

Основные требования к процессу сварки.
Стыковая сварка должна производиться с соблюдением следующих условий:
- Прежде всего, температура окружающей среды в зоне сварки должна составлять от 0 C до +40 C. При высокой влажности воздуха, ветреной или дождливой погоде, а также при низких или высоких температурах необходимо накрыть места сварки с помощью палатки (тента);
- Концы свариваемых элементов (торцы труб), должны быть закупорены защитными пробками, чтобы предотвратить быстрое охлаждение нагреваемых поверхностей потоками воздуха, а также избежать возможного попадания загрязнений в зону сварки;
- Положение труб следует выровнять с помощью роликовых упоров, которые облегчают перемещение труб;
- Торцы свариваемых труб следует обработать перед процессом сварки. После чего не трогать их руками;
- Перед каждой сваркой поверхность нагревательной плиты следует очистить и промыть соответствующим чистящим средством для тефлоновой ткани PTFE (например этанолом);
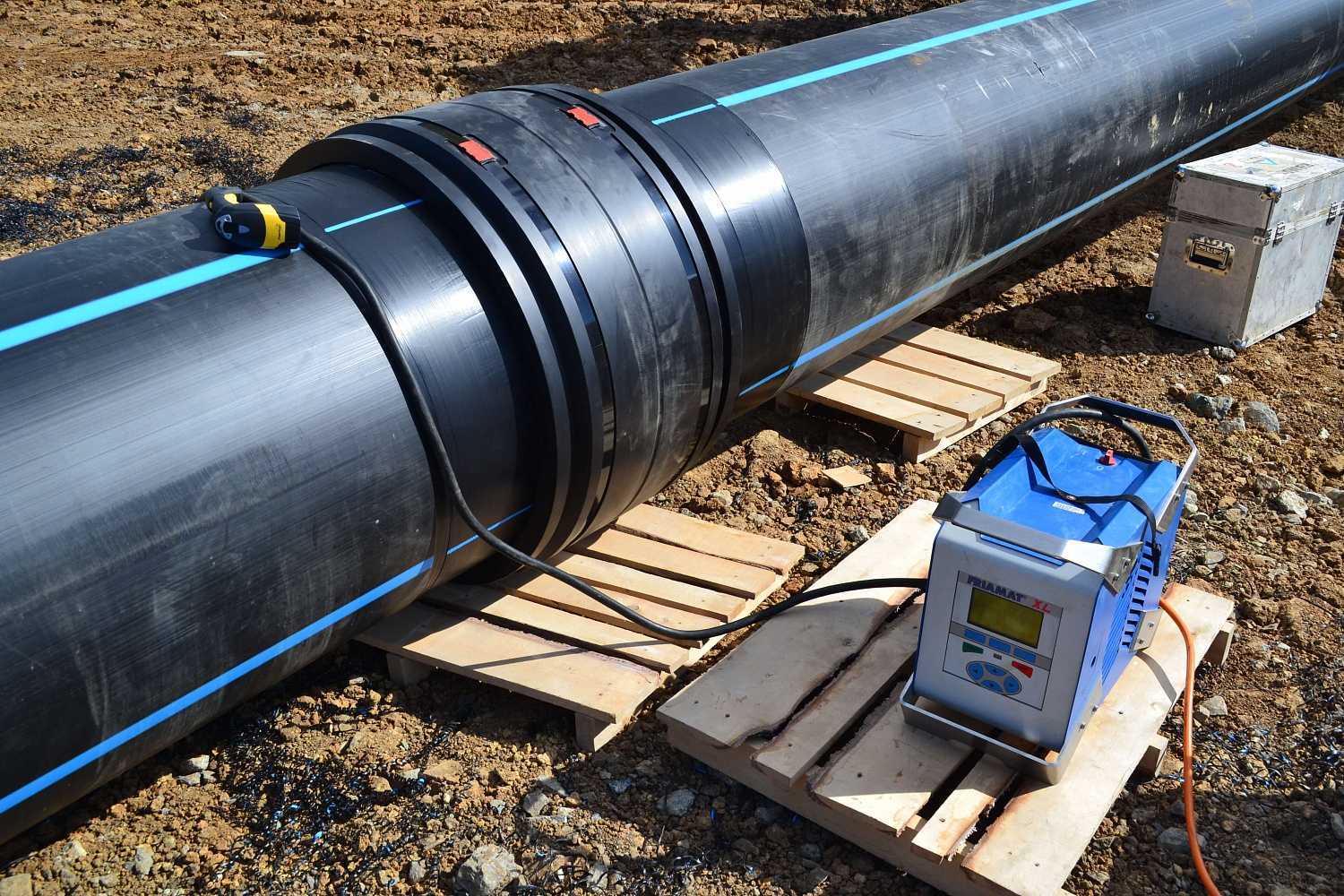
- Температура нагревательной плиты должна контролироваться. Температура, установленная на регулировщике, должна иметь параметры, рекомендованные для данного свариваемого материала трубы. Информацию, касающуюся температуры сварки, должен предоставить поставщик трубы. В общем случае, для ПНД труб следует брать значение T = 210 C ± 10 C, как оптимальное для осуществления сварки встык.
- Необходимо произвести оценку каждого выполненного шва, которая заключается в контроле над геометрией полученного грата по следующим критериям:
- Общая ширина грата (B);
- Впадина между валиками грата (k>0);
- Смещение (несовпадение) кромок свариваемых элементов (a<0,1s).
![]()
Этапы сварки
Составление протокола.
Каждая выполненная сварка должна быть зарегистрирована в протоколе. Протокол прежде всего должен отражать действительные данные выполненной сварки, такие как:
- Тип и фабричный номер сварочного аппарата;
- Номер сварочного аппарата. Фамилия, Имя, Отчество исполнителя работ или код сварщика;
- Дату выполнения сварки;
- Атмосферные условия (например: температура окружающей среды, осадки и так далее);
- Параметры свариваемых труб: диаметр и толщина стенки, тип материала;
- Значения основных параметров цикла сварки таких как: давление, температура нагревательной плиты, продолжительность отдельных этапов;
- Оценку выполненной сварки – ширину полученного шва.
Так же сварочный аппарат должен содержаться в технической исправности и чистоте. Более того, устройство должно иметь действующую оценку технического состояния, выданную сервисным отделом производителя. Срок годности нового изделия составляет один год с момента продажи. После годовой эксплуатации сварочный аппарат подлежит процедуре “калибровка изделия”, после проведения которой выдается соответствующий документ.
Краткая инструкция по эксплуатации к сварочным аппаратам типа ZHCB КРАТКАЯ ИНСТРУКЦИЯ.
Соблюдение этих условий и требований, обеспечит получение таких соединений, прочность которых отвечает критериям и требованиям стандартов качества.
Стыковая сварка
Сварка полиэтиленовых труб встык является наименее затратным способом
, поскольку в соединении не участвуют дополнительные детали. К тому же потребление электроэнергии сварочным аппаратом, по сравнению с другими методами, снижается. Технически стыковая сварка нагретым инструментом достаточно проста и осуществляется следующим образом.
После зачистки концы соединяемых труб закрепляются в центраторе аппарата, торцуются и выравниваются до полной соосности, после чего жестко фиксируются. Допуск несовпадения не должен быть больше одной десятой диаметра труб.

Между ними следует оставить достаточно места для размещения нагревательного элемента, который называется плитой или зеркалом. Торцы нужно плотно прижать к плите и дождаться начала их оплавления и появления первичного грата.
Гратом называют оплавляемый материал трубы, который, достигнув вязкотекучего состояния, выдавливается из-за контакта с нагревательной плитой и приобретает форму валика. После его образования рекомендуется существенно снизить давление и позволить теплу распространиться дальше по телу трубы.
Следующий этап называется технологической паузой и включает в себя удаление труб друг от друга с тем, чтобы извлечь нагреватель. Паузу ни в коем случае нельзя затягивать, поскольку на обрабатываемые стыки может попасть пыль и грязь, что отрицательно скажется на качестве соединения.
После этого необходимо под давлением соединить концы труб, удерживая их в одном положении до полного остывания. В этой фазе рекомендуется постепенно увеличивать сжатие для осадки шва и получения прочного стыка. В результате в месте совмещения двух торцов образуется конечный грат, как с внешней, так и с внутренней стороны. При необходимости внешний грат легко удаляется.
Стыковая сварка полиэтиленовых труб очень распространена, однако этот способ не универсален. Пользоваться им можно только в том случае, если диаметр труб составляет хотя бы 50 мм, а толщина стенки должна превышать 5 мм.
Правила проведения работ
Прежде, чем приступить к сварке, необходимо убедиться в выполнении подготовительных работ:
необходимо очистить зону шва от механических загрязнений и обезжирить ее; важно соблюдать климатические условия, оговоренные заводом-изготовителем: температуру и влажность; соединяемы детали следует закрепить так, чтобы они не смещались друг относительно друга
Встык
Рекомендуется такая последовательность действий:
- закрепить и отцентровать торцы в оправке, оснащенной гидроцилиндрами;
- торцы выравниваются, на них выполняется фаска;
- между торцами вкладывают пластину нагревателя, прижимают к ней торцы с помощью гидроцилиндров и нагревают пластик до оплавления;
- пластину извлекают и гидравликой сдавливают торцы вместе до образования симметричного стыкового буртика.
После остывания оправку снимают и переносят к следующему стыку.
Метод используется для трубопроводов с толщиной стенок от 5 до 50 мм.
В раструб
Раструб на одном из свариваемых концов делается при изготовлении или используется муфта с двумя раструбами. Способ обходится дороже, чес сварка встык, но обеспечивает высокую надежность ввиду большей площади соединения
Сваривать следует в такой последовательности:
- торцы обрезают и формируют фаску;
- поверхность очищают от загрязнений и обезжиривают;
- раструб муфты и торец нагревают паяльником через насадки;
- соединяют нагретые детали, прижимают и выдерживают до полного остывания и затвердевания шва.
Этот тип соединения используют для более ответственных конструкций, когда надежность и долговечность важнее экономии.
3 Назначение технологии стыковой сварки
Сварка встык – один из трех способов сварки полиэтиленовых труб, обеспечивающих прочность сварного соединения не ниже прочности самой трубы. Два других способа – сварка с закладными нагревателями и сварка нагретым инструментом в раструб.
Технология стыковой сварки позволяет соединять трубы из любых термопластов I и II группы – ПЭ, ПП, ПВДФ, ПВХ и пр. Другими словами, из полимеров, которые при нагреве способны перейти в вязко-текучее состояние, а после остывания – снова затвердеть без существенного изменения физико-химических свойств.
Основное достоинство технологии стыковой сварки перед другими видами сварки пластиковых труб – в том, что для прокладки прямых участков трубопроводов не требуются расходы на соединительные детали; свариваются непосредственно отрезки труб.
Недостаток – в том, что, независимо от диаметра свариваемых труб, требуется строгое выполнение многочисленных требований технологии стыковой сварки, а сварка одного стыкового шва занимает сравнительно много времени.
Чем выше диаметр свариваемых труб, тем ощутимее превосходство достоинств технологии стыковой сварки над ее недостатками. Поэтому для диаметров ниже 63 мм сварка встык нагретым инструментом применяется очень редко. Что касается пластиковых труб диаметром выше 110 мм, то это, как правило, трубы из полиэтилена. Поэтому в подавляющем большинстве случаев технология стыковой сварки используется для соединения полиэтиленовых труб.







И наоборот, полиэтиленовые трубы в большинстве случаев соединяются по технологии стыковой сварки. Можно сказать, что «сварка полиэтиленовых труб» и «стыковая сварка труб» – почти синонимы.
Единственное ограничение – сварка стыковых швов не рекомендуется на безнапорных трубопроводах канализации из полимерных труб, т.к. на внутренней поверхности трубопровода в результате сварки стыкового соединения образуется валик оплавленного материала (т.н. грат), который может стать местом скопления твердых частиц и причиной засорения безнапорного трубопровода. Если внутренний грат срезается, то стыковые сварные соединения могут использоваться даже для прокладки канализации. Проблема в том, что на готовом трубопроводе факт удаления внутреннего грата практически невозможно проверить. Вероятно, поэтому основное «узаконенное» применение технологии стыковой сварки – монтаж напорных трубопроводов:
Наружные водопроводы из полиэтиленовых труб
Нормативный документ – СНиП 3.05.04-85*. Материал труб:
– Полиэтилен (ПНД), способы сварки – стыковая или раструбная (п.3.58. СНиП);
– ПВХ, соединение методом склеивания в раструб (п.3.62. СНиП).
В части технологии стыковой сварки полиэтиленовых труб СНиП 3.05.04-85* ссылается на один из первых Российских нормативных документов, в которых эта технология описана – ОСТ 6-19-505-79.
Наружные газопроводы из полиэтиленовых труб
Нормативный документ – СП 62.13330.2011, который является обновленной версией СНиП 42-01-2002. Речь идет только о подземных газопроводах (п.4.11 СП). Материал труб – только ПЭ, способы сварки полиэтиленовых труб – «…встык нагретым инструментом или при помощи деталей с закладными электронагревателями» (п.4.13 СП).
Здесь нет ни собственного описания технологии стыковой сварки, ни ссылки на другой нормативный документ. Зато собственная технология стыковой сварки полиэтиленовых труб описана в Газпромовском СТО 2-2.1-411-2010.
Нефтепроводы из полиэтиленовых и полипропиленовых труб
Монтаж нефтепроводов из пластиковых труб подчиняется ВСН 003-88 Миннефтегазстроя. Материал труб – ПЭ или ПП, способы сварки – нагретым инструментом встык или в раструб (п.7.5.3.1. ВСН).
ВСН 003-88 содержит описание технологии стыковой сварки полиэтиленовых (ПНД) и полипропиленовых труб, сходное с самыми привычными в России технологиями DVS 2207-1 и DVS 2207-11 соответственно.
Технологические трубопроводы
Монтаж технологических трубопроводов из пластиковых труб подчиняется СНиП 3.05.05-84. Трубы из полимерных материалов здесь собирательно называются «пластиковыми». Методы сварки не определены. Однако методы контроля качества сварки пластиковых труб здесь определены, в том числе, для стыковых соединений (п.4.23. СНиП).
Необходимое оборудование для соедимнения
Выполнение каждого из методов соединения требует наличия определенного инструмента:
- Паяльника;
- Фасонные детали с электроспиралями.
Выбирая паяльник для сварки следует помнить, что они подразделяются в зависимости от формы рабочего органа на:
Приборы первого типа обычно используются для сварки труб встык в труднодоступных местах. Независимо от того какой из паяльников будет выбран необходимо учитывать и его мощность. Этот параметр подбирается следующим образом. Диаметр трубы в мм умножают на 10. Если предполагается соединение элементов диаметром в 50 мм, то следует приобретать паяльник мощностью в 500 Вт.
Современное оборудование для сварки ПНД труб сложно представить без электронной начинки. Имеется она и в паяльниках. Большинство моделей оснащены электронной регулировкой, позволяющей точно устанавливать температуру нагрева.
Для сварки ПНД труб также потребуются насадки к паяльнику. Они выпускаются с двумя видами покрытия:
Причем последнее отличается наиболее высокими прочностными характеристиками. Выбирая инструмент для выполнения сварки ПНД труб своими руками нужно помнить, что качественный шов можно получить только при использовании качественного оборудования.
Разъемное соединение и фитинги для него
Монтаж труб с использованием муфт не всегда отличается высокой надежностью, но все же используется довольно часто.
Такой способ имеет свои преимущества:
- Во-первых, для его выполнения не требуются специальные инструменты, может потребоваться только гаечный ключ и то при работе с тубами большого диаметра.
- Во-вторых, разъемное соединение может быть выполнено в местах, где сварка невозможна, например, под водой.
- В-третьих, этот способ рассчитан на быструю сборку трубопровода.
Для такого соединения могут использоваться латунные или фитинги ПНД сварные компрессионного типа в комплекте с заглушками и гибкими уплотнителями. Процесс подготовки аналогичен выполняемому при сварке.
Следующий шаг – то подготовка фитинга. Для этого отворачивается накидная гайка на несколько оборотов и в уплотнитель с усилием вставляется труба. Далее надевается цанга с эластичным кольцом и затягивается гайка.
Существует два способа выполнения разъемного соединения:
- Раструбное, с использованием резиновых уплотнителей;
- Фланцевое при помощи монтажных элементов.
Специалисты рекомендуют использовать второй способ, как более надежный и практически не уступающий сварке.
Монтаж труб с соединительными муфтами
Этот метод весьма надежный, а кроме того, он выполняется просто и не требует больших финансовых затрат. Сварные муфты ПНД выполняются из полиэтилена, поэтому имеют невысокую стоимость, но в то же время устойчивы к механическим воздействиям и перепадам температур.
Различные схемы соединения и виды фитингов
Еще одним плюсом использования таких соединительных элементов является их универсальность. Они могут применяться для сборки различных трубопроводов. Кроме того, для монтажа ПНД и металлических труб выпускаются специальные переходные муфты.










Каких ошибок следует избегать
Чтобы выполнить монтаж ПНД труб самостоятельно нужно иметь элементарные познания в сантехнике. Это поможет избежать ошибок при сборке. Одним из самых важных моментов является линейное расширение трубопровода. Без его выполнения в трубах возникает высокое напряжение, приводящее к уменьшению длительности эксплуатации системы.
Таблица технологической паузы
Если предполагается скрытая прокладка, то прежде, чем приступать к цементированию, необходимо увернуть трубы в изоляционный материл. Точно также поступают и при прокладке водопроводной системы, что позволяет избежать образования конденсата на поверхности. Выполняя сварку ПНД труб, нужно соблюдать определенные правила. Одним из них является умеренное затягивание переходников, чтобы избежать нарушения целостности системы.
Учитывая все перечисленные выше нюансы можно выполнить монтаж ПНД труб своими руками, не прибегая к услугам специалистов.
Качественное соединение гарантирует герметичность и долговечность трубопровода
Здравствуйте. Сегодня расскажу о том, как выполняется сварка труб ПНД при построении бытовых и промышленных трубопроводов. Тема представляет немалый интерес, так как трубы из полиэтилена низкого давления становятся все более востребованными по причине доступной стоимости, высокой прочности и продолжительного эксплуатационного ресурса.
Муфтовая сварка – еще один недорогой вариант
Сварка муфтами – идеальный вариант для соединения трубопровода, диаметр которого не превышает 63 мм. Для данной операции можно использовать простой паяльник (аппарат для сварки). Если необходимо сварить трубы большого диаметра, применяется промышленный механический аппарат.
Для работ, специалисту потребуется такой инструмент, как рулетка и наличие трубореза. Процесс сварки муфтовым способом подразумевает следующие действия:
- Изначально, сварочный аппарат закрепляют на трубе, используя специальный ключ. Выставляется температурный параметр – для ПНД труб это порядка 210-230°С;
- Заранее подготовленные фитинги насаживают на насадку и полностью прогревают пластик (хватает 6-8 сек.);
- Следующий этап – прогретый фитинг насаживают на концы труб. Необходимо удерживать элементы порядка 10-15 секунд, чтобы пластик остыл;
В конечном итоге, получается качественное, герметичное соединение. Термически обработанные полимеры сливаются воедино.
Электромуфтовая сварка. Последовательность проведения
Производство сварочных работ заключается в подготовительных операциях и собственно сварке труб и соединительных деталей. Подготовительные операции для сварки при помощи электромуфтовой сварки включают:
- подготовку и проверку работоспособности сварочного оборудования;
- подготовку места сварки и размещение сварочного оборудования;
- выбор необходимых параметров сварки;
- удаление оксидного слоя;
- закрепление и центровку труб и деталей в зажимах позиционера;
- протирку свариваемых поверхностей электросварных фитингов и труб.
Основными параметрами при сварке труб деталями с закладными электронагревателями являются напряжение, подаваемое на спираль детали (Uп), и временные параметры (tсв и tохл). Значения технологических параметров зависят от вида, сортамента и изготовителя электросварных фитингов и внесены в паспорт, сопровождающий деталь, выбиты на корпусе детали или записаны в виде штрих-кода на этикетке, приклеенной к ее наружной поверхности.
Перед сборкой и сваркой концы труб и при соедниительные части соединительных деталей тщательно очищают и протирают внутри и снаружи от всех загрязнений. Очистку производят сухими или увлажненными полотенцами (ветошью) с дальнейшей протиркой насухо. Если концы труб или деталей окажутся загрязненными смазкой, маслом или какими-либо другими жирами, их обезжиривают с помощью спирта, уайт-спирита, ацетона.
Детали с закладными электронагревателями извлекают из упаковки таким образом, чтобы пыль и грязь с упаковки не попала внутрь детали. Концы труб, подготавливаемых под сварку электросварных фитингов, проверяют, чтобы они были обрезаны ровно. Разрез трубы не под прямым углом к продольной оси может привести к тому, что нагревательный элемент частично не будет соприкасаться с трубой.
Диффузионный способ пайки
Эта технология проста в применении и не требует дорогих комплектующих и оборудования.
Труба и фитинг вставляются в металлические муфты, закрепленные на поверхности нагревателя сварочного аппарата. Они нагреваются до размягчения и оплавления кромок, а потом соединяются. Оплавленные слои смешиваются, образуя при застывании единое целое.
Он доступен для выполнения своими руками.
Оборудование
Для работы понадобится:
- труборез-секатор;
- нож-для снятия фасок на торцах;
- сварочный аппарат с насадками, подходящими к соединяемым трубам по диаметру.
Потребуется также растворитель для обезжиривания и ветошь для протирки.
Необходимое оборудование
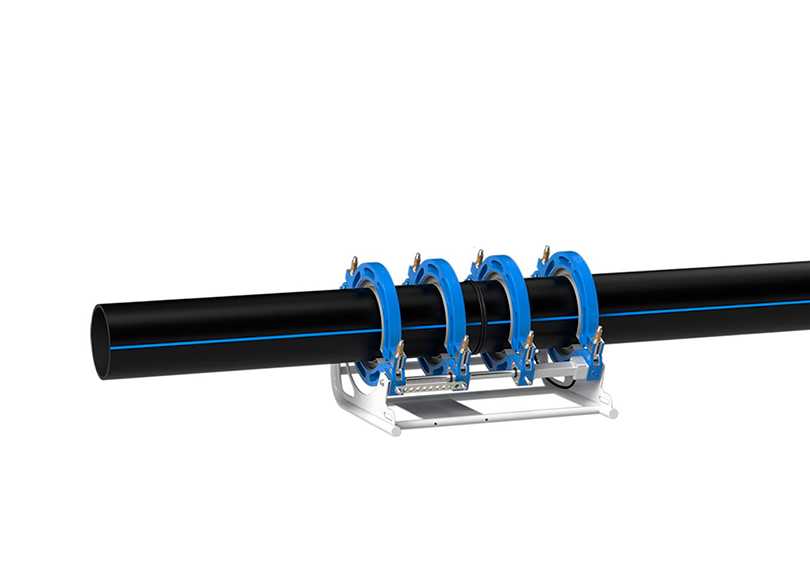
Для стыковой сварки полиэтиленовых труб используют узкоспециализированные сварочные аппараты. Эти устройства имеют модульную конструкцию, которая включает:
- Центратор с одной или двумя парами статичных и динамичных хомутов. Необходим для фиксации, осевого центрирования и сведения труб.
- Торцеватель. Служит для обработки кромок и формирования контактных поверхностей непосредственно перед свариванием.
- Сварочное зеркало. Играет роль нагревательного элемента, его задача – перевести пластик в торцевых частях труб из твердого в жидко-вязкое состояние.
- Привод (ручной или электрический). Необходим для формирования и сохранения усилия сжатия в момент соединения торцевых частей труб.
Для труб небольшого диаметра выпускают и более примитивные системы, которые предполагают ручное механизированное соединение элементов с заранее подготовленными кромками. При работе с подобным оборудованием не обойтись без внешних труборезов.
Виды соединений труб
Для соединения между собой любых труб в основном используются:
-
Механическое соединение
. Наиболее простой способ соединения труб – использование фитингов. Дополнительные соединительные элементы разнообразной конфигурации позволяют осуществить сборку различных систем. -
Сварка
. Трубы могут устанавливаться как бестраншейным способом, так и методом укладки в траншеи после сборки на поверхности. Для сохранения гибкости (без потери прочности) водопроводной системы из полиэтиленовых труб применяется контактная сварка. На практике используются:
- сварка стыковая;
- сварка электромуфтовая.
Терморезисторная сварка
Терморезисторная сварка ПНД труб – достаточно дорогой метод, но в некоторых случаях он является безальтернативным. Его используют при соединении труб с разной толщиной стенки, изготовленных из разных полимеров, для врезки седловых отводов в существующий трубопровод, при ремонтных работах, а также на сложных и ответственных участках газопроводов и водопроводов.
Технология терморезисторной сварки основана на разогреве интегрированных непосредственно в муфту нагревательных элементов, чаще всего в виде спирали. После сбора конструкции на специальные контакты в муфте подается электрический ток из сварочного аппарата, спирали разогреваются, расплавляя полиэтилен и обеспечивая герметичное соединение. Из-за встроенных в муфту нагревательных спиралей такую сварку называют также электромуфтовой.
Весь технологический процесс выглядит следующим образом:
- Деформированные концы труб обрезают. По длине посадки муфты трубу зачищают скребками или зачистными устройствами с целью удаления загрязненного наружного слоя и оксидной пленки. Как правило, глубина снимаемой стружки составляет 0,1-0,2 мм, но она не должна превышать допустимые для определенных диаметров нормы. Для более легкого одевания муфты по торцу делают фаску. Муфта механической обработке не подвергается, так как можно повредить спираль. После этого поверхности протирают салфеткой, смоченной в спирте или в специальной жидкости.
- Трубы и муфты закрепляют на позиционере – устройстве для фиксации и центрирования. Седловые отводы фиксируют на магистральной трубе.
- Сварочный аппарат подсоединяют к электрической сети, кабели выводят на клеммы закладного нагревателя.
- На аппарате выставляют режим сварки, который отображается на дисплее.
- После нажатия кнопки «пуск» весь процесс переходит в автоматический режим.
- Сварщик визуально на дисплее контролирует процесс и по индикаторам определяет образование соединения.
- По завершению сварки труба должна остыть, после чего ее извлекают из зажимов позиционера и маркируют.
Если к магистральному трубопроводу приваривается седловой отвод, то операция производится в следующей последовательности:
- Приваривается сам отвод. В случае обнаружения некачественной сварки он бракуется и рядом с ним приваривается новый отвод.
- Период охлаждения требуется дополнительно увеличить на 15-20 минут. После этого выполняется сверловка (фрезерование) стенки магистральной трубы через отвод для соединения полостей магистральной трубы и отвода.
- После установки отвода к его патрубку приваривается отводная труба.
Контроль качества обязателен. Детали должны прилегать плотно, соблюдение соосности – один из основных критериев.
- Как соединить полиэтиленовые трубы
- Неразъемные соединения ПНД-труб
- Разъемные соединения: нюансы
- Особенности и применение муфт
Сварка ПНД труб (полиэтиленовых) сегодня достаточно актуальна, так как такие элементы используются не только в безнапорных системах, но и там, где присутствует давление. Такой материал достаточно эластичен, к тому же его легкая масса позволяет весь процесс сборки осуществлять своими руками. Монтаж такой системы может иметь несколько вариантов.
Полиэтиленовые трубы отлично подойдут для трубопроводных систем благодаря своим прочностным характеристикам.
Трубы ПНД используются не только на производстве, но и в домах. Они обладают высокой практичностью, отличаются хорошей устойчивостью к воздействиям агрессивных сред,
Виды муфт по назначению
Разумеется, что для различных типов труб и для разных целей необходимо использовать определенные виды муфт. Как правило, выделяют такие варианты:
-
муфты для ремонта. Они применяются тогда, когда у магистрали существует поломка, и она нарушает целостность всей системы. Она изготовлена из нескольких элементов и устанавливается непосредственно на область повреждения. Каждый отдельный элемент муфты крепится за счет сварочного процесса или специальных креплений;
-
- муфты для защиты. Такого типа изделия применяются тогда, когда необходимо защитить какой-то элемент или соединение;
- муфты для соединения. Используются тогда, когда нужно соединить разные трубы, например, с напором и без напора. Как правило, это трубы, транспортирующие газ или жидкость.










Электромуфтовая сварка. Последовательность проведения
Производство сварочных работ заключается в подготовительных операциях и собственно сварке труб и соединительных деталей. Подготовительные операции для сварки при помощи электромуфтовой сварки включают:
- подготовку и проверку работоспособности сварочного оборудования;
- подготовку места сварки и размещение сварочного оборудования;
- выбор необходимых параметров сварки;
- удаление оксидного слоя;
- закрепление и центровку труб и деталей в зажимах позиционера;
- протирку свариваемых поверхностей электросварных фитингов и труб.
Основными параметрами при сварке труб деталями с закладными электронагревателями являются напряжение, подаваемое на спираль детали (Uп), и временные параметры (tсв и tохл). Значения технологических параметров зависят от вида, сортамента и изготовителя электросварных фитингов и внесены в паспорт, сопровождающий деталь, выбиты на корпусе детали или записаны в виде штрих-кода на этикетке, приклеенной к ее наружной поверхности.
Перед сборкой и сваркой концы труб и при соедниительные части соединительных деталей тщательно очищают и протирают внутри и снаружи от всех загрязнений. Очистку производят сухими или увлажненными полотенцами (ветошью) с дальнейшей протиркой насухо. Если концы труб или деталей окажутся загрязненными смазкой, маслом или какими-либо другими жирами, их обезжиривают с помощью спирта, уайт-спирита, ацетона.
Детали с закладными электронагревателями извлекают из упаковки таким образом, чтобы пыль и грязь с упаковки не попала внутрь детали. Концы труб, подготавливаемых под сварку электросварных фитингов, проверяют, чтобы они были обрезаны ровно. Разрез трубы не под прямым углом к продольной оси может привести к тому, что нагревательный элемент частично не будет соприкасаться с трубой.
Стыковая сварка ПНД-труб
Особенности метода
Если коротко, то монтаж пластикового трубопровода в этом случае начинается с нагревания и постепенного расплавления соединяемых торцов посредством нагревателя сварочного агрегата. Затем следует соединение труб с оказанием давления.
Схема процесса сварки встык
Выполнить соединение труб стыковой сваркой не так просто, как может показаться любителю. Лишь квалифицированные, опытные специалисты, применяющие профессиональное оборудование для сварки, способны гарантировать высокое качество сварных швов. С другой стороны, именно сварка встык обладает такими важными преимуществами, как приведенные ниже:
- работы проводятся без привлечения тяжелых машин и техники;
- требуется максимум два человека;
- низкие энергозатраты – монтаж ПНД-трубопровода проводится быстрее и легче по сравнению с прокладыванием металлического (стального) аналога. Особенно это актуально при укладке длинномерных труб (продающихся на катушках или в бухтах), которые позволяют снизить необходимость выполнения сварных швов в 50-100 раз. Сокращаются не только затраты на человеческий труд, но и время прокладки и, соответственно, цена вопроса.
Для производства сварки встык требуется подготовить трубы и фитинги с идентичными параметрами:
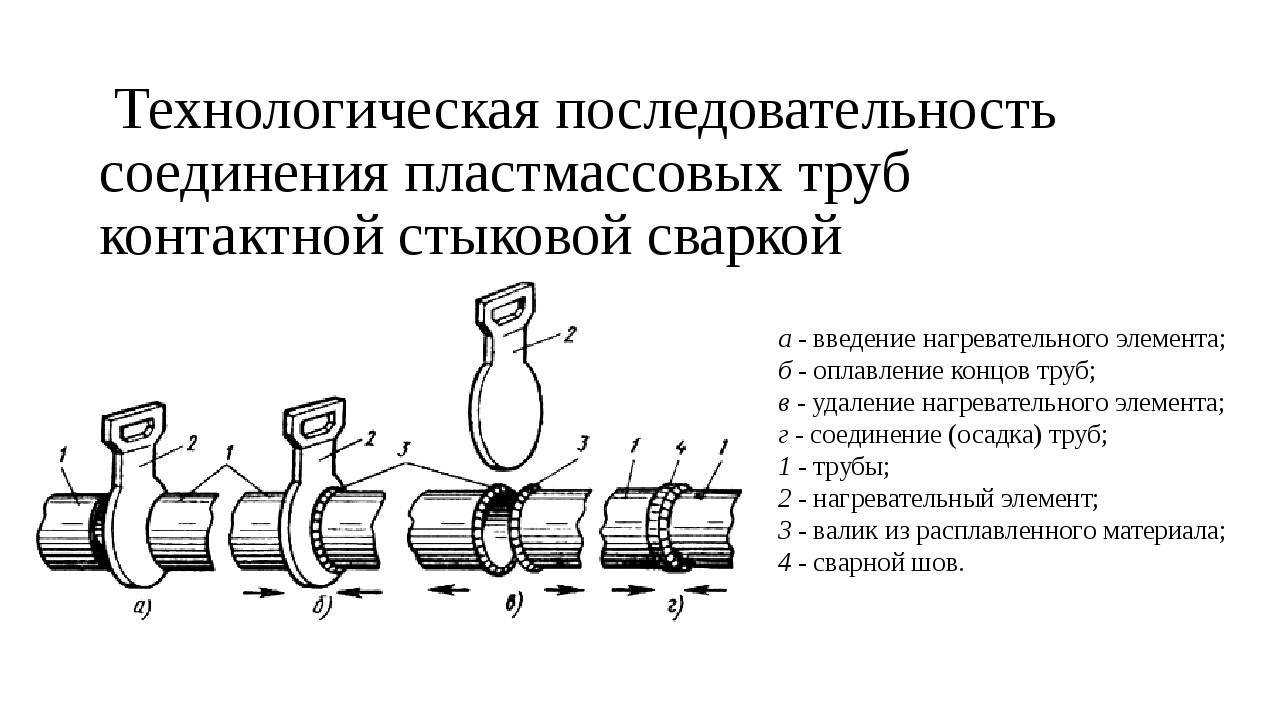
Технология стыковой сварки
Технология сваривания описана ниже:
- Торцы труб, подлежащих соединению, выравниваются, зачищаются от загрязнений и неровностей, чтобы достичь точного контакта элементов.
- Далее задействуется аппарат для сварки полиэтиленовых труб – выполняется расплавление торцов. На данном этапе формируется первичный грат.
Торцы труб перед соединением
- После продолжается воздействие нагревателем на торцы труб, чтобы тепло постепенно распространилось внутрь каждой трубы и началось расплавление полиэтилена. Температура и время воздействия выбираются с учетом свойств материала выбранной марки по таблице сварки, чтобы сохранить физико-химические характеристики.
- Когда выдержано определенное время, происходит отвод сварочного аппарата. Делать это нужно очень аккуратно и быстро, чтобы не допустить повреждение труб и оседание посторонних частиц, загрязнений.
- После того, как нагреватель убран, трубы соединяются, при этом на стыке формируются молекулярные связи, и создается окончательный грат. Учтите, что оказываемое давление должно быть таким же, как и во время процедуры расплавления полиэтилена.
Соединение труб после нагрева
- Завершающим пунктом является охлаждение сварного шва, полиэтилен на стыке осаживается и обретает максимально возможную прочность. В результате получается равномерный, симметричный бурт. Если шов лишен симметрии, значит, допущены монтажные ошибки.