полиэтиленовых труб – стандартная нарезка и укладка труб в бухты. Для этого, в зависимости от диаметра и толщины стенок труб, используются гильотинные резаки или дисковые пилы.
Экструдеры для производства труб ПНД
Для производства полиэтиленовых труб используются экструдеры, которые по принципу работы бывают:
- шнековые;
- комбинированные;
- дисковые.
Наиболее часто для изготовления ПНД изделий применяется первый вид механизмов. Основным элементом выступает винт Архимеда (или шнек). Такие экструдеры могут иметь один либо несколько сонаправленных или противонаправленных шнеков.
Дисковые (одно- или многодисковые) механизмы относительно редки. Они отличаются более высокой ценой и конструкционной сложностью. В основу принципа действия экструдера этого типа положено перемещение сырья при помощи специальных дисков путем адгезии. При этом гранулированный полиэтилен хорошо перемешивается.

Чаще всего для производства ПНД труб применяют экструзионный метод
Если механизм использует и дисковую, и шнековую часть, то он называется комбинированным. С применением таких экструдеров организовано производство изделий из полимеров с низкой эластичностью и вязкостью. Также механизмы могут быть универсальными и специализированными, одно- или двухступенчатыми, без зоны дегазации или с ней. Ежегодно технологии совершенствуются, поэтому разнообразие моделей постоянно растет.
Обзор технологии
На большинстве предприятий используется одна технология производства полиэтиленовых труб – метод экструзии.
Сырье, представляющее собой гранулы полиэтилена, подается в бункер одношнекового экструдера. В нем оно пластифицируется под воздействием высокой температуры и подается шнеком в экструзивную головку, имеющую кольцевой зазор заданного размера. Пластическая масса, проходящая под высоким давлением через головку, формирует заготовку. Горячая заготовка подается в вакуумную ванну, в которой за счет пониженного давления приобретается требуемый диаметр (калибруется).
На некоторых линиях применяют другую технологию калибровки — высоким давлением. В этом случае заготовка подается в полый цилиндр, внутренний диаметр которого соответствует наружному диаметру будущей трубы. Подаваемый внутрь под большим давлением воздух растягивает заготовку, прижимая ее к стенкам цилиндра, так формируется изделие с необходимыми размерами. На этом же этапе выполняется и частичное охлаждение.
Большую роль играет правильное охлаждение заготовки, поэтому оборудование для

производства полиэтиленовых труб в обязательном порядке включает в себя несколько охлаждающих ванн. Проходя через них, труба постепенно отдает тепло, что позволяет снять остаточное напряжение материала, нарушение этого правила (быстрое охлаждение) существенно снижает качество трубы.
Резка трубы по размеру осуществляется планетарной пилой. При этом длина изделия зависит от его диаметра и требований заказчика. Так трубы, имеющие диаметр до 160 мм могут поставляться бухтами по 100-200 и более метров, более крупные изделия чаще всего имеют длину 12 м. Готовая труба маркируется в соответствии с требованиями нормативных документов.
Все производство труб из полиэтилена максимально автоматизировано, оператору необходимо только контролировать работу системы.
Система автоматики контролирует:
- качество и наличие сырья в бункере экструдера,
- температурные режимы и давление,
- скорость прохода пластичной массы через матричную головку.
Залогом качества получаемой продукции является современная ультразвуковая система контроля, кроме того, должен быть организован и визуальный осмотр изделий ответственными лицами.
Комплект оборудования для организации производства
Стандартная линия по производству полиэтиленовых труб должна включать в себя следующее оборудование:
- Аппаратура управления и контроля процесса.
- Оборудование для непрерывной подачи сырья в бункер экструдера.
- Одношнековый экструдер с формирующей насадкой (матричной головкой).
- Оборудование для калибровки (вакуумное или другого типа).
- Устройство для охлаждения заготовки и готовых изделий.
- Механизм перемещения заготовок по линии (тянущее устройство).
- Устройство для резки (чаще всего это установки с планетарной пилой)
- Оснащение для нанесения соответствующей маркировки готовых изделий.
- Аппаратура точности размеров и геометрии готовой продукции (наиболее эффективной считается аппаратура ультразвукового контроля)
Оснащенный таким оборудованием завод по производству полиэтиленовых труб может выпускать трубы напорные водопроводные диаметром до 120 см., трубы напорные газопроводные до 31,5 см., технические безнапорные трубы до 120 см.
Ориентировочная цена производственной линии
Здесь стоит рассмотреть цены непосредственно на линии из экструдера и вспомогательного оборудования для производства пнд, пвх и других труб, поскольку эти технологические единицы являются основными.
Лидерами на российском рынке являются представители китайских компаний. Широко представлены также европейские модели. Для производителя с минимальным опытом свой выбор стоит остановить на станках азиатского производства.

В цену линии обычно входят:
- экструдер (одношнековый или двушнековый);
- фильера (заданного диаметра);
- калибратор;
- охлаждающие, тянущие и режущие устройства.
Такой широкий разброс цен объясняется различной производительностью станков. Условно более дорогие машины выпускают за час больший объем готовой продукции (в погонных метрах) и являются более автоматизированными в управлении.
Представленное оборудование достаточно универсально и может применяться для производства полиэтиленовых и других труб различного диаметра, а также для выпуска других погонажных изделий.
Технология изготовления труб ПНД + Видео как делают
Производство напорных водопроводных труб осуществляется согласно ГОСТ 18599-2001, изделия, использующиеся для транспортировки газа, должны изготавливаться из ПЭ 100 и соответствовать ГОСТ Р 50838-95.
Производственный процесс базируется на технологии экструзии. Сырье помещается в экструдер и там размягчается, а затем посредством фильеров формируется в трубы заданного диаметра и охлаждается.
Технологический цикл предусматривает несколько этапов:
- сырье помещается в накопительный бункер, далее – в экструдер, где постепенно нагревается при постоянном перемешивании;
- двигаясь к головке экструдера, где формируется форма будущего изделия, масса проходит сквозь ряд цилиндров;
- заготовка подается в вакуумный калибратор для проверки заданных параметров и частичного охлаждения;
- практически готовая труба попеременно помещается в несколько охлаждающих ванн и приобретает установленную температуру;
- трубы подаются на конвейер для резки при помощи планетарной пилы;
- изделия маркируют, укладывают в бухты и отправляют в зону складирования.
Ключевым узлом всей линии является фильера экструдера. От характеристик этого агрегата зависит калибровка размеров готовых изделий.








Как выглядит процесс экструзии:
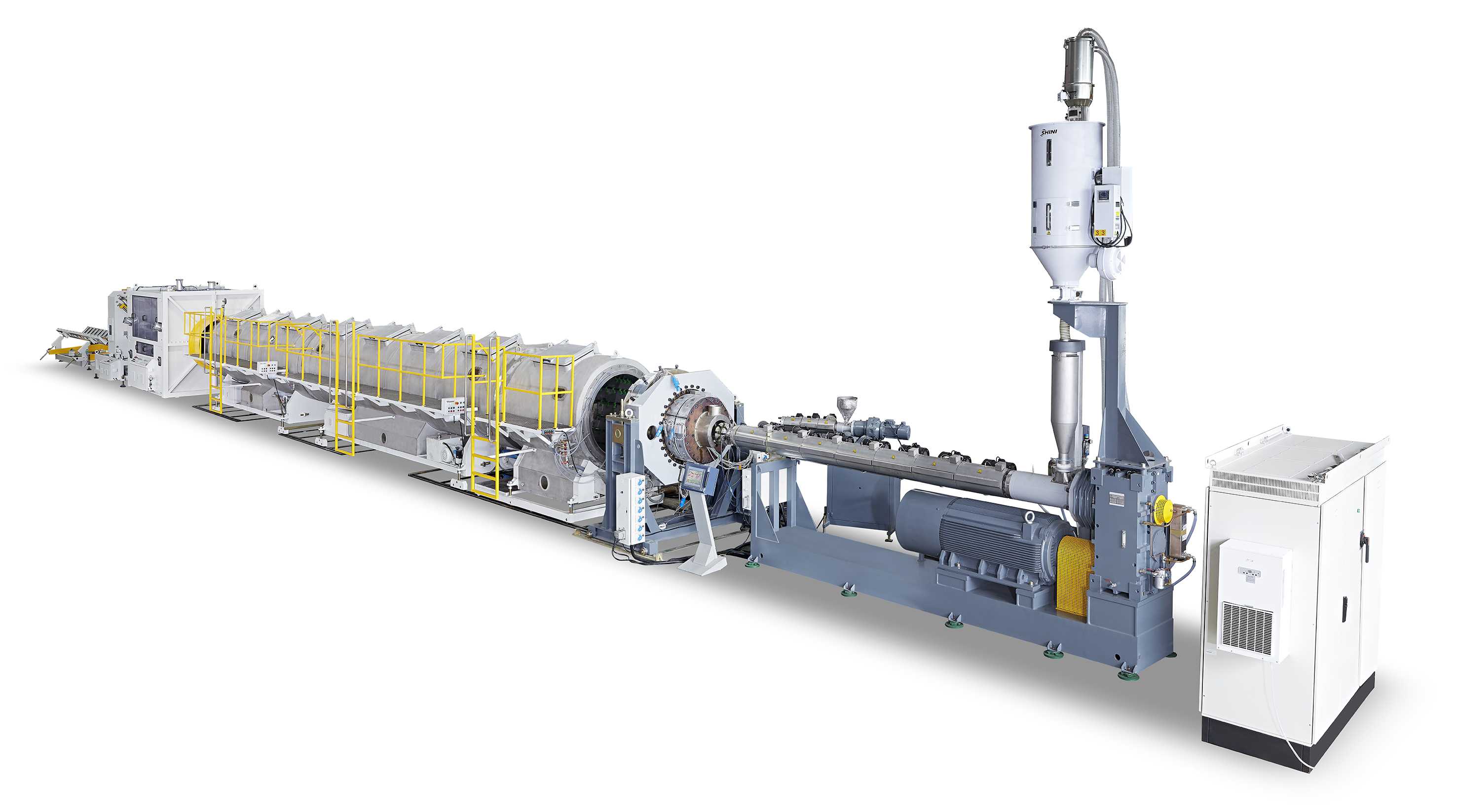
Оборудование и сырье для производства труб из полиэтилена всех марок
Оборудование для производства полиэтиленовых труб представляет собой специализированные автоматические линии, работающие по методу экструзии – технологии продавливания расплавленного полимера через формующие отверстия.
Крупный завод по производству полиэтиленовых труб может использовать до 10 и более специализированных линий, настроенных на выпуск продукции различных размеров и назначения.
Технологическая линия по производству полиэтиленовых труб состоит из нескольких основных рабочих компонентов, включая:
- Автоматический бункер-загрузчик.
- Червячный (шнековый) пресс-экструдер.
- Шестеренчатый насос.
- Вакуумную калибровочную камеру.
- Ванны для охлаждения заготовок.
- Режущее устройство (планетарную пилу).
- Системы управления и ультразвукового контроля.
- Приемное устройство с накопителем.
О пенопласте
Технология производства пенопласта включает последовательные операции с использованием сырья – вспенивающегося полистирола ПСВ-С в гранулах. После двойного вспенивания (обработки насыщенным паром, нагретым до температуры 95-98 о С), сушки и остывания на воздухе на протяжении нескольких суток, вспененные гранулы склеивают в блоки, укладывают в пресс-формы и подвергают обработке паром под давлением 0,7-1,5 атм. (при температуре до 115 о С) 7-40 мин. Технология производства полиэтиленовой трубы очень непроста и в кустарных условиях очень сложно сделать ее.
5 секретов полиэтиленовых трубх: от сырья до готовой продукции
Возрастающая потребность в полиэтиленовых трубах приводит к необходимости значительного увеличения объемов производства полиэтиленовых изделий. Произведенная продукция используется для прокладки трубопроводов водоснабжения и водоотведения, газоснабжения, отопления, для защиты электрокабеля от повреждения, устройства дренажных сетей. Если еще десятилетие назад полимерные трубы импортировались из-за рубежа, сегодня производство труб из полиэтилена успешно осваивают в Российской Федерации, выпуская высококачественную продукцию в широком диапазоне размеров. Наиболее востребованными в строительстве и коммунальном хозяйств стали трубы:
Технология производства полиэтилена основана на полимеризации этилена, которая протекает в условиях повышенного давления и нагревания до 200 о С на специализированных производствах.
Среди многочисленных преимуществ полиэтиленовых труб отмечаются:
- химическая и антикоррозионная стойкость;
- низкая теплопроводность, позволяющая избежать потерь тепла при транспортировке жидкостей и газов;
- гибкость и эластичность, способствующие повышенной прочности сетей при температурных колебаниях в холодное время года;
- упругость, благодаря которой сетям не страшны гидроудары, вызывающие разрывы стальных трубопроводов;
- небольшой вес (в 5-7 раз ниже, чем у стальных труб), облегчающий укладку трубопроводов.
- экологичность;
- шумопоглощение;
- длительные сроки эксплуатации.
Наряду с достоинствами, отмечаются и существенные недостатки полиэтиленовых труб, в том числе такие как:
- потеря формы и качественных показателей при нагревании выше 80 о ;
- неустойчивость к воздействию ультрафиолетовой части спектра солнечных лучей;
Полиэтиленовые трубы диаметром до 110 мм выпускаются в бухтах, при большем диаметре – в отрезках длиной 1-6 м.
Организация производственного цеха
Оптимально, если производственное помещение будет располагаться в промзоне либо за пределами городской черты. При выборе места необходимо учитывать факторы транспортной доступности и наличия качественных подъездных путей. Для организации производства потребуется сооружение площадью от 200 м², высотой потолка не менее 10 м с подведенными электрической сетью (380 В), системами водоснабжения и водоотведения.
Внутренняя часть здания должна быть разделена на несколько зон:
- производственный цех;
- площади для складирования сырья и готовой продукции;
- санитарный узел;
- помещения для сотрудников.
Учитывая большие габариты и высокий уровень продукции тепла во время производственного процесса, цех необходимо оснастить мощными кондиционерами и современным комплексом противопожарной защиты. В складских помещениях потребуется установка отопительной системы для поддержания плюсовой температуры в зимний период.