Особенности монтажа ПВХ труб
Пайка полипропиленовых труб
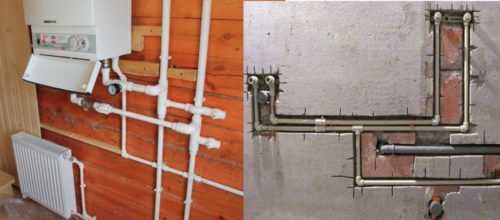 Использование ПП труб для монтажа отопления и водопровода
Использование ПП труб для монтажа отопления и водопровода
С момента появления на рынке полипропиленовых конструкций, многие мастера вздохнули с облегчением. Пайка ПП, оказалась на порядок быстрее и надежнее чем сварка металла. Собрать водопровод или отопление стало возможным за один день.
Это привело к тому, что многие «мастера» начали этим заниматься. Из-за незнания всех важных особенностей пайки, часто получались не качественные соединения.
Для того чтобы водопровод или отопление прослужили долго и не приносили хлопот, необходимо соблюдать все технологические процессы во время пайки. Учитывать температуру нагрева, время сварки, правильно выбрать тип систем.
Что нужно знать о полипропиленовых трубах
 Полипропиленовая система
Полипропиленовая система
Сегодня производителями выпускаются трубы различного диаметра, цвета, которые отличаются характеристиками
На что сразу необходимо обратить внимание при покупке — это цвет полос. Для монтажа водопровода используется трубы с синей полоской, с красной применяются для отопления и подачи горячей воды
Большой выбор диаметра – от 16 до 110 мм, позволяет собирать различные варианты систем водоснабжения и отопления. Для дома и квартир используются образцы от 20 до 32 мм.
При выборе ПП системы для монтажа и пайки, необходимо ориентироваться на маркировку указанную производителем.
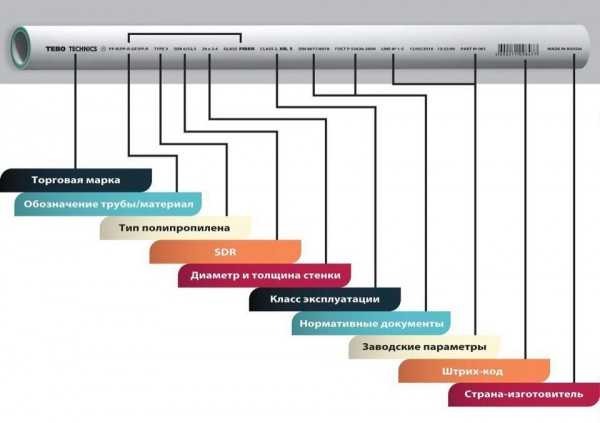 Маркировка полипропиленовых систем
Маркировка полипропиленовых систем
Ниже приведена таблица диаметра и толщины в зависимости от маркировки.
| Наружный диаметр трубы, мм | Тип полипропиленовых труб | |||||||
| PN — 10 | PN — 16 | PN -20 | PN -25 | |||||
| D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | |
| 16 | — | — | 11,6 | 2,2 | 10,6 | 2,7 | — | — |
| 20 | 16,2 | 1,9 | 14,4 | 2,8 | 13,2 | 3,4 | 13,2 | 3,4 |
| 25 | 20,5 | 2,3 | 18 | 3,5 | 16,6 | 4,2 | 16,6 | 4,2 |
| 32 | 26 | 3 | 23 | 4,4 | 21,2 | 5,4 | 21,2 | 3 |
| 40 | 32,6 | 3,7 | 28,8 | 5,5 | 26,6 | 6,7 | 26,6 | 3,7 |
| 50 | 40,8 | 4,6 | 36,2 | 6,9 | 33,2 | 8,4 | 33,2 | 4,6 |
| 63 | 51,4 | 5,8 | 45,6 | 8,4 | 42 | 10,5 | 42 | 5,8 |
| 75 | 61,2 | 6,9 | 54,2 | 10,3 | 50 | 12,5 | 50 | 6,9 |
| 90 | 73,6 | 8,2 | 65 | 12,3 | 60 | 15 | — | — |
| 110 | 90 | 10 | 79,6 | 15,1 | 73,2 | 18,4 | — | — |
Производят четыре типа полипропиленовых систем:
- PN-10. Используются при монтаже водопровода. Реже для обустройства теплого пола, с температурой теплоносителя не более 45 градусов. Номинальное давление — 10 Атм.
- PN-16. Можно применить при обустройстве холодного и горячего водоснабжения. Максимальная температура воды – 60 градусов. Номинальное давление — 16 Атм.
- PN-20. Может использоваться для монтажа автономного отопления. Максимальная температура теплоносителя – 90 градусов. Номинальное давление — 20 Атм.
- PN-25. Применяется для обустройства централизованного водопровода и отопления. Максимальная температура теплоносителя – 95 градусов. Номинальное давление — 25 Атм.
Процесс пайки ПП
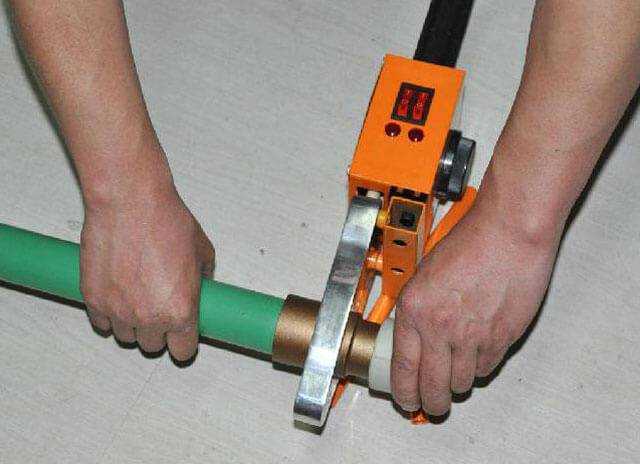
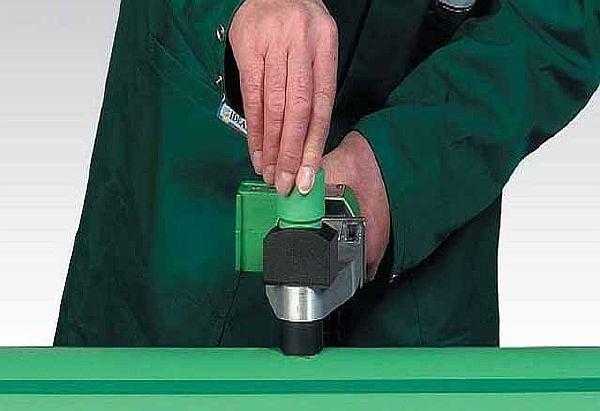
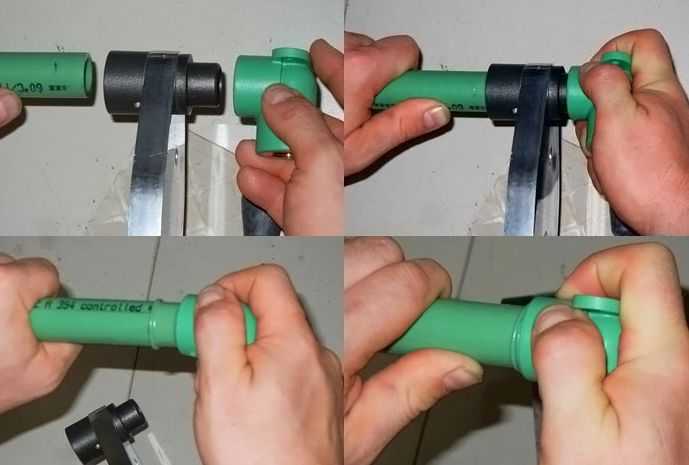
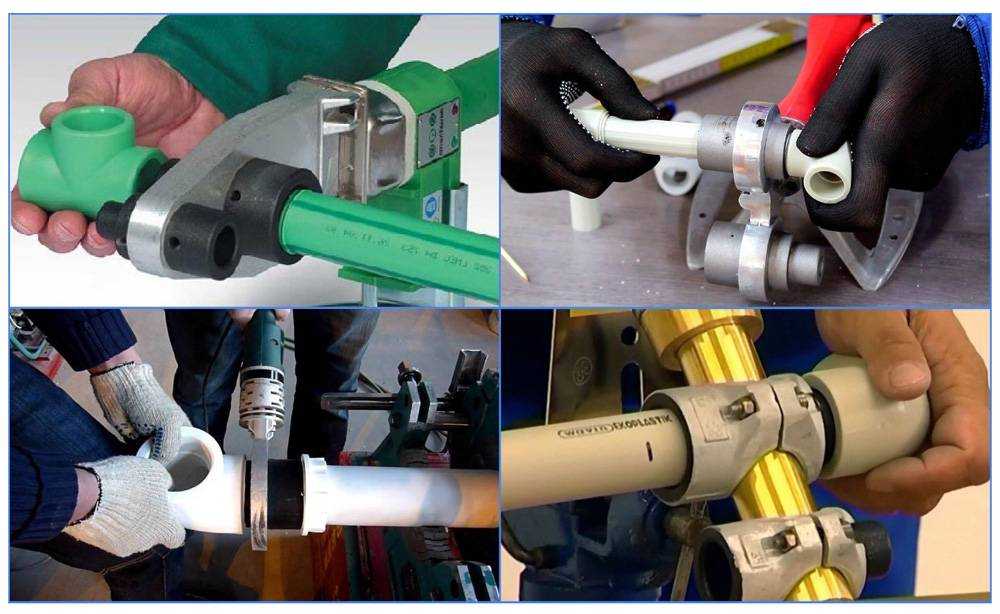
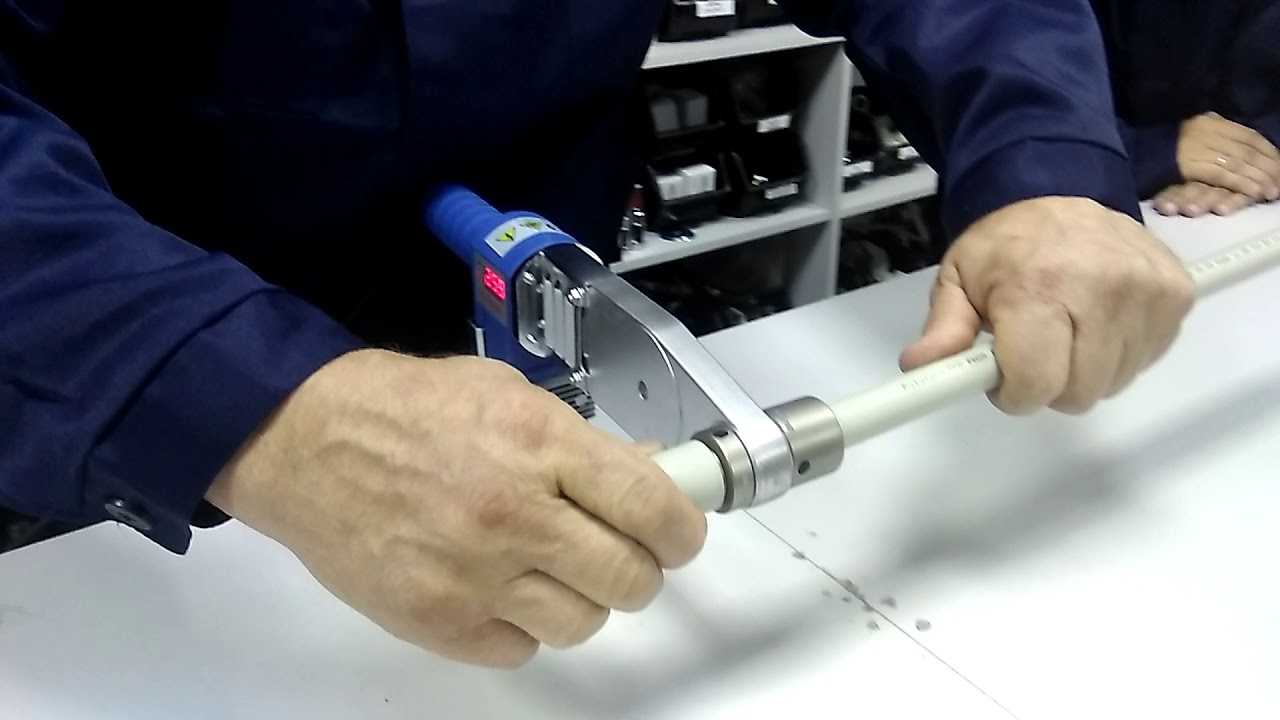
Процесс пайки полипропиленовых систем не является сложным. Сварка или пайка происходит между трубой и различными фитингами (угол, муфта, тройник). С помощью специального паяльника нагревается фитинг изнутри и наружная часть трубы.
 Процесс пайки с помощью специального паяльника
Процесс пайки с помощью специального паяльника
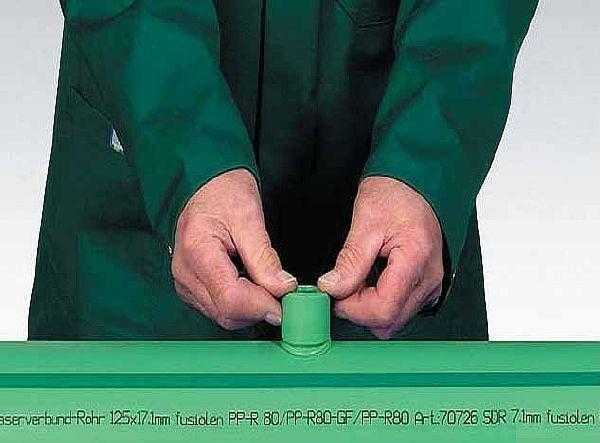
В процессе нагрева образуется участок оплавленного пластика. Прогреваются детали одновременно, и одинаковое количество времени. Затем снимаются с паяльника и стыкуются.
Соединить детали нужно быстро, в течение нескольких секунд. Иначе полимер твердеет и что-либо исправить невозможно.
Соединение труб армированных алюминием
Монтируем седла в водопроводную систему
Этот элемент трубопровода используется для создания дополнительного отвода, и необходимость его установки возникает, как правило, при ремонте действующих разводок.
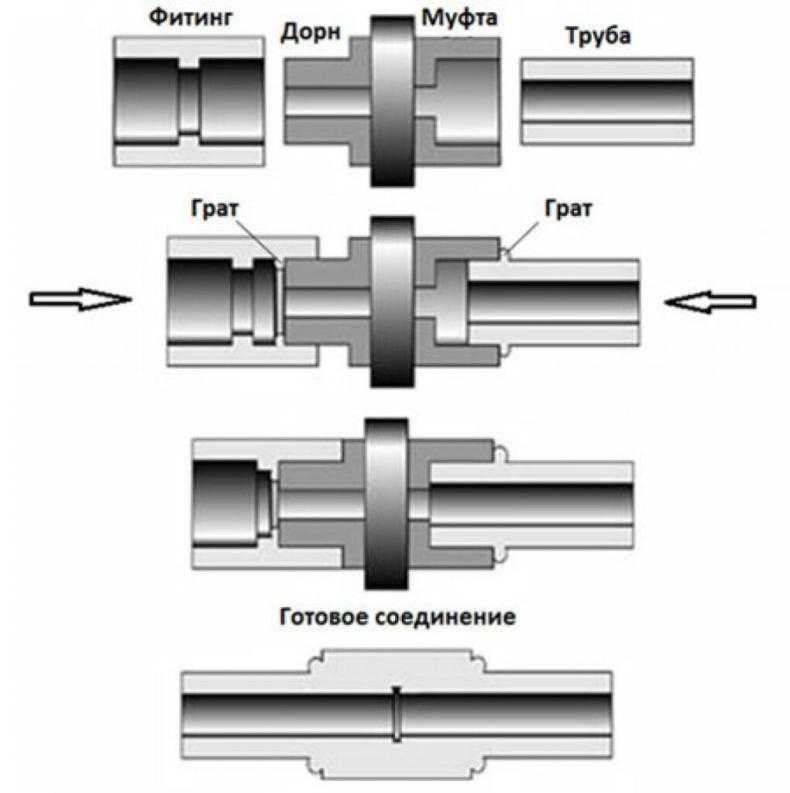
Инструкция по сварке с использованием вварных сёдел Wavin Ekoplastik
В трубу большего диаметра впаивается фитинг меньшего размера, позволяющий установить ответвление от действующей разводки под углом 90 градусов.
Для этого нужно:
В стенке действующей трубы мастеру нужно просверлить отверстие нужного диаметра, удалить заусенцы и выполнить фаски.
Сопрягаемые детали прогреваются паяльником по традиционной технологии.
Седло (фитинг) плотно устанавливается в отверстие в трубе.
Такой способ создания дополнительных разветвлений в водопроводе из полипропиленовых труб позволяет с наименьшей трудоемкостью продолжить развития сети.
Знание того, как правильно паять полипропилен позволит без затруднений монтировать трубопроводы любой длины и степени сложности.
Схема установки фитингов
Подробная схема установки полипропиленовых фитингов зависит от разновидности соединительного элемента.
Установка сварного фитинга
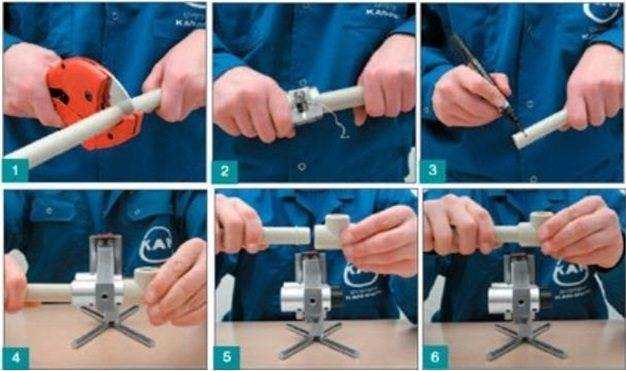
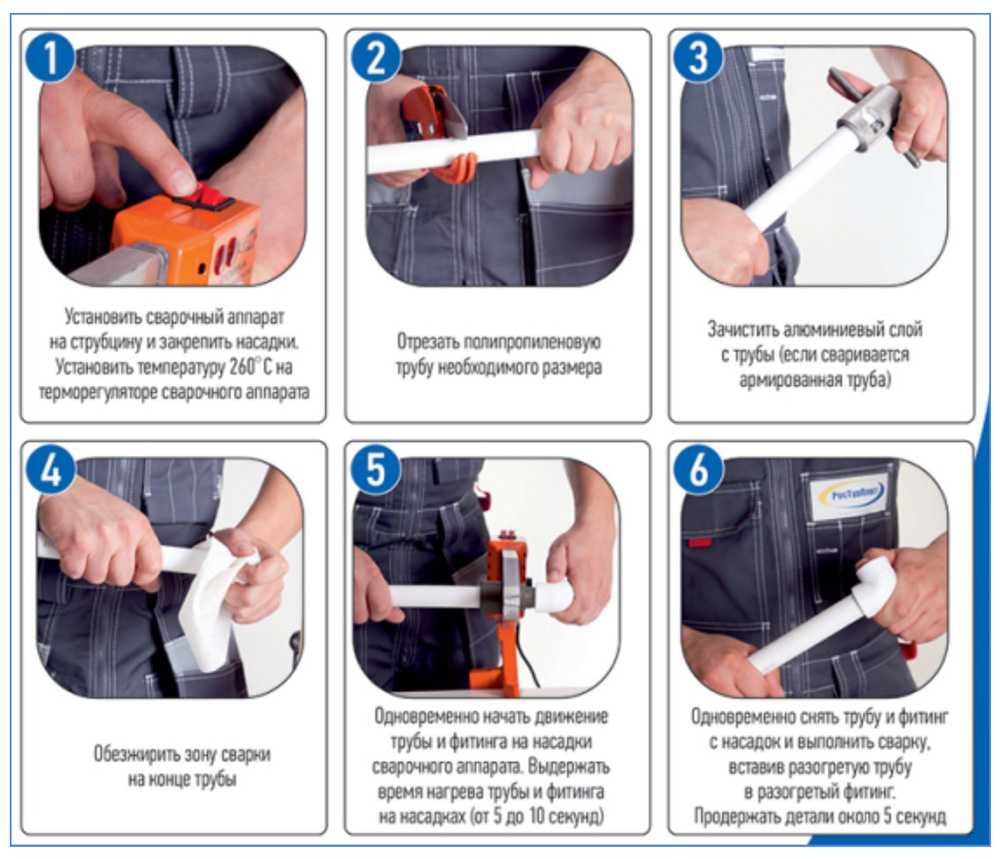
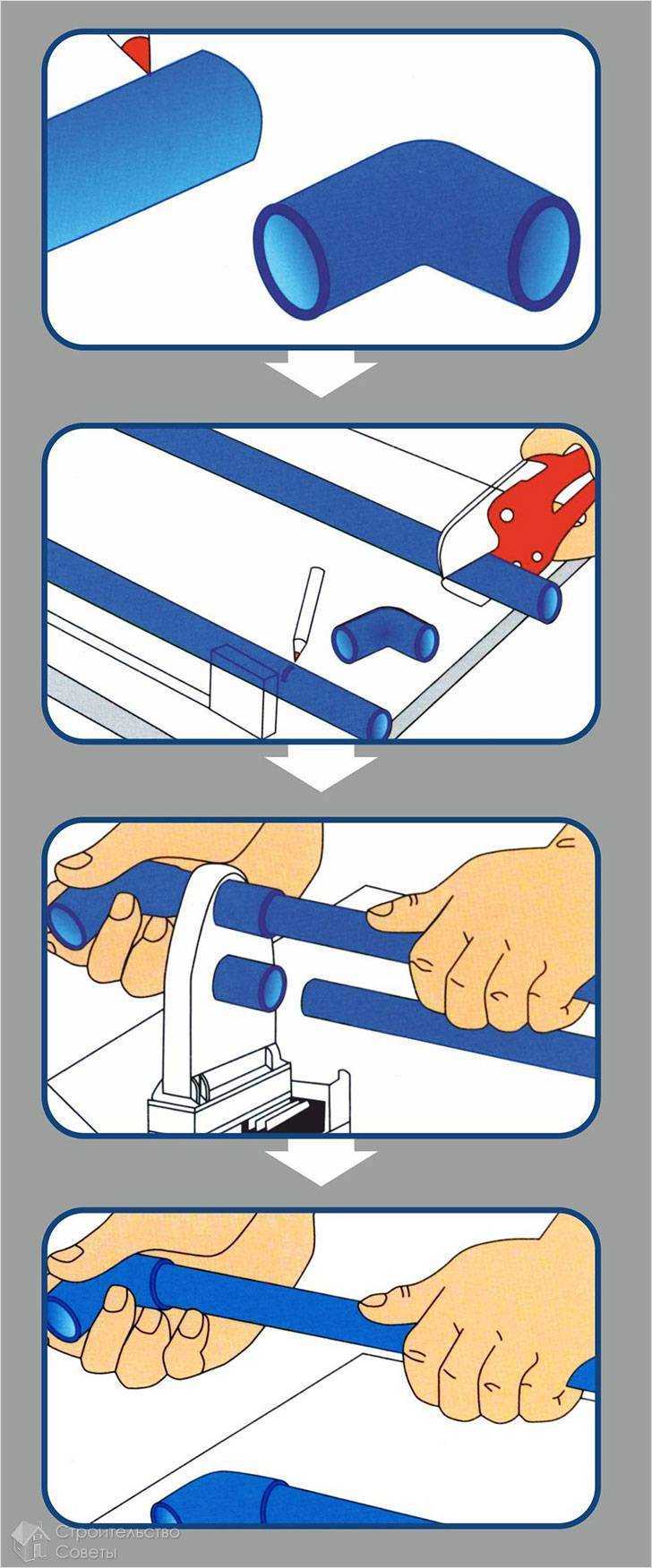
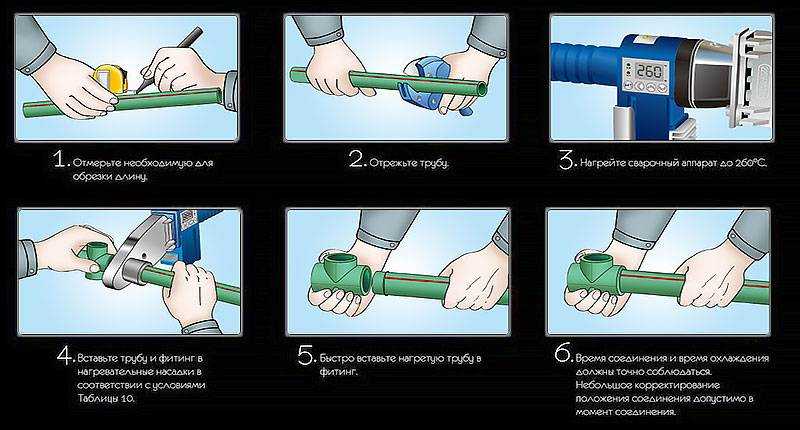
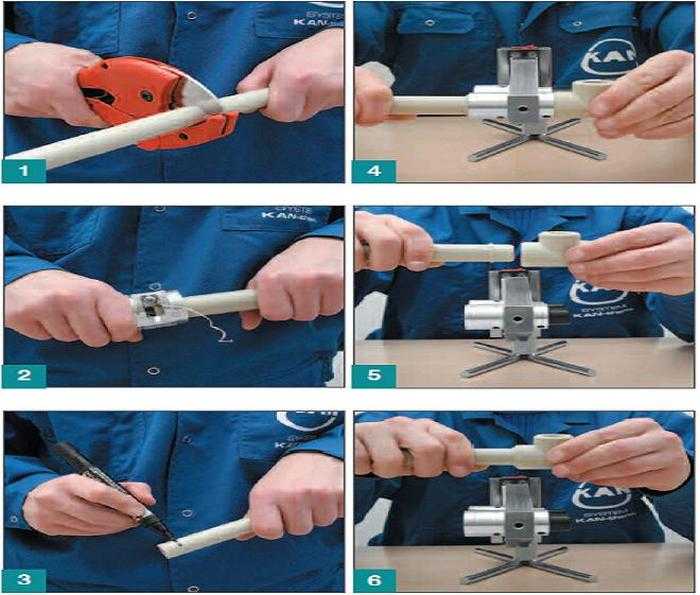
Монтаж соединительного элемента для труб посредством сварки производится в следующей последовательности:
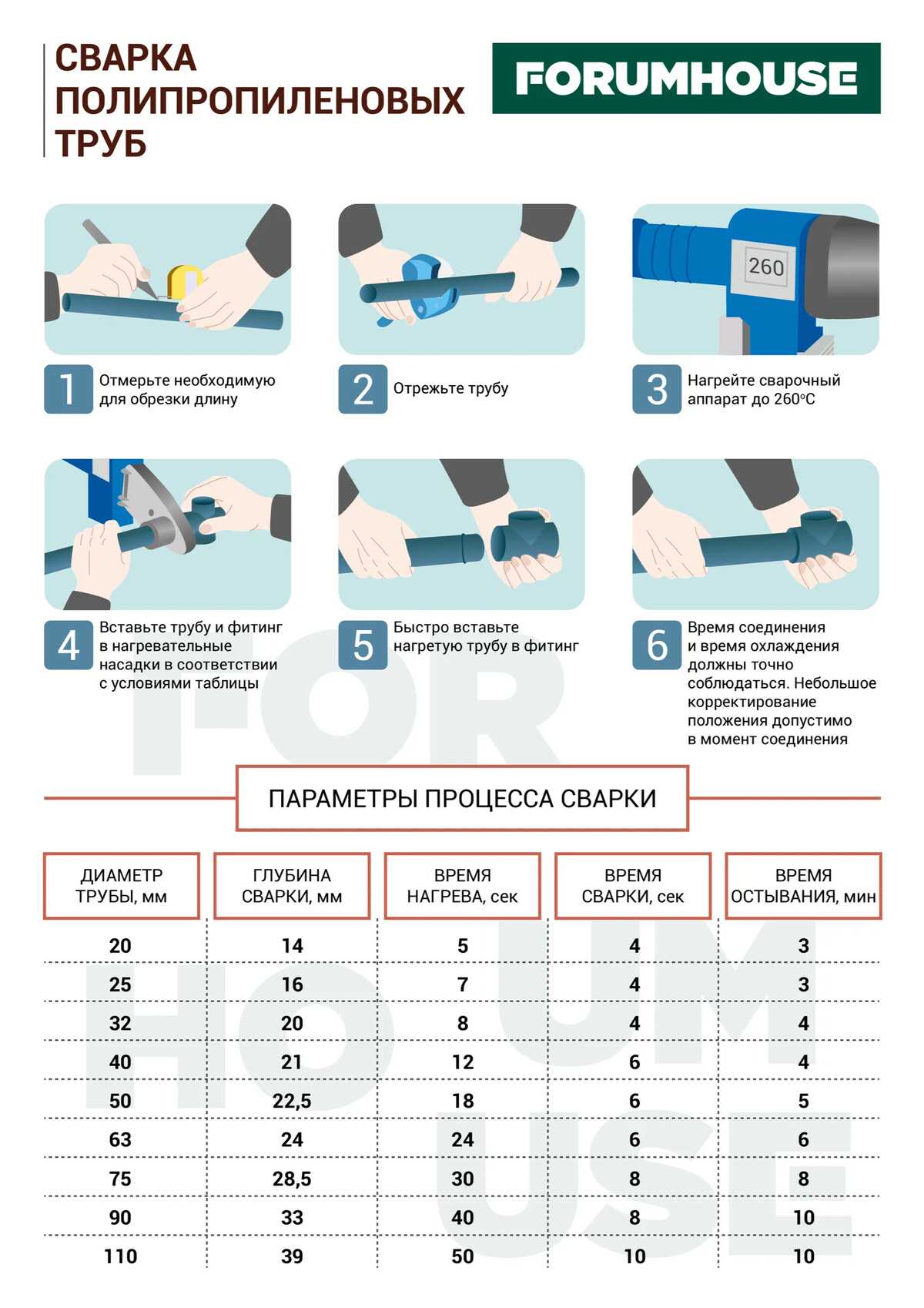
- труба обрезается при помощи специального трубореза или ножниц (ножовки) в соответствии с размерами, установленными схемой трубопровода;
- конец трубы, подлежащий соединению с фитингом, очищается от заусенцев;
- размечается область, которую необходимо прогреть. Как правило, данная область соответствует глубине стыковочного соединительного элемента;
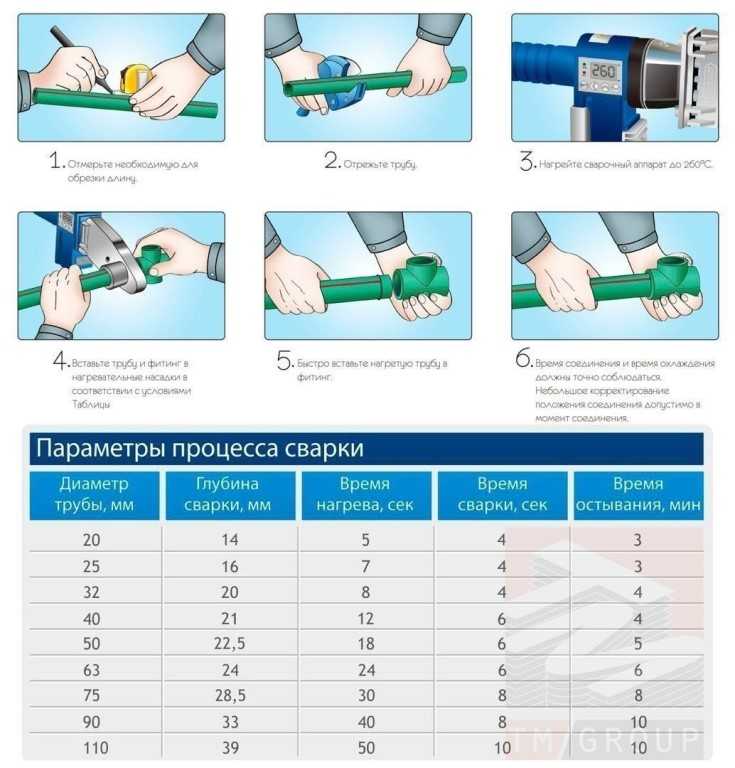
- в разогретый сварочный аппарат вставляется подготовленный отрез трубы и фитинг. Длительность нагрева соединяемых элементов зависит от таких параметров, как диаметр трубы и глубина сварного шва;

Определение периода нагревания и остывания сварного шва
- разогретые элементы соединяются. При этом следует избегать перекосов и деформации, так как они влияют на качество сварного шва и соответственно герметичность соединения;
- готовый стык удерживается в заданном положении до остывания. Период остывания также указан в таблице на фото из пункта 4.
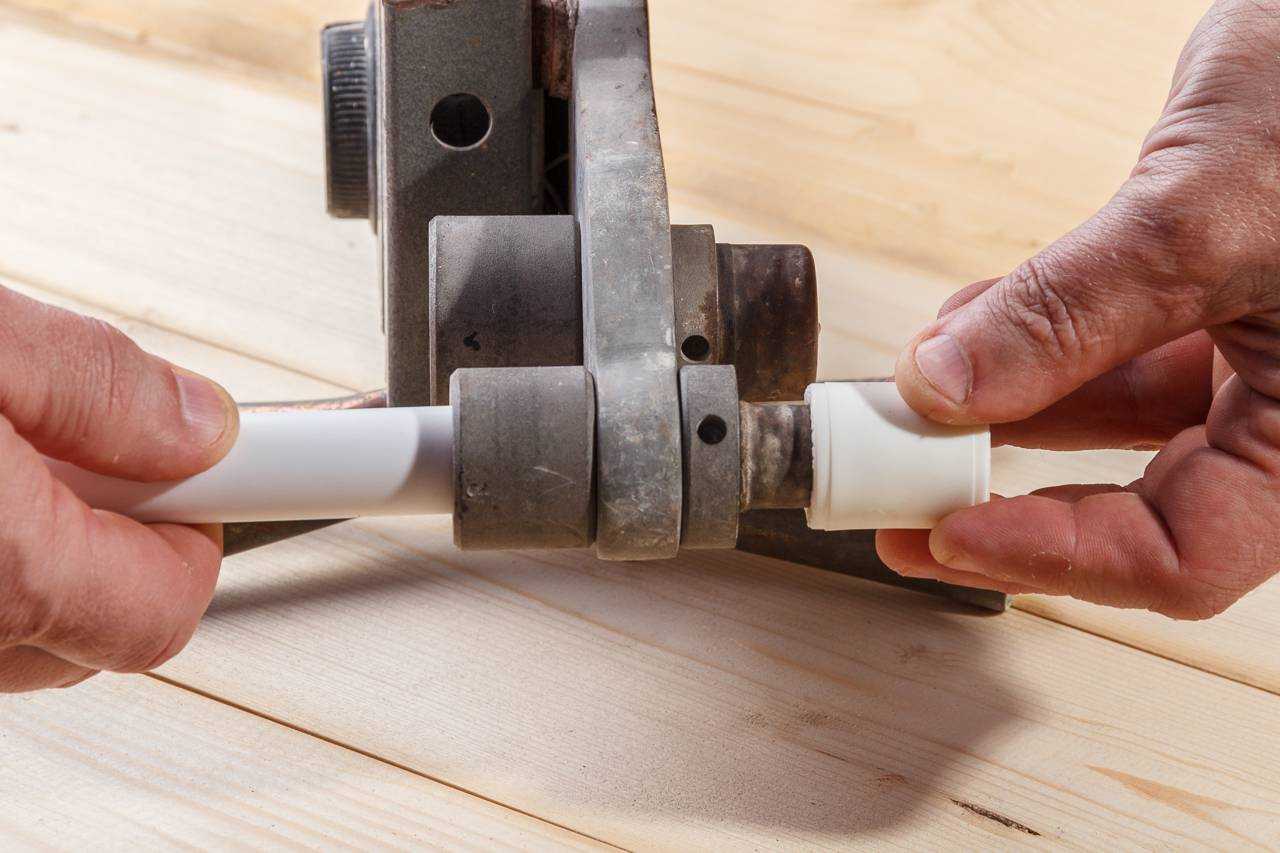
Процесс установки сварного фитинга
Технология монтажа сварных фитингов представлена на видео.
Охлаждение и проверка герметичности
Окончательное охлаждение полипропиленовых труб после сварки крайне важно для обеспечения высокой герметичности соединения. Полипропилен имеет свойство медленно остывать, и если не дождаться полного охлаждения, то существует вероятность возникновения деформаций и трещин на сварном участке
Время охлаждения зависит от диаметра трубы и особых условий монтажа. Обычно для полного охлаждения трубы требуется около 15-30 минут. Однако, чтобы полностью исключить возможность повреждения сварного соединения, рекомендуется дополнительно оставить трубопровод в покое на 1-2 часа.
После охлаждения следует провести проверку герметичности сварного соединения. Для этого можно использовать следующие методы:
- Визуальная проверка: Осмотрите сварной шов и соединение на наличие трещин, шероховатостей или других дефектов. Убедитесь, что полипропиленовое соединение выглядит ровным, гладким и однородным.
- Диффузионный тест: Нанесите на сварной шов уксусную кислоту с помощью ватного шарика. Если кислота начнет пузыриться или появится запах, это свидетельствует о наличии микротрещин или других дефектов, которые могут привести к утечке.
- Гидроиспытание: Заткните концы трубопровода и заполните его водой под давлением. При давлении, равном рабочему, убедитесь, что трубы не протекают и соединение полностью герметично.
Если при проверке герметичности обнаружатся какие-либо дефекты или неплотности, необходимо провести повторную проверку и, если необходимо, исправить проблемы с помощью дополнительного нагрева и прессования.
Важно помнить, что правильное охлаждение и проверка герметичности являются неотъемлемой частью монтажа полипропиленовых труб. Их выполнение в соответствии с рекомендациями поможет снизить вероятность возникновения ошибок при сварке и повысит качество и надежность трубопровода из полипропилена
Ошибки при пайке пластиковых труб
Люди, которые не имеют практического опыта сборки трубопроводов из полипропилена, во время монтажа могут допускать разные ошибки:
Неправильный выбор паяльника. Во время выбора сварочного аппарат для пластика, нужно отдавать предпочтение моделям с регулятором температуры, насадками изготовленным из тефлона.
Перегрев деталей. Из-за этого прочность соединения снизится, появятся пластиковые наплывы внутри трубопровода




Важно точно соблюдать интервал нагревания, чтобы не столкнуться с подобными проблемами.
Перекос во время стыковки деталей. Нужно удерживать одну ось, чтобы соединение получилось ровным.
Спайка возле грязных мест
Любой мусор попадающий на нагретые поверхности приведет к снижению прочности шва.
Важно не спешить, дожидаться полного остывания готового соединения. Как спаять полипропилен в труднодоступном месте? Иногда при сборке нового трубопровода или починке старого возникают трудности, связанные с проведением пайки в труднодоступных местах
Чтобы сделать соединение на таком участке, можно использовать электро-муфту или фитинг американку. Научиться работать с этими деталями может любой человек, ознакомившись с их особенностями.Пример: пайка полипропиленовых труб в труднодоступном месте
Как спаять полипропилен в труднодоступном месте? Иногда при сборке нового трубопровода или починке старого возникают трудности, связанные с проведением пайки в труднодоступных местах. Чтобы сделать соединение на таком участке, можно использовать электро-муфту или фитинг американку. Научиться работать с этими деталями может любой человек, ознакомившись с их особенностями.Пример: пайка полипропиленовых труб в труднодоступном месте.
Пластиковые трубы используются все чаще металлических, поскольку обладают неоспоримыми преимуществами, к которым относятся более длительный период эксплуатации – до 50 лет для полипропиленовых труб, а также высокие звукоизоляционные характеристики, стойкость к температурным скачкам, невысокая электро- и теплопроводность.
ПВХ трубы популярны еще и потому, что очень прочны, надежны и просты в монтаже.
Первоначально такие изделия не паяли. Трубопроводы из полипропилена соединяли с помощью склеивания особыми клеями.
В некоторых странах мира трубы из полипропилена с малым диаметром, которые используют внутри помещений, и сегодня соединяют, склеивая.
Однако надежнее и проще такой метод крепления, как паяние. Из этой статьи вы узнаете, как паять полипропиленовые трубы своими руками.
А чтобы вы лучше понимали технологию работ, рекомендуем читать статьи и смотреть видео, как паять полипропиленовые трубы.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
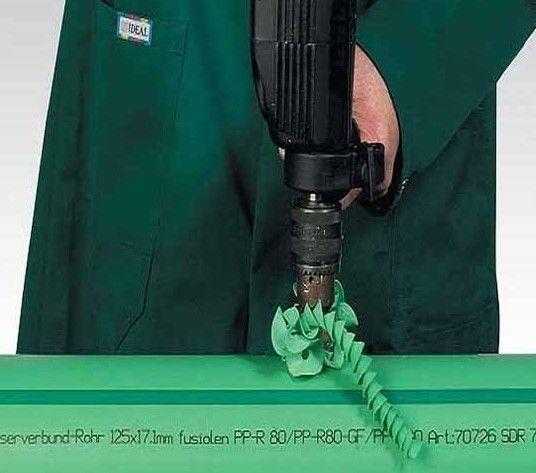
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.
Пример дефекта пайки, полученного в результате ошибочных действий. Мастер чрезмерно нагрел пластиковую трубу, которая, в свою очередь, деформировалась изнутри
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров. Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично. Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.
Распространенная ошибка при пайке полипропиленовых труб – неплотное вхождение конца патрубка внутрь раструба. Труба должна входить до границы ободка или разметочной линии
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Эта зона часто становится каналом, через который вода выдавливается наружу.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки. Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Этапы работы
Корпус
Прежде чем начать делать солнечную панель своими руками, необходимо соорудить для нее каркас. Он защищает батарею от повреждений, влаги и пыли.
Корпус собирается из влагостойкого материала: фанеры, покрытой влагоотталкивающим средством, или алюминиевых уголков, к которым силиконовым герметиком приклеивается оргстекло или поликарбонат.
При этом нужно соблюдать отступы между элементами (3-4 мм), так как необходимо учитывать расширение материала при повышении температуры.

Пайка элементов
Фотоэлементы выкладываются на лицевую сторону прозрачной поверхности, так, чтобы расстояние между ними со всех сторон было 5 мм: таким образом учитывается возможное расширение фотоячеек при повышении температуры.
Фиксируются преобразователи, имеющие два полюса: положительный и отрицательный. Если вы хотите увеличить напряжение, соединяйте элементы последовательно, если ток — параллельно.
Во избежание разрядки аккумулятора ночью, в единую цепь, состоящую из всех необходимых деталей, включают диод Шоттки, подсоединяя его к плюсовому проводнику. Затем все элементы спаивают между собой.

Сборка
В готовый каркас размещаются спаянные преобразователи, на фотоячейки наносится силикон — все это накрывается слоем из ДВП, закрывается крышкой, а места соединений деталей обрабатываются герметиком.
Даже городской житель может сделать и разместить солнечную батарею на балконе своими руками. Желательно, чтобы балкон был застеклен и утеплен. Вот мы и разобрали, как сделать солнечную батарею в домашних условиях, оказалось, это совсем несложно.

Необходимый инструмент для пайки полипропиленовых труб малого диаметра
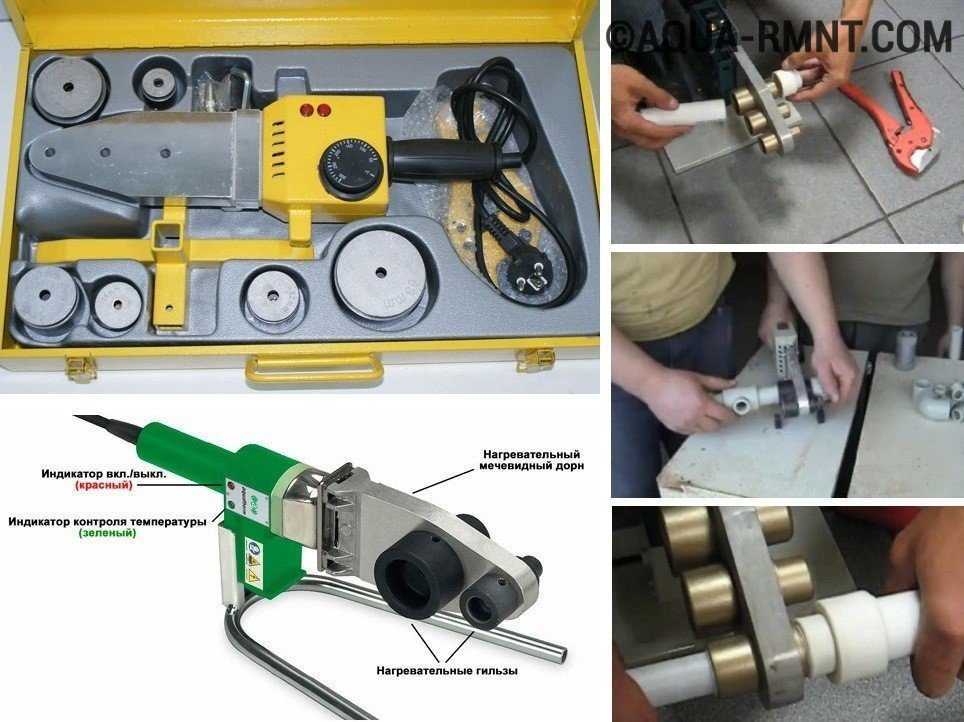
Метод термической диффузии, используемый для сваривания элементов из полипропилена, реализуется за счет их нагрева специальными устройствами, обычно именуемыми паяльниками или утюгами. Конструктивно агрегат представляет собой стальной корпус с вмонтированным нагревательным тэном, к которому прикручиваются цилиндрические нагреватели (насадки), по размерам соответствующие стандартным наружным диаметрам полипропиленовых труб.
Температура задается механическим терморегулятором и двумя выключателями, в более современных устройствах устанавливается электронный индикатор температуры с процессорным управлением нагревом. Основное количество утюгов имеют плоскую форму, менее распространенная разновидность имеет круглый нагревательный элемент, насадки на котором фиксируются двусторонними прижимными винтами.
Помимо утюга для сварного монтажа магистрали из полипропилена требуется следующий инструмент:
- Ножницы. Предназначены для нарезки полипропиленовых труб, часто идут в комплектации с паяльным прибором.
- Карандаш и рулетка. Инструмент, а также уголок и ножик, служат для точного обмера и контроля расположения вырезаемых участков, снятия внутренней фаски.
- Набор соединительных фитингов. Включает в себя прямые и угловые муфты, тройники, краны, резьбовые фитинги и другие детали арматуры, служащие для изменения направления или подключения сантехнических приборов в магистраль.
- Средства бытовой химии. Вещества могут понадобиться для обезжиривания свариваемой поверхности и ее очистки от грязи.

Рис. 3 Инструменты для работы с ППР
<center>
</center>
Достоинства полипропиленовых труб
Полипропиленовые трубы имеют неограниченное количество положительных моментов, по сравнению с другими видами материалов. Они не подвержены коррозии и появлению грибка. Имеют высокий срок эксплуатации. По этим причинам изделия из пластика имеют широкую сферу применения, как в промышленных, бытовых, так и ремонтных работах.
Для установки полипропиленовых труб требуется наличие специального паяльного аппарата. Любое соединение пластиковой трубы с элементами водопровода осуществляется посредством специальных соединительных деталей. Рассмотрим более подробно, как профессионально паять трубы из пластика.
Особенности монтажа отдельных узлов
При необходимости собрать сложное соединение из полипропилена, его монтаж лучше проводить отдельно, на твердой поверхности, где достаточно места для работы. Готовый узел проще вставить в трубопровод, чем паять каждую деталь на весу.
Для монтажа спаянного узла в готовый трубопровод потребуется помощник. Трубы следует обрезать с учетом размера устанавливаемого узла и зачистить. Пайку начинают с более труднодоступной стороны.
Сварка узла на весу производится также при помощи помощника, поскольку одному мастеру невозможно удержать правильное направление при соединении деталей.
Сварка полипропиленовых труб в углах производится с помощью специальных заготовок среза трубы под углом 90℃ или с применением переходников, уголков. Нагрев соединяемых частей производится одновременно с одной стороны сварочного полотна. Для упора инструмента потребуется помощник.
Многим кажется, что ремонтировать конструкции из полипропилена – это несложно. Но так происходит ровно до тех пор, пока ремонт и пайку полипропиленовых труб не потребуется провести в труднодоступных местах. Набор инструментов и знаний позволят решить эту задачу.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.






Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Какое оборудование потребуется для пайки
Большинство домашних систем водопровода или отопления конструируется из труб наружного диаметра 16-63 мм. Сваривать изделия рекомендуется враструб или с использованием соединительной арматуры (муфт).
Необходимым оборудованием является паяльник для пайки пластиковой продукции с насадками соответствующих диаметру труб (подробнее: “Как устроен паяльник для труб ПВХ и как его использовать”).
Выбор паяльников на сегодняшний день достаточно велик, и чтобы принять правильное решение, требуется присмотреться к основным их эксплуатационным характеристикам:
- Мощность. Наиболее важный параметр. Для домашнего мастера, использующего пластиковые трубы стандартных диаметров, мощности 1200 Вт будет вполне достаточно. Паяние пластиковых труб агрегатами мощностью от 1800 Вт проводится значительно легче и быстрее, однако для домашнего использования вполне будет достаточно минимальной указанной мощности.
- Количество насадок. Количество поставляемых в комплекте насадок в каждом случае разное, и чем их больше, тем лучше. Насадки – это именно то, чем спаивают пластиковые трубы. Хорошие элементы должны быть покрыты тефлоном, предотвращающим пригорание материала. Каждая насадка состоит из гильзы для оплавления наружной поверхности изделий и дорна – для внутренней части труб.
- Если есть материальные возможности, следует приобрести паяльник, на который одновременно можно установить сразу несколько насадок: это значительно сэкономит время, так как для замены насадки необходимо каждый раз остужать инструмент, а потом, для возобновления работы, снова его нагревать.
- Дорогие профессиональные паяльники снабжены узлом электронной регулировки температуры нагревания, позволяющим устанавливать её значение с точностью 1-5°С. Мастеру, задавшемуся вопросом, как паять трубы паяльником, можно и не приобретать дорогостоящую продукцию, а измерять температуру насадки с помощью соответствующего градусника.
Если же температура меньше установленной, трубы не достигают требуемой пластичной вязкости и соединение не будет являться однородным, соответственно, и достаточно надёжным: в частности, нельзя будет положиться на гидроизоляционные свойства такого шва.
Кроме паяльника, необходимы будут ножницы для разрезания полимерных труб. Можно, однако, обойтись и ножовкой.
Рекомендации — как паять полипропиленовые трубы
Прежде чем приступать к паяльным работам, следует внимательно изучить технологию, необходимые инструкции, научиться пользоваться паяльником, чтобы снизить риски неисправимых ошибок.
При пайке труб необходимо помнить, что это часть пайки трубопровода, поэтому работы следует начинать с их наиболее сложного шага – разметки. 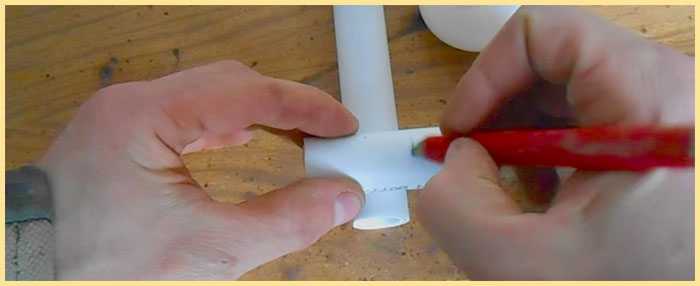
Именно разметка подскажет, как ровно паять полипропиленовые трубы. Хорошо, когда разметку выполняет специалист, знакомый с чертежами трубопроводной системы, и представляющий реализацию чертежей.
Резка труб
Прежде чем отрезать трубы, меряют интервал между фитингами и к полученному расстоянию прибавляют 3 см. После этого аккуратно, под прямым углом режут трубу специальными ножницами.
На трубу надевают фитинги, маркером отмечая на ней глубину, тем самым нанося на изделие поперечную отметку. А продольная даст возможность состыковать трубопроводные элементы по осям.
Пайка полипропиленовых труб
Сначала следует включить паяльник и в его отверстие вставить насадку нужного диаметра. Используя терморегулятор, необходимо установить оптимальную температуру пайки.
Рекомендуемая величина:
- 260°С – для полипропиленовых труб;
- 220°С – для полиэтиленовых.
Паяльник прогревают за 10-20 минут. О готовности к работе можно узнать по индикатору нагрева.
Далее на насадку паяльника в умеренном темпе надевают элемент трубопровода, который нужно нагреть. Его греют в течение необходимого по технологии времени и быстро снимают с насадки, придерживая паяльник, если это необходимо.
Сколько паять полипропиленовые трубы? Как правило, полипропиленовая труба остывает секунд за 8-10, а значит, работать нужно довольно быстро. С помощью насадки за раз можно прогреть два элемента – параллельно по внешней и внутренней поверхности.
Нагретый элемент надевают на трубу, совмещая поперечные и продольные отметки. После этого убеждаются в качестве соединений
Важно, чтобы по внешнему виду паяльный шов был ровным
Для качественного соединения лучше паять трубы в течение времени, указанного в технологических таблицах.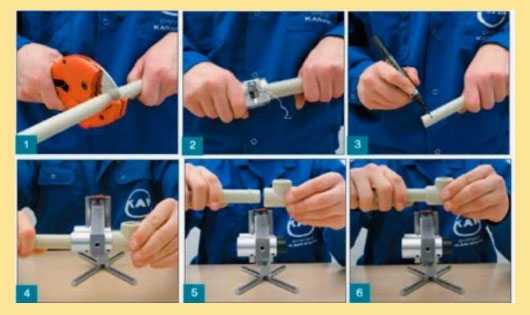
В ходе работ следует пользоваться защитными перчатками. Работать с полипропиленовыми трубами необходимо внимательно и терпеливо.
Паяние труб несложный процесс, но весьма ответственный. Если вы хотите лучше понимать, как паять армированные полипропиленовые трубы, видео на этой странице поможет вам разобраться в технологии паяльных работ.
Паяльник для полипропиленовых труб
Новичку не рекомендуется приобретать такой аппарат. Его можно изготовить из утюга и соответствующих материалов, сэкономив при этом значительную сумму.
Способ первый
Для изготовления самодельного паяльника понадобятся:
- вышедший из строя старый утюг, у которого сохранился нагревательный элемент;
- детский металлический конструктор;
- резиновая ручка;
- тумблер;
- асбестовый шнур;
- дюраль;
- изолента.

Технология изготовления
болгаркой от дна утюга срезаются все лишние детали;


- изготавливается алюминиевая накладка;
- из конструктора монтируется коробка; в нее устанавливаются лампочка и резиновая ручка;
- к проводу подсоединяются тумблер и регулятор паяльника;

- все детали соединяются в одно целое;
- припаиваются кабели;
- к корпусу, предварительно положив асбестовую прокладку, прикручивается болтами нагревательный элемент.

Таким образом, потратив немного времени, используя подручный материал, вы становитесь обладателем самодельного паяльника для сварки труб из ПП.
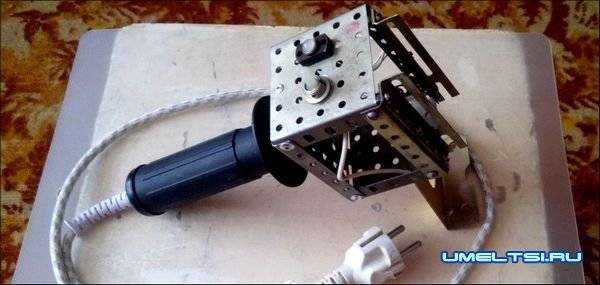
Способ второй
Для изготовления инструмента понадобятся парная насадка стоимостью 215 р. и выброшенный подожженный утюг. На его сборку требуется примерно два часа.





Сначала нагревающийся прибор устанавливается вертикально. Фитинг одновременно с трубой надевается на разогревающие насадки. Для обеспечения возможности проводить операции на стене утюг нужно подвергнуть небольшой модернизации: обрезать «жало» подошвы и слегка его закруглить. Нелишним будет применение термопасты.

Известно, что таким самодельным аппаратом было сварено несколько трубопроводов. Качество работы получилось довольно высоким.
После нагрева утюга, удерживая его за ручку, первой снимается труба. Сразу удалять фитинг не нужно, поскольку его толщина не дает ему быстро расплавиться. Остается придержать рукой трубу с утюгом и снять фитинг.
Чтобы соединить изделия, необходимо приложить небольшие усилия, пока не образуется ровного облоя по всему периметру детали крепежа.
В этом положении нужно подержать соединение примерно 15-20 секунд, пока не начнется полимеризация. Сварка на стене отличается простотой: одной рукой придерживается нагревающийся прибор, другой – труба.
Способ третий
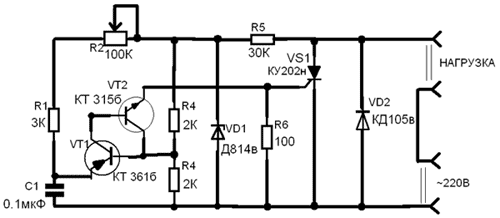
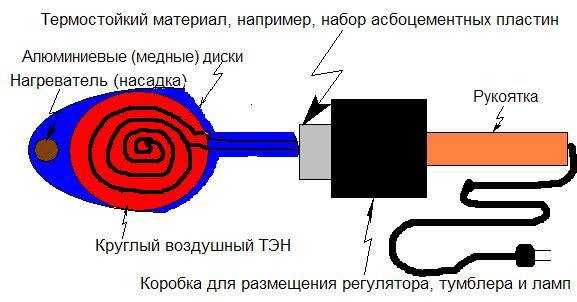
Изготавливаем утюг, оборудованный регулятором температуры, в качестве которого будет выступать специальное управляющее устройство мощности, собранное на тиристоре. Для паяльных работ подается напряжение, равное 170В. Для создания приспособления используются алюминиевые или медные пластины. На фотографии показана деталь толщиной 0,8 мм, однако значение этой величины может варьироваться в большую сторону.
Плоские элементы нужны, чтобы нагреватель не начал остывать в момент надевания трубы. Для работы используется ТЭН (1 кВт) от устаревшей плиты «Мечта». Так как радиатор почти не нагревается, его можно уменьшить. Для установки тиристора и диода прокладки не требуются. Конструкция самого утюга может иметь любой вид, все зависит от вашей фантазии.



Ниже приведена схема регулятора мощности.
С каждой стороны спирали можно установить алюминиевые прокладки в виде круглых блинов. К корпусу крепится ручка с регулятором и зафиксированным тумблером. Другими словами, можно заняться тюнингом.
Принцип всех устройств всегда один: для пайки труб из ПП нужно соблюдать определенную температуру.
Особенности и нюансы практического использования пропиленовых труб
Промышленность выпускает трубы для водопровода, газопровода, канализации, отопительных и вентиляционных систем. Стандартная длина для наружных работ – 5 погонных метров. Есть модели для внутренних работ – размером от 0.3 до 2 метров.
Диаметры полипропиленовых труб определяют по таблице в пределах от 40 до 150 и больше миллиметров.
Чаще всего встречаются многослойные полипропиленовые трубы: два наружных слоя – полимер, внутренний – стекловолокно, средние – алюминиевые прослойки.
Механические свойства:
- Предельно выдерживаемая температура – 145°С;
- Плотность полимера – 0,9 грамм/куб см;
- Выдерживает нагрузку на разрыв – 25 ньютон/кв. мм;
- Предел текучести – до 50%;
- Теплоемкость – 2000 Дж кгС.
Плюсы и минусы в эксплуатации:
- В 9 раз легче металла – удобен в транспортировке, погрузке и монтаже;
- Срок службы от 50 лет и выше;
- Высокий уровень шумопоглощения;
- Металлическая часть полностью скрыта полипропиленом, поэтому устойчива к коррозии.
- Слабое противостояние ультрафиолету – наружные магистрали следует укрывать в траншеи или деревянные короба;
- Линейное тепловое расширение требует дополнительного устройства компенсаторов при разводке пластиковых труб.
Классификация:
| Код | Материал | Свойства | Целевое назначение |
| PPH | Гомополимер | Не переносит высоких температур | Для внутренних разводок канализации |
| PPB | Блок сополимер | Термоустойчив | Для теплых полов и водопровода |
| PPR | Рандом сополимер | универсальный | Для отопления и горячего водоснабжения |
Маркировка:
- PN 10 – для установки инженерных систем холодного водоснабжения.
- PN 16 – применяют для транспортных газовых магистралей или жидкостей до 60°С.
- PN 20 – для горячего водоснабжения и отопительных систем до 95°С.
- PN 25 – используются в промышленности для транспортировки пара и горячих смесей, а также в коммунальном хозяйстве, при обустройстве теплого пола и отопления.
На заметку: Расценки на трубы различны в зависимости от предназначения.
Специфика монтажных работ при работе с ПП трубами
Разметка труб также должна выполняться с высокой точностью. Любое соединение подразумевает, что труба будет заткнута в тройник или фитинг на определенное расстояние, которое называют глубиной пайки. Такой запас длины должен соблюдаться на каждом сегменте. Вставляя трубу нужно обязательно отмечать границы, по которые будет производиться их вставка.

Глубина, на которую необходимо задвигать трубу в прогреваемые соединители, зависит от диаметра этих труб (первое значение – диаметр трубы, а второе – запас длины под вставку):
- 2 сантиметра – 1,4-1,7 сантиметра;
- 2,5 сантиметра – 1,5-1,9 сантиметра;
- 3,2 сантиметра – 1,6-2,2 сантиметра;
- 4 сантиметра – 1,8-2,4 сантиметра;
- 5 сантиметров – 2-2,7 сантиметра;
- 6,3 сантиметров – 2,4-3 сантиметра.
Более точное значение можно получить лишь после того, как будут подобраны фитинги, поскольку нужно учитывать, что в один такой соединитель буду входить сразу две трубы, а значит, его ширина должна быть не меньше двух заступов (из тех, что указаны в списке выше).