
Определение размера и типа резьбы
Параметры существующей нарезки можно определить следующими способами:
1. Использование калибров. Специальные калибры позволяют выяснить шаг и диаметр как наружной, так и внутренней накатки. Для измерения внутренней резьбы необходим цилиндрический калибр с нанесенной наружной резьбой, вкручиваемый в трубу. Правильно подобранный калибр будет вкручиваться в трубу легко, при несовпадении даже одного витка поместить калибр внутрь трубы не удастся.
Размер наружного резьбового шага определяется аналогичным способом: для этого берется калибр с резьбой на внутренней стороне и накручивается на трубу.
Недостаток данного метода очевиден: может потребоваться достаточно много времени для подбора нужного калибра, число которых в полном комплекте достигает 120.

Тип и размер резьбы можно определить при помощи калибра, вкручиваемого в трубу
2. При помощи плоских шаблонов (резьбомеров). Более простой и быстрый способ определения размера, правда, не всегда обеспечивающий точный результат, поэтому в профессиональных условиях почти не применяемый. Пластина с нанесенным профилем нарезки прикладывается к трубной резьбе (снаружи или внутри изделия). Между резьбовыми гребнями и шаблоном, подобранным правильно, не должно оставаться просветов.
Также при измерении резьбового шага используются штангенциркули и микромеры, но они годятся только для внутренней нарезки. Калибры и резьбомеры являются более универсальными приспособлениями.
Изготовление: видео
Мы уже рассказали про два способа нарезки. Теперь наглядно посмотрим на один из них, который можно сделать самостоятельно в домашних условиях:
В статье мы написали про коническую и цилиндрическую дюймовую резьбу. Мы привели таблицы, а также способы вычисления, поговорили об особенностях (параметрах) выбора и даже дали небольшую историческую сводку. Надеемся, что эта информация была для вас полезна. В качестве завершения есть видеозапись:
После того, как ознакомитесь со статьей, можете прочитать про наши товары. уже 15 лет на российском рынке. За это время мы охватили практически все города страны.
Принципы обозначения
Для определения главных свойств следует разобраться с ее обозначением. Обозначение резьбы на чертежах несколько различается от тех, которые используются изготовителем при производстве изделий. Таблицы резьб разрешают лишь по обозначению найти главные свойства.
К особенностям маркировки можно отнести нижеприведенные моменты:
- Условное обозначение рассматриваемой резьбы G.
- Размер поперечника указывается опосля буковкы. Примером обозначения назовем 1 ½.
- Знак L показывает на то, что витки левосторонние.
- Последующий знак H показывает на класс точности.
- Длина свинчивания представлена цифрами в конце маркировки.
Обозначение конической резьбы на чертеже предугадывает указание класса точности. Знак, обозначающий класс точности, может указываться в технической документации. Создание витков проводится при соблюдении 1-го из 3-х классов. Не считая этого, рядом с цифрой может указываться буковка «А» и «В»: 1-ая обозначает внешний показатель, 2-ая внутренний. Первому классу соответствуют самые грубые резьбы, третьему самые высококачественные.
О расчёте проходимости
Можно воспользоваться несложной формулой, позволяющей определить необходимый внутренний Ø. , с которой вода движется по трубам из полипропилена. Значение параметра выбирается в зависимости от следующих условий:
- Для тонких – 0,7-1,2 м\с
- Для толстых – 1,5-2 метра в секунду.
У этой разницы есть своё объяснение. Соотношение между поверхностью и просветом тем меньше, чем меньше диаметр у конструкции. Если труба для водоснабжения слишком тонкая, объём воды, проходящий через неё, тормозится о стенки.
На меньшее скоростное значение опираются при выборе труб с полипропиленовой основой Ø от 10 до 25 миллиметров. Большее значение необходимо в случае показателя, равного 32 миллиметрам, и больше.
Видео: Трубопрокаты РЕХАУ, медные, металлопластиковые или полипропиленовые для водоснабжения и отопления
Установка сгонов

Соединение с пластиковыми трубами
Соединение водопроводных составляющих с помощью сантехнических сгонов считается простым: для установки элемента не требуется специальных навыков и практики.
Элементы для воды принципиально отличаются тем, что резьба в них расположена снаружи, и они обязательно должны быть покрыты антикоррозийным слоем. Такой тип соединения считается разъемным: он будет уместным в том случае, когда в будущем может возникнуть потребность разобрать часть трубопровода.
Сгон, муфта и контргайка в сборе должны быть соединены плотно и качественно, чтобы в дальнейшем не возникло протечек и была обеспечена герметичность.
Установка соединительных элементов для труб и общая сборка водопровода совершается в несколько этапов:
- На один из краев трубы накручивается муфта.
- К муфте прикрепляется сгон. Вкручивать деталь нужно до максимума. Использовать следует ту сторону, где резьба более короткая.
- К противоположной стороне прикручивается контрагайка. К ней фиксируется соединительный фитинг, который обычно используют в тех местах, где диаметр труб отличается, или же там, где происходит разветвление трубы.
- Конец сгона прилаживается к трубе, после чего уже свинчивается муфта, которая должна переходить на трубу.
- В завершении работы контргайку подкручивают к муфте таким образом, чтобы они находились друг от друга на расстоянии, не превышающем трех сантиметров. Для закрепления заполняют это свободное пространство уплотнителем, например, сантехнической паклей с солидолом или пастой.
Если потребуется демонтировать установленный участок трубы, следует вначале открутить гайку, затем – муфту, а в конце уже снять сгон.
Таблицы диаметров водопроводных труб
Одной из важнейших характеристик стальной трубы считается ее диаметр (D). На основании этого параметра производятся все требуемые расчеты при проектировании объекта. Как подобрать диаметр, чтобы не ошибиться?
Диаметры металлических труб стандартизированы и должны соответствовать значениям ГОСТа 10704–91.
Условно они разбиты на несколько подгрупп:
- Большие – 508 мм и выше,
- Средние – от 114 до 530 мм,
- Малые – меньше 114 мм.
Классификация
Когда необходимо провести водопровод, устанавливаются обыкновенные трубы, способные выдержать небольшую нагрузку. В частном доме лучше использовать сварные металлические водопроводы. Стоимость таких изделий несколько ниже аналогичных бесшовных. Технические характеристики и свойства такого изделия полностью отвечают всем требованиям прокладки водопровода.
Основные габаритные параметры
В зависимости от этой характеристики и ее числового значения определяется необходимое значение диаметра металлической трубы. Все основные значения регламентируются ГОСТом и соответствующими техническими условиями. В них входят:
- Внутренний D.
- Наружный D. Считается главной габаритной характеристикой в соответствии с ГОСТом.
- Условный D. За основу берется минимальное значение внутреннего диаметра.
- Толщина стенки.
- Номинальный D.
Изделия из металла и их наружные диаметры
Все виды металлических труб изготавливаются на заводе, основываясь на их внешнем диаметре «Dн». Стандартные значения диаметров показаны в нижеприведенной таблице.
В промышленности и строительстве в основном пользуются изделиями, диаметры которых находятся в диапазоне 426–1420 мм. Промежуточные стандартные размеры водопроводных труб берутся из таблицы.
Малый D металлических изделий в основном применяется для прокладки водопроводов в жилых домах.
Средний D металлических трубопроводов используется для прокладки городского водопровода. Такие водопроводные трубы используют промышленные системы, занимающиеся добычей сырой нефти.
Большие размеры стальных трубопроводов нашли применение в создании и прокладке магистральных нефтепроводов. Они же применяются и в газовой индустрии. По таким трубопроводам происходит подача газа в любой уголок планеты.
Внутренний Диаметр
Этот размер металлической трубы (Dвн) может иметь разные значения. Причем значение внешнего D всегда остается неизменным. Чтобы стандартизировать диаметр труб для водопровода, проектировщики пользуются специальным значением, называемым «условным проходом». Такой диаметр имеет свое обозначение Dу.
По сути, условным проходом является минимальное значение внутреннего диаметра данного изделия, округленное до целого числа. Округление всегда выполняется только в сторону максимального значения. Значение условного D регламентируется ГОСТом 355–52.
Для расчета внутреннего D пользуются специальной формулой:
Dвн = Dн – 2S.
Внутренние диаметры стальных изделий находятся в диапазоне от 6 до 200 миллиметров. Все промежуточные значения показаны в соответствующей таблице.
Диаметр металлических труб измеряется также в дюймах, который равен 25,4 миллиметра. В ниже приведенной таблице показаны значения диаметров изделий как в дюймах, так и в миллиметрах.
Пластиковые
В наше время альтернативой металлическим трубам стали их пластиковые аналоги. Причем их размеры имеют больше разброс. Материалом для такого изделия служит:
Каждый производитель таких труб сам устанавливает свою размерную сетку. Поэтому если изготавливается одна система, желательно использовать детали одного и того же производителя.
Безусловно, расхождения обязательно будут, но они будут минимальными, и не вызовут особых трудностей у хорошего мастера. Если у человека мало опыта, ему придется приложить некоторые усилия, чтобы подогнать все размеры.
Таблица размеров пластиковых труб для водопровода с применением полипропилена различной плотности показывает самые популярные модели.
Когда прокладываются всевозможные коммуникации, строители используют и другие диаметры водопроводных пластиковых труб.
Диаметры водопроводных труб в таблице помогают подбирать подходящее изделие для проведения ремонта или других работ.
Такие изделия применяются для монтажа водопровода вне здания. В жилых помещениях чугунный водопровод устанавливается крайне редко. Этот материал обладает высокой прочностью, но повышенной хрупкостью. Его основным недостатком считается большой вес, высокая стоимость. Эксплуатация таких чугунных изделий рассчитана на долгие годы.
Чтобы сравнить размеры чугунных водопроводных изделий, ниже показана таблица, в которой приведены размеры чугунной трубы класса «А».
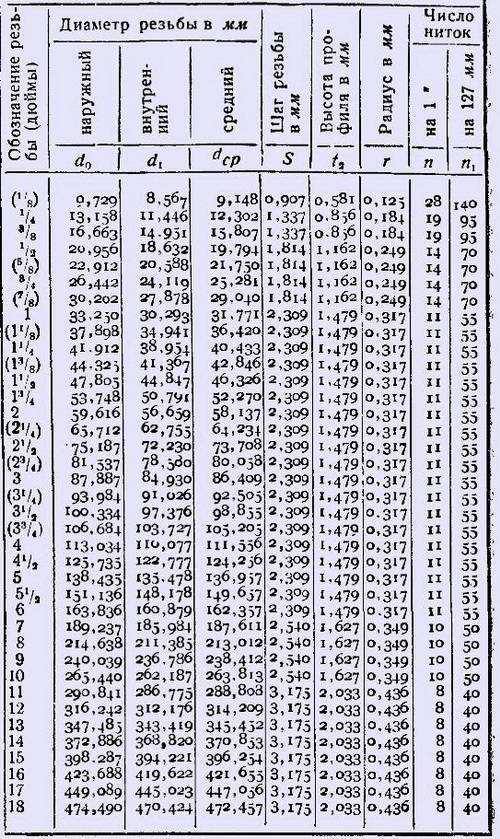
Нарезки, используемые в повседневной жизни
В бытовых условиях чаще всего используются трубные изделия с такими видами нарезок:
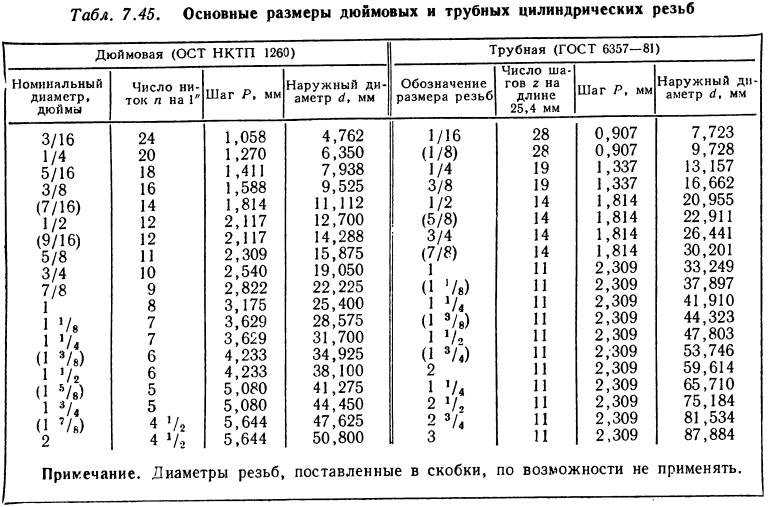
- Четырнадцать ниток на дюйм (шаг равен 1,815 мм).
- Одиннадцать ниток на дюйм (шаг равен 2,310 мм).
Чтобы установить вид и шаг дюймовой резьбы, применяют предмет, называемый резьбомером. Кроме того, возможно использовать обыкновенную линейку, штангенциркуль.

Калибровочным элементом может послужить муфтовая, штуцерная деталь. На ней должна быть выполнена нарезка, располагающая размером, который соответствует диаметру дюймовой резьбы. Деталь закручивают в резьбовое соединение. Если никаких сложностей не возникло, она крепко засела в трубном изделии, значит, измерение можно заканчивать. В противном случае выполняют повтор процедуры с другой калибровочной деталью.
С резьбомером все еще легче. Его измеряющие пластинки напоминают комплект пилочек. Данные пилочки необходимо придавить к нарезке, выполненной на изделии либо внутри его. Если профиль пластинки совпал с трубным, это обозначает, что размер дюймовой резьбы такой же, как и у пилочки.
Штангенциркулем возможно замерить только наружный размер нарезки. Ввиду этого наилучшими приспособлениями для установления шага и размера нарезки считаются калибровочные детали, резьбомеры.
В действительности, разумеется, мало кто сможет достичь безукоризненно точного соблюдения размеров резьбы. Однако вы можете рассчитывать на создание качественной нарезки, если будете руководствоваться минимум одним символом, стоящим в дробной части числа.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов
соединения пользуйся таблицей ниже.
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка – риска
Важный ахтунг – вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
Читать также: Скребковый конвейер принцип работы
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard)
UNC UNF и метрическую резьбы.
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких – единицы измерения, дюймы или миллиметры.


Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин – попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа – измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой – количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
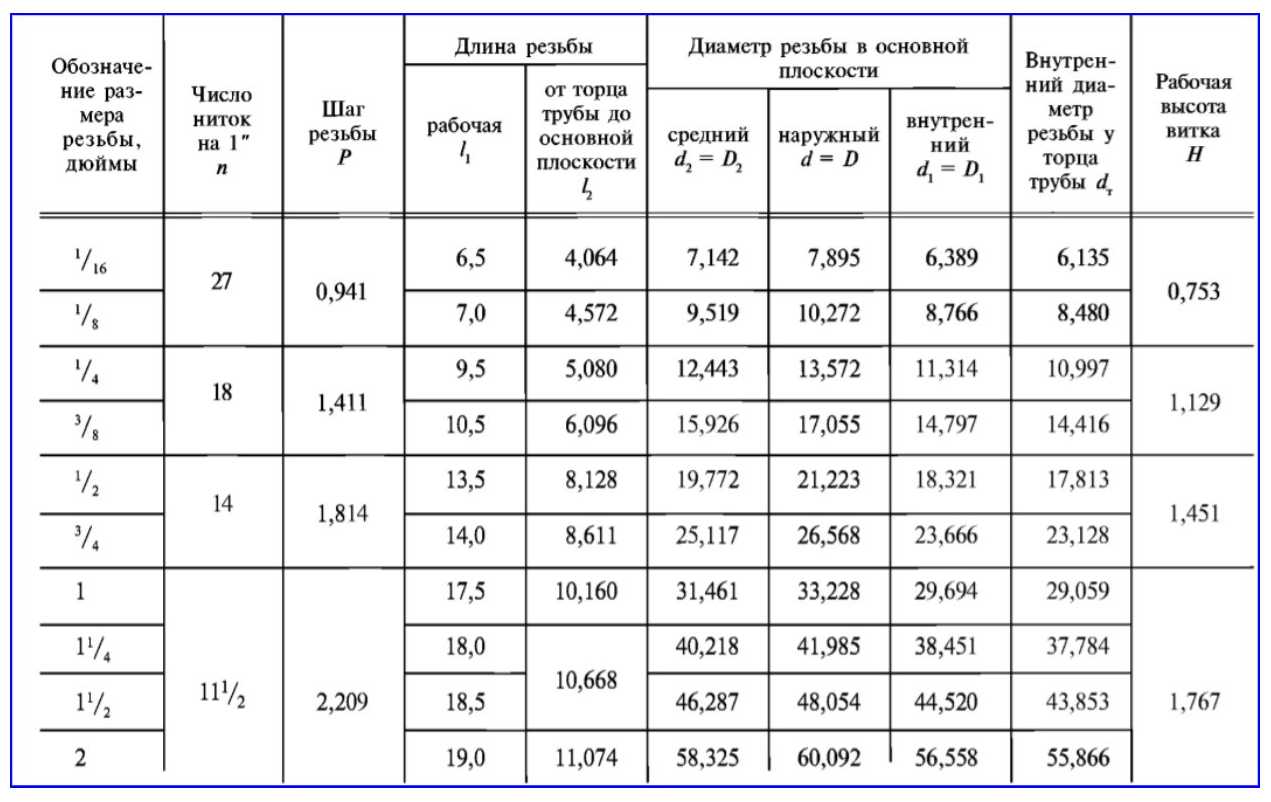
Метрическая коническая резьба. ГОСТ 25229 — 82
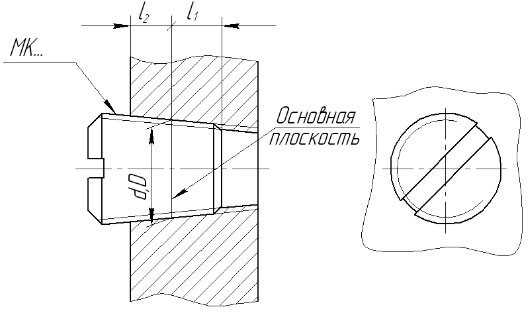
Единица измерения параметров: мм
Изготавливается на поверхностях с конусностью 1:16
Используется при соединении трубопроводов. Угол при вершине витка равен 60°. Основная плоскость смещена относительно торца (см. рис выше
).
Таблица размеров
| Диаметр d резьбы для ряда | Шаг Р | Диаметр резьбы в основной плоскости | ||||||
| 1 | 2 | d = D | d2=D2 | d1=D1 | l | l1 | l2 | |
| 6 | — | 1 | 6,000 | 5,350 | 4,917 | 8 | 2,5 | 3 |
| 8 | — | 8,000 | 7,350 | 6,917 | ||||
| 10 | — | 10,000 | 9,350 | 8,917 | ||||
| 12 | — | 1,5 | 12,000 | 11,026 | 10,376 | 11 | 3,5 | 4 |
| — | 14 | 14,000 | 13,026 | 12,376 | ||||
| 16 | — | 16,000 | 15,026 | 14,376 | ||||
| — | 18 | 18,000 | 17,026 | 16,376 | ||||
| 20 | — | 20,000 | 19,026 | 18,376 | ||||
| — | 22 | 22,000 | 21,026 | 20,376 | ||||
| 24 | — | 24,000 | 23,026 | 22,376 | ||||
| — | 27 | 2 | 27,000 | 25,701 | 24,835 | 16 | 5 | 6 |
| 30 | — | 30,000 | 28,701 | 27,835 | ||||
| — | 33 | 33,000 | 31,701 | 30,835 | ||||
| 36 | — | 36,000 | 34,701 | 33,835 |
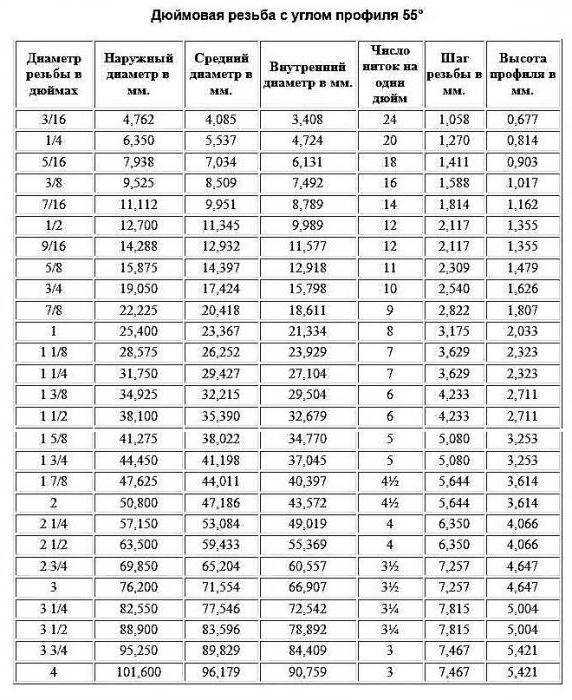
Виды дюймовых резьб
В основном разделяют две разновидности:
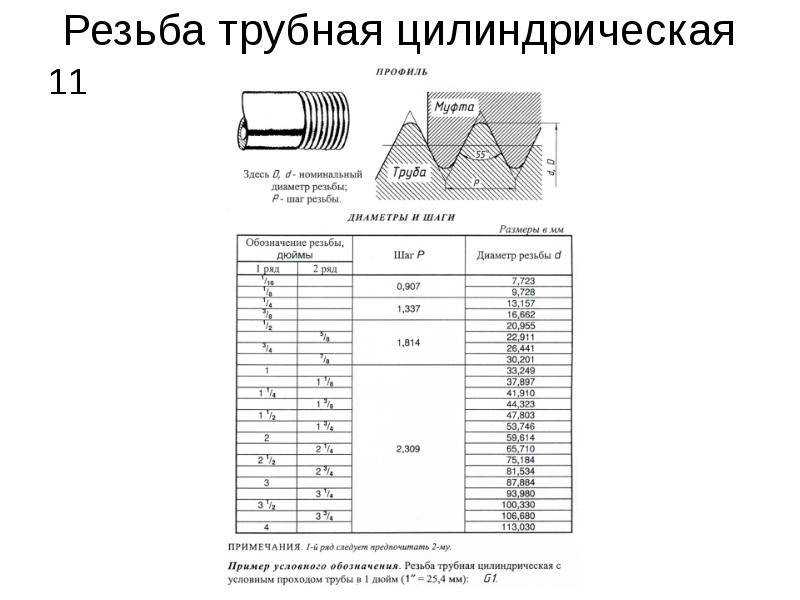
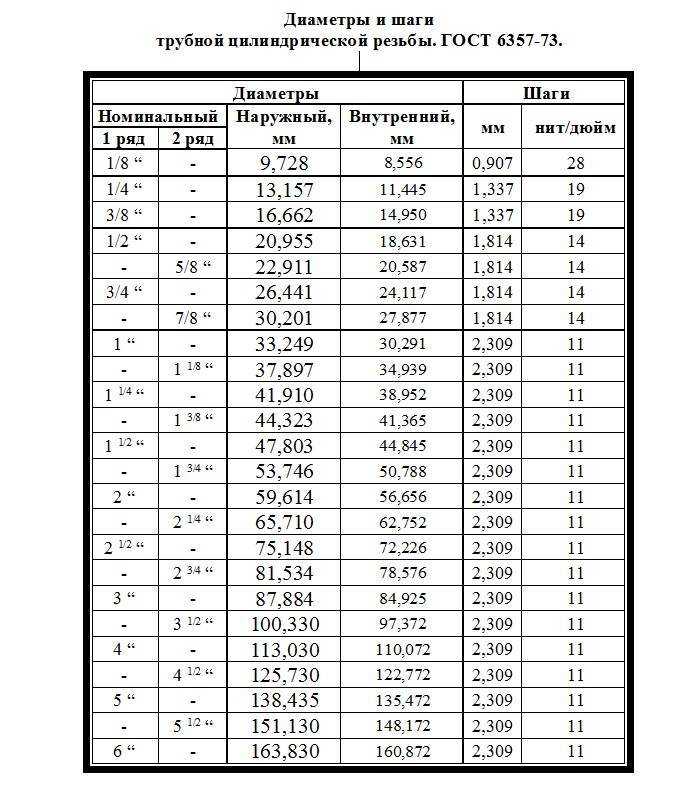
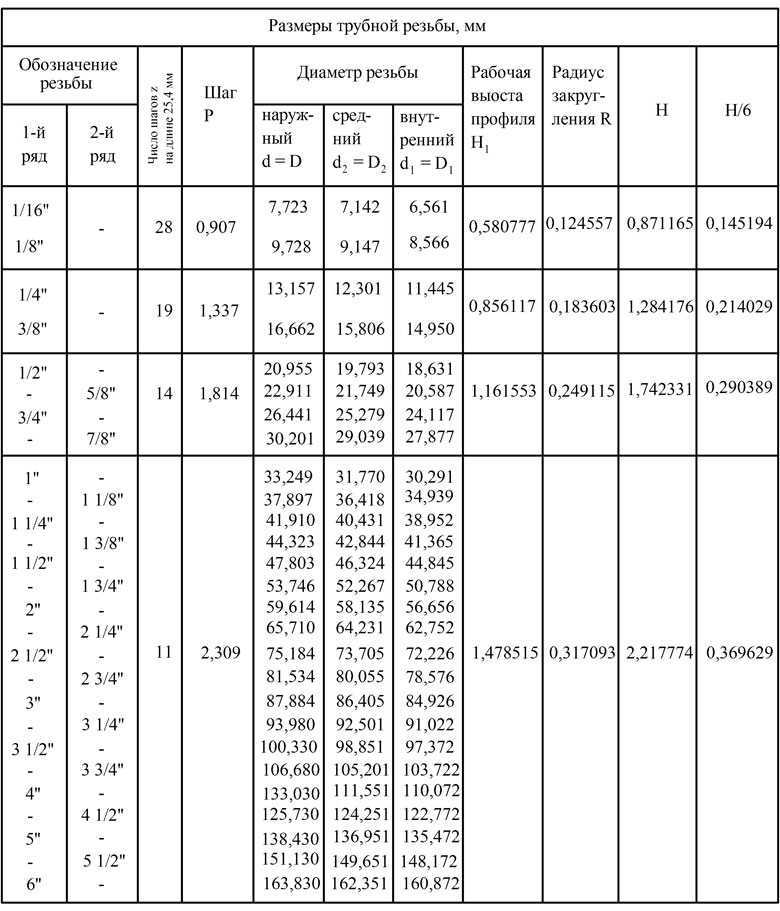
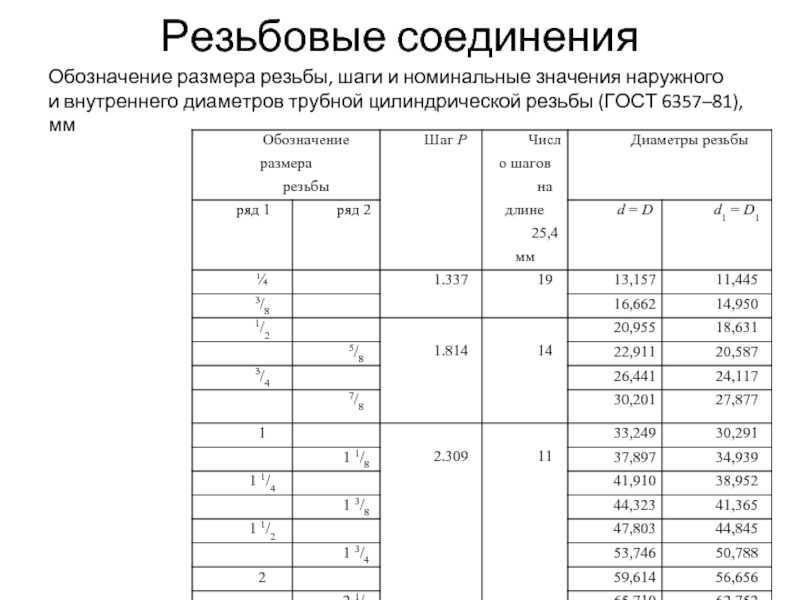
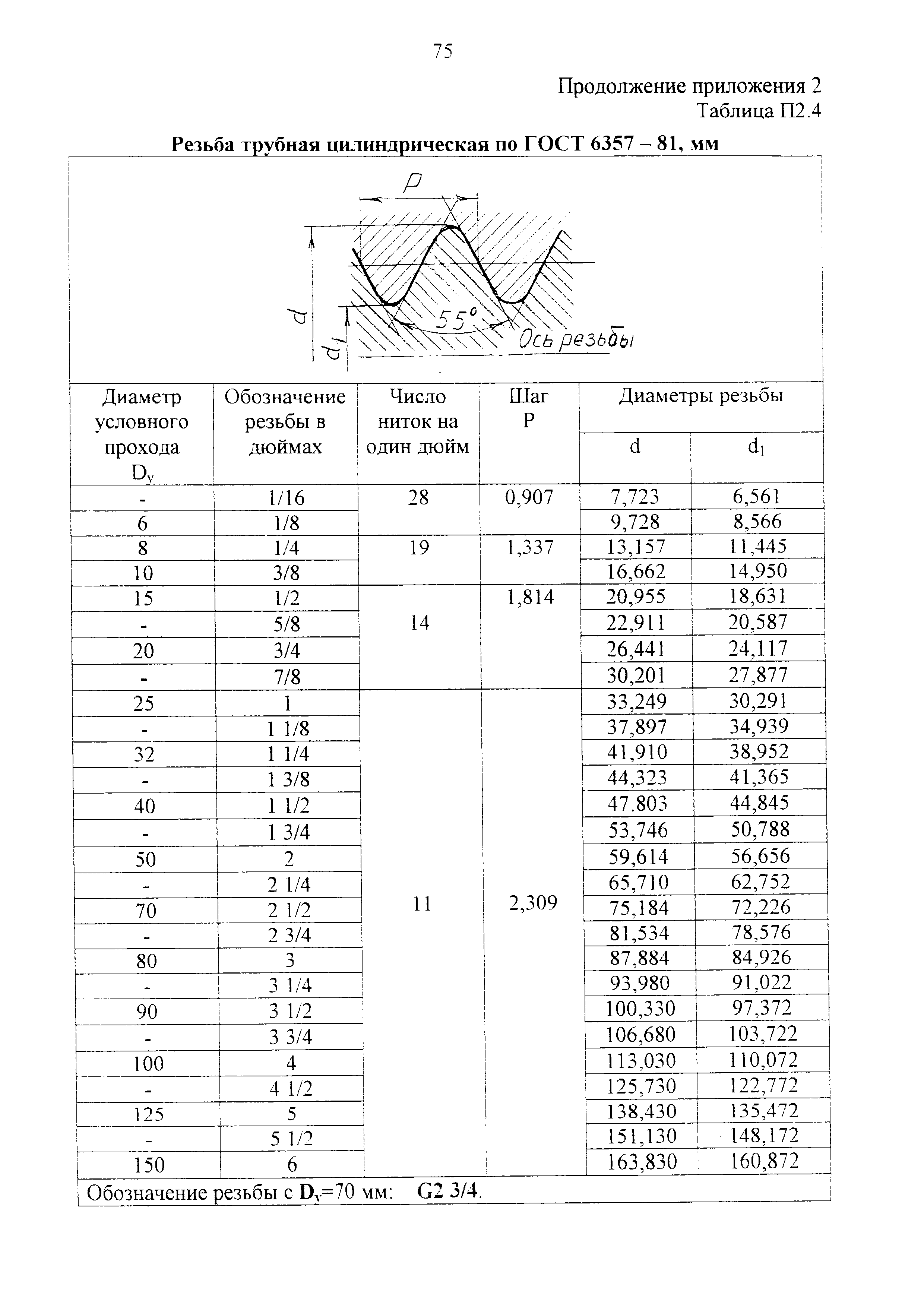
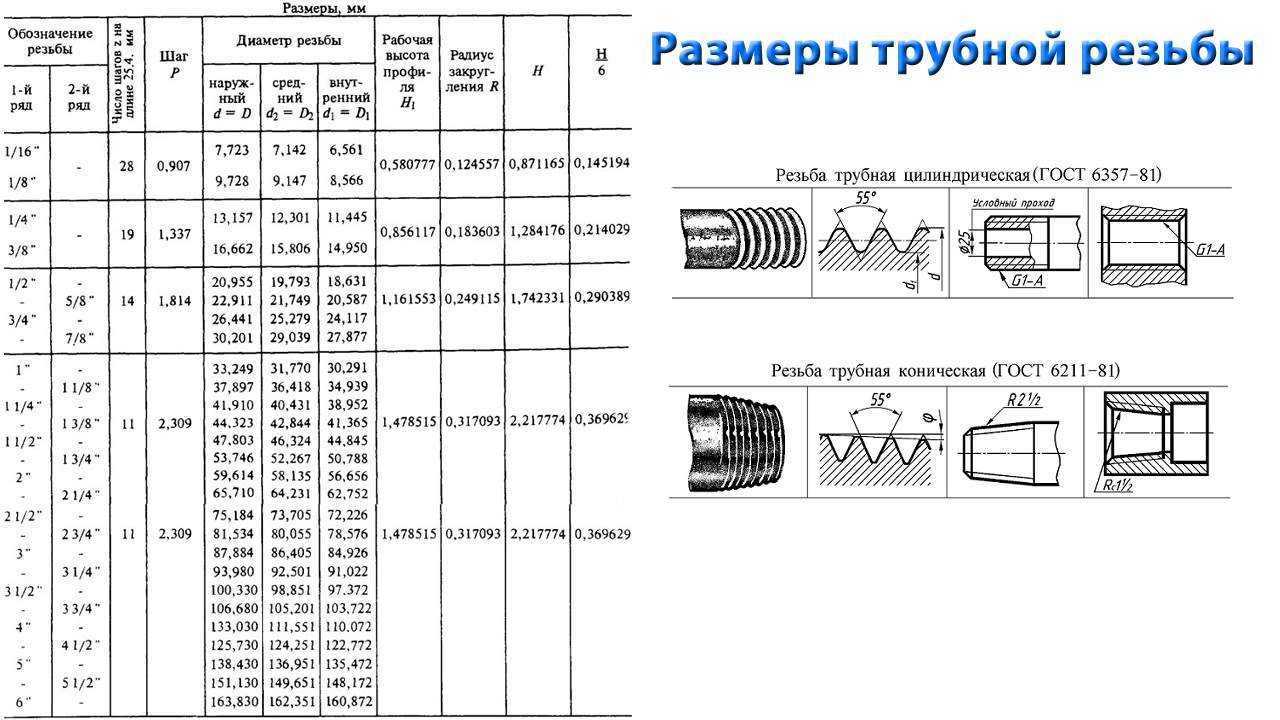
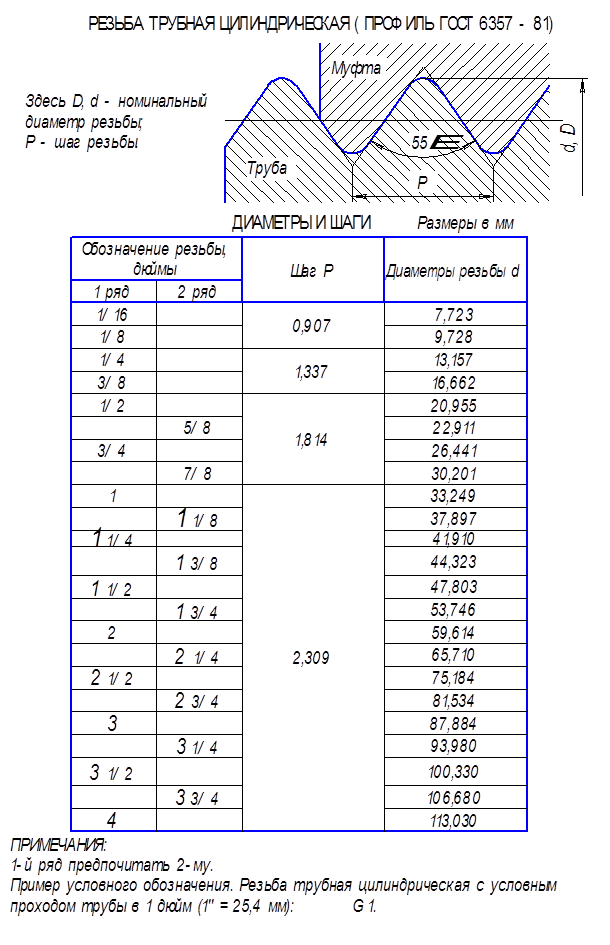
- Цилиндрическая. Более распространенная. Она регулируется в России нормативным документом ГОСТ 6357-81. Их отличие в том, что они имеют более мелкую и, соответственно, частые витки. Они находятся близко. Также они более округлые, что положительно влияет на сцепление, делая связь более герметичной для жидкостей и газов.
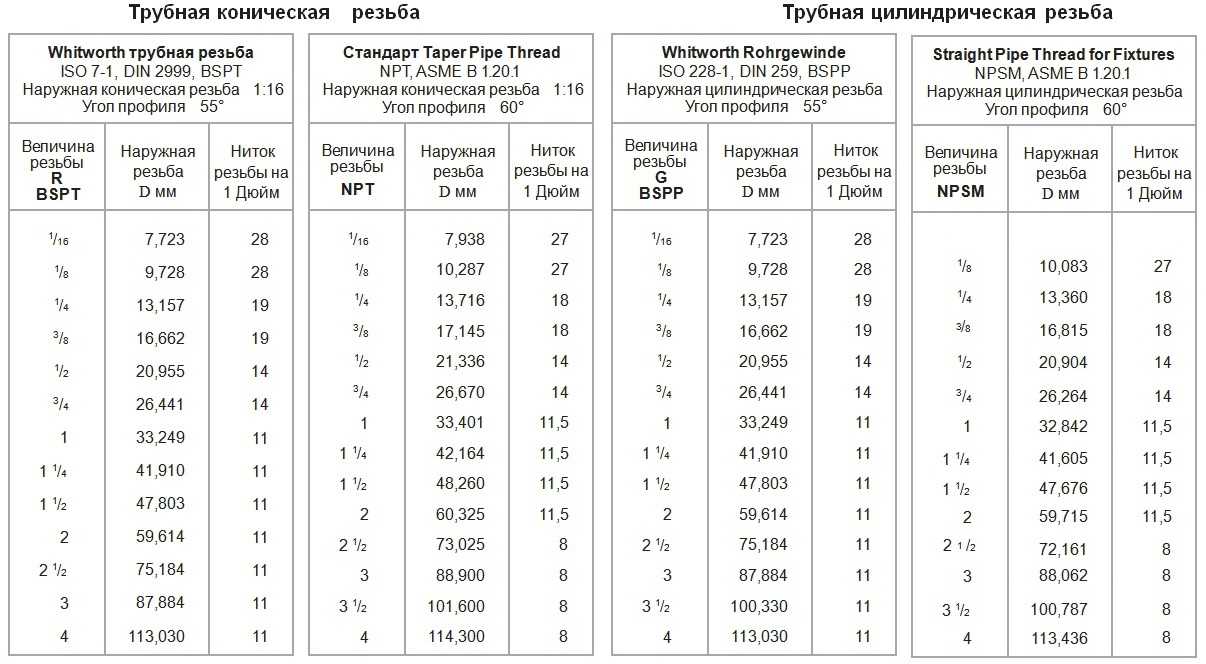
- Коническая. У нее есть два подвида углов профиля – в 55 и 60 градусов, поэтому в два раза больше разновидностей. К тому же напоминает конус, что делает пару самоуплотняемой. Это приводит к тому, что зона крепежа не требует использования герметизирующих средств.
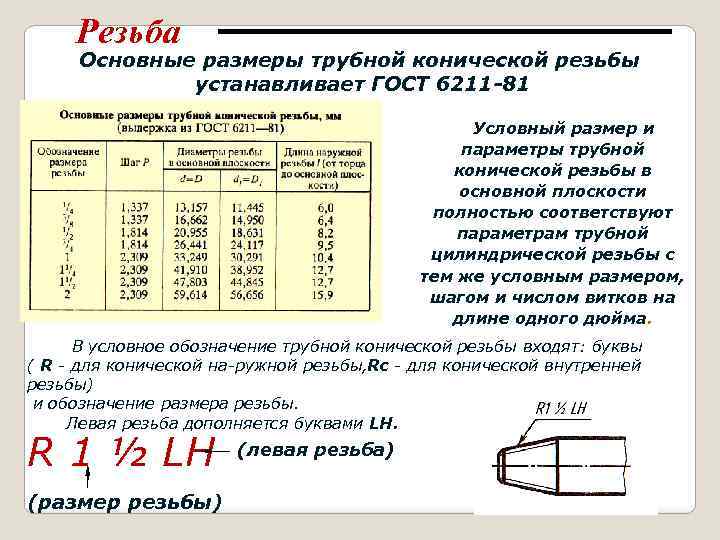
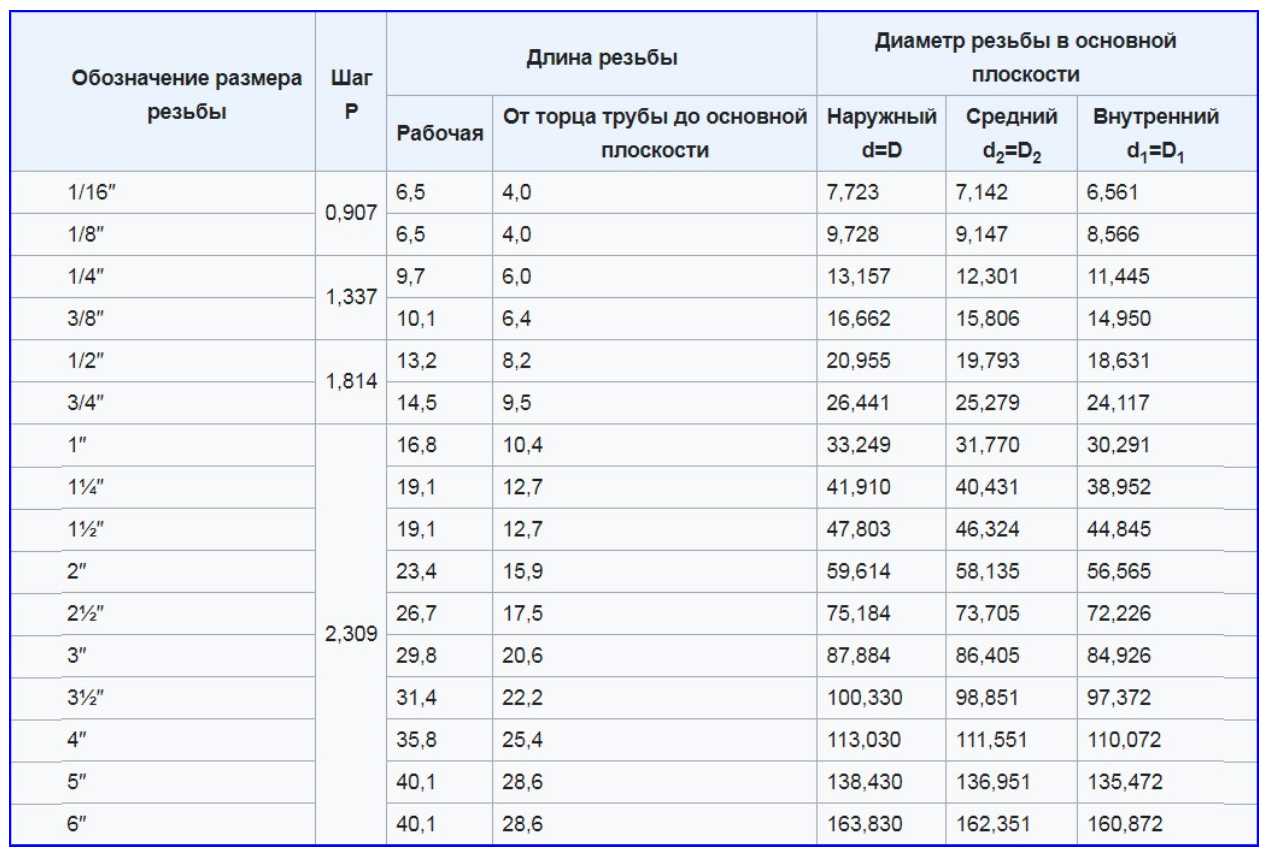
Параметры конической трубной резьбы
Данный вид соединений обозначается исключительно в дюймах. Указываются значения в целых и дробных частях. Профиль конической трубной резьба отличается от стандартного дюймового аналога. Угол при вершине составляет 55° в первом случае и 60° во втором. В отдельных случаях допускается соединения обоих видов. Условия определены в ГОСТ 6211–81. В § 4.7 сказано, что в этом случае можно использовать наружную трубную коническую резьбу совместно с цилиндрической внутренней. Номинальные значения должны совпадать. Например, диаметр 1½ должен быть одинаковым у обеих деталей. Внутренняя трубная дюймовая коническая резьба не соединяется наружным цилиндрическим элементом.
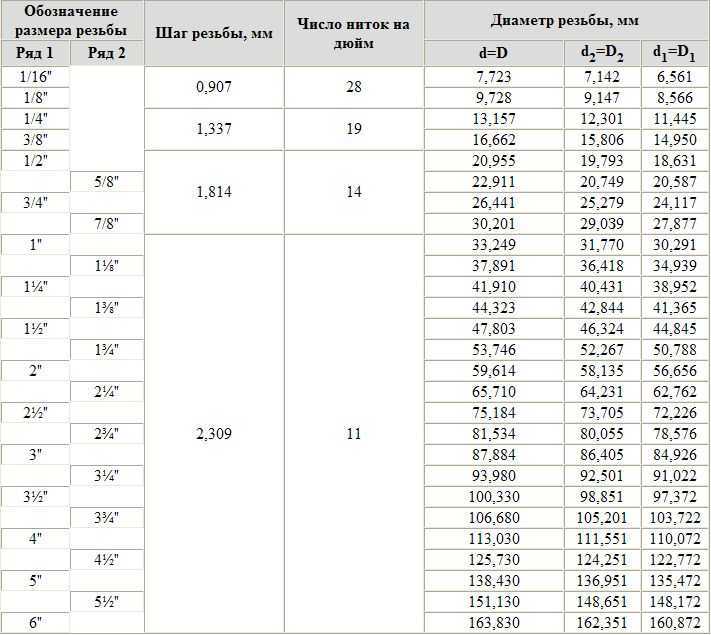
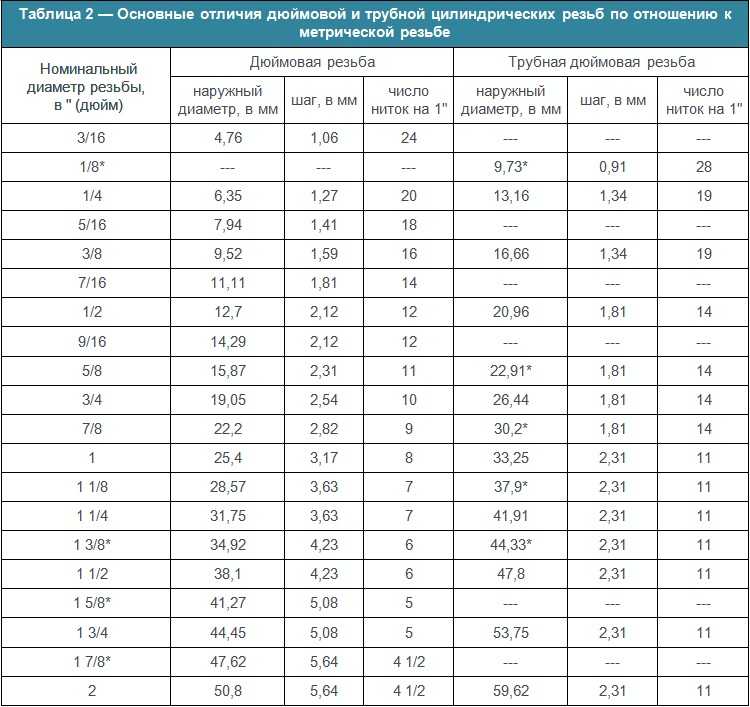
Этот параметр одинаков для всех видов конической трубной резьбы, а вот шаг существенно отличается. Исторически принято измерять его в количестве ниток на дюйм. Но в процессе эволюции производства некоторые значения не соответствуют указанным данным. Поэтому вся дюймовая резьба сегодня имеет расшифровку в привычных европейских стандартах. Метрическая система измерения гораздо удобнее в работе.
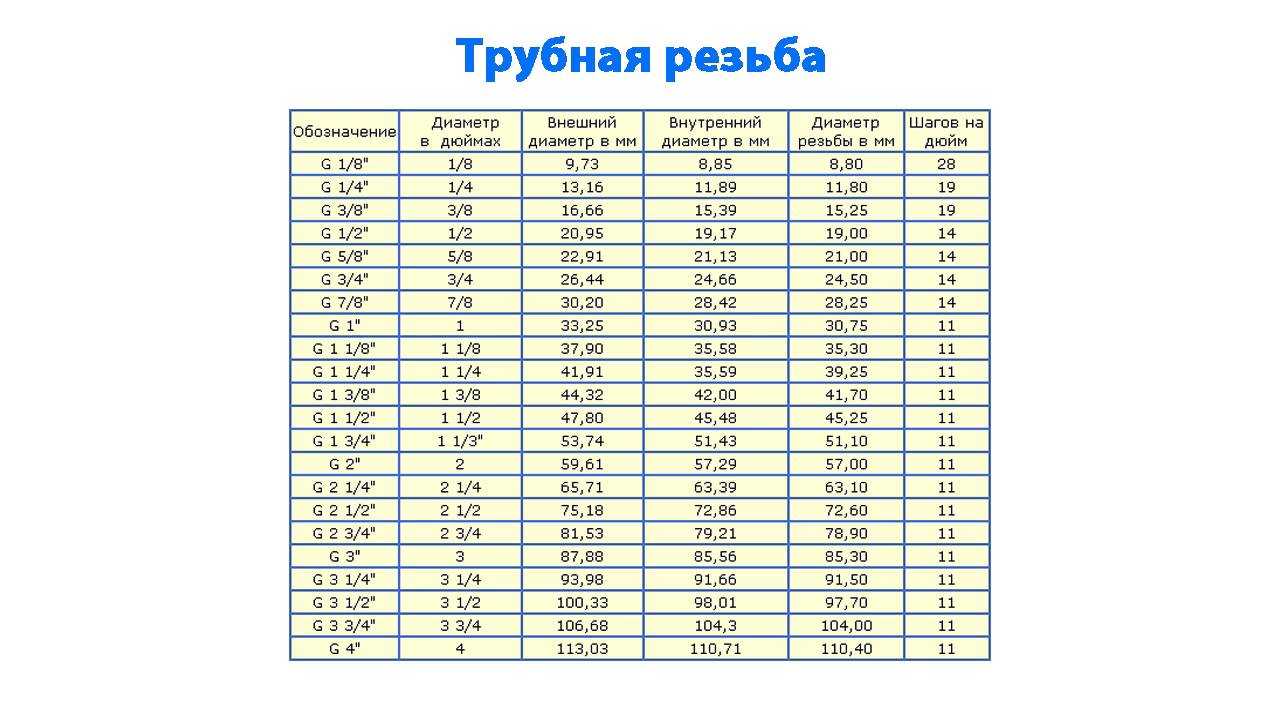
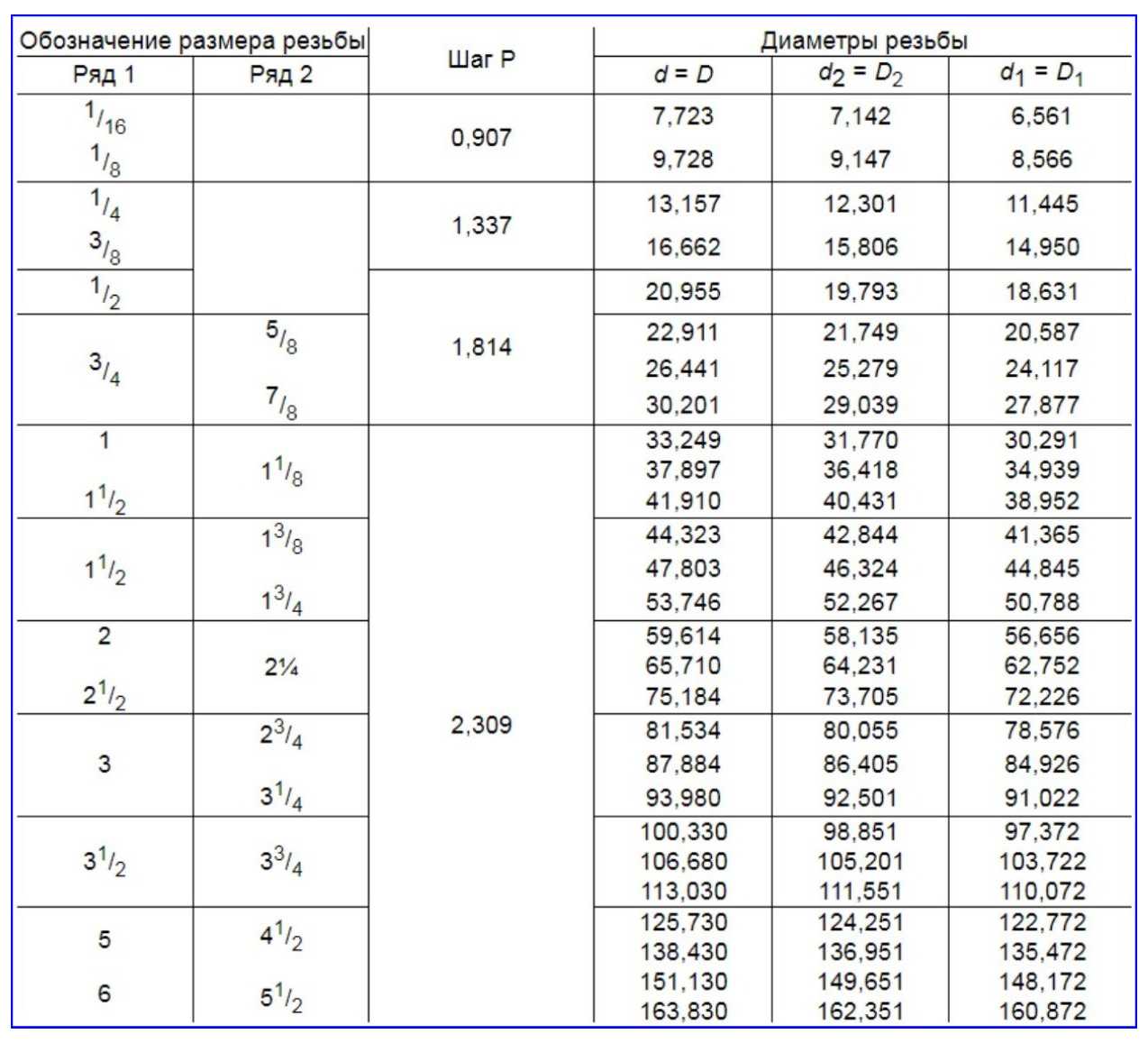
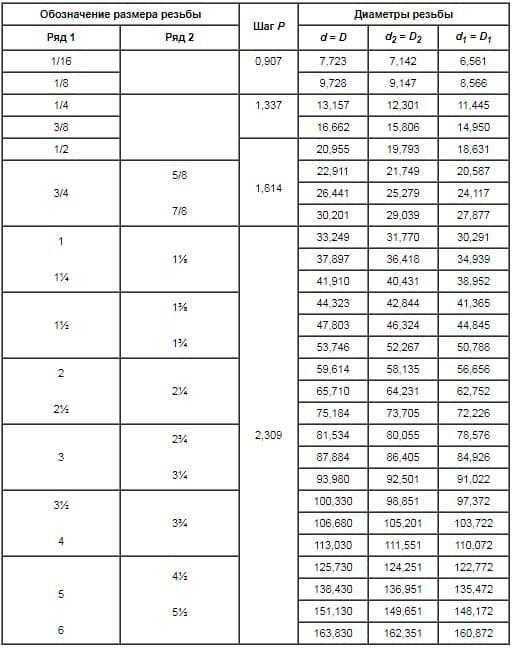
Ниже указаны соответствия дюймовых номиналов аналогам в мм:
- ⅛ — 28 (число ниток на дюйм), 0,907 мм;
- ¼ — 19, 1,337 мм;
- ⅜ — 19, 1,337 мм;
- ½ — 14, 18,14 мм
- ¾ — 14, 18,14 мм
- 1 — 11, 23,09 мм
- 1¼ — 11, 23,09 мм
- 1½ — 11, 23,09 мм
- 2 — 11, 23,09 мм
У конической трубной резьбы различают три диаметра: наружный, внутренний и средний. Чертеж соединения выполнен в виде трапеции. Ее основание — наружная резьба, вершина внутренняя. Среднее значение вычисляется математически. Оно примерно соответствует размерам обычной цилиндрической дюймовой резьбы
Это важно знать при совмещении различных типов соединения. То есть, когда конусная деталь вкручивается в обычную дюймовую резьбу, то вначале вращения соединение получается прослабленное. К середине длины оно уплотняется, дальше движение производится с увеличивающимся натягом
Преимущества конуса часто используется в стандартных соединениях при прослабленной внутренней резьбе. Если деталь изношена и внутреннее отверстие становится больше нормы, то можно заменить цилиндрический элемент. Угол конуса компенсирует прослабление по диаметру
К середине длины оно уплотняется, дальше движение производится с увеличивающимся натягом. Преимущества конуса часто используется в стандартных соединениях при прослабленной внутренней резьбе. Если деталь изношена и внутреннее отверстие становится больше нормы, то можно заменить цилиндрический элемент. Угол конуса компенсирует прослабление по диаметру.
Следует знать, что при подготовке деталей к обработке необходимо учитывать припуски. Делая конус на входящей детали ориентируются на наружное значение диаметра по таблице. Затем проверяют длину заготовки и лишь потом делают нужный уклон. На токарном станке выставляют угол на верхней каретке суппорта. Второй вариант — использование фасонного резца. В обоих случаях придется делать ручную настройку, и точно выставить режущий инструмент сложно, поэтому обязательно проверяют угол специальным калибром.
Угол вершины профиля 55° выбран не случайно. Это гарантирует лучшую герметизацию соединения. При закручивании происходит притирка деталей с легким заминанием профиля. Однако применять силу при сборке не рекомендуется. Конусность деталей приводит к тому, что вектор нагрузки направлен наружу. Деталь может просто разорвать при избыточных усилиях. Особенно, если толщина элемента с внутренней резьбой небольшая. Не рекомендуется применять технологию на тонкостенных латунных и алюминиевых деталях. Об этом нужно помнить, когда решено сочетать трубную коническую и трубную цилиндрическую резьбу, которая не рассчитывалась при производстве на такой вид нагрузки.
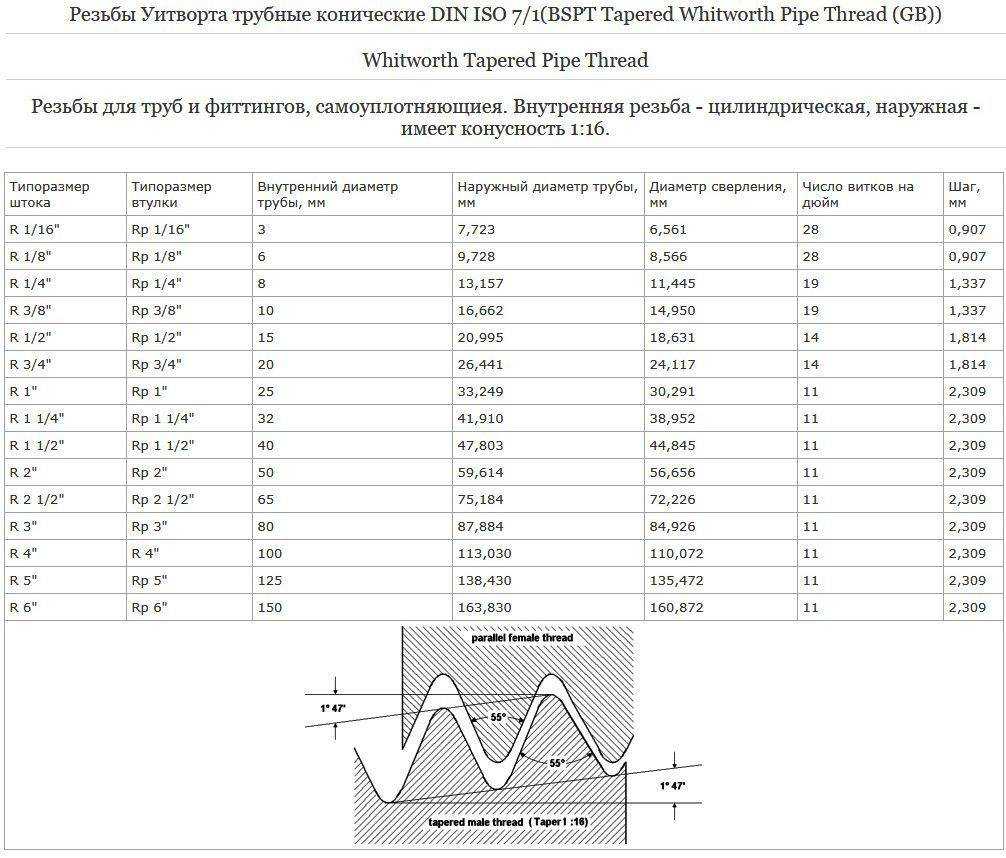
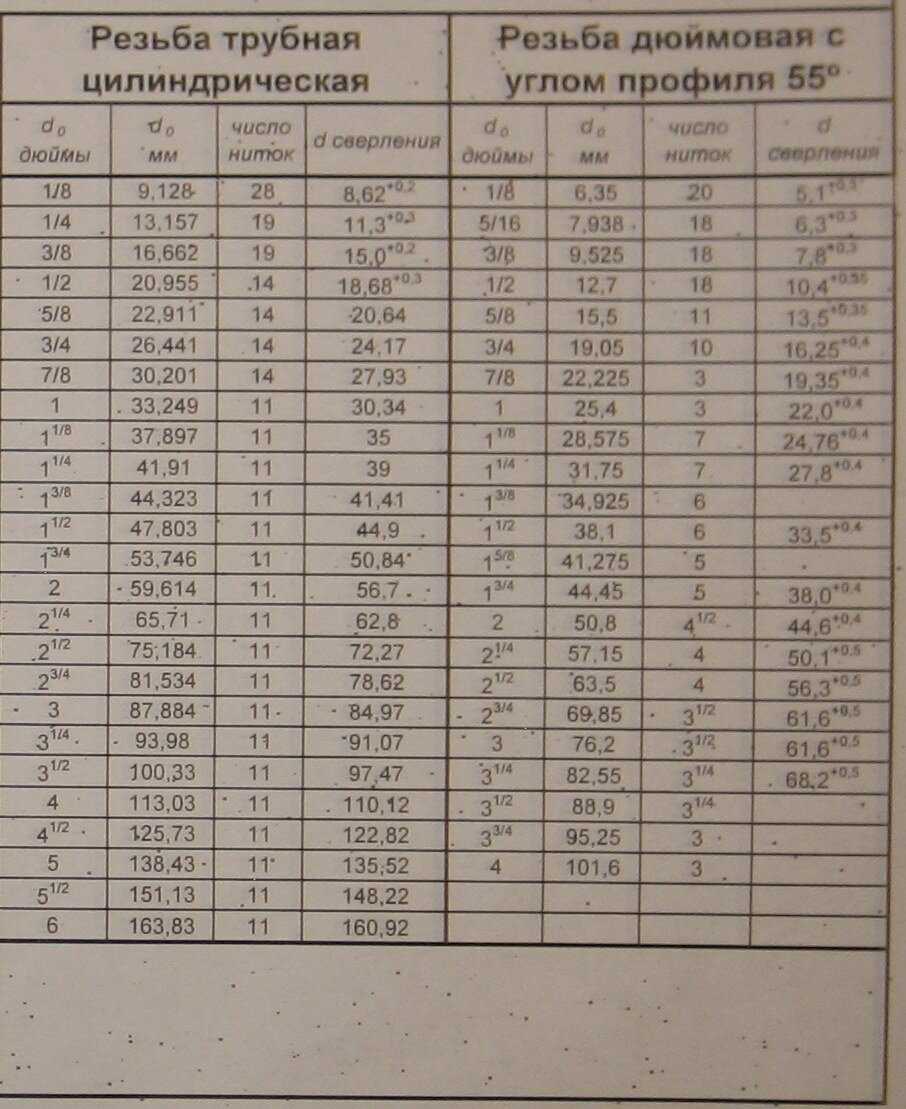
Какой может быть резьба трубная?
Нормативные документы разрешают использование следующих разновидностей:
- Цилиндрическая. Для ее получения необходима спиралевидная нарезка с профилем, образованным равнобедренным треугольником, с углом при вершине равным 55 градусам.
- Коническая. Выполняется спиралевидная нарезка, идентичная предыдущей, но с конусностью на скошенном участке трубы, равной 1 к 16.
- Дюймовая. Угол при вершине равнобедренного треугольника в данном случае будет равен 55 градусам. В Соединенных Штатах Америки, а также в Канаде используются дюймовые цилиндрические резьбовые профили, угол при вершине которых составляет 60 градусов. Международное их название – NPSM, они производятся в диапазоне размеров от 1/16 дюйма и до 24 дюймов.
Популярность последнего варианта, дюймовой трубной резьбы, в последнее время сходит на нет. В новых трубопроводах гораздо чаще используется цилиндрическая либо же коническая нарезка.
Цилиндрический тип имеет собственное обозначение – буква «G», о наличии конической нарезки трубы говорит маркировка с буквой «R» или «К» (для конических дюймовых нарезок). Параметры метрической цилиндрической накатки освещаются в ГОСТе под номером 8724-81. Для метрической конической нарезки существует ГОСТ-25229-82, если резьба коническая дюймовая, то используется ГОСТ 6357-81.

Коническая резьба дает более прочное соединение, поэтому трубы с такой нарезкой используют в промышленности и условиях, требующей повышенной надежности
Коническая резьба используется для бытовых целей реже, в основном такой тип резьбы получил распространение при сборке гидравлических аппаратов, постройке маслопроводов и топливопроводов для автомобилей и летательных устройств. Конический тип нарезки отличается более прочным соединением, близким к монолиту. Конические накатки, предназначенные для работы под высоким давлением, производятся по американскому стандарту NPT.
Основными параметрами резьбовых соединений, помимо представленных выше разновидностей, являются такие факторы:
- Направление, расположение.
- Единица измерения профиля – дюймовая или метрическая (в мм).
- Шаг – повторяющееся расстояние между витками.
- Внутренний диаметр нарезки.
Также существует такое понятие, как нестандартные резьбы. Они бывают, например, прямоугольными или квадратными. Изготовление такого типа нарезки возможно только с условием предоставления заказчиком подробных чертежей с указанием всех индивидуальных параметров резьбы.
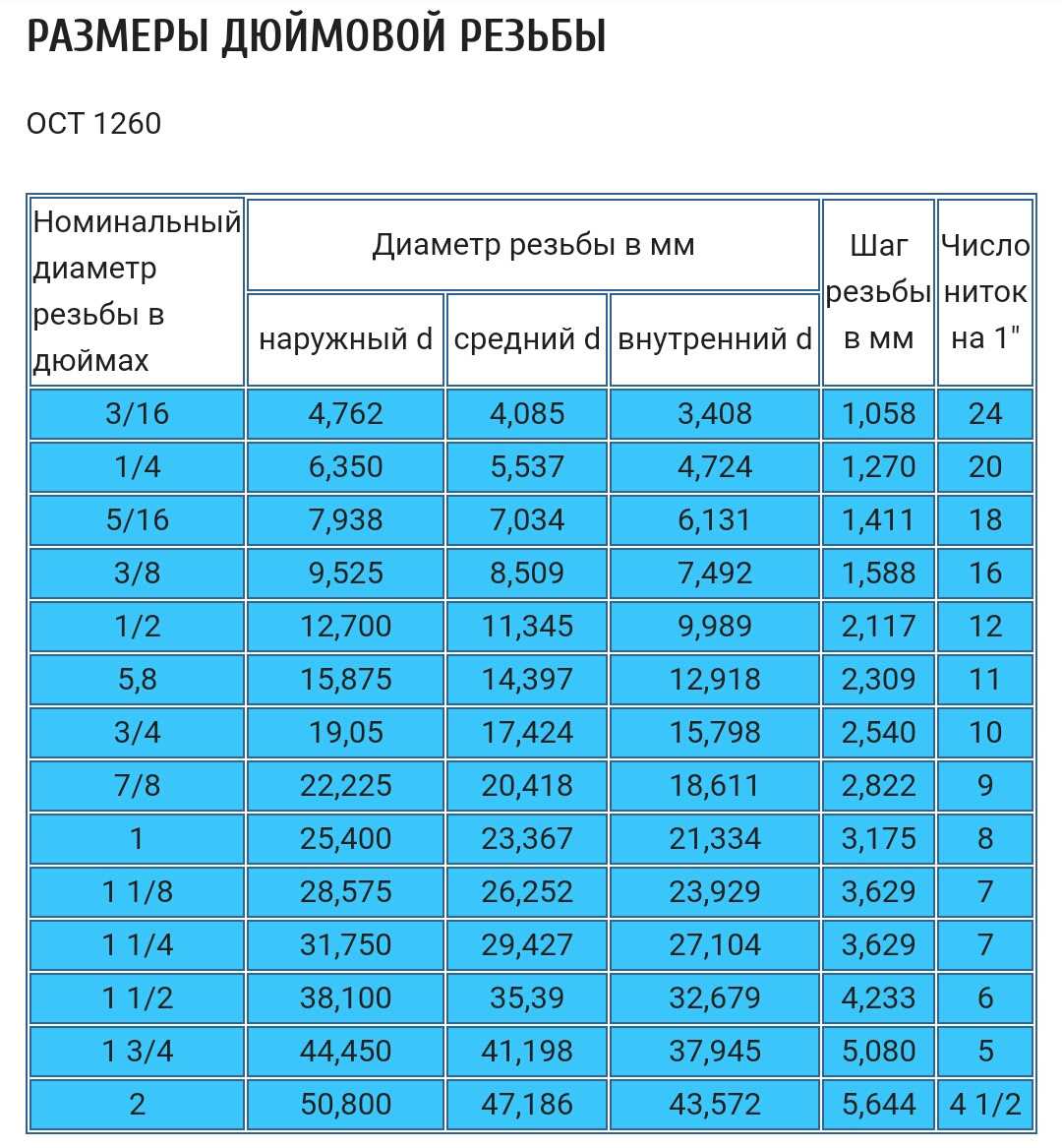
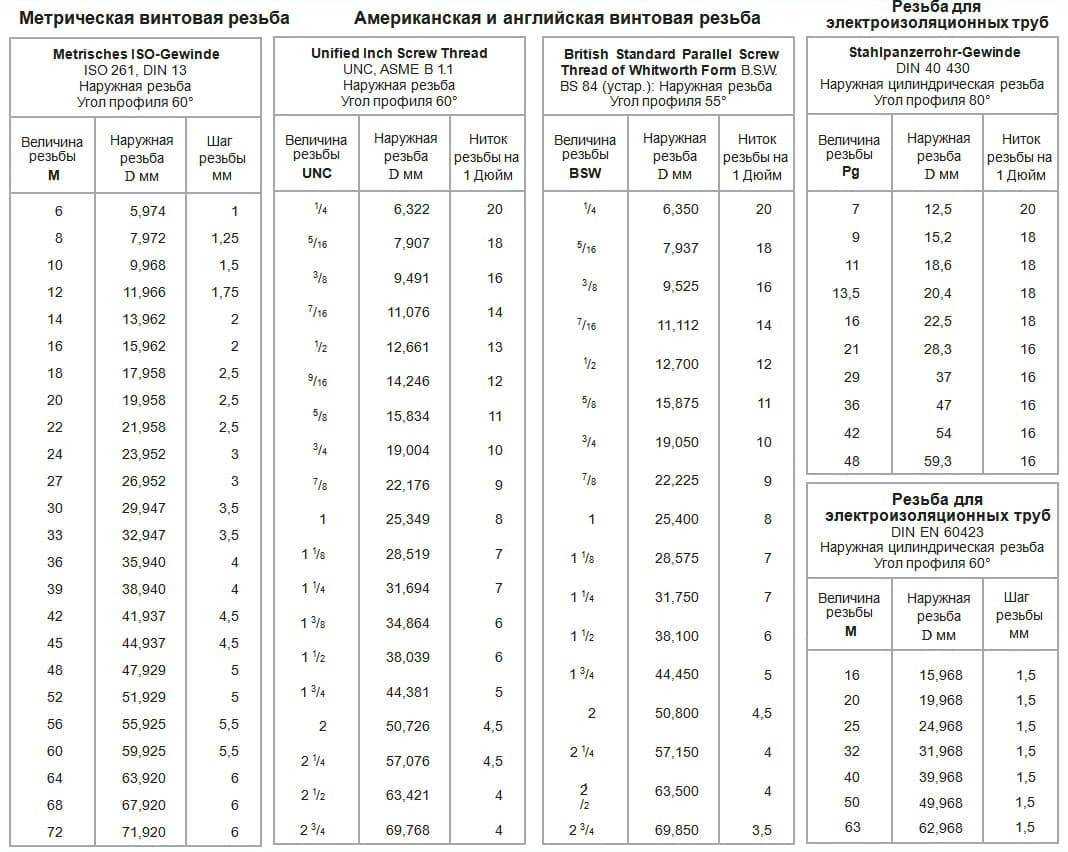
Таблицы размеров дюймовых и метрических мелких и крупных резьб
Теперь мы представим сравнительные табличные данные. Сразу укажем, что невозможно и нецелесообразно в рамках одной данной статьи предоставлять все нормативные документы, поскольку узнать исчерпывающую информацию по всем типоразмерам можно в соответствующих ГОСТах. Мы представим самые распространенные. Сначала отметим, что шаг бывает:
- более 68 мм;
- до 68 мм включительно.
Отсюда приведем два списка с рассматриваемой маркировкой и указанием в миллиметрах:
| Обозначение | Укрупненная спираль, мм |
| М1 | 0.25 |
| М1.2 | 0.25 |
| М1.4 | 0.3 |
| М1.6 | 0.35 |
| m1.8 | 0.35 |
| m2 | 0.4 |
| М2.2 | 0.45 |
| М2.5 | 0.45 |
| М3 | 0.5 |
| М3.5 | 0.6 |
| М4 | 0.7 |
| М5 | 0.8 |
| М6 | 1.0 |
| М8 | 1.25 |
| М10 | 1.5 |
| М12 | 1.75 |
| М14, 16 | 2.0 |
| М18, 20, 22 | 2.5 |
| М24, 27 | 3.0 |
| М30, 33 | 3.5 |
| М36, 39 | 4.0 |
| М42, 45 | 4.5 |
| М48, 52 | 5.0 |
| М56, 60 | 5.5 |
| М64, 68 | 6.0 |
Отличия от метрической
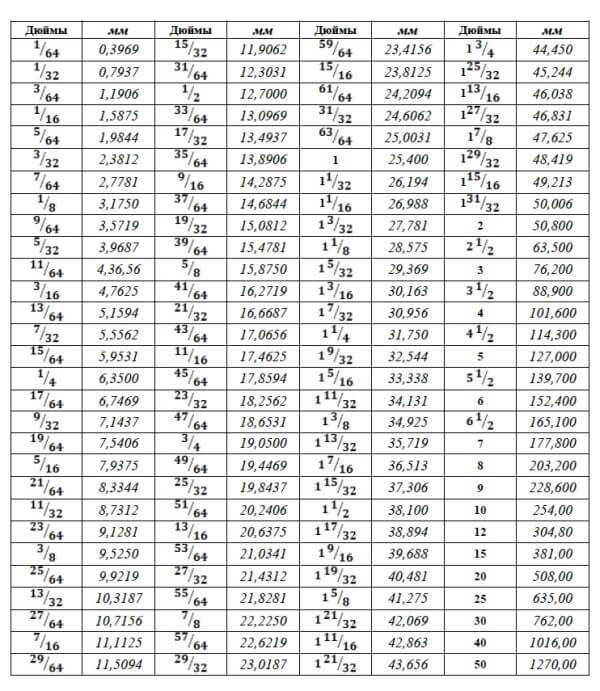
И так как все развитие резьбового инструмента пришлось преимущественно на Великобританию и ее колонии, то использовалась дюймовая система исчисления
Интересно, что само слово произошло из голландского языка и означает большой палец, потому что в Англии измеряли все, принимая во внимание части человеческого тела. Поэтому английский дюйм – это ни что иное как ширина большого пальца руки или 1/12 часть фута, то есть мужской стопы
Исчисление весьма интересное, особенно исходя из того, что все люди, мягко говоря, разные. История умалчивает, ноги и руки какого «эталонного» англичанина подвергались измерению.

Сейчас, безусловно, все соответствия между мерами длины давно запротоколированы, и математики всех стран сошлись на том, что в 1 единице находится ровно 2 сантиметра и 54 миллиметра. Можно даже рассчитать шаг для дюймовой резьбы без таблицы. Но этого можно не делать вручную, ведь вся конвертация из одной меры в другую уже проведена.
Так появилась указанная нами в заглавии шкала. Но зачем ее менять на метрическую? В 1801 году Э. Уитни сделал увлекательное представление, целью которого было доказать, что всему миру необходима полная взаимозаменяемость деталей – как внутри одной страны, так и между государствами. Так он положил на стол несколько полных комплектов для сборки одинакового оружия, но разного производства. А затем собрал один готовый мушкет из разных запчастей – по одной из каждой кучки. С этого момента появилась и затем внедрялась идея унификации, которая воплотилась в сегодняшних нормативных документах: ГОСТ, ДСТУ, DIN, ISO и других.
Интересен тот факт, что из-за постоянного соперничества Великобритании и Франции, первые «вставляли палки в колеса» индустриальному развитию. Они давали неверную информацию, делали так, чтобы французы могли собирать английскую технику и машины только инструментом, привезенным из Англии. Но после революции система была усвоена и переведена на привычную для Франции метрическую. А в России, кстати, сам Менделеев был противником древнерусских измерений с локтями, саженями, аршинами и прочими единицами.
Метры распространили по Европе именно французы во время завоеваний Наполеона. Но так как в Англию он не заходил и не покорял ее, то там осталась привычная дюймовая, как и во всех колониальных странах – в Америке, Японии, Канаде, Австралии. К слову, сами американцы и англичане называют ее имперской.
Вроде бы понятно, что разница только в методике исчислений, но есть и отличительные черты в нанесении резьбовых соединений, а именно:
- профиль;
- порядок вычисления шага и хода.
Также может меняться угол нарезки – он обычно составляет 55 градусов, а в более привычной нам метрической – все 60. На самом деле на уровне небольших гаек и болтов этот наклон фактически незначительный, но все же для крепкого стыка рекомендовано подбирать крепежную пару соответствующих координат.
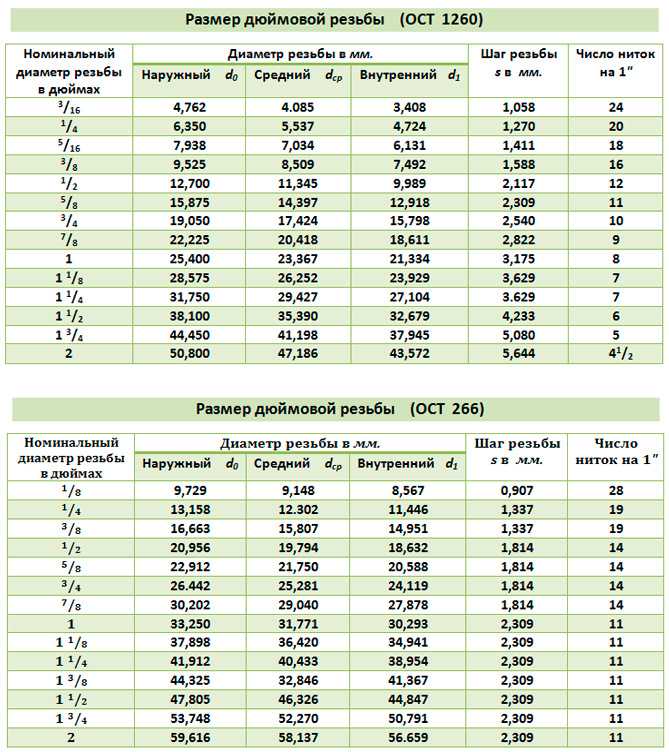
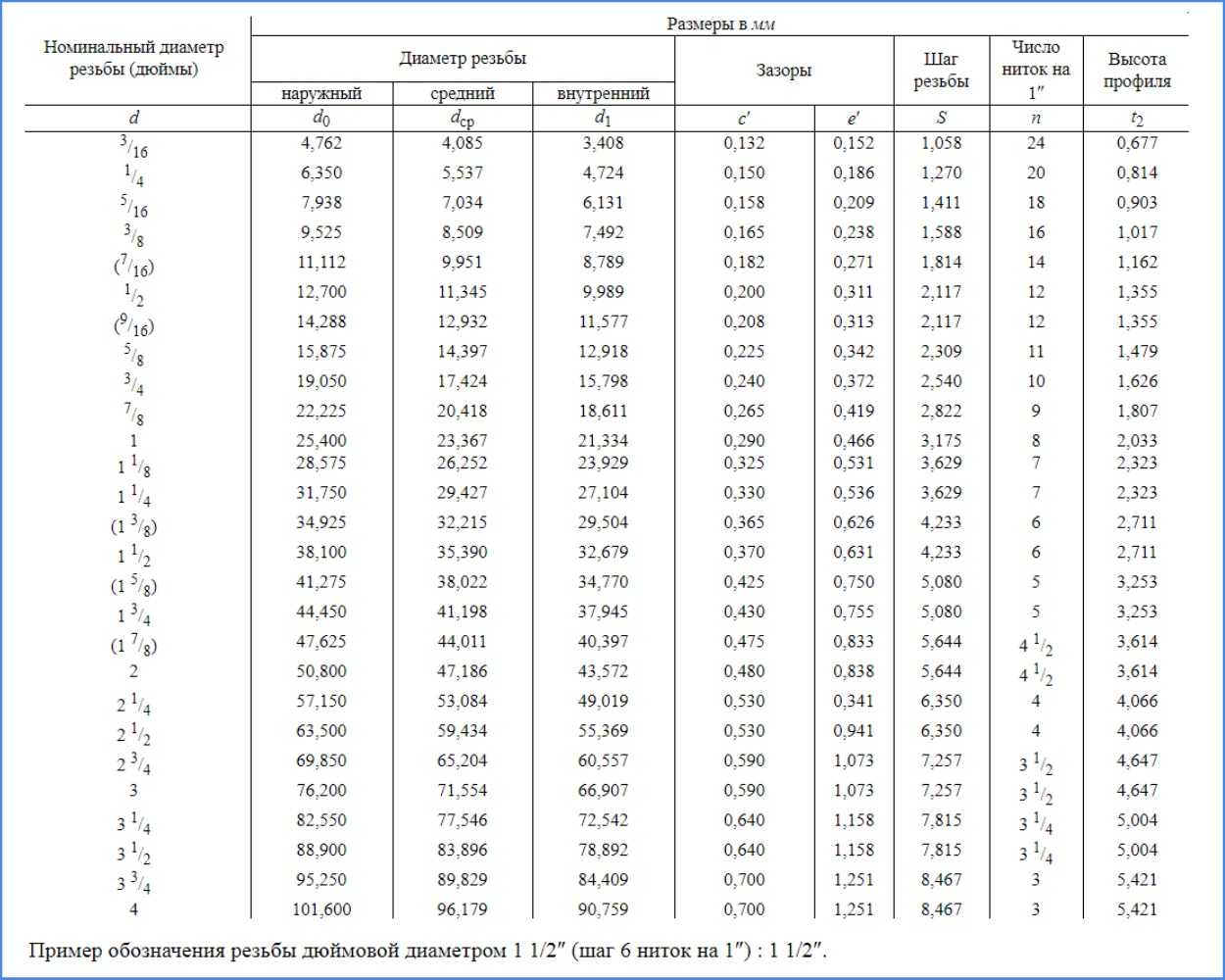
Выше мы сказали, что с конвертацией из одного исчисления в другое математики уже определились, соотношение составляет 1 к 2,54 сантиметрам. Опять вдаваться в историю производства метизов не будем, а просто упомянем как факт, что при переделке маркировок с английской на французскую манеру используется не стандартный параметр, а специальный – трубный. Один такой дюйм (международное сокращение и то, как обозначается дюймовая резьба, – двойной апостроф – ?) равен 3,324 см. Отсюда и делаем вывод, что порядок вычисления является особенным. Так, например, диаметр 3/4? = 25 мм. Приведем краткую таблицу их соотношений в двух системах:
| значение | наружный d, мм | внутренний d, мм |
| 3/16 | 4,762 | 3,408 |
| 1/4 | 6,35 | 4,724 |
| 3/8 | 9,525 | 7,492 |
| 1/2 | 12,7 | 9,989 |
| 3/5 | 19,05 | 15,798 |
| 1 | 22,225 | 21,334 |
| 1; 1/2 | 38,1 | 32,679 |
Хочется отметить, что такая маркировка смотрится лаконичнее.
Для чего это важно знать
Каждый автовладелец, который занимается ремонтом авто своими руками, хоть раз, но сталкивался с ситуацией, когда гайка одинакового размера не заворачивается на подходящий по диаметру болт. Причина скрывается в том, что резьба, нанесённая на «проблемную» деталь, отличается от той, которая нарезана на накручиваемом изделии.
Это подтверждает то, что резьба на них отличается друг от друга. Поэтому для беспроблемного закручивания вам понадобится подобрать винт или гайку с одинаковой нарезкой.
Определение использующихся терминов
В данном обзоре используется несколько специфических понятий, разобраться с которыми без дополнительных разъяснений будет проблематично. С целью избежать ошибочных самостоятельных «домысливаний» приводим перечень и расшифровку используемых определений:
- Диаметр резьбы – диаметр металлической поверхности (стержня, трубы, шпильки), на которой нарезаются витки резьбы. Сокращённая аббревиатура – d.
- Шаг резьбы – расстояние между центральной частью наружной стороны двух соседних витков относительно противоположному профилю. Для сокращённого обозначения этого термина в схемах используется английская буква «P».
- Ход резьбы (Ph) – значение относительного осевого перемещения заготовки с резьбовым шагом за один виток (360°). Существует 2 разных понятия: однозаходная и многозаходная резьба. Первая получается в результате смещения одного профиля, ход её равен величине заданного шага. Изготовленная движение двух и более нарезающих элементов называется многозаходной. Используется она при сборке высокоточного оборудования (например, электротехнике, радиоэлектронике). Одновременная нарезка нескольких спиралей гарантирует более точное позиционирование присоединяемых элементов относительно друг друга при их смещении относительно друг друга.
- Наружный (номинальный) диаметр d (D) – диаметр воображаемых цилиндров, описанных вокруг вершины, применяющейся с ней вместе резьбы. В большинстве случаев именно это значение является определяющим и характеризует условную величину данной резьбы.
- Средний диаметр d2 (D2) – воображаемый диаметр цилиндра, прямая которого пересекает его центр так, что каждый из отрезков, полученных при перекрещивании с ложбинкой, равен половине стандартного шага.
- Внутренний диаметр d1 (D1) – воображаемый диаметр цилиндра, который вписан в центральную часть ложбинки резьбы любого вида (наружной или внутренней).
Оборудование для нарезания
Для нарезания в зависимости от выбранной технологии используется следующее оборудование:
- Токарно-винторезные станки.
- Наборы плашек, метчиков и воротков (выполняется вручную).
- Резьбонакатные станки (для холодной или горячей накатки).
- Фрезерные станки или обрабатывающие центры.
- Шлифовальные станки.
Фрезерный станок
Токарно-винторезный станок
Токарно — винторезные и фрезерные станки, установки горячей накатки применяются только в условиях производств. Для бытовых применений используют наборы плашек и метчиков или устройство КЛУПП, которое не требует смены плашек при последовательных проходах. Режущие гребенки, охватывающие трубу с трех сторон, можно понемногу выдвигать внутрь корпуса, обеспечивая чистовые проход.