
Болтовое соединение

Этот метод, в отличие от предыдущего, является разъемным, поэтому используется, в основном, там, где может потребоваться демонтаж конструкции. Производится с помощью накладок. Практически аналогично болтовому – соединение на заклепках, но демонтаж части конструкции в этом случае требует разрушения крепежа.
- Простота сборки – особой квалификации от рабочего не требуется.
- В месте крепления отсутствуют остаточные напряжения, свойственные сварному шву.
- Проверка качества места соединения гораздо проще, чем проверка качества сварки.
- Устойчивость к ударным нагрузкам и вибрациям.
- Необходимость периодической проверки болтовых соединений и их подтяжки, что в определенных случаях достаточно сложно или и вовсе невозможно.
- Больший расход металла и трудоемкость работ.
- Постепенный износ соединений из-за коррозии болтов.
В целом, технология соединения двутавров с помощью болтов практически полностью аналогична сварке с накладками. Дополнительно требуется лишь соблюдать:
- Расстояния между центрами отверстий – они должны быть не менее 3 диаметров заклепок.
- Размеры головок болтов и гаек – расстояния между ними должны быть достаточны для удобства работы инструментом.
Как уже отмечалось выше, в строительстве используются оба варианта. Выбор в сторону одного из них всегда основывается на дополнительных требованиях к надежности конструкции и условиях ее эксплуатации.
Технологический процесс производства сварных балок двутаврового сечения
Технология изготовления сварных балок, имеющих двутавровое сечение, состоит из нескольких последовательных процессов, каждый из которых на сегодняшний день уже отлично отработан. Итак, изготовление качественной и надежной сварной балки требуемого сечения состоит из нескольких процедур.
Создание заготовки по чертежу
Для ее изготовления используется оборудование термической резки, на котором листы металла требуемой толщины раскраиваются по заданным размерам. Итогом выполнения такой технологической операции являются штрипсы, имеющие длину и ширину, оговоренные в чертеже. На современных предприятиях для выполнения такой операции используются станки с ЧПУ, на которых раскрой металла может производиться несколькими резаками одновременно.
Обработка кромок методом фрезеровки
Для данной операции уже не требуется чертеж и выполняется она на специальном оборудовании (кромкофрезерном станке). Это этап производства необходим для того, чтобы обеспечить лучшую провариваемость стенки балки двутаврового сечения и ее полок.
Сборочная операция
На этой стадии будущая сварная балка собирается в готовую конструкцию, для чего используются специальные сборочные приспособления, позволяющие увеличить производительность процесса в 2–3 раза по сравнению с ручной сборкой
При осуществлении сборочной операции перед сваркой балки, имеющей двутавровое сечение, важно обеспечить правильное взаимное положение стенки двутавра и его полок (симметричность и взаимная перпендикулярность)
Целесообразнее всего для выполнения этих важных требований использовать специальное сборочное оборудование, оснащенное быстродействующими прижимными элементами. Оно позволяет не только точно позиционировать составные элементы будущего двутавра, но и делать это оперативно и с высокой надежностью. Технология сборки с использованием таких приспособлений состоит из двух основных этапов: сначала собирается только часть балки, составляющая Т-образный профиль, затем собранную конструкцию при помощи приспособления переворачивают на 180 градусов и комплектуют ее второй полкой. На современных предприятиях, как правило, используются сборочные приспособления с гидравлическими прижимными механизмами, что дает возможность сократить время выполнения данного технологического процесса.
Сварка
На тонкостях данного этапа мы подробнее остановимся в следующем разделе нашей статьи.

Автоматическая сварка элементов двутавровой балки
Правка конструктивных элементов готового изделия
Производство любых конструкций с использованием сварки предполагает сильный нагрев, что неизбежно приводит к возникновению деформации отдельных составных элементов изделия. Не является исключением и сварная балка, имеющая двутавровое сечение. Как правило, у таких балок после окончания процесса сварки наблюдается эффект «грибовидности», выражающийся в нарушении геометрии полок двутавра. Для того чтобы исправить этот дефект, как раз и необходима операция правки, заключающаяся в прокатывании сварной балки через ролики специального стана. После выполнения такой процедуры получают балку двутаврового сечения, геометрия которой четко соблюдена.
Основные виды
Всего существует несколько видов металлического проката, которые среди специалистов считаются основными. Это:
- Балки.
- Арматуры.
- Уголки.
- Швеллера.
- Трубы.
- Задвижки.
Давайте разберемся с каждым из этих видов немного подробнее.
Балки
Эти предметы отличаются тем, что довольно много весят. Чаще всего их используют в процессе стройки. Балки пригодятся, когда необходимо возвести перекрытия, колонны, мосты для поездов и автомобилей, опоры и башни. Данный вид металлических изделий пользуется довольно большим спросом. А все потому, что строительная сфера переживает период активного развития.

Арматуры
Этот вид металлопрокатной продукции внешне очень похож на прут. Его диаметр бывает самым разнообразным. Делают арматуру из стали, которая предварительно обрабатывается способом горячего катания. Такие изделия активно используются при необходимости усиления строительной конструкции. Такая процедура называется «армированием». Она подразумевает укрепление арматурными прутьями каких-либо зданий. Это значительно продлевает срок их службы на долгие годы.

Арматура различается по видам и размерам. Отличается она и по толщине, а также по тому, какое имеет покрытие. Оно бывает как гладким, так и рифленым. Последний вариант очень популярен среди потребителей. А все потому, что такая арматура лучше всего сцепляется с бетонным раствором, повышая его прочность. Но и это еще не все. Различают это изделие и по тому, из какого типа стали оно изготовлено. Более того, арматуру очень часто используют для создания составных металлических изделий. К таким относятся пучки, канаты и тросы.
Уголки
Это металлическая пластина, которую сгибают под прямым углом. Уголки точно также используют в строительстве, как и арматуру, то есть для укрепления основных конструкций. Делают их из различных видов стали. Они бывают разной длины. Все это оказывает сильнейшее влияние на эксплуатационные параметры.

Швеллера
Данный вид металлической продукции имеет в форму буквы «П». Изготавливают швеллера на специальных станках. Бывают они самых разнообразных разновидностей. Могут отличаться по градусу наклона граней – бывают как параллельными, так и могут иметь наклон внутрь. Кроме того, швеллера различаются по соотношению полок. Они бывают разнополочными и равнополочными.

Трубы
Наверное, самым распространенным металлопрокатом являются стальные трубы. Без них невозможно построить дом, заводской корпус, а также трубопровод. Трубы нужны везде, где будут течь различные жидкости и будет подаваться газовые смеси. Они бывают самых разных диаметров. Самые маленькие – это 30 миллиметров. Самые большие трубы имеют диаметр в 1280 миллиметров. Такие гиганты чаще всего используют в процессе строительства нефтепроводов. Что касается длины, то она в минимуме составляет четыре метра, а максимуме аж двенадцать погонных метров.

Конечно, наиболее часто применяются трубы, имеющие круглую форму. Но в продаже имеются и другие типы сечений – квадрат, овал и прямоугольник. О том, что такой металлопрокат пользуется очень большой популярностью, свидетельствует то, что последнее время в продажу поступают трубы, которые уже были в употреблении.
Наиболее знакомым изделием металлопроката являются стальные трубы. Их часто используют не только тогда, когда подразумевается подача газа или воды, но и для создания несущих строений путем сварки и совмещения с другими видами металлопроката.
Задвижки
Задвижки – это последний вид металлопроката. Их используют для того, чтобы прекратить подачу воды или газа в трубопроводе. Поэтому вполне естественно, что задвижки часто используют в комплекте с металлическими трубами. В зависимости от того, что будет транспортироваться по трубам, выбирается и соответствующий тип металлопроката, который будет использоваться для создания задвижек.

Листовая продукция
Как можно догадаться из названия, данный вид изделий имеет форму плоских листов из металла. Их используют для самых разных целей и в самых разнообразных сферах деятельности. Такие металлические листы – это хороший вариант для крыш, заборов, создания кованых элементов и многого другого. Часто листовой металлопрокат имеет цинковое покрытие.

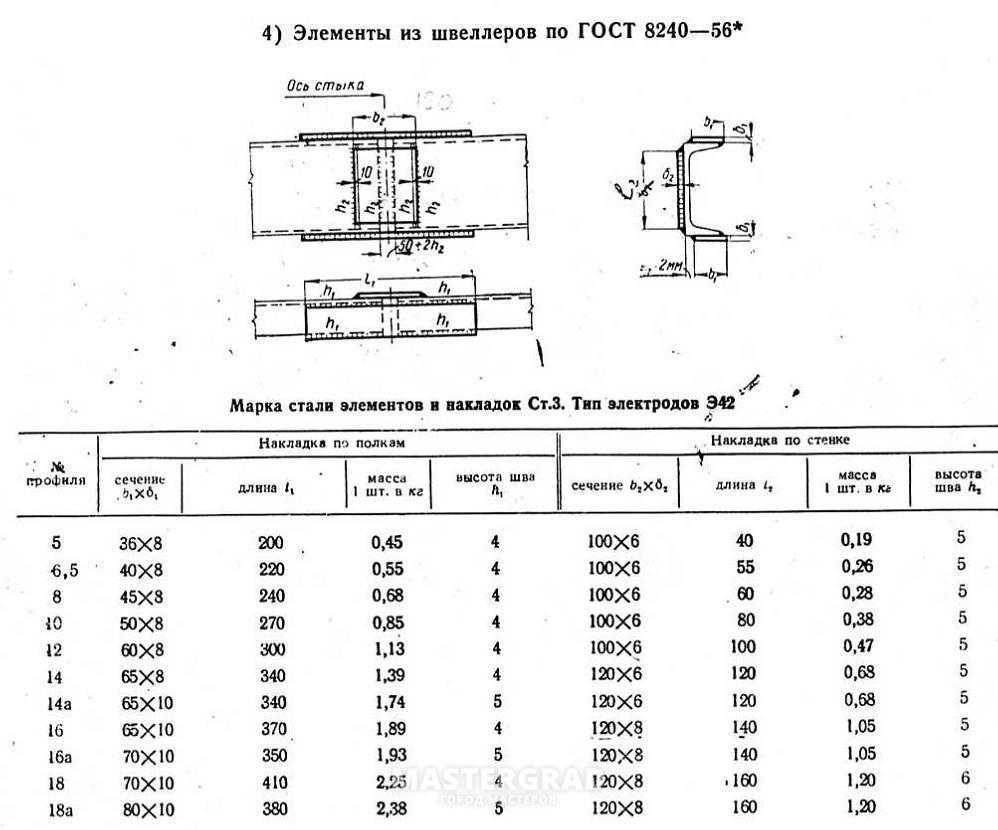
Замена швеллерами
 На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
Согласование использования альтернативного материала отражается изменениями, вносимыми в соответствующие разделы рабочего проекта. Возможность замены определяется по результатам поверочных расчётов на прочность, выполняемых проектировщиками.
Способ применяемой сварки швеллеров между собой также определяется расчётом. Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.
При сварке швеллеров непрерывным швом, в результате температурных деформаций металла, может произойти скручивание профиля. Избежать этого явления можно, применяя специальные струбцины, а также, накладывая сварочные швы небольшими участками, чередуя при этом стороны соединяемых профилей.
При необходимости удлинить такую конструкцию, осуществляют сварку швеллеров встык. Места стыковых сварочных швов швеллеров, образующих двутавр не должны совпадать друг с другом. Для усиления конструкции сварной шов можно укрепить с помощью накладки.
Популярные статьи
Читать
Нержавеющие трубы
Дымовая труба из нержавеющей стали – правильный выбор на долгие времена
Читать
Арматура
Вязка арматуры для фундамента – укрепляем основание
Читать
Нержавеющие трубы
Труба нержавеющая – востребованное изделие современной трубной промышленности
Читать
Теплогидроизолированные трубы
Теплоизоляция труб отопления – сохраняем тепло внутри труб!
Листогибы
Как сделать самодельный ручной листогиб своими руками
Чугунные трубы
Виды канализационных труб и соединений – выбираем оптимальный вариант
Швеллер
Гнутый швеллер – почему гнутый и зачем он нужен?
Швеллер
Виды швеллеров и способы их использования
Технология производства сварных балок двутаврового сечения
Мелкие партии делают с применением электродуговой или аргоновой сварки в зависимости от марки металла, его способности свариваться.
Для изготовления сварных балок промышленным способом применяются специальные сварочные линии. Для защиты ванны расплава от окисления применяют флюсы.
Сварка балки в автоматическом режиме схожа с ручным изготовлением двутавра. Основные технологические этапы:
- раскрой листового проката на полосы необходимой ширины на терморезке с программным управлением, средняя скорость раскроя 1 м/мин.
- фрезерование торцов на торцефрезерных станках сокращает зазор стыка между стеной и полкой, улучшает качество сварки;
- процесс сборки двутавра осуществляется с большой скоростью на специальном станке, ленты металла фиксируют прижимные приспособления с гидравлическими усилителями; сначала делается т-образный стык, затем присоединяется вторая стенка; такую конструкцию удобно сваривать;
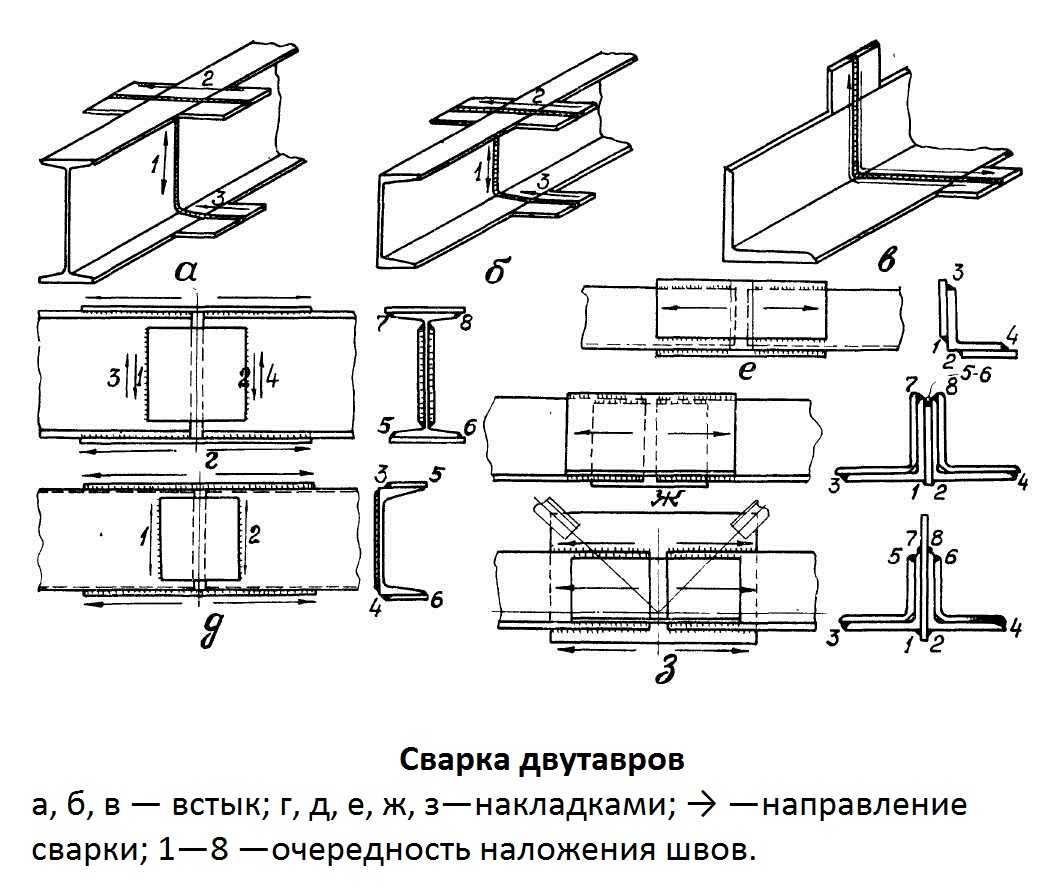
- сварные работы проводятся на автоматах портального типа двух видов: а) наклоненными электродами неглубоко проваривают сразу два шва; б) шов в «лодочку» создается поэтапно: сначала с одной стороны двутавровой перегородки, затем с другой; металл проваривается на большую глубину;
- завершающий этап – правка двутавровой балки на специальных роликах, устраняются небольшие перекосы, возникшие во время сборки и сварки профиля.
Технология изготовления двутавровых балок
Производительность комплексных линий высокая, швы получаются прочные, процент брака невысокий.
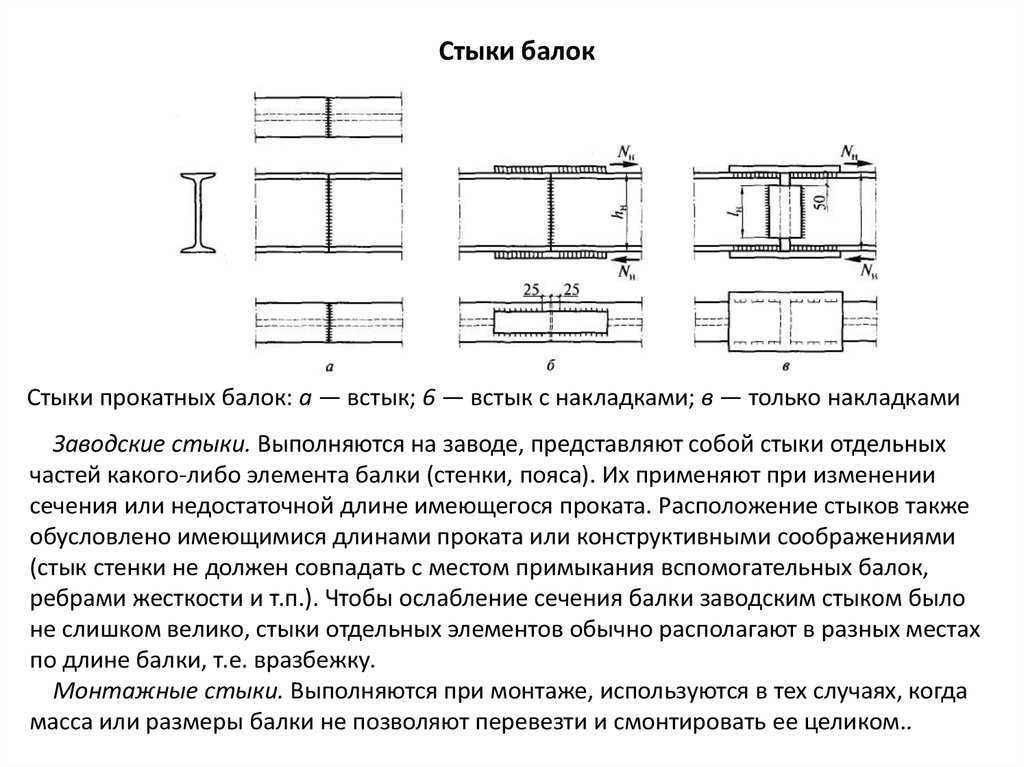
Стыковка двутавровых балок
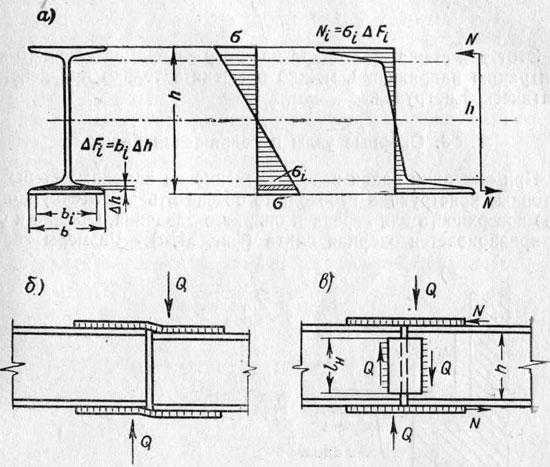
При строительстве многоэтажных зданий промышленного и гражданского назначения с большими пролетами, колоннами, массивными фермами используют двутавровые балки. В процессе монтажа их требуется стыковать друг с другом и другими строительными элементами. Монтажные стыки двутавровых балок, которые должны быть практически равнопрочными с телом металлопроката, выполняются сваркой или с помощью крепежных элементов. На строительной площадке изготавливать их сложнее, чем в заводских условиях, из-за необходимости четкого позиционирования и усиления стыковочных узлов.
Особенности стыкования двутавровых балок
Основной вариант использования фасонного проката с сечением Н-образной формы – в качестве элементов балочных клеток. Соединение балок в таких конструкциях осуществляется в горизонтальной плоскости или опиранием сверху.
В месте опирания для конца двутавра создают опорные ребра жесткости. Они служат для распределения и передачи нагрузки от двутаврового проката – опоре.
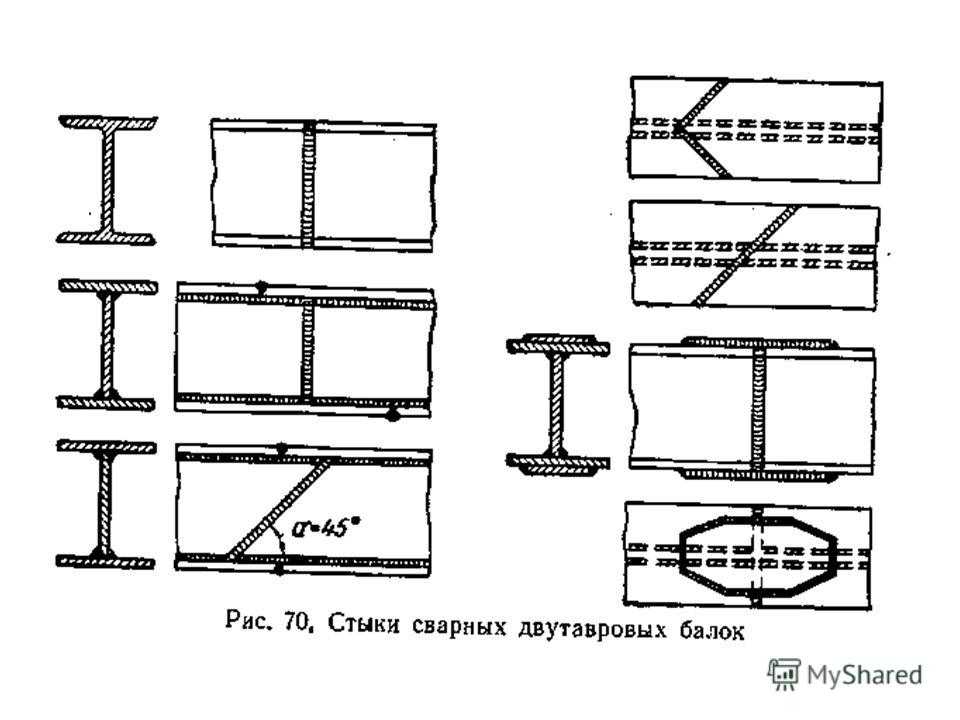
Особенности выполнения сварных соединений
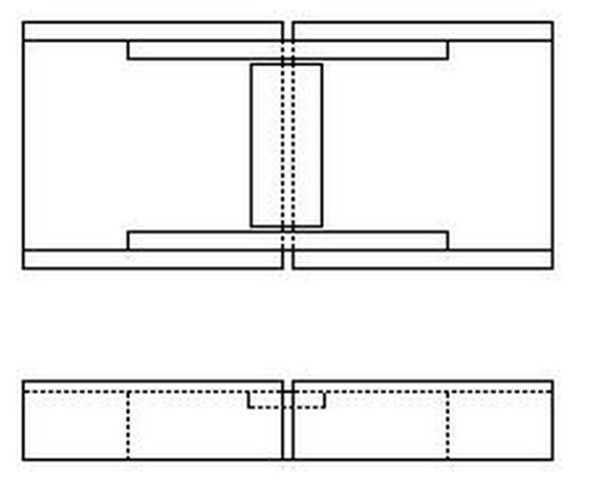
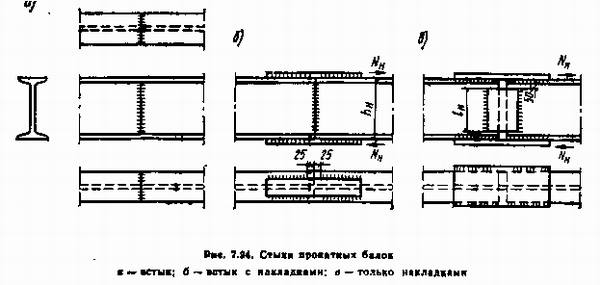
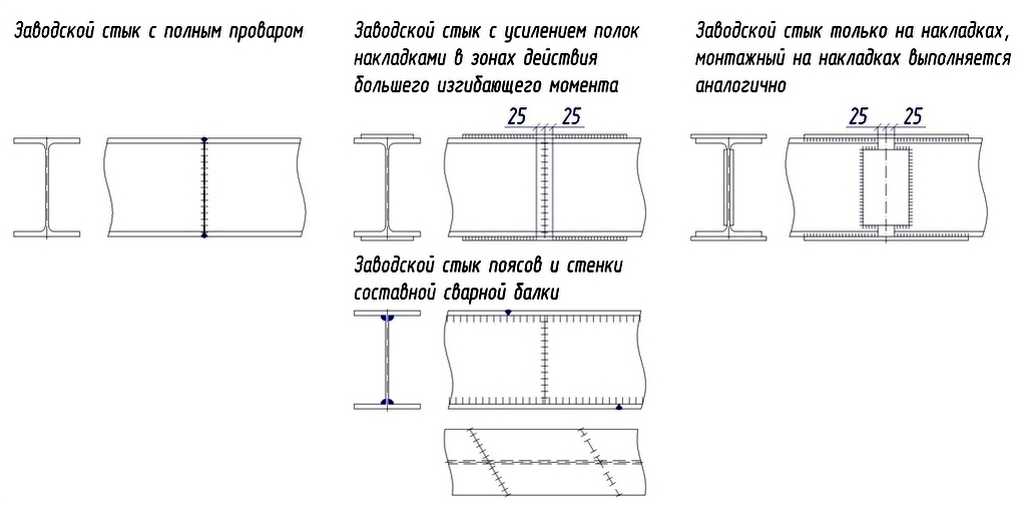
Надежным способом создания узлов стыковки балок с двутавровым профилем является сварка. При выполнении сварки встык обязательно проводится контроль качества шва. Чаще всего для повышения надежности узла используют усиливающие накладки.
Один из вариантов удлинения двутавровой балки – приварка профильного проката с двух сторон к прокладке по периметру двутаврового профиля. Разделка кромок не требуется.
Второй способ – соединение двутавровых балок встык с последующей наваркой четырех укрепляющих накладок, подбор формы которых зависит от положения двутавра в пространстве. Накладки приваривают на каждую полку и на каждую сторону стенки.
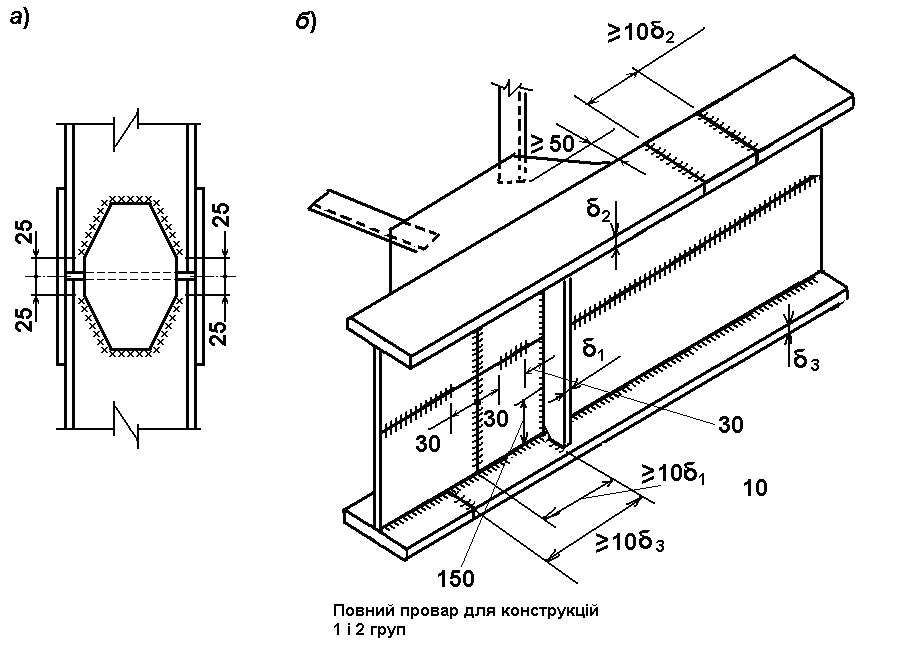
Этапы производства работ:
- На кромках двутавра изготавливают скос, обеспечивающий хороший провар шва.
- Готовят накладки из листовой стали. Укрепляющие элементы прямоугольной формы, привариваемые на полки, должны иметь ширину полок, на стенку – высоту стенки.
- Накладки укладывают на шов, приваривают их по периметру, прижимая с помощью струбцины. Для удобства проведения работ накладки на стенку делают ромбовидными. Главное требование – накладка должна иметь форму, симметричную относительно продольной оси двутавра.
Сварка двутавровых балок с использованием накладок и прокладок применяется для создания конструкций, не подвергаемых значительным нагрузкам. Это связано с тем, что швы, по которым привариваются эти укрепляющие элементы, являются концентраторами напряжений. Еще одна проблема сварных швов – быстрое старение. Для борьбы с этим негативным явлением применяют грунтовочные составы.
Сварку выполняют при зафиксированном положении балок. Для этого их укладывают на жесткие основания, чаще всего – на специализированные стеллажи-фундаменты.
Особенности выполнения болтовых соединений
Для определения способа, как правильно стыковать элементы конструкции из двутавра, необходимо точно знать особенности эксплуатации объекта. Разъемный вид стыкования двутавровой балкиобычно применяется при монтаже конструкций, которые планируется несколько раз демонтировать и монтировать вновь. Выполняется с использованием накладок, имеет преимущества и недостатки.
Плюсы болтового соединения
- Относительная простота сборки, которую могут выполнить рабочие с невысоким уровнем квалификации.
- Отсутствие остаточных напряжений, имеющихся в сварном шве.
- Более простые мероприятия по проверке качества соединений, по сравнению с проверкой сварного шва.
- Отсутствие необходимости привлечения к работе квалифицированных сварщиков.
- Стойкость к ударным и вибрационным нагрузкам. Однако в сложных эксплуатационных условиях может потребоваться периодическая подтяжка крепежа.
Недостатки этого метода – более высокая (по сравнению со сваркой) трудоемкость и металлоемкость из-за необходимости использовать дополнительные усиливающие элементы, постепенное коррозионное разрушение крепежа, изготовленного из «черных» сталей.
Комбинированное стыкование двутавровых балок
Для создания крупногабаритных пролетов применяют способ комбинированного соединения двутавров, сочетающий стыкование на болтах и сварку. Порядок проведения работ:
- соединение балок с помощью накладок и резьбового крепежа из высокопрочной стали;
- сварка поясов;
- закрытие технологических окон с помощью накладок и прокладок.
Двутавры из нержавейки
При этом в последнее время двутавр стал позиционироваться не только как несущий элемент, но и в качестве интерьерной детали дизайна в индустриальном стиле. Для сочетания прочности и эстетики часто применяют внутренние несущие элементы из импортного широкополочного двутавра, изготовленного из нержавеющей стали с отделкой поверхности.
Широкополочные двутавры европейского производства
Европейские аналоги двутавровых балок изготавливаются из нержавеющей стали аустенитного или мартенситного класса марки AISI 200-й, 300-й и 400-й группы. Метод производства заключается в лазерной сварке стальных полос с последующей термической обработкой. Что необходимо для снятия напряжения в местах сваривания. При этом прочность сварочного шва составляет 99% от прочности основного материала. Заключительный этап производства – отделка поверхности. В продажу двутавры поступают с матовой поверхностью (травленные и шлифованные) или с зеркальной – после полировки.
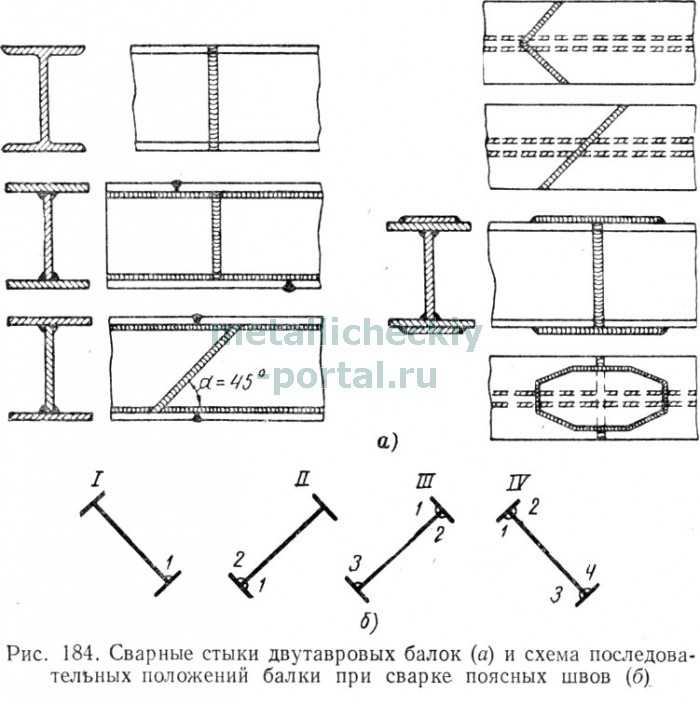

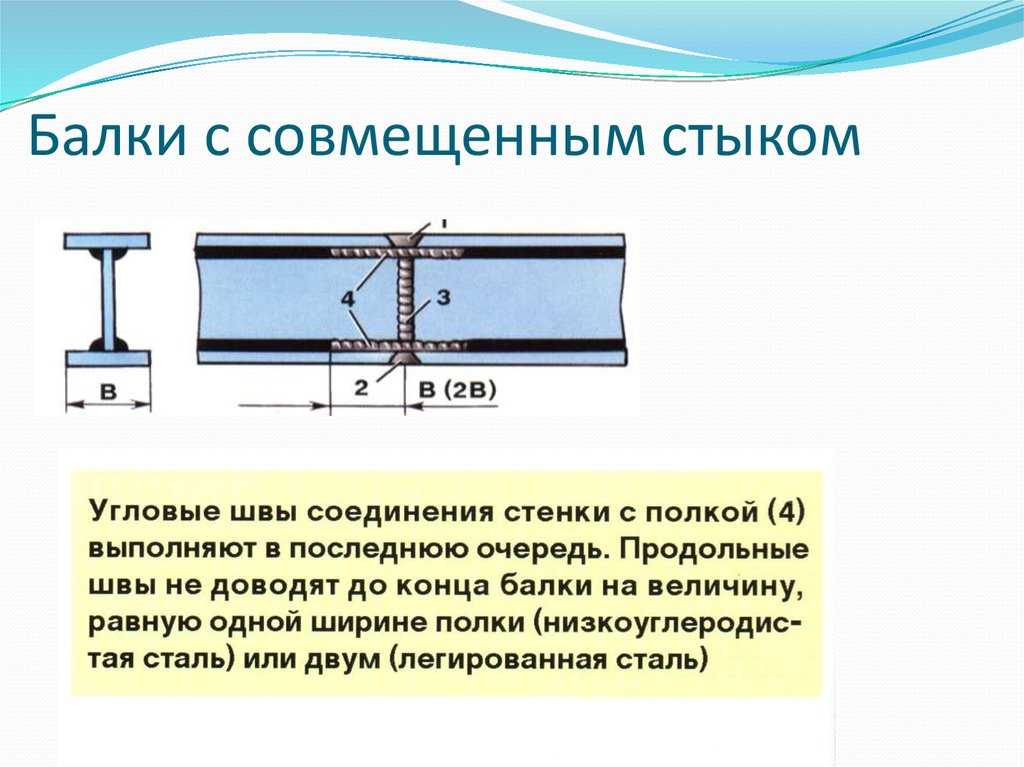


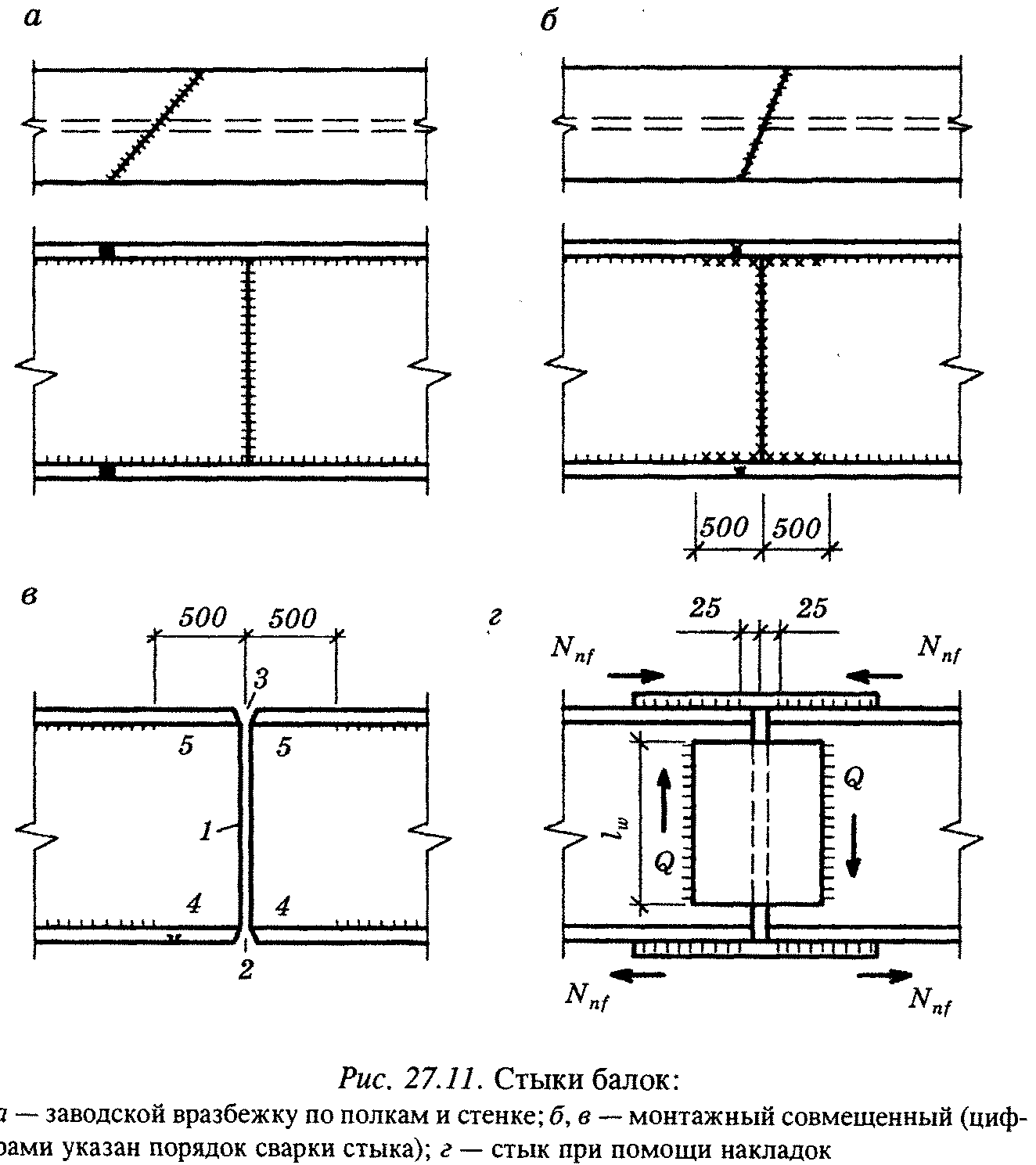
Порядок работ при сваривании стыков балки.
При сваривании стыков балки соблюдение определенного порядка работ имеет очень большое значение.
Распишем эти этапы:
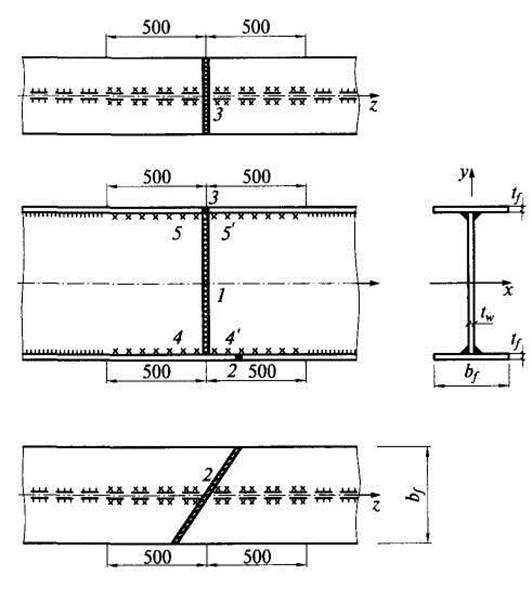
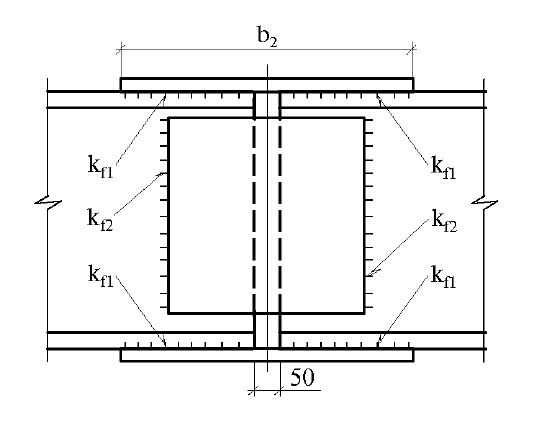
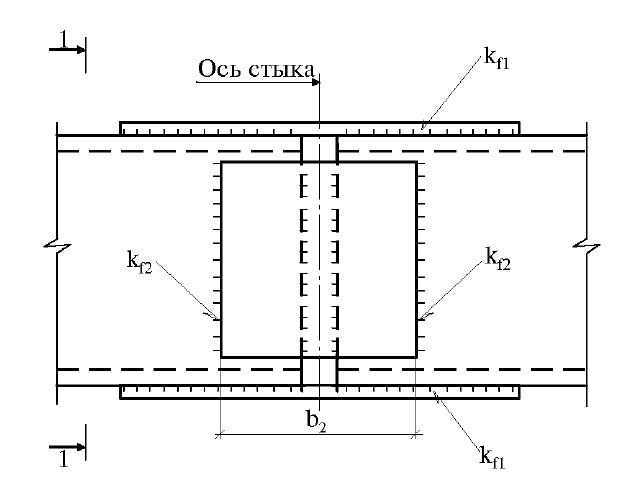
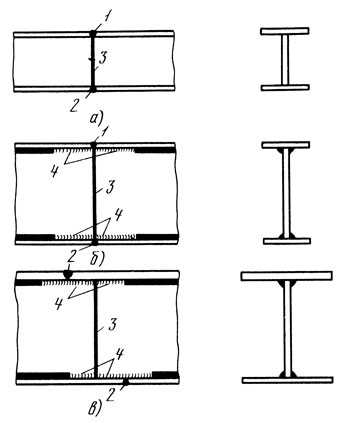
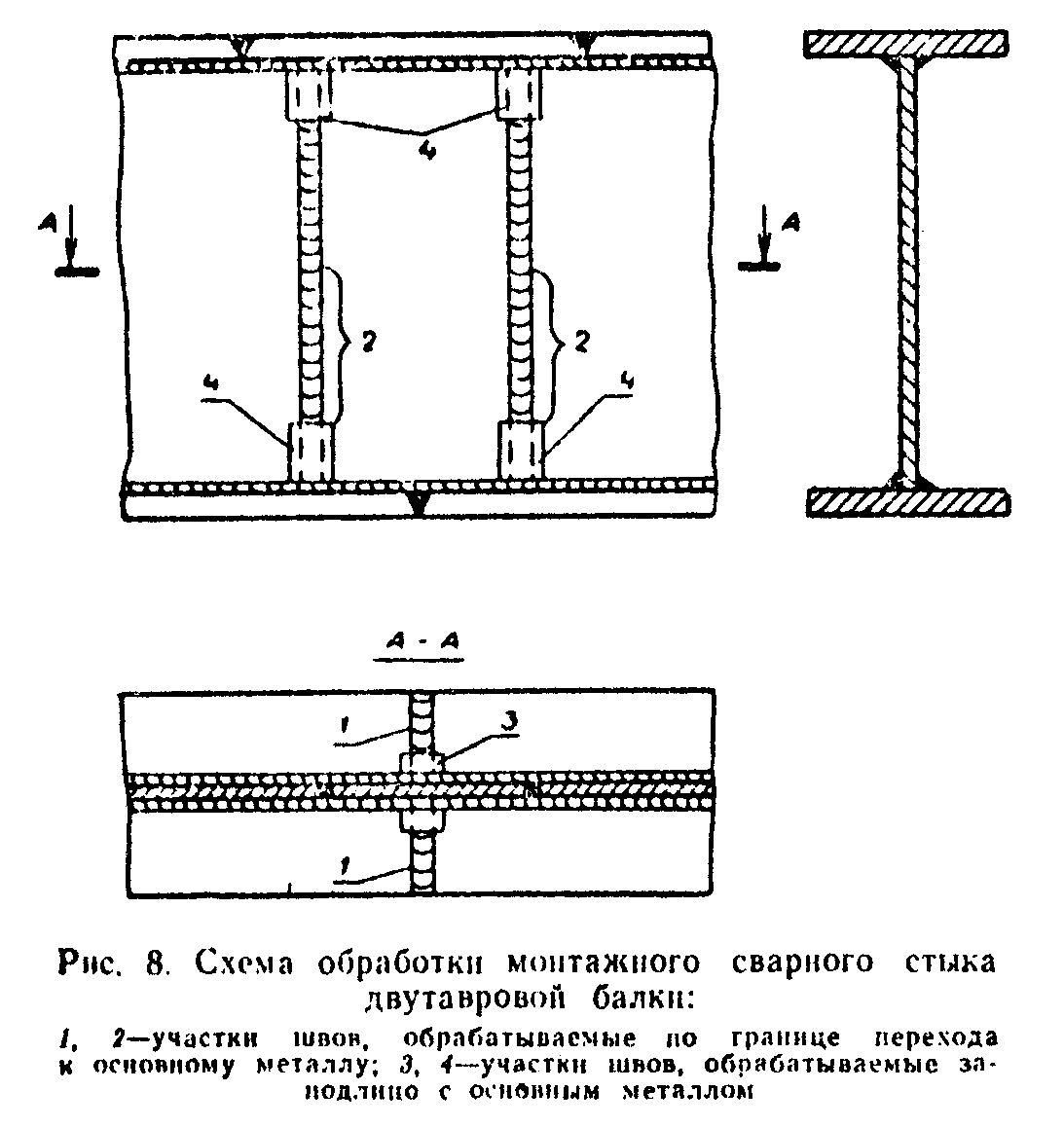
- На первом этапе собираются элементы, имеющие поперечные швы. Отметим, что сваривать их необходимо по отдельности: отдельно стыки поясов, стыки стенки, отдельно делается приварка ребер жесткости. Связано это с тем, что такие поперечные соединения дают усадку с максимальным значением.
- Когда сборка балки осуществлена, производят накладку поясных швов. Заметим, что когда для сваривания применяется автоматический способ, то ребра жесткости должны присоединяться уже после выполнения поясных швов.
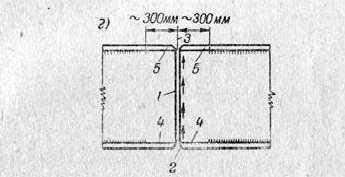
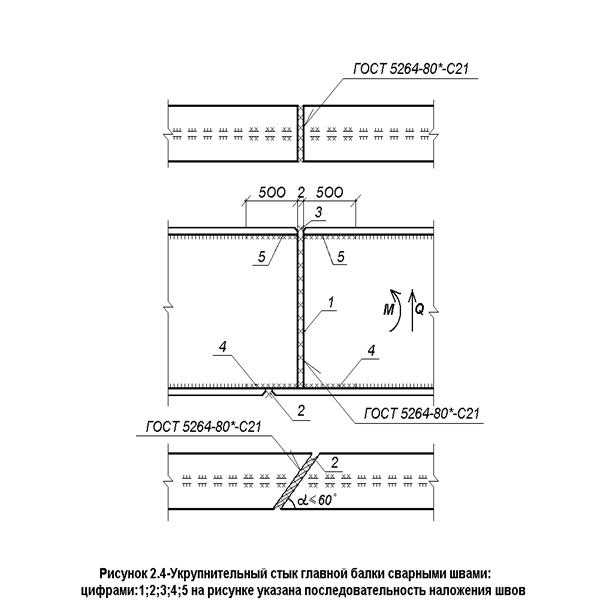
Порядок сварочных работ также показан на рисунке 2. Цифрами от 1 до 5 обозначен порядок выполнения монтажных стыков балки. Мы видим, что сначала, как и говорилось, выполняются поперечные швы. Заметим, также, что швы под номерами 2 и 3 выполняют с небольшими пропусками: с двух сторон стыка оставляются незаваренные участки длиной до 30 сантиметров. Это необходимо для свободной усадки.
В последнюю очередь производится сваривание продольных швов (4 и 5), которые также имеют продольную усадку, но незначительную.
Разновидности монтажных соединений двутавровых балок (стыковка двутавровых балок)
Двутавры Н-образного сечения чаще всего используют для монтажа балочных клеток и пролетов. Сварка балок выполняется в горизонтальном положении. Перед стыковкой балок специалисты монтируют опору необходимую для правильного распределения нагрузки. Здесь требуется стыковочный узел особой жесткости и прочности, что достигается выполнением прочного сварного шва. Эта разновидность стыковки балок применяется в основном для постоянных конструкций, которые не будут разбираться в течение всего срока эксплуатации.
Выбор способа соединения двутавровых балок между собой напрямую зависит от того обстоятельства, как будет эксплуатироваться будущее строение. Болтовое соединение идеально подходит для монтажа конструкций, которые в течение срока эксплуатации можно будет неоднократно разбирать и снова собирать. Для обеспечения прочности болтовых соединений используют заводские накладки, изготовленные по соответствующим размерам. Накладки усиливают прочность соединительного узла, поэтому их используют при любом способе соединения двутавров.
Существует еще и комбинированный способ соединения балок, который используют в тех случаях, когда требуется монтаж крупногабаритных пролетов. Здесь специалисты используют и сварочные швы, и болтовые соединения.
![]()
![]()
Соединения сваркой
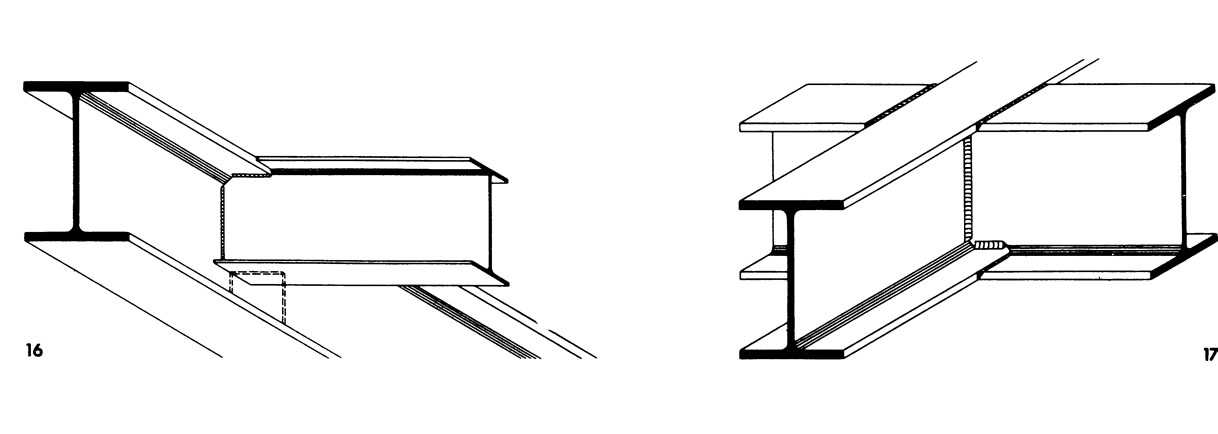
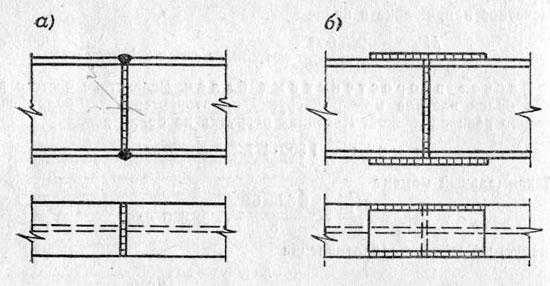
Одним из самых надежных способов соединения балок считается сварка. Для надежности и качества сварного шва специалисты используют накладки заводского производства. Для того, чтобы удлинить балки используют два самых распространенных способа.
В первом случае выполняют приварку профильного проката по периметру балки. Приварка осуществляется к прокладке с одной и другой стороны.
Во втором случае соединение балок делается встык с обязательной наваркой 4-х укрепляющих соединительный узел накладок. Выбор формы накладки напрямую зависит от положения двутавра в строительной конструкции
На это необходимо обратить особое внимание, чтобы получилось надежное соединение
Соединение сваркой включает в себя несколько этапов работы:
— выполнение скоса на кромке балки (для обеспечения надежного провара соединительного шва);
— подготовка накладок прямоугольной (для полок) и ромбовидной (для стенок) формы, соответствующих ширине полок и высоте стенок двутавра.
К недостаткам соединения двутавров сваркой, как правило, относят:
- — быстрое «старение» сварного шва;
- — конструкция не должна подвергаться слишком большим нагрузкам.
Для устранения этих «недостатков» специалисты используют грунтовочные составы.
Стыковка двутавровых балок болтами
Соединение балок болтами имеет свои положительные и отрицательные моменты. К положительной стороне данного метода стыковки относятся:
- — простота и скорость сборки строительной конструкции, выполнение которой не требует высокой квалификации;
- — полное отсутствие остаточного напряжения, которое имеет место быть в сварных швах;
- — простота проверки качества болтового соединения в сравнение с процедурой проверки качества сварных швов;
- — прочность и надежность соединительных узлов;
- — болтовое соединение наиболее стойко к вибрационным и ударным нагрузкам;
- — данный вид соединения не требует специалистов высокой квалификации.
К недостаткам данного метода стыковки двутавров относятся:
- — трудоемкость процесса сборки, так как крепление производится рабочими вручную;
- — требуется периодическая проверка надежности соединения и в случае ослабления болтов, их необходимо подтягивать;
- — изготовление крепежных элементов только из черных металлов;
- — коррозийное разрушение болтов под влиянием внешней среды.
Положительным моментом болтовых соединений является тот факт, что оно является разъемным, поэтому в процессе демонтажа и повторной сборки конструкции крепежные элементы — болты и накладки можно заменить на новые.
Подробную информацию об условиях заказа и доставки изделий из фасонного проката, а также крепежных элементов крупным и мелким оптом можно посмотреть на сайте или получить бесплатную консультацию у специалистов компании Металлобаза. Телефоны для связи со специалистами компании можно посмотреть на сайте.
Индивидуальности расчета железного двутавра
Тавровая сварка просит проф расчета. Это дозволяет понизить трудовые и денежные издержки, обеспечивать высочайший показатель надежности и сохранности конструкции. Заказать расчет тавровой сварки можно в спец строительной компании. Обыкновенные подготовительные расчеты можно выполнить и без помощи других. Но если балки будут употребляться в строительстве жилых либо промышленных сооружений, рекомендуется проф расчет всех несущих конструкций.
Для расчета профиля для несущих конструкций нужно учесть такие характеристики:
- нормативная и расчетная перегрузка;
- расстояние между внутренними гранями стенок;
- количество применяемых двутавров, которые соединяются в одной опоре;
- расчетное сопротивление, которое впрямую зависит от применяемой марки стали.
Таковым образом, без помощи других провести расчет достаточно трудно. Главные характеристики, такие как расчетное сопротивление либо расчетная перегрузка определяются согласно табличным данным.
Применение металлопрокатной продукции
Арматура применяется для изготовления железобетонных конструкций, чтобы усилить прочность бетона, и арматурных каркасов. Часто из арматуры изготавливают сетку, используют её для заливки фундамента.
Балки применяются для усиления конструкций мостов, зданий, укреплений стволов шахт. Чем больше балок — тем прочнее конструкция.
Швеллер используется для усиления конструкций, уголок как декоративный элемент и укрепления в виде распорок.
Полоса чаще всего применяется как закладная деталь, а квадрат – в благоустройстве открытых территорий (скамейки, качели, забор).
Квадратные трубы нужны для ограждений, а круглые — для водоснабжения. Часто продают б/у и восстановленные трубы. Экономия на закупке сказывается на качестве. Поэтому случаются прорывы.


Сфера применения горячекатаных листов довольно обширна. Это и ступени лестниц, и столовые приборы и судо-вагоностроение.
Холоднокатаные листы чаще всего нужны для машиностроения. А также авиа- и вагоностроении.
Профнастил в сочетании с профильной трубой превращается в забор. Также в строительстве профнастил применяется для перекрытий и в производстве сэндвич-панелей.
Из оцинкованных листов изготавливают ЛСТК – лёгкие стальные конструкции, из которых можно возводить целые здания.
Из истории металлопроката в России
Наша история металлопроката берет свое начало во времена правления Петра I., который прославился огромным количеством реформ и равнением на самые развитые европейские государства. Качественным изменениям подверглась и металлургическая промышленность.
Именно при Петре I в нашей стране было построено 253 завода, занимавшихся плавкой чугуна. Что интересно, в те времена предприятия не были государственными и принадлежали конкретным промышленникам и купцам. Такой ход совместно с огромными запасами сырья позволил России в XVIII веке занять лидирующую позицию среди мировых производителей чугуна.
В XIX веке предприятия продолжили совершенствоваться и уже выпускали изделия, предназначенные для самых разных сфер использования, в том числе для строительства судов и прокладки железных дорог.
Во времена СССР металлургическая промышленность стала одним из самых значимых направлений. Обороты сырья и готовых металлоизделий достигли огромных размеров.
К сегодняшнему дню индустрия существенно сбавила в своем развитии, и на территории России осталось всего около 60 предприятий. Впрочем, это никак не повлияло на качество и сортамент металлопроката, отправляемого как по всей стране, так и производимого специально на экспорт.
Технологический процесс производства сварных балок двутаврового сечения
Разработка производства сварных балок, имеющих двутавровое сечение, состоит из нескольких поочередных действий, любой из которых на нынешний денек уже непревзойденно отработан. Итак, изготовка высококачественной и надежной сварной балки требуемого сечения состоит из нескольких процедур.
Создание заготовки по чертежу
Для ее производства употребляется оборудование тепловой резки, на котором листы сплава требуемой толщины раскраиваются по данным размерам. Итогом выполнения таковой технологической операции являются штрипсы, имеющие длину и ширину, обсужденные в чертеже. На современных предприятиях для выполнения таковой операции употребляются станки с ЧПУ, на которых раскрой сплава может выполняться несколькими резаками сразу.
Для данной операции уже не требуется чертеж и производится она на особом оборудовании (кромкофрезерном станке). Это шаг производства нужен для того, чтоб обеспечить наилучшую провариваемость стены балки двутаврового сечения и ее полок.
На данной нам стадии будущая сварная опора собирается в готовую систему, для чего же употребляются особые сборочные приспособления, дозволяющие прирастить производительность процесса в 2–3 раза по сопоставлению с ручной сборкой. При осуществлении сборочной операции перед сваркой балки, имеющей двутавровое сечение, принципиально обеспечить правильное обоюдное положение стены двутавра и его полок (симметричность и обоюдная перпендикулярность).
Целесообразнее всего для выполнения этих принципиальных требований употреблять особое сборочное оборудование, снаряженное быстродействующими прижимающими элементами. Оно дозволяет не только лишь буквально позиционировать составные элементы грядущего двутавра, да и созодать это оперативно и с высочайшей надежностью. Разработка сборки с внедрением таковых приспособлений состоит из 2-ух главных шагов: поначалу собирается лишь часть балки, составляющая Т-образный профиль, потом собранную систему с помощью приспособления переворачивают на 180 градусов и комплектуют ее 2-ой полкой. На современных предприятиях, обычно, употребляются сборочные приспособления с гидравлическими прижимающими механизмами, что дает возможность уменьшить время выполнения данного технологического процесса.
На тонкостях данного шага мы подробнее остановимся в последующем разделе нашей статьи.
Автоматическая сварка частей двутавровой балки
Создание всех конструкций с внедрением сварки подразумевает мощный нагрев, что безизбежно приводит к появлению деформации отдельных составных частей изделия. Не является исключением и сварная опора, имеющая двутавровое сечение. Обычно, у таковых балок опосля окончания процесса сварки наблюдается эффект «грибовидности», выражающийся в нарушении геометрии полок двутавра. Для того чтоб поправить этот недостаток, как раз и нужна операция правки, заключающаяся в прокатывании сварной балки через ролики специального стана. Опосля выполнения таковой процедуры получают опору двутаврового сечения, геометрия которой верно соблюдена.