
Процесс изготовления: много интересного
Содержание углерода такого сырья недопустимо выше 0,2% от массы. При закручивании кромочная часть листов разогревается электротоком и обжимается электродными кольцами (валками). За шестьдесят секунд таким способом свариваются десятки метров. При разной толщине стенок скорость этого процесса меняется. Трубы сразу нарезаются по определенным размерам с помощью специального оборудования (электрические труборезы для стальных труб), которым всегда оснащен завод по производству стальных труб.
Технологический процесс различается по типу изделий, которые выпускает завод стальных труб.
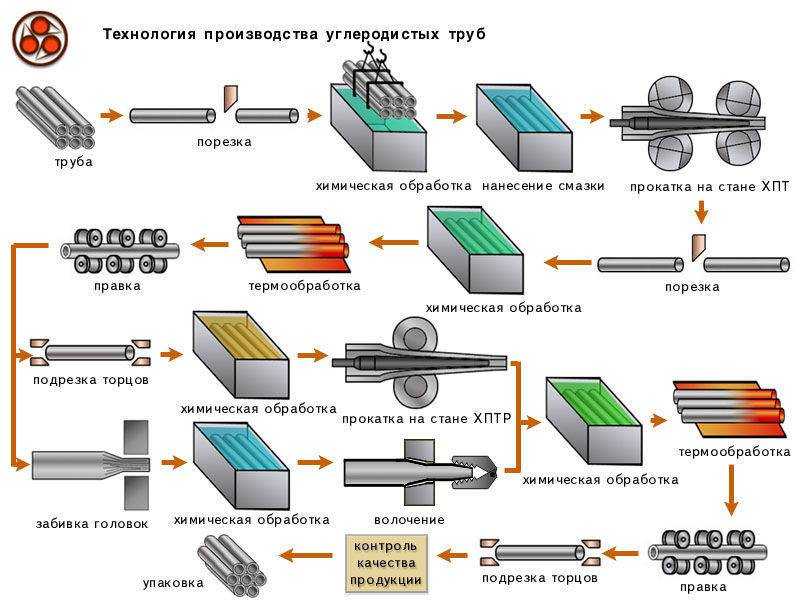
Методика производства бесшовных изделий
Производство бесшовной трубы может выполняться одним из таких способов, как волочение, ковка, прессование, прокатка и некоторыми другими.
В любом случае этот процесс проводится в условиях промышленного производства с использованием стали различных марок, а также сплавов из нескольких металлов. Какой именно материал использовать для производства зависит от конечного предназначения трубы.
Изготовление бесшовных труб горячекатаного типа связано с особенно сложным технологическим процессом, хотя и все прочие технологии простыми не назовешь.
Если разбираться, как делают бесшовные трубы цельнокатаные, то в этом случае термическая обработка является обязательным условием.
На крупных металлургических комбинатах существуют целые прокатные цеха, где изготавливают заготовки для бесшовных холоднокатаных изделий, а также производят горячекатаные трубопрокаты. Разница в технологиях производства трубных изделий заключается в рабочих температурах обрабатываемого материала.
В частности, для производства холоднокатаных бесшовных труб производится обработка холодного материала, с предварительной горячей прокаткой. А вот горячекатаные трубы прокатываются и обрабатываются в горячем состоянии.
По технологии при производстве горячекатаных бесшовных труб температуру сырья удерживают на таких отметках, чтобы не началась его рекристаллизация.
Так как изготавливают бесшовные трубы множеством различных методов, есть возможность создания изделий, достаточно прочных, чтобы выдерживать высокое давление на стенки, и при этом сэкономить время, деньги и ресурсы на производство.
Любой технологический процесс на заводах осуществляется в соответствии с ГОСТами, поэтому качество бесшовных труб всегда на высоте. Кроме того, на подобные изделия производитель получает сертификаты.
Для производства бесшовных труб применяют углеродистые, высокоуглеродистые, легированные и высоколегированные марки стали. В частности, бесшовные горячекатаные трубы из углеродистой стали рассчитаны на максимальное давление до 16 МПа.
Примерная цена
Стоимость бесшовных труб варьируется в довольно широком диапазоне – многие аспекты влияют на формирование цены, среди которых: способ производства, марка стали и характеристики используемых сплавов, а также диаметр и толщина стенок. Поэтому все вопросы, касающиеся стоимости бесшовного стального проката следует обсуждать и уточнять в отделе продаж поставщика.
предлагает широкий выбор бесшовных труб различных типоразмеров по доступным ценам. Специалисты «МС» всегда готовы дать исчерпывающую информацию по стоимости металлоизделий – на официальном сайте нашего предприятия функционирует форма обратной связи, где можно получить ответ на любые вопросы по металлопрокату.
Бесшовные трубы из нержавеющей стали от – это гарантия качества и долгого срока службы.
Сырье для производства сварных труб
В качестве исходного сырья для изготовления стальных трубных изделий большая часть производителей использует металл. Это могут быть листы стали толщиной не больше 5 сантиметров, или стальная лента, имеющая различную толщину и свернутая в рулоны. Современная экономика отдает предпочтение трубным изделиям сварного типа, для производства которых использовалась низколегированная или углеродистая сталь. Ее отличительное свойство – содержание углерода в определенном количестве и минимум легирующих веществ. По количеству углерода определяется тип стали: низкоуглеродистая, среднеуглеродистая и высокоуглеродистая.
Углерод в большом количестве, входящий в состав исходного материала, неоднократно повышает прочностные характеристики сварной трубы при нормальном использовании. Однако параллельно снижаются эластичные свойства изделий, и возрастает степень их ломкость в холоде. Следовательно, большое количество углерода делает материал более хрупким при эксплуатации в холоде, что значительно сужает сферу использования готовой продукции.
Сталь, в которой легирующие вещества содержатся в количестве, не превышающем 2,5%, отличается прочностью независимо от эксплуатационных условий. Трубопрокат из такой стали имеет продолжительный срок службы и меньшую массу при одинаковых условиях. Низколегированная сталь для трубных изделий повышает стоимость готовой продукции, и одновременно увеличивает прочностные характеристики, устойчивость к износу и коррозии
Если сравнивать аналогичные качества труб сварного типа из углеродистой стали, то высокая стоимость трубопроката из низколегированной стали не имеет особой важности
Для изготовления нержавеющих трубных элементов используется аналогичная сталь. Это материал устойчив к коррозии, прост в обработке, с небольшой массой и привлекательной поверхностью. Труба из нержавеющей стали может быть холодного или горячего проката. В первом случае стальные листы имеют толщину от 0,4 до 5 миллиметров, во втором – от 2 миллиметров до 5 сантиметров.
Виды и особенности сварных труб
Прямошовные виды делаются из свернутого по окружности металлического листа или ленты с последующим свариванием кромок. Линия соединения проходит вдоль оси. Поскольку ширина листов ограничена изделия большого диаметра сваривают из двух полусфер, накладывая швы на обе стороны.

Для производства спиралешовных разновидностей используется длинная стальная лента в рулонах. Линия сварки проходит по внешней поверхности в виде спирали. Этот способ дает возможность производить изделия диаметром до 2,5 м на одном прокатном стане из материала равномерной ширины. По данной технологии делаются сварные трубы с соотношением диаметра и толщины стенки более 100.

Для производства спиралевидного вида не нужно сложного оборудования используемого при производстве трубы прямой прямошовной. Из достоинств отмечается, что спиральная форма шва не позволяет образоваться длинной продольной трещине при разрыве. Однако из-за повышенной длины шва увеличивается расход материалов для сварки.
Назначение современных стальных труб сварного типа
Даже быстро развивающиеся технологии не позволяют представить, что когда-то появится подходящая замена стальным трубам, которые используются при строительстве разных строений и конструкций или проведении коммуникационных сетей.
Сварные трубные изделия современного изготовления могут быть как универсального назначения (доставка различной всевозможной рабочей среды потребителю), а могут иметь узкую специализацию (газопроводы и нефтепроводы).
Прокладку коммуникационных сетей над землей и под землей невозможно представить без стальных трубных изделий разного диаметра. Они входят в состав сложнейших технологических устройств, различных приспособлений и механизмов. Строительные процессы предполагают использование прочных, но легких элементов армирования, в качестве которых используется стальной трубопрокат. К тому же такие изделия могут выступать в качестве основы при строительстве каркасных конструкций.
Горячее и холодное деформирование

Как изготавливают металлические трубы с применением методики горячей прокатки? Технологический процесс подразумевает определенные финансовые затраты, по этой причине стоимость этих труб в итоге оказывается весьма внушительной.
Первые этапы подразумевают выполнение подготовительных работ. Заготовка представляет собой элемент с проделанной полостью стандартной длины и сечения. В качестве материала для изготовления применяется специальная марка стали.






Процесс горячего деформирования имеет такие особенности:
- Перед прокаткой заготовка раскаляется до температуры не доходящей до начала процесса кристаллизации металла с допустимым превышением в 50-60 градусов. Заготовка становится более пластичной, но все-еще сохраняет свою форму и не плавится;
- На следующем этапе выполняется образование гильзы, изготавливаемой при помощи специальной сверлильной установки, способной пробурить в заготовке отверстие необходимого диаметра и глубины. Прошивочный пресс позволяет получить готовый пустотелый цилиндр из предварительно раскаленной металлической заготовки. Однако это изделие только напоминает трубу по визуальным характеристикам;
- В процессе прокатки гильза размещается на специальном станке оборудованном несколькими валиками. Гильза, установленная между валиками, постепенно вытягивается в нескольких направлениях;
- Необходимая форма изделия достигается после выполнения вальцовки, размеры трубы регулируются при горячей деформации. Контроль диаметра изготавливаемой трубы выполняется при помощи ограничительного элемента;
- При погружении в воду выполняется охлаждение раскаленной стальной трубы, затем выполняется окончательная калибровка через несколько вальцев.
Некоторые процедуры из вышеперечисленной последовательности могут выполняться несколько раз, чтобы получить изделие необходимой формы.
На завершающей стадии процесса обработки трубы нарезаются на изделия необходимой длины.
Технология холодного деформирования подразумевает две основных отличительных особенности:
- Процедура охлаждения выполняется после того, как заготовка выходит из прошивочного станка.
- Предварительная калибровка трубы должна выполняться только в холодном состоянии.
Когда выполняется финишное вальцевание, гильза обжигается, раскаляется до температуры, при которой начинается процесс рекресталлизации металла.
Особенности производства цельнотянутых труб.
Труба цельнотянутая бесшовная является разновидностью труб бесшовных, в производстве которых применяют одну из особых технологий работы с горячим металлом, позволяющую достичь максимальных показателей прочности. Методом вытягивания из массы горячего металла формируют заготовку для трубы, после чего она становится пригодной к процессу калибровки.
Также бесшовный прокат возможно получить на специальных прокатных станах (получение отверстия методом прошивки). Существует принципиально иной способ – высверливание отверстия в цилиндрических заготовках.

Все эти методы производства преследуют общую цель – получить монолитное изделие, которое бы отличалось однородной структурой, а значит имело бы значительные преимущества перед другими видами труб. В этом случае цельность изделия обеспечивает его надежность, высокие антикоррозионные свойства, устойчивость к высокому давлению.

Цельнотянутые трубы чаще всего покрывают цинком, что дает возможность не применять дополнительные меры антикоррозионной защиты. Оцинкованные трубы не требуют нанесения грунтовки или краски, за исключением мест резьбовых соединений, где поврежден верхний оцинкованный слой. Во избежание аварий на стыках труб цельнотянутые трубы подлежат соединению с помощью фитингов или муфт, которые также должны быть выполнены из одинакового с трубами металла.
Виды и характеристики
Трубы для отопления подразделяются по материалу изготовления. Типоразмеров любого вида много, они легко доступны в магазинах. Чугунные трубы уже практически не встречаются и не применяются. По профилю для отопления применяются только изделия с круглым сечением. По способу изготовления – они могут быть сварные или бесшовные. По толщине стенки – с нормальной стенкой (для стали ходовых диаметров 20-25 32 мм толщина стенки составляет 3-3,5 мм).
Из чугуна
Применение чугунных труб для отопления – очень большая редкость из-за их нетехнологичности: сложности или невозможности сварки, невозможности нарезать резьбу в нужном месте, большого веса. Практически, очень редко встречаются ребристые трубы, которые используют как радиаторы. Монтируются они при помощи фланцев. В жилье такие трубы-радиаторы не применяются.
Из меди
Медные трубы – сравнительно новый материал для систем отопления на нашем рынке. Медь очень долговечна, не зарастает, имеет очень тонкие стенки — система получается легкой и компактной. Определенную сложность имеет монтаж – при помощи сварки и латунных фитингов. Широкое распространение медных систем отопления сдерживает цена и необходимость приглашать сварщика.
Медные изделия бывают отожженные и неотожженные. Разницы для систем отопления нет, но чаще применяют неотожженные изделия – они тверже и меньше деформируются в процессе эксплуатации.
Из черной стали
Достаточно долговечны, зарастают изнутри солями, отчего уменьшается просвет труб и эффективность системы. Основной способ монтажа – с помощью сварки или на сгонах и резьбах. В домах и квартирах практически не применяются – даже частичный ремонт системы легче выполнить пластиком.
Из оцинкованной стали
Оцинкованные трубы долго не зарастают изнутри солями (пока полностью не разрушится слой цинка). Фактический срок службы старых труб для ВГП – до 50 лет и больше. Раньше их применяли повсеместно. У них достаточно сложный монтаж – на заготовках необходимо нарезать резьбу, затем покрыть цинком. Монтируются на резьбовые фитинги. Способ монтажа не подходит для использования в частном строительстве. Применять сварку нельзя – соединение начнет ржаветь с той же скоростью, что и черный металл, и весть эффект от покрытия цинком пропадает.
Из нержавеющей стали
Материал используют для труб отопления очень давно. Нержавейка не зарастает, не ржавеет. Раньше монтировали на сварке, сейчас применяют и сварку, и резьбовые фитинги. Распространение ограничено ценой и сложным монтажом – и сварка, и нарезка резьбы требуют определенных навыков от мастера.
Материал пластичен и устойчив к гидроударам – поэтому для отопления можно ГОСТ предусматривает трубы с небольшой толщиной стенки (например, 2 мм). Бывают гофрированные изделия из нержавейки, но их прочность ниже, чем обычных гладких.
Область применения труб
Профильная труба имеет множество преимуществ по сравнению с трубами стандартной круглой формы:
- невысокая стоимость. Полая металлическая труба квадратного сечения по стоимости меньше, чем аналоги, изготовленные из дерева, и способна прослужить более длительный срок;
- простота установки. Благодаря своим качествам трубу легко можно согнуть. Малый вес изделий облегчает процесс транспортировки и самостоятельного монтажа;
- высокая устойчивость к повреждениям. Профильные трубы не поддаются механическому воздействию. От коррозии трубы защищаются специальным покрытием;
- устойчивость к перепадам температурного режима. Труба не деформируется как при малых, так и при высоких температурах воздуха;
- надежность. Благодаря ребрам жесткости профильная труба может выдерживать достаточно большие нагрузки, причем в течение длительного периода времени.
Основные преимущества труб обуславливают область их применения. Трубы различного сечения используются:
для создания каркасов зданий, в том числе в качестве поперечных балок, ферм, колонн и вертикальных стоек, так как отличаются возможностью выдерживания нагрузки обшивки и долговечностью;

Каркас жилого строения из профильных труб
- для строительства каркасов беседок, качелей, лавочек и иных малых архитектурных форм;
- для строительства заборов, ворот, калиток, причем как в качестве основных столбов, так и в качестве поперечных ребер;

Качели и каркас забора из квадратных труб
для создания предметов мебели (столов, стульев и так далее).

Предметы мебели из профильных труб
в качестве защитных каналов для различных коммуникаций.
Как самостоятельно сделать стул из труб, смотрите на видео.
Что такое сварная стальная труба?
Сварная стальная труба изготавливается из плоского стального листа или стальной полосы, и в процессе ее изготовления на корпусе образуется шов. В частности, при изготовлении сварной стальной трубы стальной лист или полоса изгибаются и затем привариваются либо к круглой, традиционной форме трубы, либо к квадратной форме.





LSAW, труба SSAW и труба ERW — это все типы сварных стальных труб, которые классифицируются в зависимости от способа их сварки.
Независимо от типа сварной стальной трубы, производство является быстрым и эффективным и стоит меньше, чем производство альтернатив, таких как бесшовные стальные трубы. В целом сварная стальная труба является доступным, адаптируемым выбором и может использоваться для различных целей.
Применение сварных стальных труб
Как уже упоминалось, сварные стальные трубы используются во многих областях. Ниже вы найдете некоторые из наиболее популярных областей применения этого типа стальных труб.
Сварная стальная труба отлично подходит для транспортировки воды, других жидкостей и природного газа.

• Обсадная труба
При строительстве буровых стволов требуется обсадная труба (временная или постоянная), и для этой цели можно использовать сварную стальную трубу. При использовании в качестве обсадной трубы сварная стальная труба обеспечивает поддержку отверстия во время строительства.
• Несущие сваи
Сварная стальная труба может быть забита в землю, чтобы помочь поддерживать и нести грузы от больших, тяжелых конструкций . При использовании в качестве несущих свай сварные стальные трубы также могут быть заполнены бетоном для повышения прочности.
• Комбинированные стены
Сварная стальная труба может использоваться для создания комбинированных стен, которые служат в качестве подпорных конструкций. В комбинированных стенах сварная стальная труба является основной сваей, которая используется вместе со стальными шпунтовыми сваями для формирования прочной и долговечной конструкции , выдерживающий значительные нагрузки.

• Подземные коммуникации
Сварные стальные трубы с просверленными отверстиями и домкратами могут использоваться для облегчения прокладки подземных коммуникаций. При таком использовании гидравлические домкраты перемещают между котлованами отрезки стальных труб, которые затем соединяются с другими отрезками сращенных труб. После того, как желаемая структура трубы создана, ее расчищают и очищают, чтобы создать безопасную зону для коммунальных работ.
• Структурные секции
Сварная стальная труба может использоваться для создания больших открытых конструкций, включая коффердамы. При таком использовании он может обеспечивать равную степень сопротивления изгибу во всех направлениях, что делает его устойчивым к изгибу, даже когда требуется поддержка очень тяжелых грузов на значительной длине.
Это лишь некоторые из основных областей применения сварных стальных труб. С точки зрения рентабельности и общей эффективности сварная стальная труба является надежным и надежным выбором !
Заинтересованы в покупке подержанных стальных труб?
Онлайн-рынок Eiffel Trading объединяет покупателей и продавцов для координации успешной сделки для обеих сторон! Продавцы могут продать свои ненужные активы, а покупатели могут сэкономить деньги, покупая подержанные! В дополнение к бывшим в употреблении стальным трубам , наша торговая площадка предлагает бывших в употреблении труб из ПНД , бывших в употреблении стальных шпунтовых свай , бывших в употреблении опорных опор и многое другое.

Все наши объявления постоянно обновляются, но если вы не видите то, что ищете, создайте объявление о розыске .
Готовы продать подержанное тяжелое оборудование или строительные материалы? Разместите свои продукты сегодня на онлайн-рынке Eiffel Trading.
Преимущества сварного трубопроката
Современная технология сварки позволила добиться высочайшего качества шва, который ничем не уступает по своей прочности цельному металлу. В результате область применения сварных труб значительно расширилась и сегодня они применяются даже там, где еще несколько десятков лет назад можно было использовать исключительно бесшовные аналоги. По сравнению с последними, стальные сварные трубы обходятся значительно дешевле в производстве. Это обусловлено не только самой технологией изготовления, но и значительно меньшими материальными затратами.
В частности, стенки сварных труб значительно тоньше, чем у бесшовных. Это позволяет не только существенно сэкономить на потреблении стали, но и сделать трубы более легкими
Последнее обстоятельство особенно важно в процессе перевозки и монтажа, которые требуют меньшее количество техники и человеческих ресурсов. Наконец, стенки сварной трубы имеют значительно меньшие отклонения по толщине, ведь изготавливаются они из готовой листовой стали, имеющей однородную толщину по всей площади
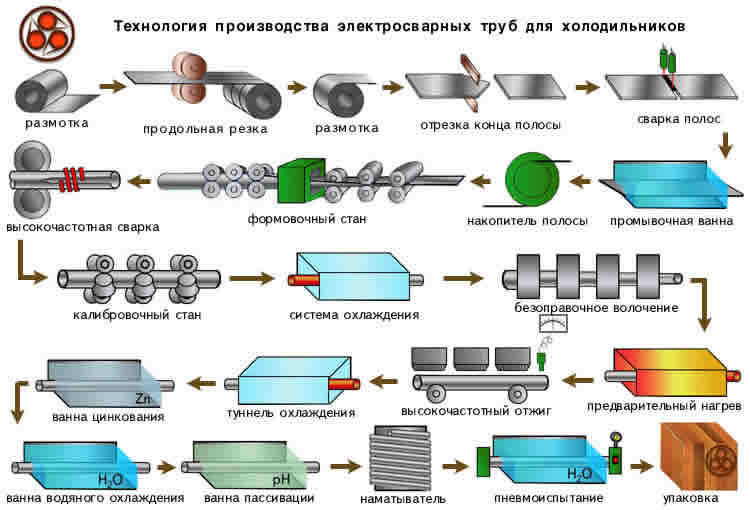
Особенности электросварных труб
Эта категория трубопроката производится из листового сырья – углеродистых или низколегированных сталей. На предварительном этапе заготовкам придают нужную форму, а затем соединяют с помощью сварки в единую конструкцию. При этом стык всегда параллелен оси, что позволяет получать идеальный прямой шов. В зависимости от поставленной цели и характеристик готового изделия можно получить спиральный или прямой шов.
Электросварные трубы востребованы в отопительных системах, нефте- и газопроводах, системах водоснабжения и других отраслях, требующих использования высококачественных сталей. За счет использования современных технологий сварки и инновационного оборудования производители смогли в разы увеличить долговечность продукции.
Важно! Основные требования, предъявляемые к электросварного трубопрокату, перечислены в ГОСТ 10704-91. Этот государственный стандарт объединяет и дополняет ГОСТы, используемые ранее
В зависимости от сечения трубы максимальная масса 1 погонного метра не должна превышать 500 кг. Диапазон толщины стенок – 7-16 мм, длины – от 2 до 12 метров. Максимальный наружный диаметр трубы – 1420 мм.
3 Линии с непрерывным станом – современный способ
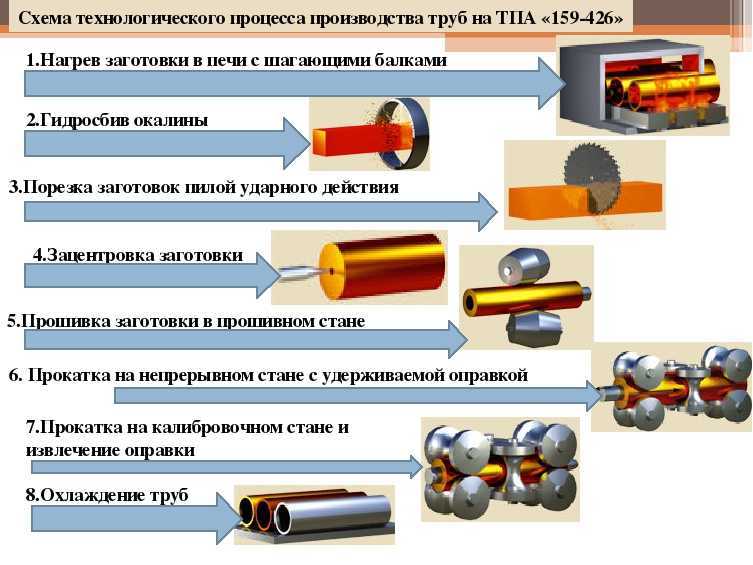
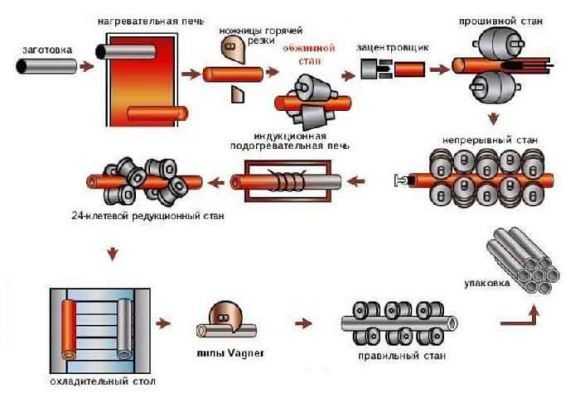
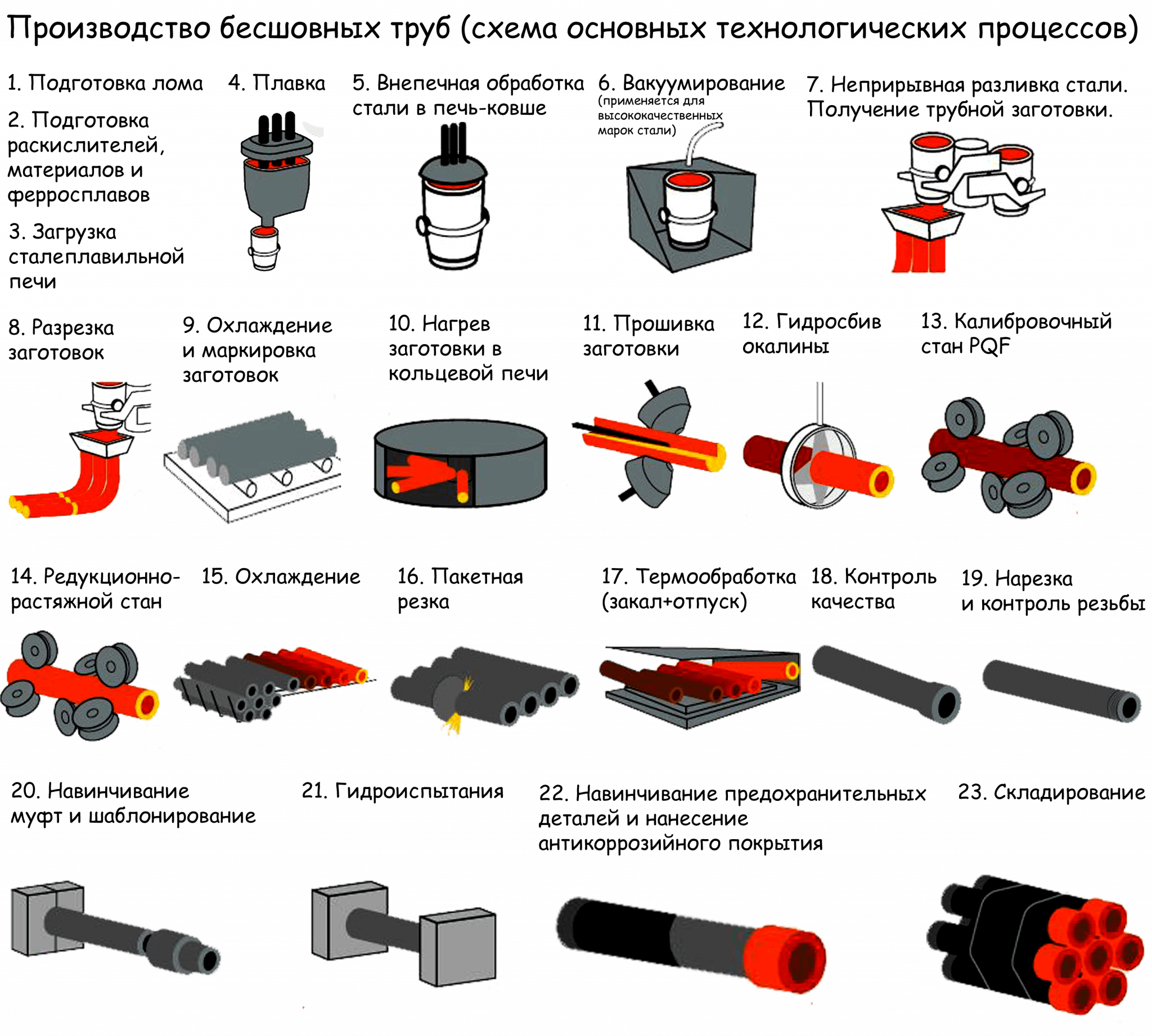
ТПА с таким станом гарантируют существенное повышение производительности прокатного оборудования и расширение ассортимента (по толщине стенок и по сечению) выпускаемой продукции. Рассматриваемые в этой главе агрегаты работают по следующей схеме:
- Подготовка заготовок и их последующий нагрев.
- Получение гильз (прошивочная технология).
- Прокатывание гильз с целью получения труб.
- Демонтаж оправок с готовых изделий.
- Разогрев труб, их калибрование (либо редуцирование).
- Прокатка трубных конструкций и их резка на нужные размеры.
- Охлаждение труб, а затем их отделка.
Нагрев болванок производят в проходных секционных печах. Затем металл разрезается на консольных ножницах с нижним типом реза. Могут использоваться также прессы для ломки заготовок либо пресс-гильотины. После нагрева в кольцевых печах заготовки, из которых получается горячекатаная труба, идут на двухвалковый прошивной участок. Там происходит превращение болванок в гильзы. Последние выдаются по осевой схеме.
Затем производится центрование гильз. Для этих целей применяется механизм с тремя рычагами и роликами. Дополнительно центрователи оснащаются приводными роликами. Они обеспечивают максимально быструю выдачу гильз. Механизм работает за счет пневмопривода. Далее стальная гильза поступает на рольганг. В нее вводят оправку большой протяженности. Скорость подачи составляет 0,9–2,5 м/сек. Когда оправка (ее передний конец) выходит из гильзы, запускают спецтолкатель. Он направляет всю конструкцию на прокатку на непрерывный стан, состоящий из 8–9 клетей.
 Изготовление бесшовных труб
Изготовление бесшовных труб
По завершению прокатной операции гильза освобождается от оправки посредством цепного извлекающего устройства. Далее их пути расходятся. Гильза идет на дальнейшую обработку (калибровка или редуцирование). А оправка попадает в барабанную охладительную емкость. Горячекатаная труба после всех описанных процедур имеет так называемый разлохмаченный торец. Эту часть изделия отрезают. А затем стальная труба нагревается и калибруется (редуцируется). В случае потребности готовые бесшовные изделия после указанных операций разрезаются дисковыми стационарными пилами.
Горячекатаные бесшовные конструкции, изготавливаемые по непрерывной технологии, при ее нарушении могут иметь следующие дефекты:
- Чрезмерная разностенность полученных изделий. Этот дефект обычно обуславливается износом оправок и калибров. Чтобы избежать подобных проблем следует регулярно обмерять указанные элементы и отбраковывать их.
- Появление на наружной поверхности труб рисок или трещин. Такие изъяны возникают из-за неправильной (неточной, некорректной) настройки работы ТПА.
- Утолщение торцов трубных изделий после прокатки. Эту проблему решают просто – обрезают концы труб.
Добавим, что в редких случаях готовые изделия отбраковываются по качеству из-за нарушения требований к нагреву заготовок.
3 Если сечение должно быть большим
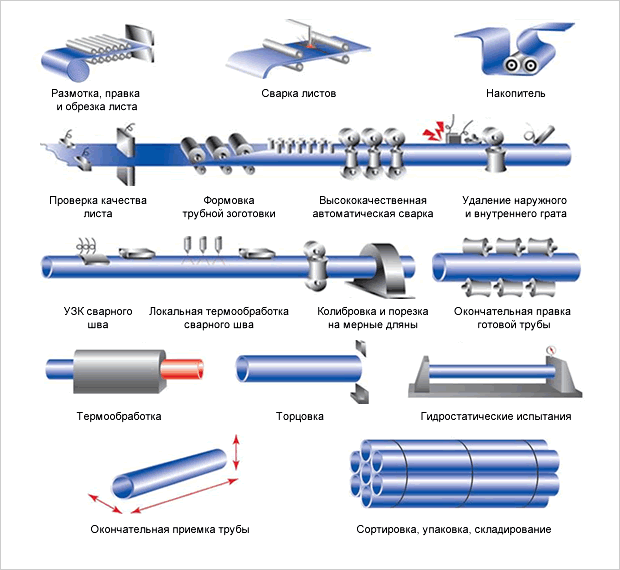
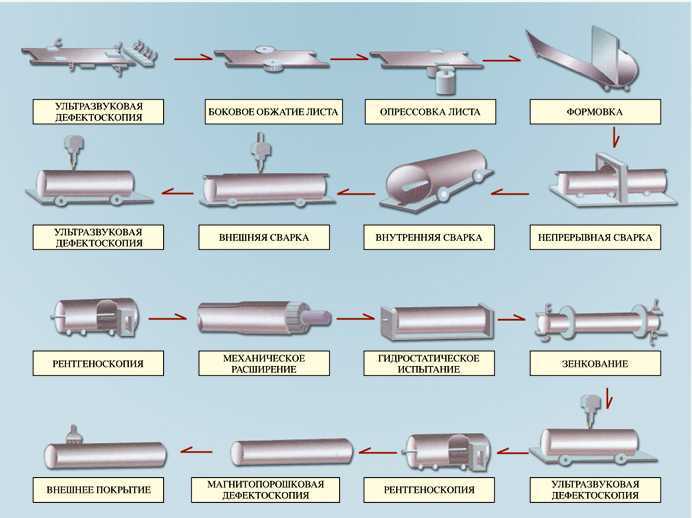
Сейчас мы рассмотрим, как организовано производство стальных электросварных труб большого сечения. Для этого используются стальные листы, которые подаются на конвейер с помощью крана. Далее на них привариваются технологические планки. Эти элементы играют весьма важную роль, так как сварочный аппарат разогревается постепенно, и не получается сразу формировать шов нужного качества. А на зону технологических планок как раз и приходится этот разогрев.

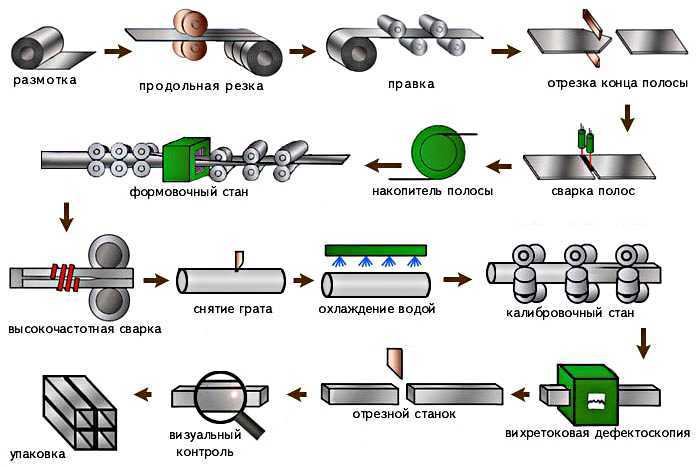




Попадая на основную линию, первым делом происходит фрезерование кромок, после чего заготовка поступает на кромкозагибочный стан. Дело в том, что при основной деформации края не загибаются на нужный угол, этого можно добиться только с помощью оборудования. Далее заготовка поступает на самый важный агрегат – трубоформовочный пресс. Изначально будущая труба имеет сечение в форме шестигранника, а затем растягивается изнутри до цилиндра. Работы проводятся в 2 этапа, сначала обрабатывается одна половина, а потом и вторая.
 Изготовление труб большого сечения
Изготовление труб большого сечения
Теперь заготовка отправляется непосредственно на сварку. Технологическим швом соединяются концы будущей трубы, после чего она проваривается как снаружи, так и изнутри. Потерявшие свою актуальность технологические планки отрезаются. При необходимости проводится шлифовка и правка. Готовая продукция проходит тщательный контроль, а несколько экземпляров с каждой партии отправляются на испытания в лабораторию.
Тем временем остальная продукция поступает на экспандирование. Конструктивно экспандер имеет сходство с барабанным тормозом задних колес авто, только в этом случае количество головок не 2, а почти 24. Во время процесса полая труба проходит между идеальным кругом, на котором установлен датчик с колодками. Если какой-либо фрагмент полого элемента недотягивает до круга, то колодки выдавливают его изнутри, тем самым обеспечивая идеальную форму.
Теперь следует торцевание, ведь так важно, чтобы края были идеальными. Специальное оборудование одновременно обрабатывает оба края, независимо от длины конструкции
В конце производят контроль качества, подрезку фасок и приемку. При необходимости изделие покрывают антикоррозионным составом, начала снаружи, а затем и внутреннюю поверхность.
Материал
Основа стальных труб – легированная сталь. Этот сплав бывает в листах (толщиной до пятидесяти миллиметров) или в рулонах, в виде стальной ленты. Изготовление труб из этого материала связано с техническими характеристиками стали:
- прочность высокого уровня;
- возможность выдержки значительного давления;
- низкий коэффициент линейного расширения.
Наряду с положительными характеристиками у стали выделяют и отрицательный момент – низкую коррозийную устойчивость. Чтобы продлить срок эксплуатации стальных труб, их подвергают антикоррозионной обработке: пассивной (использование спецоболочек для наружных и внутренних частей труб) и активной (электрозащита).
Трубная металлургическая компания использует следующие марки стали.
| Марка стали | Тип труб |
| ст3, ст10-20, ст17г1с-у (углеродистые) | Производство сварных труб (для универсального назначения) широко применяет такие материалы |
| ст20-10 | Горячекатанные без швов |
| ст20 | Холоднодеформированные |
| 08Х18Н10Т, 12Х18Н12Т, 12Х18Н10Т (стойкие к коррозии) | Изделия для химической и энергетической промышленности |
| 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Т | Нержавеющие центробежнолитые (для среды с агрессивными характеристиками) |
Маркировка стальной трубы говорит специалисту о зашифрованной в буквенно-цифровых обозначениях информации о том, кто производит изделие (или товарном знаке), о размерах трубы и марке стали.
Сталь, применяемая для создания труб, по уровню содержания углерода бывает с его низким, средним и высоким содержанием. По этому показателю (и многим другим) составляются качественные характеристики труб.
Сталь с высоким содержанием углерода ведет к особой прочности труб, но при этом уменьшаются характеристики эластичности и устойчивости к холоду, поэтому такие изделия нежелательно использовать в условиях низких температур.
Легирующие элементы, входящие в состав материала для стальных труб, может значительно повлиять на увеличение прочности при условии процентного их содержания не более 2,5 процентов. Изделия из низколегированной стали дороже, но прочнее и менее подвержены коррозии. Они прослужат намного дольше, чем те, у которых высокое содержание легирующих элементов.
Популярны коллекторы из нержавеющей стали, отличающейся высокой коррозионной стойкостью.