

Сварка меди на автоматах или полуавтоматах под флюсом
При сварке меди для повышения качества шва и производительности в промышленности применяют . Процесс ведётся на автоматах или шланговых полуавтоматах вручную или механизировано. Сварку меди малой толщины успешно выполняют под флюсом с неплавящимся электродом.
Подготовка металла под сварку
Кромки необходимо зачистить. Стыковые соединения меди толщиной 6-8мм собирают для сварки с зазором 1-1,5мм. При больших толщинах рекомендуется V-образная разделка с суммарным углом раскрытия 60°. В этом случае сварку выполняют без технологических зазоров.
При сварке меди с зазором, стыковое соединение собирается на подкладке, иначе расплавленный металл будет вытекать сквозь зазор. Лучшие результаты получаются при использовании флюсовых подкладок, однако стоит помнить, что сильное поджатие подкладок к металлу приводит к ухудшению формирования корня шва.
Перед сваркой медных изделий рекомендуется выполнять предварительный подогрев. При малой толщине свариваемого металла можно ограничиться местным начальным подогревом. При сварке большой толщины металла или при большой длине стыка рекомендуется сопутствующий подогрев в процессе сварки. Температура подогрева составляет 250-300°C.
Проволока для автоматической сварки меди
Для сварки применяют проволоку из меди марок М1, М2 и М3. Если проволока тонкая, (до 3мм), то её предварительно нагартовывают. Если невозможно получить нагартованную тонкую медную проволоку, то применяют более упругую проволоку из бронзы марок БрОФ 4-0,3, Бр.Х-1, или Бр.КМц 3-1. При этом следует учесть, что применение медной проволоки снижает риск образования трещин в сварном шве.
При автоматической сварке меди тонкой проволокой технологичнее будет использование автоматов с проволоко-протяжным механизмом, оснащённым двумя протягивающими роликами. Наряду с тонкой проволокой, можно применять проволоку диаметром 3,4,5мм. Проволоку, диаметром более 5мм для автоматической сварки меди не используют, т.к. для этого необходимы специальные источники тока.
Через проволоку можно легировать металл сварного шва, вводя в него различные раскислители — кремний, марганец, фосфор и др. Но, лучшие результаты получаются легированием через флюсы, особенно, керамические.
Плавленые и неплавленые флюсы для сварки
Из плавленых флюсов наибольшее распространение получили флюсы следующих марок:
1. АН-348А, ОСЦ-45 и АН-348 — высококремнистые марганцевые; 2. АН-51, АН-10 — низкокремнистые марганцевые; 3. АН-20 — низкокремнистые безмарганцевые.
Которые позволяют легировать металл шва и вводить в его состав раскислители. Состав керамических флюсов К-13 и ЖМ-1, применяемых при автоматической сварке меди, указан в таблице.
Техника безопасности при пайке труб из меди
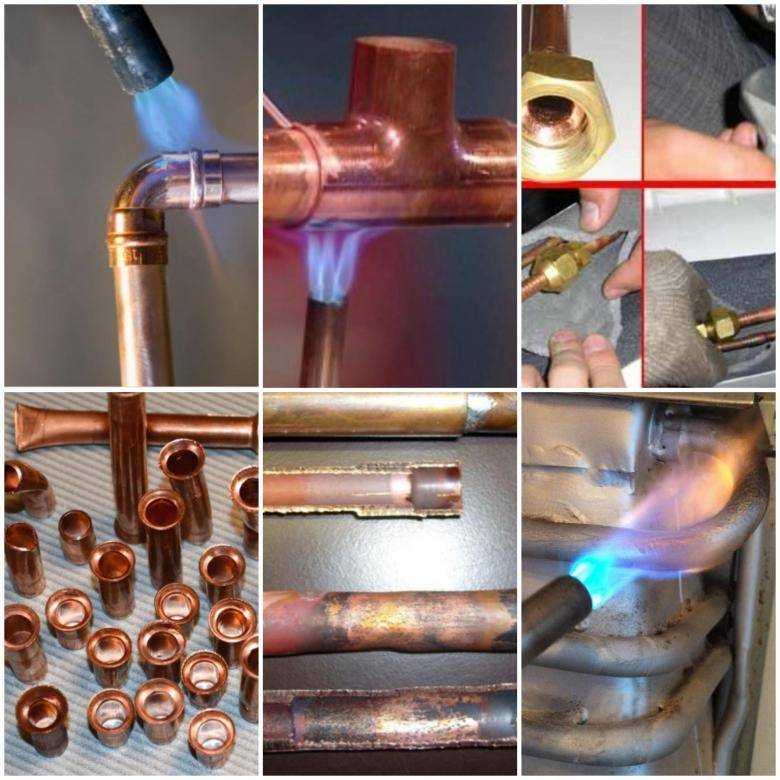
Никогда не нужно игнорировать технику безопасности, когда человек интересуется, как паяют профессионалы медные изделия. Прежде всего, необходимо запомнить, что любая конструкция из меди очень сильно нагревается, когда на нее воздействует пламя горелки. Поэтому брать незащищенными руками деталь ни в коем случае нельзя. Для перемещения коротких элементов можно использовать клещи. Рекомендуется надеть рукавицы.
Необходимо не допускать попадания на кожу флюса. Если все же возникла такая ситуация, тогда агрессивный состав смывается мыльной водой.
Работы нужно выполнять в плотной одежде. Рекомендуется надеть вещи из хлопка. Одежду из синтетических тканей во время пайки использовать нельзя, потому что волокна искусственного происхождения легко плавятся.
Процесс соединения деталей нужно выполнять при хорошей вентиляции, так как во время пайки нередко флюс загорается. Поэтому в воздухе появляются опасные пары.
После завершения монтажных работ система обязательно промывается водой. Она должна быть горячей и чистой. Это позволяет избавиться от излишков расходников внутри трубопровода.
Мягкая пайка водопроводных труб
Для пайки труб диаметром менее 28 мм из-за возможности перегрева материала и повреждения поверхности трубы, используется только мягкий припой для пайки медных труб. Подготовка стыка для пайки и мягкой пайки по существу такая же, как и в общих случаях: резка труб, удаление заусенцев по краям, расширение концов труб (если соединители не используются), очистка поверхности трубы в точке соединения и применение флюса. Наиболее рекомендуемыми связующими для мягкой пайки медных установок являются свинцово- оловянные припои.
Следует отметить, что по санитарным соображениям припой, содержащий кадмий и свинец, не допускается использовать в установках для питьевой воды. В этом случае используются олово — медный (S — Sn97Cu3) и оловянно — серебряный (S — Sn97Ag3) припой. Часто для пайки мягких медных установок используются флюс или разъёмы с зажимным припоем с флюсом. Прочность на сдвиг паяных соединений с мягким припоем обычно не превышает 50 МПа и значительно уменьшается при повышении температуры, что приводит к ограничению использования мягких припоев для установок, работающих при температурах до 110 C.
В дополнение необходимо использовать паяльный поток, который растворяет оксиды с поверхности паяных элементов и защищает от повторного окисления во время пайки. Флюсы для мягкой пайки обычно представляют собой пасту, гель или жидкость, которые после пайки должны оставаться неагрессивными, а в случае установок для питьевой воды — нетоксичными, шлаками, легко моющиеся холодной водой.
Пошаговая технология пайки меди
Для скрепления медных трубок нужно действовать поэтапно. Если пропустить хоть один этап, можно не надеяться на качественное соединение.
Подготовка
Важно подготовить место скрепления двух элементов. Трубы должны иметь вертикальный срез, на котором не может быть заусенцев, неровностей
Относительно стенок деталей, на них не должно быть вмятин, бугров. С помощью наждачной бумаги нужно затереть внутреннюю и внешнюю стороны деталей.
Пайка
Припой для пайки медных труб выбирается зависимо от технологии создания соединения. Это же касается используемого оборудования, порядка выполнения работ.
Пайка медных труб мягким припоем
Этапы выполнения низкотемпературного спаивания:
- Зачистить места соединения с помощью наждачной бумаги.
- Покрыть поверхность флюсом с помощью кисти.
- Вставить одну деталь в другую
- Газовой горелкой разогреть рабочую поверхность до 200 градусов.
- Припой добавлять на место соединения так, чтобы он плавился, затекал внутрь.
Чтобы понять, когда нужно добавлять припой, следует смотреть на изменение цвета флюса. Когда он потемнеет, можно добавлять основной расходный материал.

Низкотемпературная пайка медных труб
Пайка медных труб твердым припоем
Этапы проведения высокотемпературного спаивания:
- Зачистить место скрепления наждачной бумагой, намазать флюс с помощью кисти, вставить трубки друг в друга.
- Промышленной горелкой нагреть рабочую поверхность до 700 градусов.
- Разогреть олово. Ввести его в рабочую зону. После плавки расходника провернуть трубы в разные стороны, чтобы расплавленное олово растеклось по всему месту будущего шва.
Важно не перегревать детали, чтобы не испортить качество шва
Технология пайки и этапы работ
При монтаже бытовых систем, предполагающих пайку медных трубок твердым припоем, может применяться и мягкий материал. Область соединения прогревается до +250-300 °С, что позволяет припою равномерно растекаться по поверхности. При этом не допускается длительное воздействие данных температур на материал.



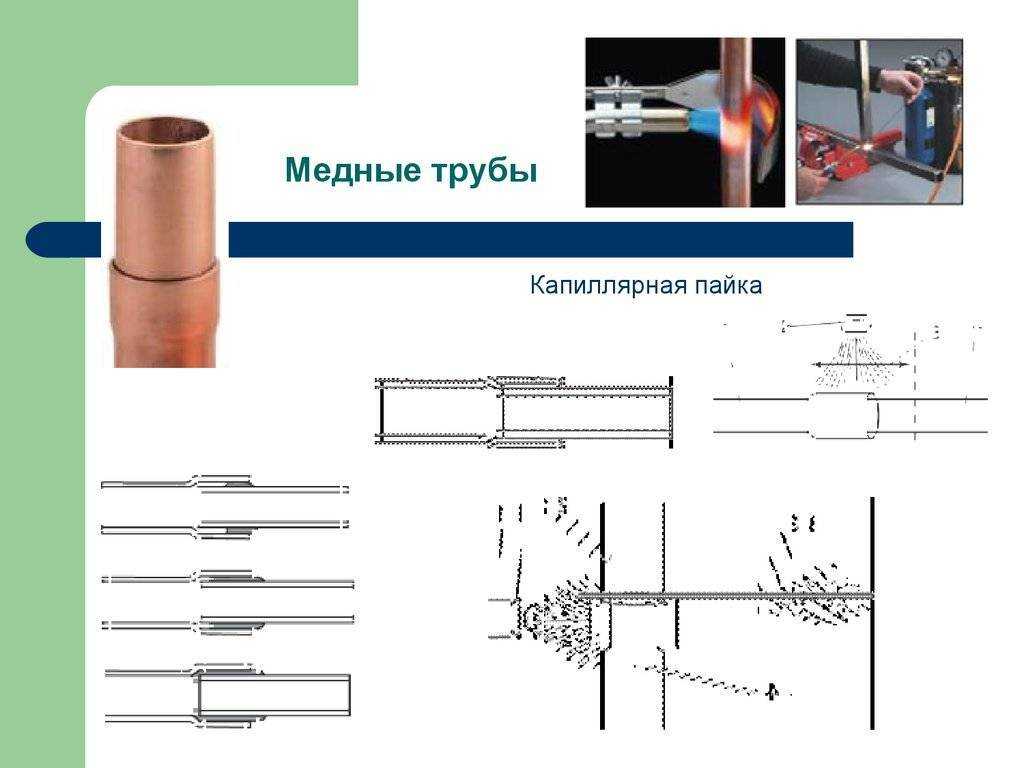


Использование мягкого спаивания предусматривает возникновение капиллярного эффекта. Припой равномерно растекается на всей обрабатываемой области вне зависимости от ее положения. Между фитингом и трубкой максимальный зазор рекомендуется выдерживать не более 0,1-0,15 мм. Именно эти значения обеспечат надежную фиксацию соединения при использовании припоя.
Технология паяния методами, которые используют низкотемпературное воздействие, применяется наиболее широко. Он используется при монтаже комплексов отопления и водопроводов, которые эксплуатируются при температуре до +110 °С. Процесс пайки медной трубы высокотемпературным методом использует твердые припои, а также применяется в сетях, предназначенных для высокого давления, с повышенными термальными нагрузками.
Подготовительный этап
На первоначальном этапе выполняется подготовка рабочего места для пайки медных труб, а также расположение необходимого инструмента и приспособлений. Обязательно наличие зажимов либо вспомогательных приспособлений. Соединение спаиваемых деталей должно иметь плотное прилегание. Края спайки медных труб обязательно обрабатываются напильником, абразивом либо шлифовальной шкуркой для создания ровного среза. Данная операция проводится как с внешней поверхностью, так и с внутренней трубной частью.
Выбор необходимых инструментов и материалов
Выполнение трубных соединений из меди предполагает использование определенного оснащения. К нему относится паяльник для медных труб либо горелка, соответствующий припой и флюс, механический труборез, приспособление для снятия фасок, разнообразные детали для соединений (фитинги), а также вспомогательное оборудование.
Инструменты, необходимые для пайки, не отличаются высокой стоимостью и требуют всего лишь небольшой практики для использования. Перед началом основных работ желательно провести небольшую тренировку на обрезках для получения необходимых навыков. Это предоставит возможность освоить технологию со всеми нюансами выполнения ремонта.
Припои и флюсы
Для надежного соединения трубочек из меди применяют специальный припой для спаивания, а также флюс для обезжиривания области соединения. Этот состав обеспечивает прочное и герметичное соединение соединяемых участков. При использовании твердого и мягкого припоев в быту применяются составы с оловом, содержащие висмут, медь, серебро, сурьму. Наиболее качественными считаются соединения с серебром, однако они имеют высокую стоимость.
Вспомогательные материалы
Пайка медных труб невозможна без использования дополнительных принадлежностей. К главным элементам относится труборез либо ножовка с полотном по металлу. Для точного позиционирования изделия используется плотницкое стусло.
Для зачистки кромок применяются ершики, а также щетки, шлифовальная шкурка. С ее помощью обрабатываются как внутренние края изделия, так и внешние. Регулировать необходимый температурный режим можно феном, направляя струю горячего воздуха в рабочую область.
Подготовка рабочего места
Пайка медных труб своими руками должна проходить после подготовки рабочего места, а работу надо начинать с того, чтобы правильно подобрать инструмент для пайки медных труб и сопутствующие материалы.
Необходимые инструменты для пайки:
- Медный резак.
- Металлическая щётка.
- Трубогиб.
- Абразивная ткань.
- Пастообразный флюс.
- Бессвинцовый припой.
- Перчатки.
- Защитные очки.
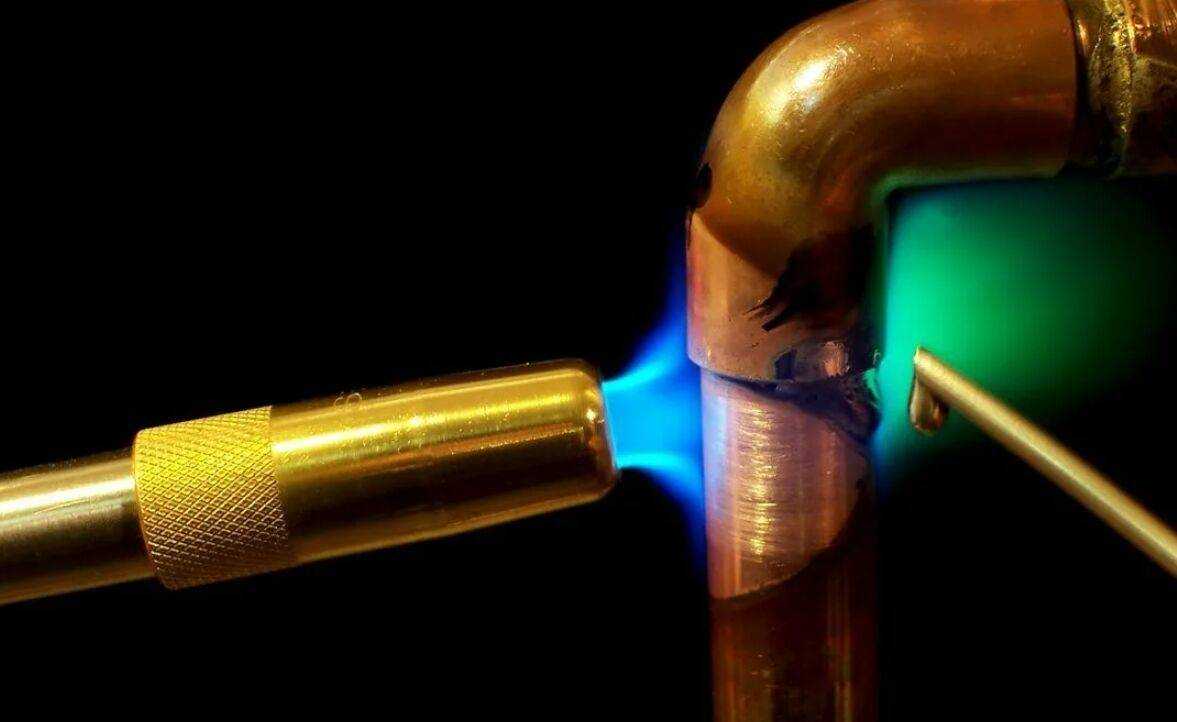
Монтаж пайки соединений в установках осуществляется с использованием соответствующих горелок с пропановым воздухом или ацетиленовым кислородом. Температура пламени пропан — воздух составляет около 1900 C, а ацетиленового кислорода составляет около 3100 градусов. Высокая температура пламени оксиацетилена, с одной стороны, ускоряет процесс нагрева до температуры пайки, с другой стороны, создаёт опасность недопустимого плавления поверхности труб.
Инструмент для пайки, в частности, колпачок горелки, является критическим фактором, влияющим на качество. Таким образом, даже нагрев со стандартной горелкой, несмотря на очень высокую теплопроводность меди (411 Вт/м * К), может быть затруднён, особенно в местах, которые не позволяют перемещать паяльник. В таких ситуациях гораздо выгоднее использовать горелки с колпачками, которые равномерно нагревают область пайки.
Паяльные техники
Все паяльные техники глобально сводятся к одному:
- подготовленные (облуженные) элементы располагаются в том положении, в котором их надо соединить;
- место пайки покрывается флюсом, прогревается;
- пятно контакта заполняется припоем;
- после застывания припоя можно удалить приспособления для фиксации (если использовались).
На практике есть определённые различия в выполнении этапов, в зависимости от конструкции деталей и применяемого нагревательного оборудования.
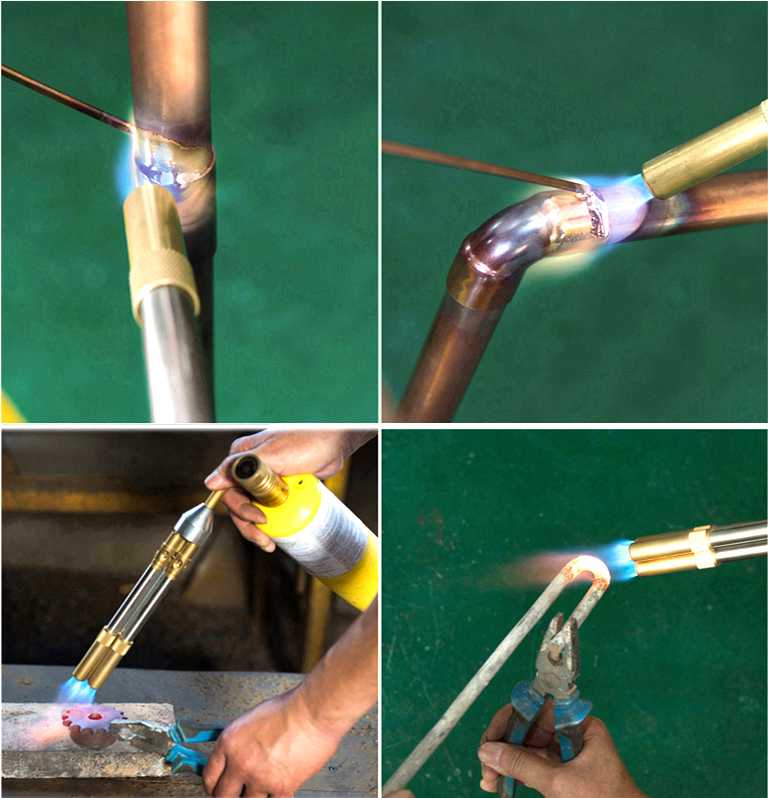
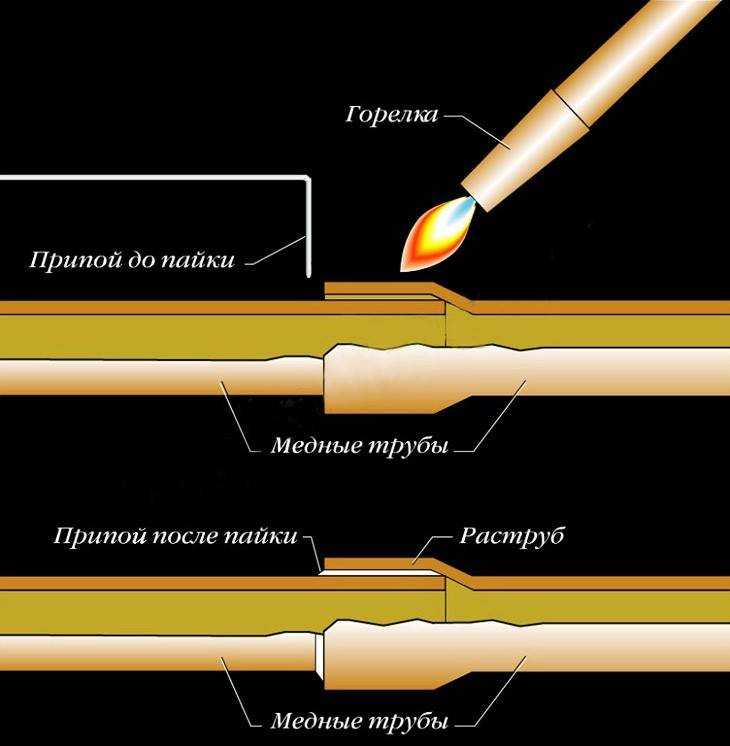
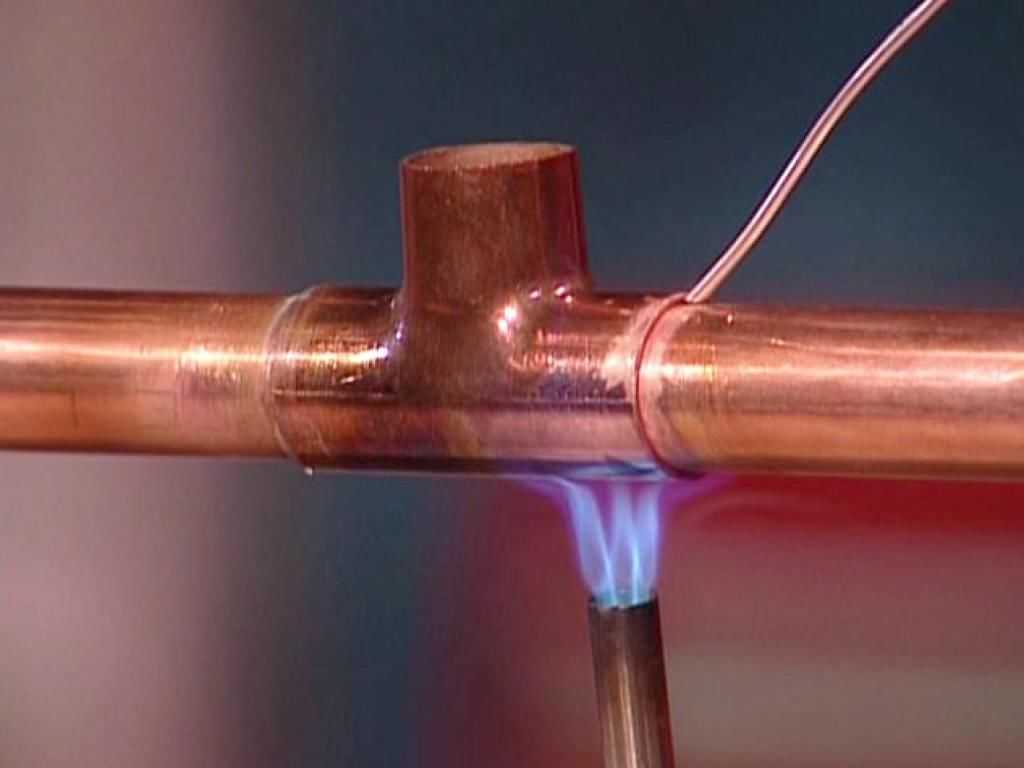
Пайка медных трубопроводов газовой горелкой
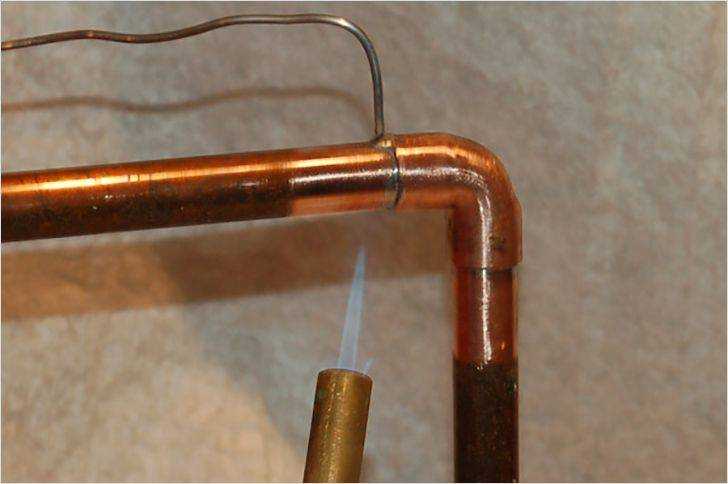
При выполнении пайки меди газовой горелкой (обычно для создания трубопроводов водоснабжения или линий отвода конденсата в системах кондиционирования) подготовленные трубки соединяют в нужной позиции, наносят на место соединения флюс и прогревают равномерно по кругу место соединения горелкой.
Нанесение флюса на место пайки
После прогрева, не давая флюсу времени испариться и выгореть, надо взять пруток припоя и прижать его к нагретому металлу, не прекращая воздействия горелкой. Плавясь, припой будет заполнять место соединения. Эта операция, возможно, потребует определенной тренировки.
При соединении проводов их очищают от изоляции. Затем их надо обязательно облудить, а после этого слегка скрутить.
Облуженные и скрученные проводаПропаивание места соединения проводов
Затем провода скручивают между собой и пропаивают с небольшим дополнительным количеством припоя. Надо следить, чтобы расплав равномерно, без излишков обтек место контакта.
При пайке радиодеталей на плату можно использовать фен. Контактные площадки облуживаются, смачиваются флюсом, электронный элемент устанавливается на место. После этого выводы нагреваются феном до расплавления припоя.
Пайка микросхемы феном
Что необходимо для пайки труб из меди
Основным достоинством процесса пайки медных изделий своими руками является отсутствием необходимости приобретения дорогостоящего оборудования. Для правильного осуществления пайки понадобятся инструменты, которые возможно найти в любом гараже или кладовке:
- Горелка, как правило, используется газобаллонного типа. Для пайки небольших медных труб может использоваться ручная горелка на бензине, однако такое оборудование не безопасно при использовании.
- Труборез возможно приобрести на рынке комплектом или отдельно необходимого диаметра. Специальное приспособление позволяет разрезать мягкую медь не повредив грани, без деформации окружности. Конструкция некоторых моделей труборезов позволяет применять их при труднодоступных местах.
- Труборасширитель необходим ля получения необходимого диаметра, действие выполняется для качественного соединения при пайке. При одинаковом сечении возможно немного увеличить размер одной из стороны перед пайкой, что позволит наложить их друг на друга.
- Для снятия заусенцев, образованных после резки и фасок понадобится специальный инструмент. Перед пайкой медных труб необходимо воспользоваться фаскоснимателем, это позволит получить надежное, качественное изделие. На рынке предлагаются несколько вариантов снимателей, удобным в использовании считается круглое устройство, позволяющее обрабатывать мягкие металлы диаметром не более 4 см.
- Перед любым процессом спаивания детали подвергаются подготовке. Необходимо удалить с поверхности загрязнения и окислы, очистка которых производится специальными щетками или ершиками различного диаметра. Работа паяльником для медных труб различается на высоко и низкотемпературное воздействие.
- Для защиты от формирования воздушных масс при пайке медных труб, используются флюсы и пасты. Состав служит для предотвращения образования коррозии и окислов, а также способствует повышению прочности шва.
Кроме вышеперечисленных инструментов, понадобятся материалы для точной разметки. Основными из них считаются маркер, уровень строительного типа, рулетка, кисточка, молоток для нанесения рисок. Способ пайки существует несколько, основные из них имеют отличия применением состава припоя. Мягкий припой используется в бытовых системах, подразумевает использование оловянной проволоки.
Как припаять медь к металлу
Иногда возникает потребность припаять медь к другому металлу – к железу, к стали, к алюминию и т.п. Например, соединять скруткой медные и алюминиевые провода нельзя. Контакт должен быть выполнен через другой металл, которым вполне может быть сплав олова и свинца.
Техника пайки в этом случае не отличается от обычной:
- очистка (в том числе, от изоляции);
- облуживание;
- стыковка деталей (скрутка проводов);
- нагревание с припоем.
Проблемой может быть этап облуживания. Для железных и стальных деталей придется применить специальные флюсы (хорошо работают активные составы, содержащие кислоту). По окончании облуживания остатки флюса надо смыть составом с щелочной реакцией (хотя бы мыльным раствором).
Что касается облуживания алюминия, то этот раздел требует отдельного обзора, так способов существует много, и точка в этом вопросе далеко не поставлена. Тем не менее, залудить алюминиевый провод или деталь вполне возможно, хотя здесь не обойтись без особых флюсов и специальных приемов.








Флюс для пайки алюминия
Освоить пайку медных деталей несложно. После небольших тренировок запаять медную трубку или соединить провода не составит труда. Однако пренебрежение простыми правилами может ухудшить качество пайки, и стоит прислушаться к советам, особенно, на этапе освоения процесса.
Основные способы сваривания меди с нержавейкой
Нержавейка и медь достаточно различны по своим составам, самый распространенный способ их сваривания – аргонодуговой. Также возможно применение электродуговой, совсем редко – ультразвуковой сварки.
Ручная аргонодуговая сварка
Данный тип сварки выполняется с повышенной силой сварочного тока, это вызвано высокой способностью меди к теплопроводности. В некоторых случаях допустимо применение стальной подкладки. Суть ручной аргонодуговой сварки – в образовании сварочного шва с помощью расплавления присадочного материала.
Для выполнения сварочных работ берутся неплавящиеся вольфрамовые электроды. Если вместо аргона используется другой газ (азот), то в этом случае необходимо применять графитовые электроды. Аргон на 38% тяжелее кислорода, что позволяет успешно вытеснять его из области сварки.
Аргонодуговая технология позволяет добиться содержания железа в сварочном шве до 10%. А если применить холодную сварку, то его содержание будет более 10%. Чтобы увеличить итоговую прочность шва, его дополнительно легируют с помощью цинка.
Необходимая техника:
- инвертор или другой источник питания, подходящий для аргонодуговой сварки;
- вольфрамовые электроды;
- аргон;
- редуктор;
- присадочный материал;
- защитные элементы (сварочная маска, перчатки и т. д.).
https://youtube.com/watch?v=6zZS5FoNzPs
Электродуговая технология сваривания
Этот универсальный способ сваривания можно применять и для сварки меди с нержавеющей сталью. Электродуговую сварку необходимо выполнять с помощью источника большого тока с невысоким напряжением. Технология электродугового метода одновременно позволяет произвести плавку металла электрода (или присадочного материала) и соединяемого металла, вследствие этого формируется сварочная ванна.
Между электродом и металлом возникает дуговой разряд. Расплавление происходит за счет локального распределения тепловой энергии дуги, образовывая сварочную ванну и защитный шлак.
Необходимое оборудование:
- источник питания;
- плавящиеся или неплавящиеся электроды;
- молоток, зубило;
- металлическая щетка;
- присадочный материал;
- защитная одежда (маска, перчатки).
Ультразвуковая сварка
Данный вид сварки используется только в промышленных сферах. Сущность данного способа в преобразовании электрических колебаний в механические. Чаще используют для сваривания пластмассы, но возможно использование и для цветных металлов.
Оборудование:
- источник питания;
- кронштейн для крепления;
- система преобразования колебаний;
- привод для увеличения силы давления.
Технология пайки медных изделий
Как на решение проблемы влияет материал трубопровода?
Завидной стойкостью и долговечностью отличаются трубы из металла. Практически единственный их недостаток – подверженность к коррозии. Именно это зачастую и становится причиной возникновения течи в контуре.
Реже, но выходят из строя и другие трубопроводы: пластиковые, полипропиленовые (в основном в местах резьбового или фитингового сопряжения).
Пластиковую трубу достаточно обжать в проблемной зоне, причем все манипуляции можно осуществить под давлением воды. Главное, не перестараться со стяжкой, иначе пластик треснет, и тогда придется менять трубу целиком.
Полипропиленовый трубопровод легко ремонтируется с помощью пайки отдельного фрагмента, из металлопластика – нужны вставки. В последнем случае, если повреждение не масштабное, достаточно будет обмотки изолентой или обработки клеящим составом (полиуретановым, эпоксидным).
Монтаж медных труб с трубами из других материалов
Есть несколько важных моментов, связанных с возможностями монтажа медных труб с трубами из других материалов:
- Соединения меди и латуни, меди и пластика и меди и стали неопасны и не вызывают коррозии материалов.
- Установка оцинкованной стали и меди может отрицательно сказаться на состоянии трубы из оцинкованной стали: химические процессы между медью и цинком приводят к разрушению цинка.
Поэтому если есть необходимость соединения оцинкованной и медной труб, то оно возможно только через латунный фитинг и только в одном направлении: по течению воды от оцинкованной трубы в медную.
Коррозия оцинкованной трубы при неправильной пайке с медной
Для бытового водопровода в России это возможный выход: почти всегда центральный водопровод использует сталь или оцинкованную сталь, поэтому медную сантехнику в квартире можно приобретать без сомнений.
Медные трубы соединяются со стальными или пластиковыми только при помощи отжимных фитингов из латуни. Основной крепеж системы осуществляется через зажимную гайку и зажимное кольцо фитинга: они закручиваются на стандартное число оборотов, прописанное в технической документации фитинга, и обязательно регулярно проверяются в период эксплуатации на наличие ослаблений и возможных протечек.
Суть процесса и способы пайки
Процесс сварки пластиковых изделий заключается в создании неразьёмного соединения при нагреве свариваемых поверхностей до вязко-текучего состояния и прижатии их друг к другу под давлением.

Микрочастицы одного изделия проникают в структуру другого, образуя цельную конструкцию. Осуществляется этот процесс тремя способами:
- диффузионный способ. В зоне сварки происходит перемешивание вязко-текучего материала обеих деталей с одновременным вытеснением пузырьков воздуха. После остывания изделия образуют надёжное соединение, которое не теряет прочности с течением времени;
- пайка с помощью электрофитинга — способ стыковки труб с применением фитингов с закладными электрическими нагревателями, при этом сварка осуществляется в автоматическом режиме;
- холодным способом. Пайка осуществляется с использованием специальной сварочной массы (припоя), которая помещается в зазор между поверхностями свариваемых деталей. Припой имеет более низкую температуру плавления, чем основной материал, при расплавлении диффундирует в него, образуя прочное соединение.
Особенности сварки меди
Как мы писали выше, существуют некоторые особенности сварки меди и ее сплавов, из-за которых процесс соединения металлов существенно усложняется
Давайте перечислим основные нюансы, на которые нужно обратить внимание
Во-первых, у меди очень высокая теплопроводность, а это значит, что в работе вам необходимо использовать дугу, способную выдавать большую тепловую мощность, и симметрично выводящую тепло из сварочной зоны. Также из-за этой особенности не получится использовать любые виды швов. Мы рекомендуем применять для сварки медных деталей стыковые соединения.
Во-вторых, медь при плавлении начинает быстро стекать, из-за этого крайне сложно сделать потолочные и вертикальные швы, поскольку металл при малейшем перегреве стремительно стекает вниз. Чтобы избежать этой проблемы сварочная ванна должна быть минимального размера, и расплавленный металл должен быстро охлаждаться.

В-третьих, при сварке меди с использованием стыковых швов и в нижнем положении нужно обязательно использовать графитовые, асбестовые подкладки или флюсовые подушки. Это необходимо, чтобы избежать прожогов металла.









В-четвертых, находясь в расплавленном состоянии медь активно поглощает кислород и водород. Это приводит к образованию горячих трещин и в шве образовываются пор. Все это ухудшает качество шва, страдает надежность и эстетическая составляющая. Чтобы этого избежать необходима тщательная защита сварочной зоны. С этой проблемой справляется газ.
В-пятых, медь крайне склонна к окислению, при этом окисная пленка очень тугоплавкая и от нее трудно избавиться. Эта проблема решается применением присадочной проволоки, содержащей в своем составе фосфор, марганец и кремний.
И, наконец, последнее, что вам нужно знать. Медь отличается от других металлов большим коэффициентом линейного расширения. Это значит, что металла легко деформируется, и особенно подвержен образованию горячих трещин. Эту проблему можно решить относительно просто: деталь нужно предварительно прогреть в печи или с помощью горелки до температуры 300 градусов по Цельсию.
Несмотря на все сложности, сварка меди в домашних условиях возможна. Но для начала металл нужно как следует подготовить, об этом мы расскажем далее.
Техника безопасности при сваривании медных труб
При выполнении работ по свариванию медных труб, впрочем как и при проведении сварки труб электросваркой, необходимо строго соблюдать все правила техники безопасности.
Все работы, связанные с выделением токсичных газов и дыма (пайка с использованием припоев с содержанием кадмия, пайка с флюсами, содержащими фтористые соединения) должны выполняться в помещениях, обеспечивающих должный уровень вентиляции.
Кроме того, необходимо соблюдать предосторожности при работе с газовыми грелками – как оснащенными одноразовыми баллонами, так и стандартными ацетилен-кислородными. Также не следует забывать об использовании спецодежды и средств индивидуальной защиты – респиратора, очков и перчаток
Также не следует забывать об использовании спецодежды и средств индивидуальной защиты – респиратора, очков и перчаток.
Необходимые материалы и приспособления: олово и другие
Инструменты для работы с медными трубами требуются следующие:
- труборез, ножовка по металлу или болгарка с тонким диском;
- фаскосниматель;
- труборасширитель (экспандер);
- паяльный флюс;
- припой;
- паяльник для меди,например,пропановая горелка для пайки медных труб;
- перчатки прорезиненные;
- бумажные салфетки.
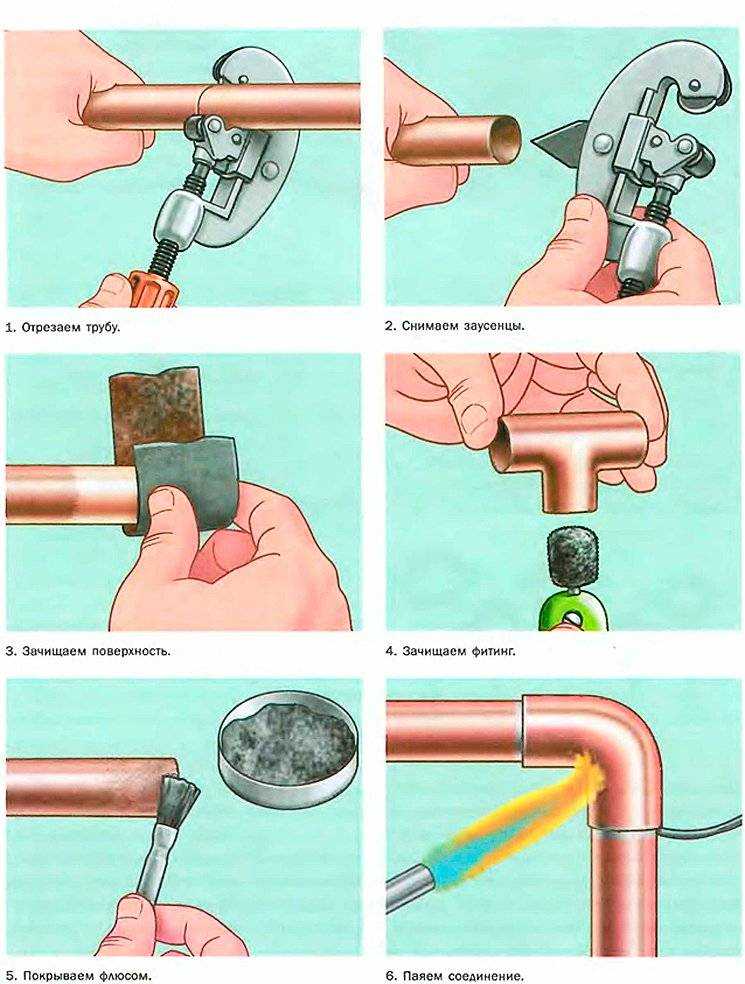
Для отрезания трубы пользуются труборезами различных размеров. У образцов покрупнее большой радиус разворота, ими неудобно пользоваться в труднодоступных местах, поэтому если есть необходимость отрезать участок на готовом смонтированном водопроводе, используют маленький труборез. Отрезать трубу можно ножовкой по металлу или болгаркой с тонким диском, но более качественный срез получится только при помощи трубореза.
После того как труба отрезана, зачищают заусеницы. Это нужно для того, чтобы не было завихрения потока жидкости в системе. Когда нет препятствий, водопровод не испытывает нагрузок и работает как часы.
Перед тем как сварить медь, концы трубы полируют мелкозернистой шкуркой, которую можно приобрести в хозяйственных магазинах. Зачищают обе поверхности, готовящиеся к пайке.Иногда для этих целей используют маленькие щеточки-ершики диаметр которых Ø 22 мм, они подходят почти ко всем трубам. Для зачистки ножка ершика вставляется в шуруповерт или дрель, при помощи которых процесс осуществляется быстрее и качественнее.
На зачищенную отглаженную наружную поверхность наносят флюс – состав, препятствующий процессу окисления меди.
Перчатки для защиты рук используют прорезиненные, так как при отрезании меди и заусениц образуется много мелких металлических элементов, впивающихся в кожу как занозы.Кроме того, при зачищении дрелью поверхности, вращающаяся щетка зажевывает тряпочные перчатки.
Чтобы правильно паять медь,нужно учитывать, что с момента зачистки и нанесения флюса до пайки должно пройти не более получаса, иначе зачистку нужно повторить заново. Если флюс наносится кисточкой, на поверхности не должно оставаться щетины или волосков от нее – в противном случае соединение не будет герметичным,и после подачи воды трубопровод потечет.