
Подготовительный этап перед пайкой пластиковых труб
Перед началом работ желательно провести в помещении влажную уборку, так как любое загрязнение снижает качество сварки. Лучше всего работать в закрытом помещении, так как на открытом воздухе есть вероятность порывов ветра, несущего пыль и мусор.
Подготовка к свариванию имеет несколько этапов:
- Провести замеры с нанесением соответствующих отметок на трубы.
- Отрезать необходимую длину трубы с помощью строительного ножа или трубореза.
- При работе с металлопластиковыми или армированными алюминием трубами необходимо удалить небольшой участок металлического слоя с помощью шейвера. Это обеспечит надежную соединение элементов трубопровода без риска попадания транспортируемых сред между слоями трубы.
- Зачистить обрезанные края трубы напильником и наждачкой до такой же степени гладкости, какую имеют фитинги.
- Протереть спиртом внутреннюю часть фитинга и наружную сторону трубы для снятия возможного жирного слоя.

Также стоит уделить внимание мерам безопасности. Сварочный аппарат должен находиться на абсолютно ровной горизонтальной поверхности, чтобы в процессе работы не произошло его опрокидывание
Работать нужно в защитных перчатках, так как подошва станка нагревается до очень высоких температур.
Стыковка пнд труб с пвх
При соединении труб ПНД, с трубами, изготовленными из поливинилхлорида, надо учитывать определенные параметры. По трубам, изготовленным из полимера низкого давления, могут транспортироваться любые текучие среды. Изделия же из поливинилхлорида используются только для перемещения жидкостей.
По сравнению с трубами из полиэтилена низкого давления, труба из поливинилхлорида может выдерживать до шестидесяти градусов Цельсия. А вот морозоустойчивость у этих видов труб разная. При снижении температуры окружающей среды до минус 10°С, труба из поливинилхлорида может начать трескаться.
При высоких нагрузках (давление воды в трубе), ПНД прочнее, чем поливинилхлорид. Поэтому, из-за существенной разности технических характеристик, прямое сваривание таких видов труб категорически не рекоменодовано. При нарушении этого параметра, допускаемого иногда некомпетентными специалистами, может произойти внезапное разрушение участка трубы. Между собой отдельные отрезки труб из поливинилхлорида монтируются путем электромуфтовой сварки, или контактной пайки.
Трубы, произведенные из полиэтилена (полимера) низкого давления безвредны для здоровья человека, поскольку являются химически инертными, а труба из поливинилхлорида, разрушаясь по прошествии времени, может начать выделять в транспортируемую среду токсичные вещества (хлориды).
В системе водоснабжения, предназначенной к прямому использованию человеком (вода для приготовления пищи), поливинилхлорид применять не рекомендуется. Хотя, для систем бытового водоснабжения существует особый вариант поливинилхлорида, его непластифицированная форма, не выделяющая в перемещаемую среду токсичных веществ.
При монтаже разнородных по структуре материала труб (ПНД и ПВХ), рекомендовано использование специальных переходных модулей. Только таким способом можно избежать проблем с протечкой жидкости, обеспечить герметичность соединения, и предотвратить возможное повреждение участка трубы.
Технология пайки
Чтобы изготовить качественный трубопровод и избежать возможных ошибок, достаточно следовать несложной инструкции по пайке полипропиленовых труб.

Перед работой аппарат для пайки необходимо разогреть до устанавливаемой регулятором температуры, предварительно установив на рабочем органе паяльника необходимые насадки. Они должны быть чистыми, без пригоревшего материала.
Если предстоит пайка горизонтального участка, аппарат можно установить на специальный штатив, который практически всегда поставляется в комплекте с инструментом. Если же предстоит припаять изделие в труднодоступном месте или соединять две трубы, уже установленные вертикально, паяльник придется держать руками. В этом случае для выполнения работ может потребоваться помощник.
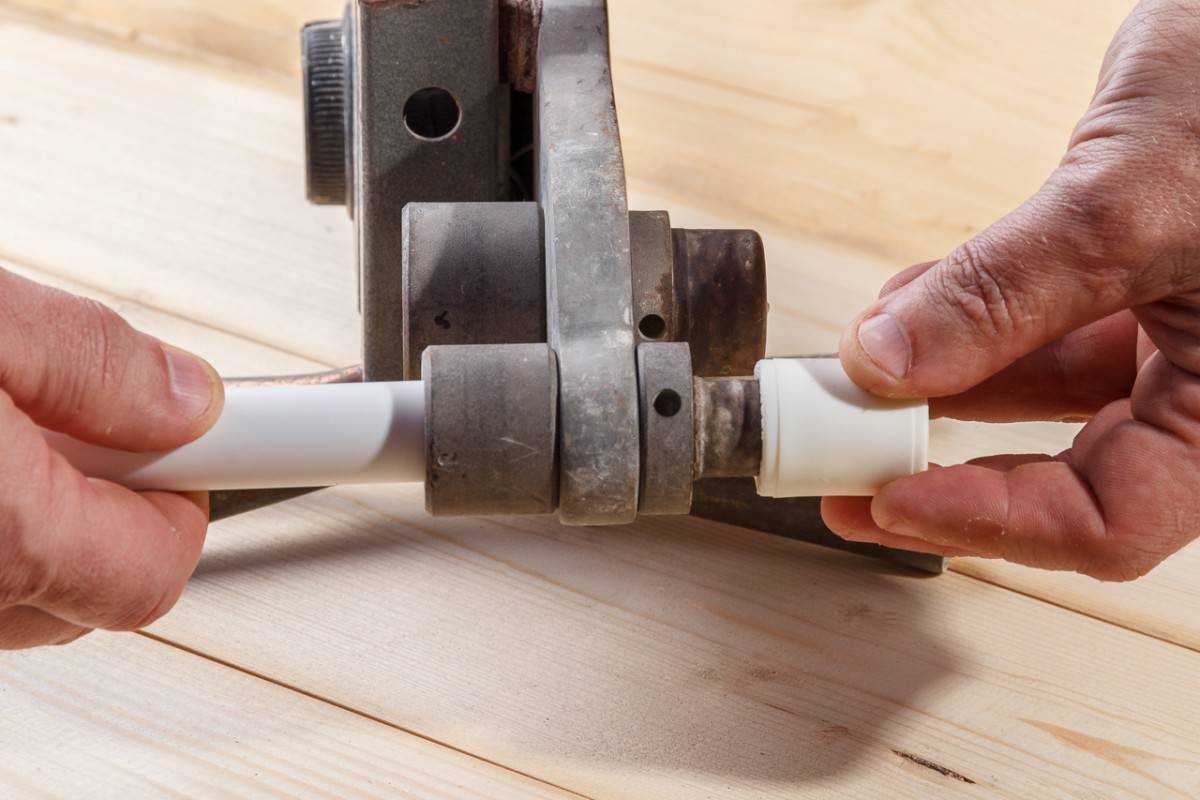
Сам процесс пайки несложен. Необходимо подготовленные концы труб разогреть при помощи насадок. Соединение осуществляется за счет расплавленного и затем застывшего материала труб. Одна из них, меньшего диаметра, вставляется в другую или в фитинг большего диаметра. Соответственно, колодки на паяльнике тоже изготовлены парами. Одна колодка должна нагревать внутреннюю поверхность изделия большего диаметра, другая колодка должна нагревать наружную поверхность трубы меньшего диаметра. Два изделия одновременно разогреваются и после этого снимаются с насадок и стыкуются.

Время, затрачиваемое на разогрев, не должно быть слишком велико, иначе при пайке может произойти уменьшение внутреннего диаметра трубы за счет оплавления внутренней поверхности фитинга. Значение времени, необходимого для разогрева, должно быть указано для каждого вида и диаметра труб в руководстве по эксплуатации прибора для пайки.
Таблица. Основные параметры пайки
| Наименование показателей | Диаметр трубы, мм | ||||||
|---|---|---|---|---|---|---|---|
| 16 | 20 | 25 | 32 | 40 | 50 | 63 | |
| Длина провариваемого участка трубы, мм | 13 | 14 | 16 | 18 | 20 | 23 | 26 |
| Время нагрева, секунд | 5 | 5 | 7 | 8 | 12 | 12 | 24 |
| Время на перестановку и соединение, секунд | 4 | 4 | 4 | 6 | 6 | 6 | 8 |
| Время для фиксации соединения, секунд | 6 | 6 | 10 | 10 | 20 | 20 | 30 |
| Время на остывание и полимеризацию узла, минут | 2 | 2 | 2 | 4 | 4 | 4 | 6 |
| Примечания: 1. При пайке тонкостенных труб PN10 время прогрева трубы сокращается вдвое, но период нагрева муфты остается таким же. 2. При температуре ниже +5°С срок прогрева увеличивают на 50%. |
После соединения двух труб необходимо примерно в течение одной минуты обеспечить их полную неподвижность, пока материал не остынет и не наберет необходимую прочность. Запрещается ускорять процесс остывания обдувом или смачиванием соединения. Чем дольше и с меньшей интенсивностью будет происходить остывание, тем прочнее будет стык, а соединение качественнее.
Сварка труб из полипропилена
Одним из основных условий получения качественного сварного шва является соединение деталей, изготовленных из полимеров одного химического состава. В этом случае при нагреве до одинаковой температуры соединяемые детали обладают идентичной текучестью, что гарантирует получение качественного соединения.
Основные способы сварки полипропиленовых труб:
- встык,
- в раструб.
Свариваемые отрезки и аппарат для сварки полипропиленовых труб должны быть очищены от загрязнений, особенно опасны масла и жир, которые удаляются спиртом, ацетоном, другими растворителями. Для очистки инструмента используется спирт. Ветошь, используемая для подготовки поверхности к сварке, не должна оставлять волокна. К загрязнениям относятся и слои полимера, которые разрушились под действием воздуха и ультрафиолетовых лучей. Удаляются они механической очисткой. При необходимости удалить конденсат с поверхности труб, их просушивают.
Если сварка осуществляется при низких температурах окружающей среды, то охлаждение полученного соединения необходимо замедлить с помощью теплоизолятора или ткани.
Технология сварки способом в раструб
Сварка ПП труб в раструб является надёжным способом их соединения при устройстве трубопроводов различного эксплуатационного назначения в частных домах и квартирах. Применяется, в основном, для труб с небольшим диаметром сечения.
Процесс сварки в раструб осуществляется с использованием фитингов – углов, тройников, отводов, изготавливаемых из того же полимера, что и сами трубы. Соединительные элементы не являются недостатком способа сварки в раструб, поскольку они одновременно служат деталями, изменяющими направление потока транспортируемой среды.
Сварка в раструб представляет собой процесс оплавления соединяемых деталей – внутренней поверхности фитинга и внешней части трубы. Для нагрева используется специальный паяльник, который иначе называется утюг для сварки полипропиленовых труб.




![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://rspufa.ru/wp-content/uploads/4/3/7/43711c9ac65c69d02eb80100ce2cf363.jpeg)



Этот инструмент по устройству и принципу работы действительно мало отличается от обычного бытового утюга. Нагретые элементы соединяют – труба вставляется в фитинг, а затем оставляют остывать до полного охлаждения.
Сварка в раструб даёт более прочное и надёжное соединение по сравнению со сваркой встык. Характер такого соединения обеспечивает стыку прочность, не требует специального инструмента для центрирования труб и особых практических навыков исполнителя.
В отопительных системах, чаще всего, применяют трубы, армированные алюминиевой фольгой.

Сварка полипропиленовых армированных труб осуществляется аналогично сварке обычных полимерных труб. Отличие состоит только в специальной подготовке поверхности таких труб. Для обеспечения прочной связи свариваемых элементов армирующий слой удаляют с помощью специального инструмента – шейвера.
Иногда инструкция по сварке ПП труб,
предоставляемая производителем, рекомендует при подготовке трубы к сварке калибровать наружный диаметр и изготавливать фаску независимо от наличия слоя армирующей фольги. Первая операция позволяет избавиться от возможной эллипсности трубы, а вторая облегчает установку трубы в насадку.
Выбор способа пайки пнд труб
Способы пайки ПНД
Имеется несколько основных способов пайки ПНД труб. Для различных условий работы предпочтительны разные способы. Все они имеют плюсы и минусы, что зачастую осложняет выбор. Однако информация о конкретных условиях поможет определить вид пайки.
Во многих случаях при установке трубопровода очень важно сохранить гибкость всего участка. Какие-либо жесткие негнущиеся элементы могут усложнить эксплуатацию
В таком случае лучший выбор – стыковая сварка. Оно достаточно проста в исполнении и не требует дорогих компонентов.
Проведение работ в труднодоступных местах предполагает муфтовую пайку. Она поможет соединить участки трубопровода, даже если они абсолютно неподвижны друг относительно друга.
Электромуфтовый способ придет на выручку тогда, когда планируется соединение в очень стесненном пространстве. Также этот способ считается одним из самых быстрых, что может быть принципиальным фактором при выборе.
Важно! Если же части необходимо соединить на время каких-либо работ и постоянное соединение не предполагается, то логичнее использовать не пайку, а обычное разъемное соединение
Альтернатива сварке
Иногда в труднодоступных местах выполнять сварочные работы невозможно. В качестве альтернативы сварке можно использовать органический растворитель. Он отличается выраженными размягчающими свойствами. При этом состав имеет высокую летучесть.
Пропиленовые трубы пользуются большой популярностью и применяются для сооружения систем отопления и водоснабжения. Для соединения разных элементов необходимо пользоваться паяльником. Чтобы получить крепкую и надежную конструкцию, нужно четко придерживаться инструкции по применению этого инструмента.
Пайка полипропиленовых труб
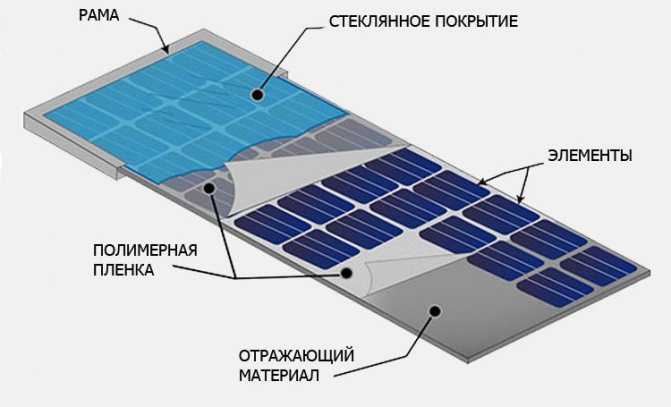
Расчеты и проект
Устройство солнечной панели своими руками — несложная задача, главное, подойти к ее выполнению ответственно. Чтобы изготовить солнечную панель своими руками, следует подсчитать дневное потребление электроэнергии, затем узнать среднесуточное солнечное время в вашей местности и рассчитать нужную мощность. Таким образом, станет понятно, сколько ячеек и какого размера нужно приобрести. Ведь как было сказано выше, генерируемый ячейкой ток зависит от ее габаритов.
Зная необходимый размер ячеек и их количество, нужно рассчитать габариты и вес панели, после чего необходимо выяснить выдержит ли кровля или другое место, куда планируется установка солнечной батареи, задумываемую конструкцию.
Устанавливая панель, следует не только выбрать самое солнечное место, но и постараться закрепить ее под прямым углом к солнечным лучам.
Ошибки при пайке полипропиленовых труб
Необходимо соблюдать рекомендации по сварке труб из полипропилена и выполнять все шаги инструкций.
Бракованные узлы в системах появляются из-за следующих ошибок:
- Не удаляется грязь и жировая пленка с поверхности соединяемых деталей.
- Обрезка трубных изделий проводится не под прямым углом.
- Конец трубы неплотно вставляется в фитинг.
- Не соблюдается временная выдержка при нагреве элементов на паяльнике.
- Армированный слой не полностью удаляется с изделий.
- Корректировка деталей проводится дольше указанного времени.
На качественных материалах может быть не виден внешний дефект при перегреве, но внутри все равно возникает деформация. Она приводит к уменьшению сечения.
Поэтому при эксплуатации инженерной коммуникации снижается пропускная способность сети. Сужение прохода также становится причиной более быстрого засорения. Это тоже блокирует движение воды.
Если срез выполнен не под прямым углом, трубные изделия стыкуются в скошенной плоскости. В результате у элементов нарушается соосность. Она особенно становится заметной при монтаже длинных участков.
В итоге нередко приходится выполнять демонтаж и проводить весь процесс заново. При нарушенной соосности изделия трудно проложить в штробах.
Обязательно поверхности обезжирить перед пайкой. В противном случае появляются так называемые островки отторжения. На таких участках плохо осуществляется или совсем не происходит полифузное сваривание.








Эта ошибка позволит начать эксплуатировать инженерную коммуникацию, но через некоторый временной промежуток появится течь. Она также нередко возникает при неправильно выставленной температуре паяльника.
Если происходит недостаточное удаление армирующего слоя, остаточная фольга из алюминия способствует возникновению не проваренных участков. В таких зонах чаще всего появляются протечки.
Грубой ошибкой является прокручивание деталей. Такое действие не позволяет получить однородную структуру по всей окружности стыка. Выполненное соединение не будет полноценным, потому что разрушится при повышении давления в системе.
Меры безопасности
При работе с нагревательным аппаратом необходимо соблюдать меры индивидуальной защиты:
- Паяльник должен быть установлен на горизонтальной поверхности в свободном от материалов месте.
- На мастере должны быть обязательно защитные перчатки (для работы с горячими инструментами), удобная спецодежда.
- Не следует наклоняться над плавящимся пластиком, поскольку в процессе выделяются вредные пары.
- Помещение должно быть относительно чистым. Рабочая поверхность — свободной от пыли, мусора.
- Соединение вилки паяльника с сетью должно быть плотным, шнур свободным.
Рекомендуем ознакомиться: Металлопластик или полипропилен лучше для водопровода?

Предварительный прогрев сварочного инструмента проводят 20 минут, если на нем нет соответствующего индикатора.
Суть процесса и способы пайки
В основе данной технологии лежит принцип изменения структуры материала для стыковки отдельных участков трубопровода. При этом обеспечивается соединение высокой степени прочности.
Разные способы соединения полимерных труб:
- электросварная техника монтажа — основана на использовании специальных фитингов, оснащенных токопроводящими элементами;
- пайка путем нагрева деталей: предполагает необходимость изменения температуры торцевых участков, их дальнейшее сдавливание;
- холодная сварка ПВХ-труб: используются химические вещества, которые способны изменить структуру пластика, после стыковки участков трубопровода получают неразъемный прочный шов, но по степени надежности такое соединение уступает сварке, при этом элементы системы не нагреваются.
Типы используемых фитингов
Правила и методика пайки ПВХ-труб
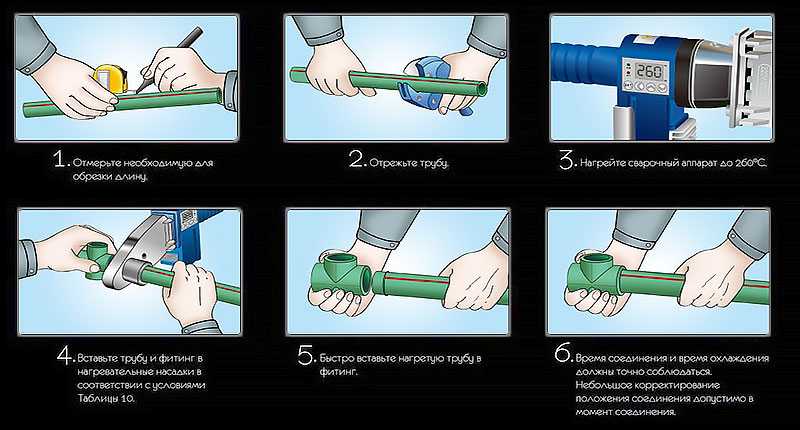
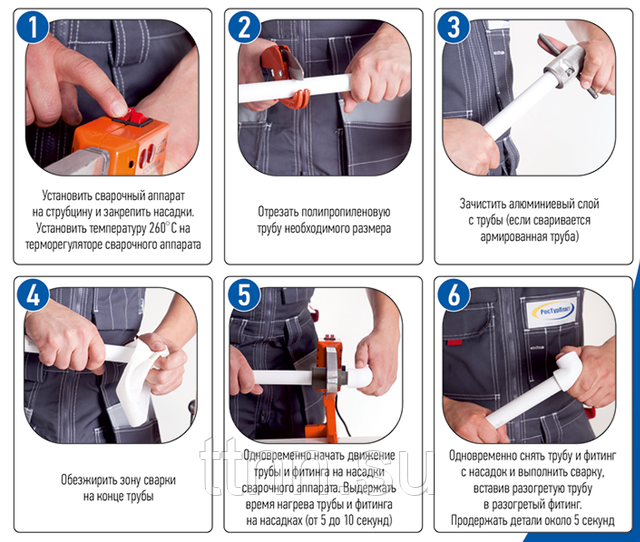
Пайка пластиковых или полипропиленовых водопроводных труб должна осуществляется строго в определенной последовательности. Она выглядит следующим образом:
- установите паяльник в заданном положении;
- зафиксируйте в отверстия насадки в соответствии с их размерами, а потом подключите прибор в сеть;
- если есть необходимость локального использования устройства в месте прокладки трубопровода, то в крайнем положении его подошвы нужно поставить ту насадку, которая имеет диаметр аналогичный диаметру труб;
- посредством терморегулятора на устройстве выставите нагревательную температуру. Она зависит от того, какие материалы будут соединяться. Если трубы полипропиленовые, то она составляет порядка 260 градусов, а если полиэтиленовые, то 220 градусов соответственно;
- далее рекомендуется прогреть паяльное устройство в течение 10−20 минут в зависимости от того, каковы условия извне, пока индикатор на нем не погаснет.
Паять трубы следует с учетом многих показателей, приводим их ниже:
- если диаметр труб составляет 20 мм, то ширина свариваемого пояса должна быть порядка 15 мм, детали должны нагреваться в течение 6 секунд, а соединяться в течение 4 секунд. Время остывания в данном случае — 2 секунды;
- когда трубы имеют диаметр 25 мм, то свариваемый пояс должен иметь ширину не менее 15 мм и не больше 18 мм соответственно. Нагревание деталей продолжается 7 секунд, соединение — 4 секунды, а остывание — 2 секунды соответственно;
- при диаметре 32 мм, ширина пояса будет около 20 мм, нагрев должен продолжаться 8 секунд, соединение 6 секунд, а время остывания 4 секунды;
- существенно отличаются показатели при использовании труб диаметром 63 мм. Свариваемый пояс имеет ширину порядка 25 мм, детали нагреваются 24 секунды, время соединения деталей — 8 секунд, а их остывания — 6 секунд.
Итак, методика пайки выглядит следующим образом:
- возьмите специальные ножницы по пластику и с их помощью отрежьте трубу нужного размера;
- с применением спиртового состава очистите места соединения труб от жира и грязи;
- ответный раструб и трубопровод ставим в насадку и греем в течение того времени, которое соответствует параметрам материала;
- после разогрева части соединяются друг с другом, трубопровод вставляем в раструб;
- по окончании работ посмотрите, чтобы сварное соединение было высокого качества. В местах стыков должны появиться пластиковые кольца.
Необходимые инструменты
Для паяльных работ потребуются:
- рулетка;
- ножницы, предназначенные для резки ПВХ труб;
- паяльник, предназначенный для труб из полимеров;
- строительный уровень.
Большая часть этих инструментов хорошо известна тем, кто когда-либо участвовал в строительных работах.
Поэтому если вы решили: паяем полипропиленовые трубы сами, вероятно, необходимые инструменты вам уже хорошо знакомы, или вы можете одолжить их у ваших друзей или коллег.
Если инструментов у вас еще нет, все их легко приобрести в магазине стройматериалов. Бывает затруднительно найти лишь подходящие ножницы и паяльник. Как правило, они приобретаются в комплекте.
Конечно, этот инструмент должен быть в наличии, если вы собираетесь соединять ПВХ трубы. Специализированные ножницы так же называют роликовым труборезом.
Инструмент встречается в продаже в одной из двух модификаций по назначению:
- для труб с внешним диаметром 1,6-4 см;
- для труб с внешним диаметром 1,6-11 см.
Выбор паяльника
Пригодный для резки труб паяльник так же называют ручным сварочным аппаратом. Инструмент представляет собой нагревательный прибор, у которого есть подошва, оборудованная нагревательными элементами.
Как правило, она оснащается отверстиями разного диаметра, в которых фиксируются насадки для пайки. Паяльник оборудован температурным регулятором.
Также у него есть индикатор нагревания, удобная рукоятка и особая подставка. Последняя позволяет устанавливать прибор на ровной поверхности. Инструмент включается и выключается нажатием дополнительных выключателей.
Именно паяльник помогает ответить на вопрос, как паять полипропиленовые трубы для отопления или водопровода, как их соединять.
И если вы планируете собственноручно монтировать трубопровод, следует обзавестись этим аппаратом. Предназначенный для работ с полипропиленовыми трубами инструмент в зависимости от назначения бывает двух модификаций:
- для пвх труб диаметром 1,6-5 см с максимальной мощностью 650 Вт;
- для пвх труб диаметром 6,3-11 см с максимальной мощностью 1600 Вт.
Если вы еще не знаете, как паять полипропиленовые трубы в труднодоступных местах, присмотритесь внимательнее к насадкам паяльника.
Как правило, они позволяют выполнять сложные работы.
- Насадки паяльника покрывают антипригарным покрытием, похожим на покрытие, используемое в посуде.
- Поэтому инструменту требуется особые уход и очистка.
Сварка экструдером
Ручным феном или паяльником немного сложнее работать, т. к. нужно дополнительно контролировать не только время прогрева, но и собственные движения. При неправильном осуществлении сварки можно нарушить целостность труб ПНД или испортить шов.
Фото — профессиональный инвертор
Пошаговая инструкция сварки при помощи инвертора:
- Нужно обрезать коммуникацию до определенного размера, обязательно зачистить торец;
- Температура для сварки ПНД – 260 градусов, на этот уровень устанавливается паяльник, одновременно устанавливаются и прогреваются сварочные насадки;
- Перед началом работы обязательно измеряется и отмечается нужная глубина установки, она должна составлять не менее 2 мм;
Фото — установка фитинга
- Самым сложным в этом процессе является момент, когда нужно зацентрировать фитинг и трубу в насадке. Профессиональный станок содержит в своей комплектации специальный центрирующий механизм, если его нет, то просто постарайтесь все сделать очень точно;
- После соединения задвигаются до отметки (не до стыка) и выдерживаются определенное время;
- По окончании работы аппарат выключается, а место сварки труб фиксируется для охлаждения.
![[инструкция] пайка полипропиленовых труб | видео](https://rspufa.ru/wp-content/uploads/0/c/b/0cb57ad8bdf8595aa0123baa871f7f41.png)



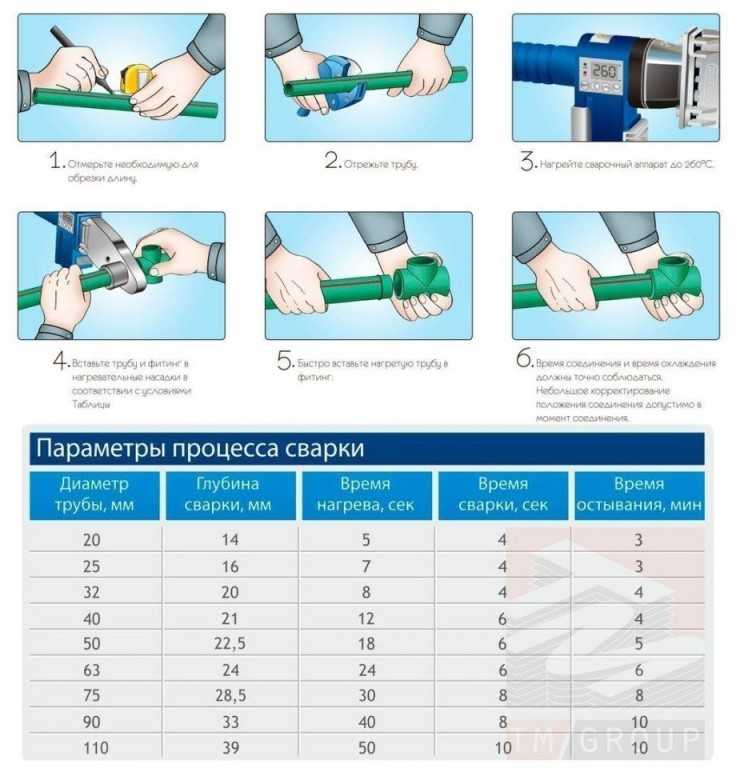



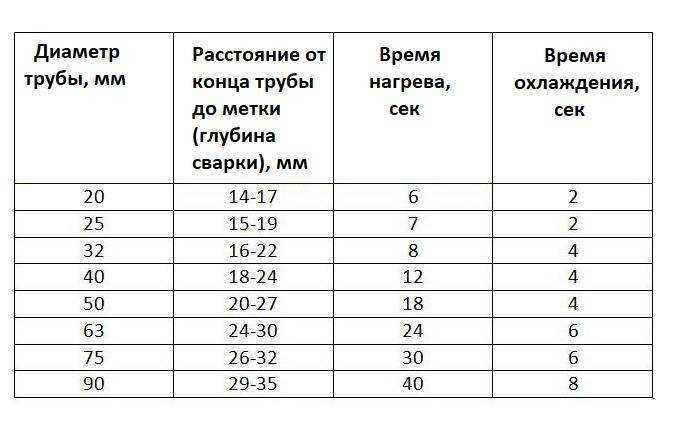
Очень важно не передержать крепление, если слишком затянуть сварку, то ПНД станет очень тонким или произойдёт наплыв полиэтилена на внутренний диаметр. Чтобы контролировать этот момент используется специальная таблица:
| Наружный диаметр, мм | Сварной шов, мм | Нагрев, сек | Соединение, сек | Охлаждение, сек |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
| 75 | 28 | 30 | 10 | 8 |
| 90 | 30 | 40 | 11 | 8 |
| 110 | 32 | 50 | 12 | 8 |
Оборудование для монтажа полипропилена
Полипропиленовые водопроводы имеют свои особенности в части технологии сборки, определяемые свойствами исходного материала. Перед тем, как паять трубы из полипропилена, необходимо приобрести специальный инструмент для этого.
Набор его не очень обширен, но в нем имеются некоторые приспособления, которые используется только для этого процесса:
Ножницы для резки полипропиленовых изделий. Они нужны для того, чтобы обеспечить строго перпендикулярный рез. Если в месте сопряжения при пайке образуется зазор, возникает вероятность нарушения герметичности соединения.
Шайвер – приспособление для зачистки поверхности изделий перед пайкой. Без этого приспособления вообще невозможна пайка полипропиленовых труб, армированных любыми материалами. Дело в том, что пайка полиэтилена это диффузионный процесс, при котором происходит взаимное проникновение расплавленного материала.
Естественно, что алюминий или стекловолокно для этой цели непригодны. Используя этот инструмент можно также снять фаску под углом 45 градусов на торцах соединяемых деталей для облегчения стыковки в процессе пайки.
Конструктивных решений для этого приспособления множество, поэтому при покупке инструмента широкий выбор обеспечен.
Паяльник. Основное средство, используемое при пайке полипропиленовых водопроводов. Основой его является пластина, на которую крепятся сменные втулки различных размеров. Эти насадки парные – одна для фитинга, вторая для трубы.
Соединяемые детали устанавливаются на сменный инструмент. Включение производится на рукоятке аппарата, там же установлен регулятор температуры. Время нагрева сопрягаемых деталей составляет от 6 секунд и более.
Рекомендации по этому параметру приводятся в паспорте паяльника. Разогретые до плавления детали состыковываются и удерживаются в течение времени до 30 секунд. За это время материал остывает до затвердения.
Обычно в комплект инструмента включается также отвертка для установки сменного инструмента, маркер для разметки, рулетка для выполнения измерений.
Необходимый инструмент
Основным преимуществом при использовании полипропиленовых труб всё же считается доступность изготовления трубопроводов своими руками. Имея некоторые навыки при работе с пластиковыми трубами, можно самостоятельно изготовить все инженерные системы в доме. Конечно, для пайки пластиковых труб понадобится специальный инструмент, но даже если приобретать его только для того, чтобы изготовить трубопроводы в своём строящемся доме, затраты с лихвой окупятся экономией от ненужного привлечения квалифицированных рабочих.
Для пайки обязательно понадобится следующий инструмент:
- паяльник с набором насадок;
- ножницы для резки полипропиленовых труб;
- острый нож;
- разводные ключи;
- сантехнический лен;
- упаковочная паста.