
Технологии сгибания алюминиевой продукции
Загнуть трубу из алюминия можно несколькими методами. Прежде, чем приступить к работе, нужно подготовить следующие инструменты:
- Трубогиб, либо станок Вольнова;
- Пружину с диаметром, соответствующим размеру изделия;
- Проволоку;
- Специальный прибор для изгиба.
Отметим, что для первой технологии сгибания алюминиевых конструкций использование специальной машинки необходимо.
Порядок проведения работ следующий:
- На машинке для сгибания зафиксируйте необходимый угол;
- Машину нужно держать в руках или прижать в тисках;
- Вставить участок трубы, подлежащий изгибу;
- Свести рукоятки до нужного угла сгибания.

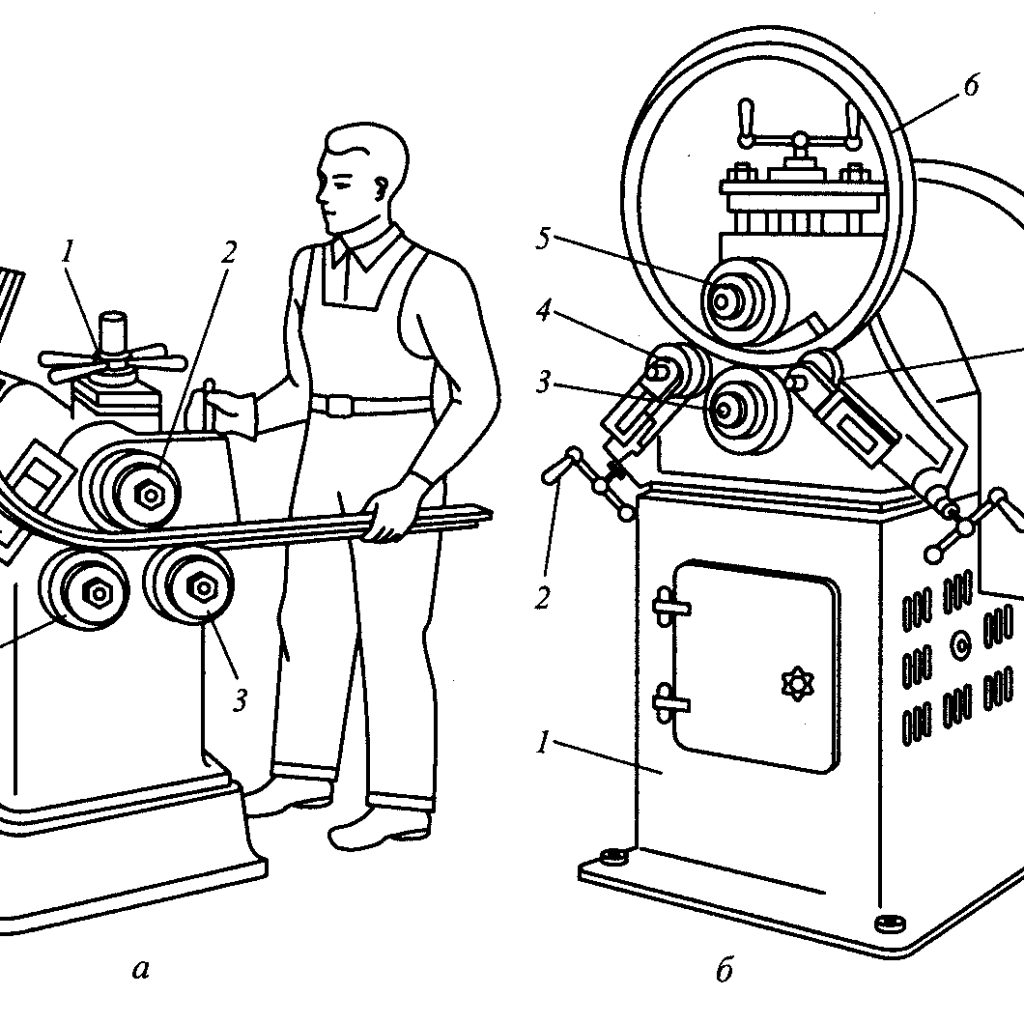
Станок Вольнова
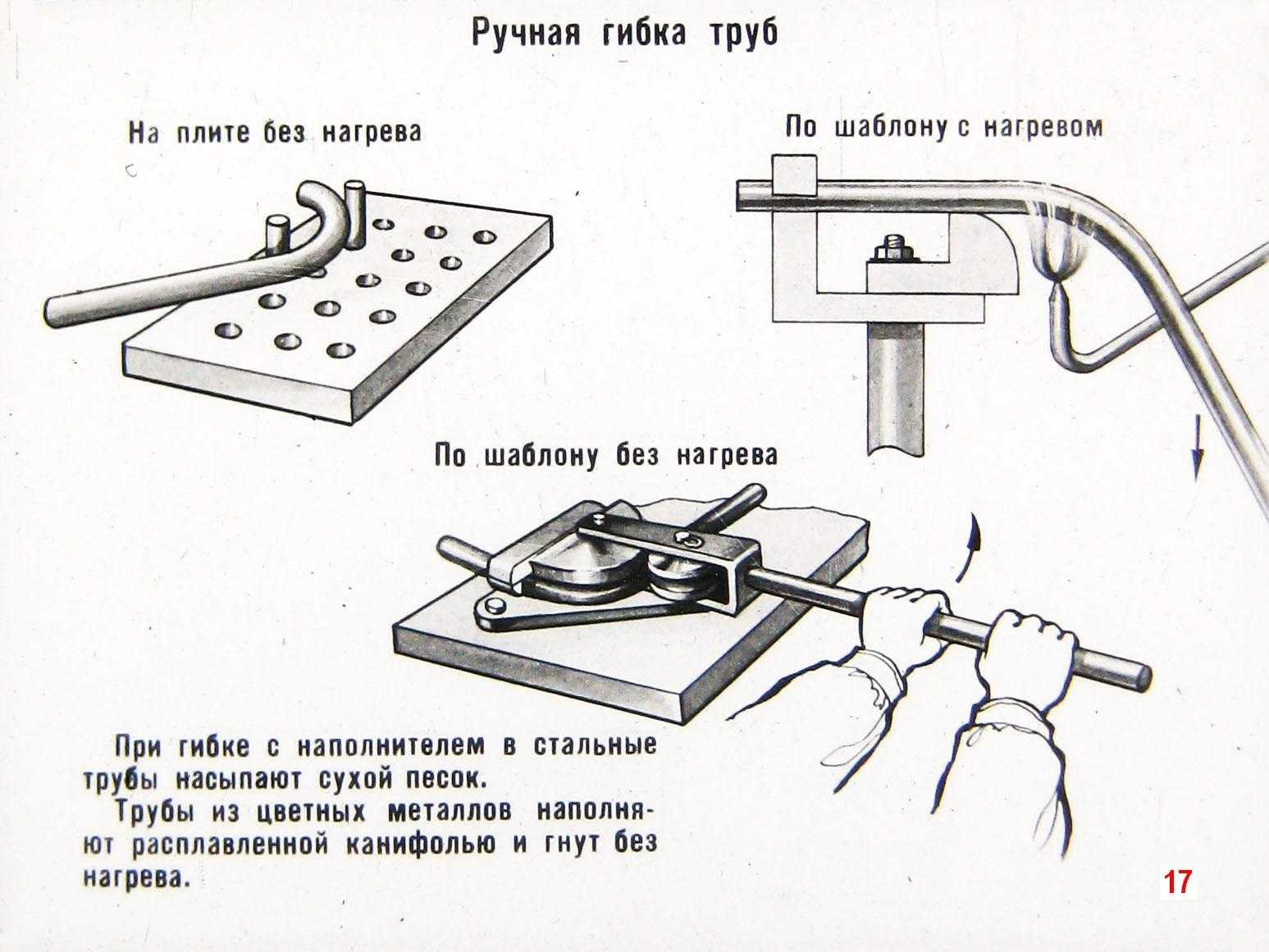
Во втором способе образования изгиба на трубах используется станок Вольнова, работы проходят по следующей инструкции:
- Алюминиевая труба располагается между роликами таким образом, чтобы её окончание попадало в хомут;
- Пружина размещается внутри конструкции на месте будущего изгиба (пружина предохраняет изделие от деформации);
- При помощи ролика производится изгиб трубы;
- Проволокой извлекается пружина;
- Если вы хотите произвести процесс быстрее и легче, изначально нужно прогреть трубу.
Особенности гибки алюминиевых профилей
Перед получением гнутого профиля требуется подготовить исходные данные, касающиеся:
- Максимально допускаемого значения для внутреннего радиуса гибки трубчатой заготовки rmin.
- Приемлемого изменения формы поперечного сечения трубы после деформирования (особенно это критично для элементов трубопроводов).
- Длины свободного участка трубы после гибки.
- Ожидаемой пластичности исходного материала.
Суммируя, стоит отметить, что залогом успешной гибки будет формирование в изгибаемой заготовке напряженного состояния всестороннего неравномерного сжатия. При этом усилие противодавления должно составлять не более 50…70% от основного усилия. Иначе деформировать даже алюминиевую трубу окажется нелегко. Для создания такого противодавления можно применять следующие технологические приемы:
- Загибать исходную заготовку только на дорновом трубогибочном станке, причем использовать не жесткий, а эластичный дорн, например, резину средней твердости. В частности, такой материал на основе каучука под торговой маркой Dacheng производит китайская компания HengShui. Есть и отечественные резины (например, 7889).
-
Согнуть алюминиевую трубу диаметром до 20…30 мм можно за один переход, причем без нагрева заготовки. При необходимости, производить гибку по более сложному пространственному контуру, либо использовать трубу большего диаметра, заготовки предварительно подогревают до 80…1000С. Резиновые дорны такое превышение температуры переносят спокойно, но в экстремальных ситуациях выход заключается в применении составного дорна. Он представляет собой стальной сердечник, на который напрессовывается резиновая втулка.
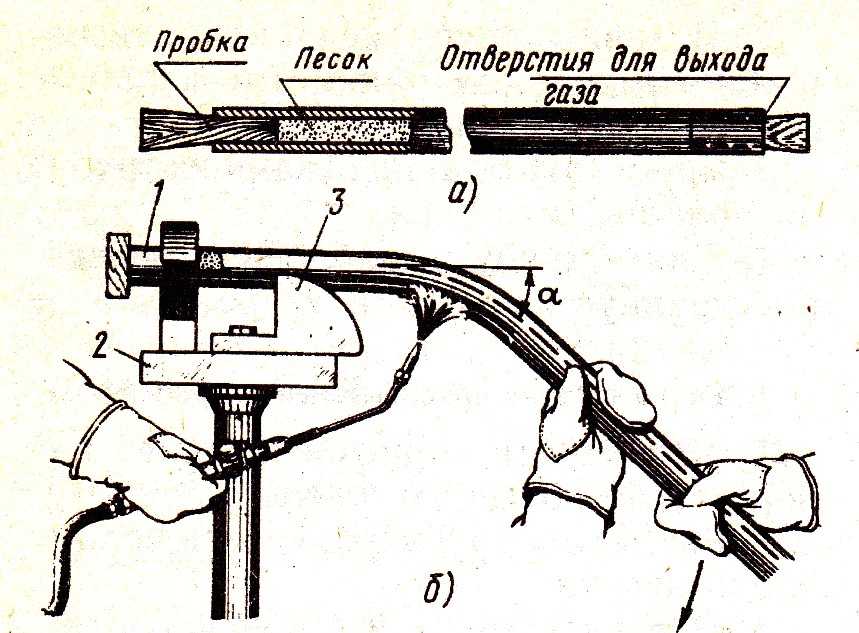
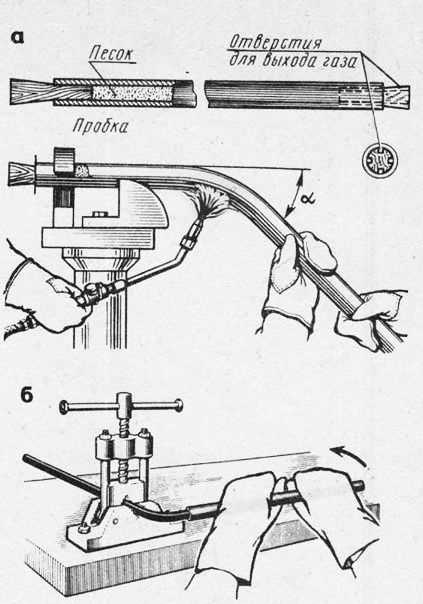
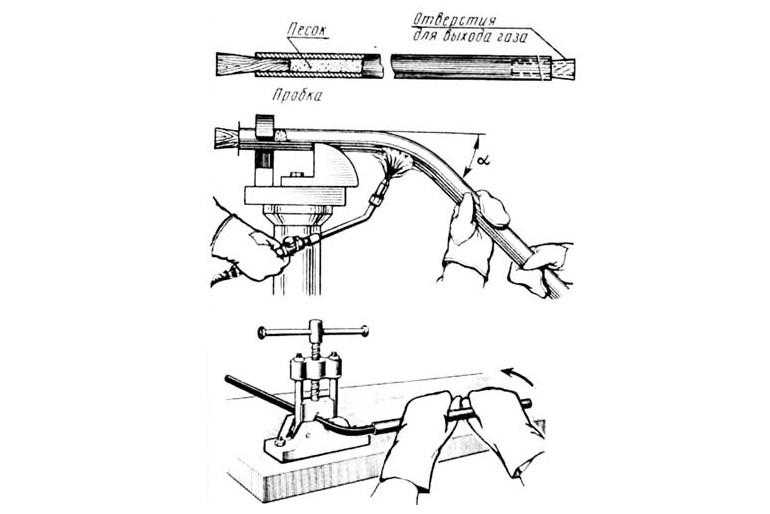
- В бытовых условиях для качественного гиба трубы из алюминия используют следующее: внутреннюю поверхность заготовки заполняют мелкозернистым сухим песком, а торцы тщательно заглушают. Способ применим только для бесшовных труб.
- Локальное уменьшение протяженности зоны с растягивающими напряжениями. Для этого применяют либо опорный ролик с увеличенным на 1…2 мм радиусом, либо между полуфабрикатом и роликом помещают полоску мягкой стали, которая примет на себя часть растягивающих нагрузок процесса.
Для расчета размерных параметров можно использовать следующие практические рекомендации:
- При гибке мягких сплавов с толщиной стенки трубы до 1…1,5 мм значение rmin при угле гиба до 900 не может быть меньше толщины стенки заготовки;
- Для гнутого трубчатого профиля из твердого/закаленного алюминия значение rmin при тех же условиях увеличивают не менее, чем в 4 раза;
- Поверхность сгибаемого полуфабриката должна быть чистой от грязи и пыли, при этом сдирать окисную пленку (имеет белесый цвет) с заготовки не рекомендуется;
- Пружинение алюминия не учитывают: абсолютные его значения малы, а догибку готового изделия, при необходимости, можно выполнить и вручную.
Гибка ламинированного профиля:
Что бы согнуть ламинированный профиль, его после нанесения пленки необходимо выдержать, в зависимости от технологии ламинирования до трех недель (и в случае ламинирования не в нашей компании), и 10 дней после ламинации в нашей Компании. Причиной этого служит то, что клей не успевает набрать необходимую прочность. В процессе гибки ламинированный профиль находится под действием высокой температуры и высоких переменных нагрузок. Если профиль не вылежался, то он содержит остатки растворителя или праймера в слое клея под цветной пленкой и при высоких температурах в процессе гибки может вызвать появление маленьких пузырьков на поверхности профиля. Еще одна особенность ламинированного профиля это сильный блеск поверхности в связи с высокими температурами
Первоначальный глянец можно восстановить осторожной обработкой мягким полировочным материалом
Изогнутые профили не должны иметь отклонений от формы, превышающих по ширине и высоте профиля +1,5 мм.
Оборудование.
Наше производство оснащено оборудованием WITTE. Отличительная особенность этого оборудования – равномерный прогрев профиля, который влияет на конечное качество, а так же стол, оснащенный жесткими упорами для внешних кондукторов.
На этом оборудовании, можно согнуть арки с выходом на прямые участки.
имеет оснастку для гибки ПВХ профилей следующих производителей – Rehau, LG, Aluplast, Schüco, Vitrag, Veka.
*По возможности изготовления арок других профильных систем необходимо связаться с менеджерами нашей компании
Оформление заявки:
При оформлении заявки на услугу по изгибанию ПВХ профиля следует учитывать нижеперечисленные рекомендации:
В заявке необходимо обязательно указать:
- название системы ПВХ профиля,
- длину заготовки,
- радиус изгибания
- количество.
- приложить эскизы арочных конструкций.
К расчетной длине дуги профиля необходимо обязательно добавлять 400 мм. Профиль для изгибания предоставляется Заказчиком, а при необходимости Исполнитель может изготовить арочную дугу из своего профиля (постоянно поддерживается склад профиля Rehau).
На каждом профиле, предоставляемом для изгибания, обязательно должна быть отмечена длина заготовки и радиус изгибания. При изгибании профиля по шаблону, шаблоны предоставляются обязательно. На шаблоне указывается сторона и направление.
При изгибании ламинированного профиля в заявке указывается цвет ламинации и дата нанесения на профиль ламинационной пленки. Рекомендуется предоставить кусочек ламинированного профиля длиной 300-400 мм для предварительного изучения поведения пленки и клея при температуре изгибания профиля.
Оценка статьи:
Сохранить себе в:
Как гнуть алюминиевый профиль Ссылка на основную публикацию
Похожие публикации
Как проверить диод мультиметром на плате
Сферы применения
Алюминий практически не требует технического обслуживания. Благодаря своим достоинствам трубы из этого металла широко используются в производстве, строительстве и других отраслях:
- Производство мебели, рекламного, торгового оборудования.
Применение алюминиевых труб
- Перилла, ограды, беседки и прочие конструкции на загородных территориях и прилегающих к частным домам участках.
- Сельское хозяйство. Благодаря высокой сопротивляемости воде и износостойкости, алюминиевый металлопрокат активно применяется при монтаже дренажных систем. Сельскохозяйственные культуры также не оказывают негативного воздействия на этот металл.
- Гнутая труба используется в сборке конструкций с навесными фасадами.
- Элементы буровых вышек сконструированы из алюминиевых деталей. Благодаря высокой пропускной способности риск появления заторов в системе сводится к нулю. Металлопрокат из алюминия долгое время выдерживает агрессивное воздействие углеводородов.
- Прокладка канализационных систем. Сточные воды и др. активные вещества не действуют на рассматриваемый металл.
- Детали из алюминия часто применяют в вентиляционных системах, так как им легко придать нужную конфигурацию, несложно разрезать болгаркой.
Кроме перечисленных сфер, трубы из алюминия в изделиях выполняют декоративную функцию: решетки, витринные каркасы, обшивка стен.
Элементы декора
Особенности алюминия как металла
Сгибание алюминия в чистом виде, а также его сплавов, может иметь несколько нюансов:
При получении металла чаще всего проводится процедура искусственного либо естественного старения. Это необходимо для того, чтобы структура исходного материала стала более стабильной. Что касается непосредственно алюминия, то тут подобная термическая обработка требуется также и для создания прочной поверхностной пленки основного оксида AI2O3. Именно эта защита не допускает появления коррозии на изделиях из этого материала. Также пленка усиливает прочность конструкции, но от этого страдает пластичность.
Трубопрокатное производство с использованием алюминия может проходить методом прокатки, горячей экструзии либо выдавливания. В последнее время наибольшей популярностью пользуются последние две технологии, хотя именно благодаря прокату алюминиевая труба становится более прочной, но ее чувствительность к напряжениям при сгибании увеличивается.
Любой метод сгибания профиля за счет особенности процесса предусматривает смену местоположения «нейтральной линии». Это виртуальная кривая, разделяющая зону под напряжением сжатия (которая примыкает к внутренней части обрабатываемой трубы) и растягиваемый участок, расположенный на внешней поверхности изгибаемого изделия. По этой причине алюминиевые конструкции и трубы из сплава этого металла наиболее часто расходятся по внешнему, а не по внутреннему радиусу.
В строительной практике часто используют профили из чистого алюминия таких марок, как АД0, АД33, АД31 и пр. Помимо этого, большим спросом пользуются изделия их дюралюминов, к примеру, Д1 и Д16.Многие выбирают сплавы из алюминия и марганца. Но нужно учитывать, что дополнительные добавки могут снизить пластичность исходного материала


Если гибка алюминиевой трубы проводится в домашних условиях, химический состав заготовки часто не берется во внимание. Это и приводит к неудачам, например, к появлению сложного пространственного контура
По этой причине перед началом работы необходимо тщательно проверить марку сплава, из которого была изготовлена труба. Далее нужно действовать в соответствии с рекомендациями по работе с конкретным металлом.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Если продукция оказалась несертифицированной, можно получить информацию из других источников:
- На торцевой части трубки должна быть маркировка. Расшифровать ее можно по справочнику, к примеру, по первому тому «Справочника конструктора-машиностроителя» Анурьева. Здесь будут указаны уровни пластичности материала.
- Самый доступный способ – это постукивание трубы молотком. Чем более звонкий звук, тем выше твердость металла.
- Можно использовать напильник. Элементы мягкого сплава, такого как АД0 либо АМг6, будут липнуть к инструменту. Твердые материалы отслаиваются от основы.
- Все разновидности дюралюминов, а в особенности Д16, обладают невысокой устойчивостью к коррозии. Поэтому производители выпускают такие трубы с поверхностным покрытием, выполненным методом анодирования. Это неудачные варианты для сгибания. Их можно повернуть лишь на небольшой угол.
- Изделия из дюралюминия будут пачкать руки, поэтому их легко отличить от чистого алюминия.
Советы профессионалов

Поскольку алюминий мягкий материал, труба в процессе сгибания может сжиматься, растягиваться, ломаться или трескаться. Также нежелательным последствием может стать изменение конфигурации сечения. Однако таких неприятностей можно избежать, если следовать нашим нехитрым рекомендациям:
- Выбирая метод сгибания, стоит учитывать радиус изгиба, диаметр сечения трубы, толщину стенок заготовки и вес материала. Не стоит забывать о точности сгибания, ведь некоторые методы не позволяют добиться высокой точности.
- Если вам нужно получить небольшой радиус изгиба, то заготовку лучше гнуть на концах, поскольку качественно сделать это в центральной части будет сложнее.
- Чтобы уменьшить вероятность образования гофрированной поверхности в месте изгиба, нужно использовать метод холодного сгибания с растягиванием. Это позволит сместить центральную ось в сторону сгиба. Суть метода заключается в том, что заготовка сначала фиксируется на станке, потом растягивается и гнётся за счёт перемещения гибочного инструмента. Эта методика подходит и для работы с тонкостенными заготовками, а также для придания трубе определённой конфигурации в одной плоскости с соблюдением большого допуска по наружному диаметру.
- Если вы хотите сохранить прочность стенок заготовки, то целесообразно использовать сгибание с использованием гидростатического давления внутри элемента. С этой целью на концы трубы крепятся заглушки. Одна из них должна иметь патрубок для закачивания масла внутрь заготовки.
Чем поможет трубогиб
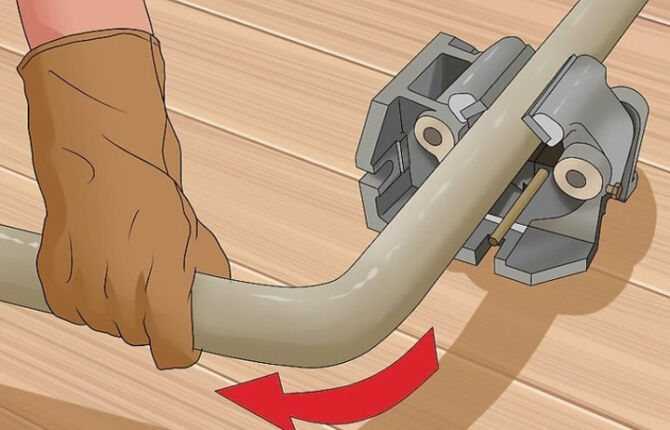
Трубогиб – общее название специальных устройств с различным принципом действия, применяемых для ручной или станочной гибки труб и профильных, и круглых, как в домашних условиях, так и в профессиональных мастерских.
С помощью ручного трубогиба гнут алюминиевые пластичные тонкостенные изделия с малым диаметром. Среди них:
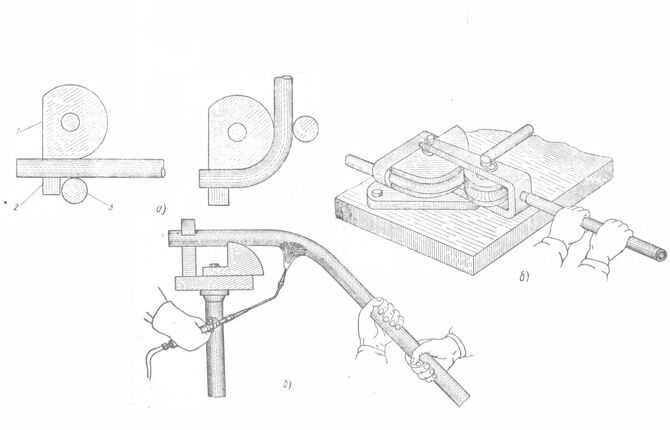
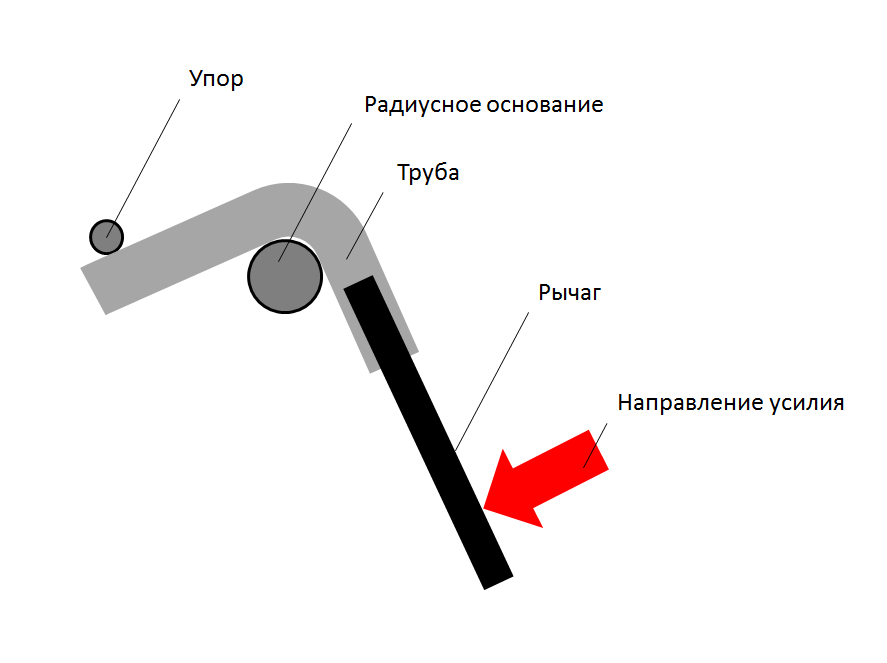
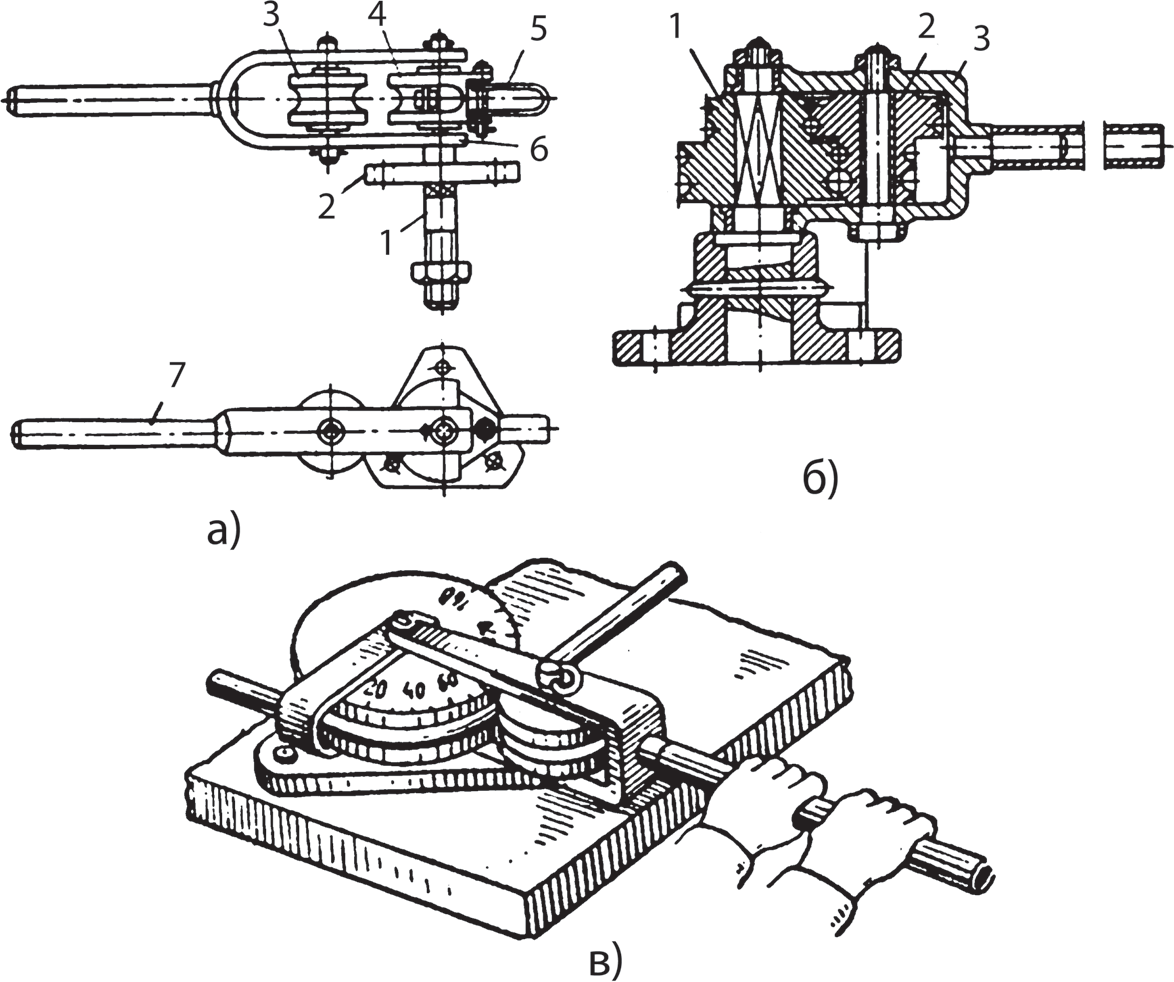
- рычажный трубогиб (станок Вольнова) – заготовка закладывается в форму, где под воздействием рычажной силы изгибается без нагревания. Форма сделана под определенный диаметр;
- арбалетный трубогиб – заготовка закрепляется в конструкции, где гнущий сегмент продавливает середину трубы в противоположную концам сторону;
- пружинный трубогиб – в трубу закладывается пружина, необходимого диаметра, и после нагревания заготовки, либо холодным способом производится изгиб, после чего пружина вынимается.
Станочная гибка призвана сгибать заготовки разнообразных диаметров и форм с минимальным риском повреждения. Это электромеханические и гидравлические механизмы, обеспечивающие точный результат сгибания согласно заданным параметрам. Такое оборудование обеспечивает следующие методы изгибания:
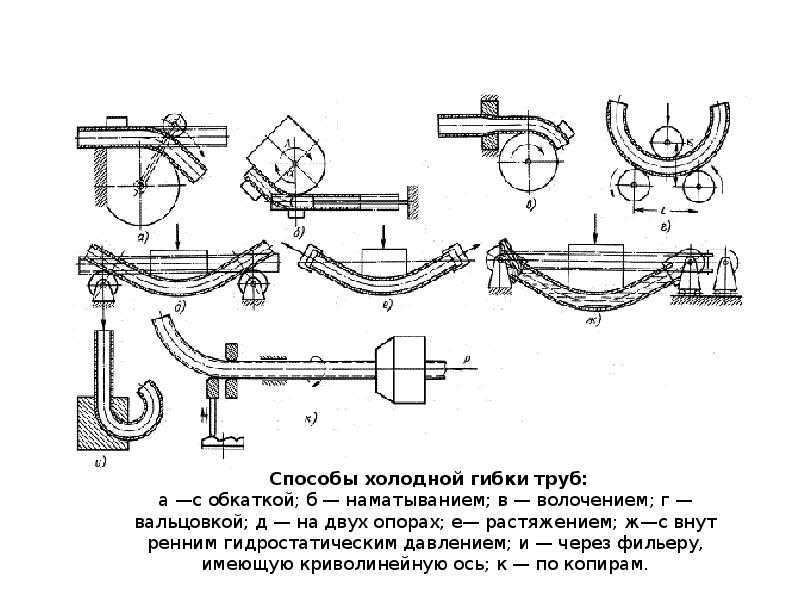
- метод проталкивания – сгибание путем толкания алюминиевой трубы (Ø до 100мм) между роликами трубогиба, где один из роликов выполняет функцию отклонения. Изгиб получается дугообразный с минимальным радиусом искривления (радиус изгиба равен диаметру трубы, умноженному на 6);
- метод проката – сгибание путем прокатывания алюминиевой трубы (Ø от 10мм до 100мм) через гибочные ролики, которые подбираются строго под диаметр изгибаемого изделия. Такую операцию можно выполнить с помощью трехвалкового трубогиба, который выполняет сгибание кольцом, спиралью, дугой. Используется как для круглого, так и для прямоугольного профиля. Прокатывание проделывают несколько раз;
- метод обкатывания – сгибание путем воздействия обкатной головки трубогиба. Шар головки прогибает трубу под давлением, а где нет давления, труба прогибается в противоположном направлении. Нагревание не применяется. Во избежание сжатия заготовки минимальный радиус изгиба должен быть равен 3 радиусам трубы;
- метод сгибания давлением — сгибание путем прессовки штампами (деформация извне) или гидроформованием (деформация изнутри путем подачи воды или масла в трубу под давлением, изделие выгибается в границах формы).

Трубогиб даже самой простейшей конструкции в разы снижает риск порчи заготовки при гибке
Основные области применение технологии холодной гибки трубы и профиля из металла
Гнутые детали для трубопроводов различного назначения. Мы изготавливаем такие незаменимые детали для трубопроводов как отводы, арки, патрубки, колено, рукава, кольца, вставки, спирали, отступы, скобы, змейки, утки, калачи, гребенки, различные компенсаторы из профильной трубы и так далее. Все гнутые изделия, которые применяются при прокладке трубопроводов, соответствуют межгосударственному стандарту ГОСТ 17380-2001, содержащем общие технические условия на бесшовные приварные отводы из углеродистых и низколегированных сталей. Диаметр, длина, радиусы, допуски и отклонения отводов для магистральных трубопроводов соответствуют ГОСТ 24950-81, в котором описываются общие технические условия на отводы, и то как изготавливаются методом поперечной гибки труб в холодном состоянии.
Гибка круглых труб из металла
Самое распространенная услуга, которой часто пользуются организации и фирмы, занимающиеся изготовлением лестниц и балконных ограждений, заборов и ворот, торговых и тентованных конструкций, большого количества изделий, где требуется красивый внешний вид и где очень важно сделать качественную гибку трубы с идеальной геометрией
Гибка металлических труб в нескольких плоскостях. Повсеместное распространение различных быстровозводимых конструкций из металла требует большого количества профильных труб, гнутых по заданному радиусу согласно проектной документации. Мы осуществляем все виды гибки круглых и профильных металлических труб по заданному радиусу для изготовления сложных и нестандартных металлоконструкций, каркасов, рам и соединительных элементов. Также изделия из гнутых профильных и круглых труб широко применяются в производстве механизированного инструмента, строительной и промышленной техники.
Гибка труб из нержавеющей стали. Наиболее востребованная услуга на рынке декоративного оформления объектов гражданского и промышленного назначения. Также эту услугу часто заказывают службы водоканала и организации, которые занимаются изготовлением сантехнических изделий – патрубки, змеевики, сливы и так далее. Много труб из нержавейки мы гнем для поставщиков лестничных поручней, различных конструкций из нержавеющей стали для инвалидов, которые используются в уличных условиях.

Как согнуть алюминиевую трубу профессионально: советы и решения
Сегодня выпуск изделий из алюминия чрезвычайно разнообразен и все они востребованы. Это говорит об эффективности и незаменимости данного вида материала в большинстве сфер применения
Остановим внимание на самом популярном типе алюминиевой продукции — трубе
Сгибать алюминиевую трубу можно разными методами, с помощью техники и без таковой
Характеристики трубных изделий из алюминия
Алюминиевая труба – легкий (треть от веса стальной), пластичный, не поддающийся коррозии, устойчивый к химическому и температурному воздействию (рабочая температура от +150оС до -270оС), с высокой электро- и теплопроводностью, экологичный и долговечный вид изделий. Они различаются:
- по форме сечения на круглые, квадратные, прямоугольные и фасонные;
- по способу производства на холоднодеформированные, прессованные и сварные;
- по длине на мерные, немерные, с кратной мерностью, бухтовой фасовки;
- по химическому составу (марка Al) на высокочистые и технической чистоты.
Сведения о деформируемых сплавов с маркировкой и характеристикой свойств представлены в таблице.
Таблица 1
| Способ упрочнения | Деформируемые сплавы | Марка | Примеси | |
| Давлением | Низкопрочные | АД 0 | 1050 А | Алюминий без примеси |
| АД 1 | 1230 | |||
| Высокопрочные | АМц | 3003 | Al+Mn примеси марганца | |
| Д 12 | 3004 | |||
| Среднепрочные и высокопластичные | АМг 2 | 5251 | Al+Mg примеси магния | |
| АМг 3 | 5754 | |||
| АМг 5 | 5056 | |||
| АМг 6 | — | |||
| Температурой | Среднепрочные и высокопластичные | АД 31 | 6063 | Al+Mg+Si примеси магния и кремния (авиаль) |
| АД 33 | 6061 | |||
| АД 35 | 6082 | |||
| Нормальнопрочные | Д 1 | 2017 | Al+Cu+Mg примеси магния и меди (дюралюминий) | |
| Д 16 | 2024 | |||
| Д 18 | 2117 | |||
| Нормальнопрочные | 1915 | 7005 | Al+Zn+Mg примеси магния и цинка | |
| 1925 | — | |||
| Высокопрочные | В 95 | — | Al+Zn+Mg+Cu примеси магния, меди и цинка | |
| Жаропрочные | АК 4-1 | — | Al+Ni+Fe+Mg+Cu примеси никеля, железа магния, меди и цинка | |
| 1201 | 2219 | Al+Mn+Cu примеси марганца и меди | ||
| Для ковки | АК 6 | — | Al+Mg+Cu+Si примеси магния, меди и кремния | |
| АК 8 | 2014 |
Важно! При увеличении степени примесей пластичность сплава уменьшается, а прочность увеличивается. В сортамент алюминиевых труб входят изделия, различные по техническим характеристикам. В сортамент алюминиевых труб входят изделия, различные по техническим характеристикам
В сортамент алюминиевых труб входят изделия, различные по техническим характеристикам
Алюминиевые изделия благодаря пластичности податливы любым механическим воздействиям. Согнуть алюминиевую трубу довольно просто даже в домашних условиях, при этом она останется целой и невредимой. Довольно лишь соблюсти некоторые особенности этой операции.



Что такое процесс сгибания и как согнуть алюминиевую трубу
При сгибании прямой алюминиевой трубы под каким-либо углом происходит деформация структуры металла, а именно — внутренний слой профиля сжимается, а внешний растягивается. Так как алюминий имеет достаточно низкую плотность, то сгибание наименьшим образом травмирует изделие. Легированный алюминий обретает большую плотность в процессе производства, поэтому такие марки трубных изделий гнутся не так легко.
Гибкость позволяет монтировать из алюминиевых труб конструкции самых замысловатых форм, сохраняя сечение и целостность заготовок. Сам процесс сгибания происходит вручную, при помощи нехитрых приспособлений, либо с использованием специализированных механизмов, с применением разогрева заготовки или в холодном состоянии. Все зависит от размера, вида и структуры изделия, толщины стенок, сложности выгибаемых форм.
Есть 4 основных вида гибки алюминиевой трубы (одна плоскость): отвод, скоба, утка, калач. Заготовка с двумя сгибами в 135 град. – это утка, с тремя сгибами – это скоба (угол в центре 90 град., по краям 135 град.), с изгибом в полуокружность – калач, со сгибом в 45-135 град. – это отвод. При гибке нужно руководствоваться такими правилами:
- если алюминиевая труба имеет сварной шов, то сгибать ее нужно так, чтобы шов не проходил ни по вогнутой, ни по выпуклой линии сгиба (перпендикулярно сгибаемой поверхности);
- если диаметр изделия составляет 15-20 мм, то радиус сгиба должен быть не меньше величины внешнего диаметра, умноженного на 2;
- если диаметр заготовки свыше 25 мм, то радиус сгиба должен быть не меньше величины внешнего диаметра, умноженного на 3.
Способы гибки труб большого и малого диаметров
Технологии гибки зависят от пластичности конструкционного материала трубы, толщины ее стенок и габаритов арматуры (внешнего и внутреннего диаметра). Причем все эти параметры определяют и максимальный радиус изгиба, и тип технологического процесса гибки. Поэтому далее по тексту мы рассмотрим процессы гибки труб из разных конструкционных материалов.
Гибка труб из цветных металлов
Например, гибка труб из меди алюминия и прочих цветных металлов с высокой ковкостью осуществляется вручную, холодным способом. Ведь и медь, и алюминий отличаются высокой теплопроводностью, а высокая ковкость этих металлов позволяет «согнуть» трубы без разогрева.
Гибка труб из цветных металлов
И в большинстве случаев процесс гибки медных и алюминиевых осуществляется следующим образом:
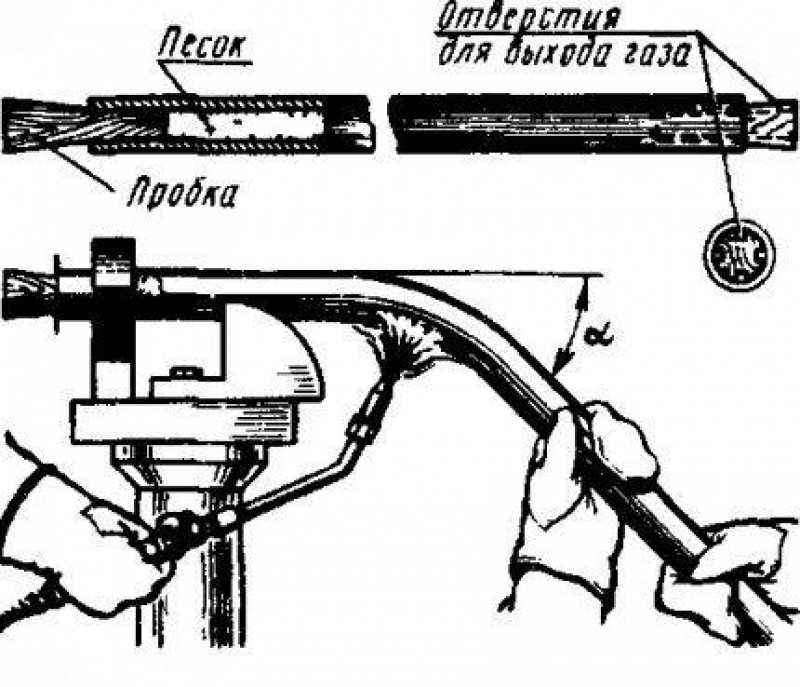
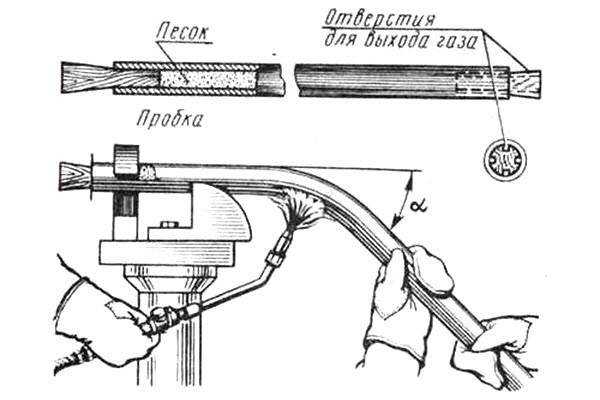
- Внутреннее пространство заполняется водой или песком.
- Торцы трубы закрываются пробками.
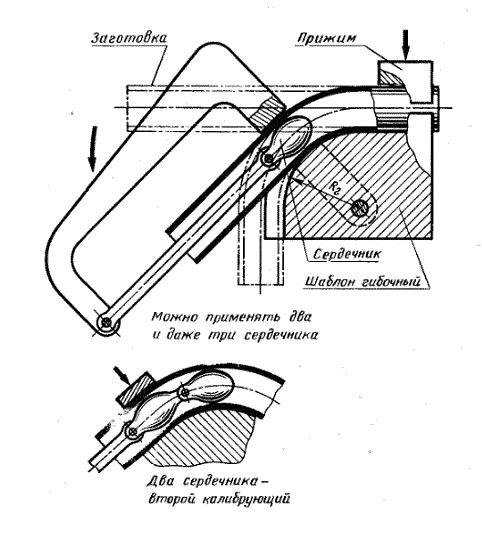
- Тело трубы гнется с помощью «калибра» — дуги с нужным радиусом, или частокола штырей, в котором можно зафиксировать один торец трубы.
В итоге, можно утверждать, что большинство медных и алюминиевых труб гнут, по сути, кустарными методами. Ну а в промышленном производстве используют высокотехнологичный процесс гидроформирования профиля и тела труб.
Гибка труб из стали
Гибка труб из «нержавейки» или конструкционной стали осуществляется, как холодным, так и горячим способом.
Гибка труб из стали
Причем горячая гибка реализуется с помощью тех же методик, что и деформация арматуры из цветных металлов. Только водой или песком стальную трубу заполнять уже не нужно. Тело стальной арматуры просто прогревают в месте сгиба, до красно-оранжевого цвета, после чего трубу можно согнуть руками. Правда, такую трубу уже нельзя использовать в трубопроводах высокого давления. Ведь после нагрева изменится и структура и прочностные характеристики железоуглеродистых сплавов.
Более продвинутый способ – это механическая гибка, которую реализуют с помощью вальцовых станков. Труба деформируется под давлением верхнего вальца, а нижняя пара транспортирует сквозь зону деформации весь мерный отрезок трубы. С помощью этой технологии можно согнуть трубу даже в кольцо. Причем, механическая гибка практически не влияет на прочностные характеристики труб. Поэтому данный способ практикуют при сборке, и трубопроводов, и металлоконструкций.
Стальные трубы большого диаметра гнут холодным способом, прорезая в теле трубы деформационные канавки (с внешней и внутренней стороны радиуса изгиба). Причем, после деформирования арматуры эти канавки придется заварить. Прочностные характеристики деформируемой трубы, в данном случае, зависят от качества сварочного шва.
Гибка труб из металлопластика и конструкционных полимеров
Гибка труб из металлопластика
В данном случае используются только холодные методы гибки. Ведь полимерные трубы и арматура из металлопластика плавится при температуре выше 175 градусов Цельсия. А естественная пластичность присуща всем полимерам.
Причем для гибки полимерных труб нужно меньшее деформирующее усилие. Например, трубы малого диаметра можно согнуть руками, а калибр или лекало, определяющие радиус изгиба, используются лишь как инструмент контроля результатов процесса.
И даже гибка металлопластиковых колонн большого диаметра осуществляется, по сути, в ручном режиме. Только в этом случае во внутреннюю часть трубопровода нужно засыпать прогретый до 100-120 градусов Цельсия песок, который изменит пластичность тела арматуры. Ведь полимеры начинают «размягчаться» уже при 40-60 градусах Цельсия, а стойкий к высоким температурам металлопластик – при 120-140 градусах.
То есть, с гибкой полимерных и композитных труб нет никаких проблем. Любую арматуру из конструкционных полимеров можно согнуть руками.
Процесс гибки
Для настройки профилегибочного станка вне зависимости от количества обычно требуется 2-3 профиля. Толщина стенки, срок хранения алюминиевого профиля, состояние его поставки и геометрические характеристики профиля — все эти показатели влияют на возможность гибки профиля с тем или иным радиусом и на последующее качество дуги. Минимальный радиус зависит также и от ширины профиля. Для качественного системного профиля шириной от 45 до 50 мм можно достичь минимального радиуса от 150 до 175 мм. Ролики должны свободно скользить по полкам профиля, в противном случае профиль может скручиваться, этот факт учитывается при установке прижима. Поверхность роликов должна быть чистой во избежание получения задиров и царапин на обрабатываемом профиле. Ввиду того, что заготовка профиля покрыта маслом, вместе со смазкой на стенки роликов попадают пыль и песчинки, которые царапают поверхность профиля. Так же, во время гибки неокрашенного профиля силой трения могут отрываться от плакирующего слоя алюминия (тонкого слоя чистого алюминия) частицы окиси алюминия, которые размазываются по деформируемой поверхности и царапают стенки профиля и роликов. Поэтому в процессе гибки периодически протирают ролики чистой ветошью и счищают с них накопившуюся грязь. Основной показатель качества согнутого профиля — сохранение постоянного сечения, отсутствие гофры металла на внутренней кромке профиля, параллельность лицевых стенок профиля, недеформированные пазы под установку штапика и уплотнителя.
Методы изгиба трубы из металлопластика
Изогнутые конструкции из металлопластика чаще всего используют при укладке «теплых» полов. При применении изогнутых изделий эффект от теплоотдачи металлопластика будет максимальным. Для того, чтобы изогнуть металлопластиковую трубу, вам понадобятся:
- Пластиковые заглушки;
- Проволока;
- Мелкий песок;
- Тиски;
- Паяльная лампа.
Для начала расскажем о самом популярном способе сгибания труб самостоятельно. Для этого не нужно использовать профессиональное оборудование, процесс сгиба проводится при помощи физической силы рук. Нужно зажать изделие и плавно сгибать без резких движений. Не забывайте о том, что изгиб может производиться только из расчета не более 15 градусов на каждые 2-3 сантиметра сгиба. Гнуть нужно постепенно, регулярно проверяя процесс изгиба.
Существует технология сгиба трубы из металлопластика с использованием проволоки, инструкция следующая:
- Во внутреннюю часть конструкции помещаются небольшие части проволоки до максимального заполнения пространства в ней. Применение проволоки позволит изогнуть конструкцию более ровно;
- Затем труба сгибается под необходимым углом;
- В конце проволока извлекается.
Еще один метод сгиба трубы из металлопластика подразумевает применение песка. Порядок выполнения работ включает в себя следующую последовательность действий:
- Сухой песок просеивается;
- Конструкция набивается подготовленным песком;
- На концах изделиях устанавливаются заглушки, чтобы песок не высыпался наружу;
- Труба фиксируется в тисках;
- Место сгиба определяется и помечается карандашом или маркером, прогревается с использованием паяльной лампы. Для того, чтобы определить необходимый уровень прогрева, необходимо поднести лист бумаги к нагреваемому месту. В случае, если бумага обугливается и начинает тлеть, прогрев достаточный;
- Производится сгиб трубы;
- Заглушки снимаются, высыпается песок.
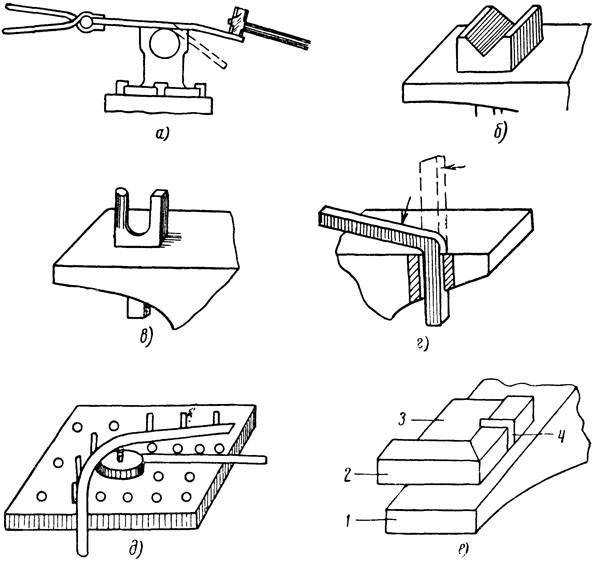
Гибка на жёстком инструменте
Например, медную или алюминиевую трубу диаметром не более 20 — 30 мм можно согнуть на простой оправке, которую можно изготовить из двух толстолистовых полос. Их внешняя конфигурация должна соответствовать требуемому значению радиуса гибки, а расстояние равняться примерно половине внешнего размера изделия. Такую конструкцию легко изготовить своими руками, а затем прикрепить при помощи профильных уголков к верстаку, либо просто зажать в тисках. По периметру сверлится несколько отверстий, в которые вставляются хомуты, фиксирующие противоположный конец. После этого деформация (в буквальном смысле слова) своими руками выполняется достаточно легко.
Ограничением данного метода является то, что габариты инструмента определяются длиной заготовки, поэтому гибка длинных труб потребует значительного свободного пространства. Универсальность способу придаст регулируемое расстояние между смежными полосами, на которые будет опираться обрабатываемая деталь.
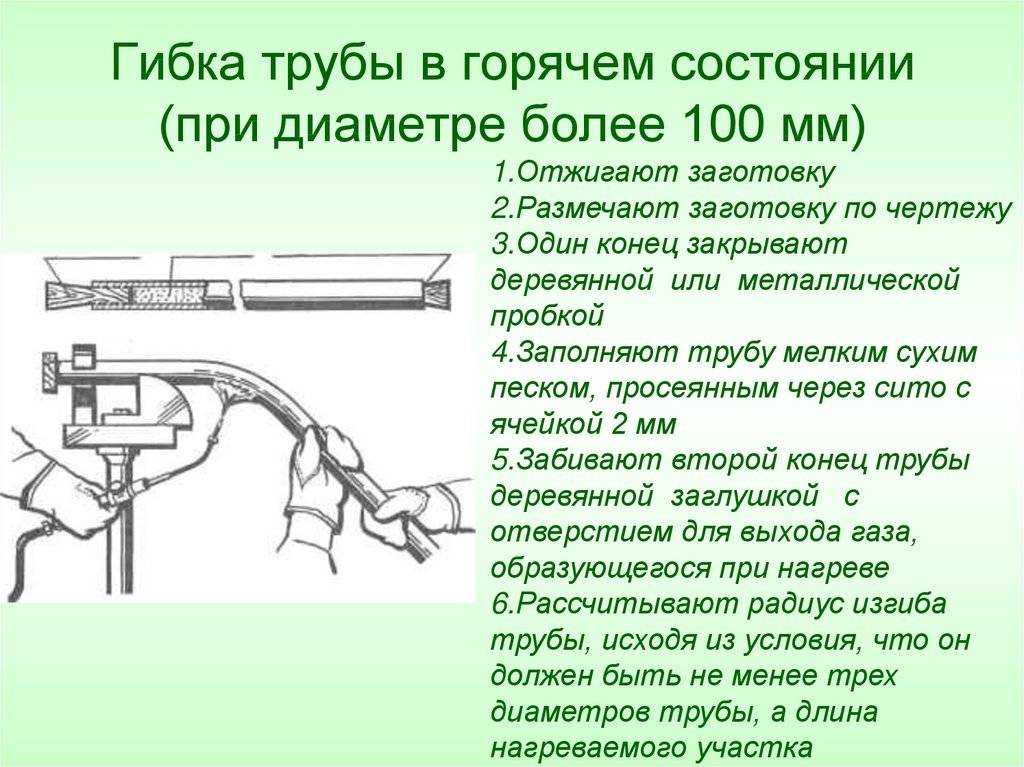
Термический способ заключается в том, что подлежащий обработке участок разогревается паяльной лампой до температуры 350 — 400 °С. В результате увеличивается пластичность, что позволяет снизить верхнюю допустимую границу усилий гибки. Прилагаемая деформирующая сила заметно снизится, что даст возможность согнуть своими руками даже толстостенную или профильную трубу. Вместе с тем для стальной трубы качество поверхности ухудшится. Поэтому после обработки придётся применить последующее шлифование или пескоструйную обработку. Алюминиевую или медную трубу большого диаметра часто изгибают именно таким способом.





Обработка изделий в домашних условиях без инструмента
Как согнуть трубу своими руками, когда станка и инструмента нет, а покупать нецелесообразно? Обработать деталь дома или в гараже без трубогиба тоже можно, воспользовавшись следующими приемами:
- Чтобы уменьшить хрупкость алюминия и силу нагрузки, участок сгиба нагрейте при помощи обычной газовой горелки. Понять, что деталь готова к деформированию поможет обычная бумага. Ее надо расположить над нагреваемой зоной и подождать, пока не задымится – это сигнал к началу изгибания. Такой способ не годится для анодированного алюминия.
- Для обработки заготовки воспользуйтесь шаблоном с требуемым радиусом изгиба. Его легко выточить из дерева, пропитанного креозотом. Исходный элемент разместите на шаблоне и тщательно закрепите. Возьмите резиновый молоток и несильными ударами придайте необходимую форму сгиба.
Деревянный шаблон
- Трубку из алюминия с небольшим диаметром (15 – 20 мм) можно обработать без инструмента, надев на внешнюю поверхность стальную пружину. Во внутрь заготовки насыпьте песок и вставьте металлический прут. Взявшись за концы стержня, произведите обжим по шаблону.
- Заполните трубку песком, концы заготовки закрепите на двух опорных плоскостях. Резиновым молотком сформируйте изгиб в зоне, находящейся на весу. Способ хорошо подходит для заготовок с прямоугольным сечением.
Таким образом, при необходимости сделать ремонт дома или самостоятельно изготовить элемент декора из алюминиевых труб, каждый сможет изогнуть детали своими рукам.