

Как паять стальные детали
Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.
Какая сталь паяется хорошо
Отдельные марки стали хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. Как правило, мягкие стали «для гвоздей» легко паяются. На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями. Но также имеются электротехнические марки, особо твердые и упругие, и применяемые для валов, точной механики. Здесь уже как повезет…
Вопрос в том, что определить марку на глазок домашнему мастеру невозможно. Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Как выполняется соединение оловом – порядок действий
Все зависит от того, насколько удачно можно залудить данную деталь, насколько прочным окажется контакт оловянного припоя со сталью. Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:
зачистку стали, химическую зачистка под припоем;
разогрев детали до температуры плавления припоя, нахождение припоя на детали под флюсом некоторое время в текучем состоянии.
Зачистка стали выполняется сперва механически, — наждачной бумагой, убираются слои ржавчины и загрязнений. Затем в качестве флюса применяется состав, который хорошо реагирует с окислами железа.
Наиболее безобидной в применении, но эффективной в данном случае, оказывается ортофосфорная кислота, которую легко приобрести в автомагазине, как «очистку ржавчины».
Требуемая мощность разогревающих устройств полностью зависит от массы деталей.
Процесс пайки двух стальных деталей
Если нужно спаять два больших гвоздя, то мощности одного паяльника 100 Вт будет маловато. Для разогрева зажатого в тисках большого гвоздя, или подобной по массе детали из стали, нужно воспользоваться строительным феном. Или газовой горелкой.
Также понадобится вата на палочке, для подачи флюса в зону разогрева, и паяльник от 50 Вт.
Зачищенная наждачкой сталь разогревается горелкой.
На горячую деталь наносится ортофосфорная кислота и тут же подается паяльником расплавленный оловянный припой.
Как правило, у стальных деталей, которые поддаются пайке, возникает весьма прочная связь с оловом, т.е. происходи покрытие металла, — залуживание.
Это же повторяется с другой деталью. Затем разогреваются две детали, находящиеся вместе, и в зону контакта подается дополнительный припой паяльником.
Насколько прочна пайка стали, можно ли сделать прочнее
Прочность такого соединение будет обуславливаться многими факторами:
прочностью связи припоя с металлом,
направлением нагрузки по отношению к спаянным плоскостям.
Но в любом случае прочность пайки оловом не идет ни в какое сравнение с тем, что привыкли понимать под прочностью характерной для стали или «сварка металла».
Упрочить можно применив другой припой, — специальные прочные составы и более тугоплавкие с включением серебра, цинка, меди и др.
Другое направление увеличения прочности – покрытие припоем не только плоскости, но и боковин детали, — охват детали припоем. Тогда сопротивление на отрыв при разнонаправленных нагрузках будет больше.
Особопрочная пайка, особые припои
Чтобы применить составы дающие прочное соединение со сталью, с собственной температурой плавления порядка 800 — 900 град, нужно использовать графитовый тигель.
Работу должны вести только специалисты по плавке металлов. Необходимо знать основы плавления металлов, порядок обращение с расплавами и технику безопасности. В общем, пайка стали сверхпрочными припоями выполняется на специализированных предприятиях.
55% цинка, 45% меди, немного кремния для увеличения текучести.
Состав расплавляется под слоем угля в графитовом тигеле.Стальные детали, подлежащие пайке, разогреваются газовой горелкой. В качестве флюса используется ортофосфорная кислота.Расплав подается на детали. Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя.Но подобная пайка стали по сложности превосходит простую сварку….
Но в быту, где нужно «залатать», «прикрепить», «состыковать» две стальные детали, нужно пользоваться припоями с низкой температурой плавления, типа свинцово-оловянных.
Источник
Припои и флюсы – как правильно подобрать
Правильный подбор припоев и флюсов играет огромную роль. Приобрести их можно опять же на строительном рынке. На сегодняшний день можно найти самые разнообразные виды флюсов и припоев, которые являются универсальными и отлично справляются с решением всех поставленных перед ними задач.
Флюсы необходимы для протравливания проводов, а также растворения и снятия оксидной пленки. Это очень важный момент, поскольку оксидные пленки в дальнейшем могут привести к появлению коррозии металла. Флюсы могут отличаться в зависимости от сплава соединяемых элементов и типа металлов. Как правило, в качестве флюса выступает смесь щелочей, кислот и специальных металлических солей, которые активно вступают в реакцию при достижении огромных температур. Можно подбирать флюс исходя из медных проводов, которые вы собираетесь припаивать, а можно приобрести универсальный флюс.
Существует условная градация флюсов, в соответствие с которой они делятся на две группы – активные и выполненные на основе канифоли. Основой для производства первой группы выступают неорганические кислоты, обычно соляной или хлорной. При помощи активных флюсов можно припаять практически любые провода, а также прочие металлические конструкции.
Без недостатков тоже не обошлось: подобные вещества оказывают сильнейшее воздействие на медь, вызывая корродирование соединений, что требует немедленного удаления флюса сразу же после пайки. Кроме этого использование подобных элементов может стать причиной короткого замыкания, поскольку они отличаются высоким уровнем проводимости.
Флюсы из второй группы производятся из канифоли, которая, к слову, иногда применяется даже в чистом виде. В состав таких жидких флюсов входят глицерин и спирт, которые полностью испаряют при нагревании паяльником. Эффективность жидких флюсов не так велика, как у активных, однако при работе с цветными металлами стараются использовать именно такие вещества, которые выполняются на основе соединений из органической химии. Но при работе с ними также потребуется максимально быстро смывать флюс с поверхности только что образованного соединения, иначе может проявить себя эффект корродирования.
В качестве флюса иногда используется канифоль в чистом виде
Если работа с флюсами может вызывать некоторые вопросы, то с припоями все гораздо проще. Медные провода припаиваются при помощи свинцово-оловянных веществ марки ПОС. В торговом наименовании товара указывается цифра после маркировки, которая обозначает уровень содержания олова. Рекомендуется отдавать свое предпочтение той продукции, в которой олова больше. Это способствует увеличению электропроводимости нового соединения, а также его прочности. Свинец же в припое выступает в качестве добавки, необходимой для нормализации процесса застывания, поскольку без него олово покрывается трещинами и разрушается с течением времени.
Припои могут производиться и по другим технологиям. К примеру, в последнее время большую популярность приобрели бессвинцовые добавки, в которых вместо свинца используется цинк или индий. Преимущества подобных веществ заключается, в первую очередь, в экологической безопасности, поскольку цинк, как и индий, относятся к категории безопасных нетоксичных элементов. Если паять провода из меди с помощью бессвинцовых припоев, существенно увеличивается прочность пайки, а также возрастает устойчивость к коррозии.
В чем заключается необходимость лужения проводов
Современные проводники изготавливаются из цветных сплавов, покрытых изоляционным слоем, что сопровождается повышенным сопротивлением к коррозионному воздействию. При выполнении их соединения требуется зачистить часть изоляции. Это приводит к образованию контакта с воздушной средой, а со временем — к окислению поверхности проводника.

Лужение провода препятствует окислению токопроводящего материала
Для исключения указанных проблем следует лудить зачищенные участки проводов. Облуживание удалит с открытых жил кабеля оксидные примеси и позволит повысить сцепление между соединяемыми элементами.
Припой для пайки алюминия
Припой для пайки алюминия делается на основе цинка или алюминия. В него вносятся добавки для достижения различных характеристик: для понижения температуры плавления, увеличения прочности. Производят их в Америке, Германии, Франции, России. Рассмотрим некоторые из них.
Распространенный и широко разрекламированный припой для алюминия — HTS 2000. Его производит компания из США. Практика свидетельствует о его непрочности: спаянные детали пропускают воздух и влагу. Без флюса его применять невозможно.
Castolin 192FBK на основе цинка (97%) и алюминия (2%) производится во Франции. Компания Castolin выпускает припои 1827 и AluFlam-190, предназначенные для пайки меди и алюминия при 280°С.

Castolin 192FBK — трубчатый припой, содержащий в сердечнике флюс. Выпускается в виде прутков, 100 г которых стоит 100-150 руб. Хорошо паяет мелкие отверстия и трещинки.







Chemet Aluminium 13 — припой, используемый при сварке деталей при 640°С и выше. В его основе лежит алюминий (87%) и кремний (13%). Температура плавления припоя — около 600°С. Выпускается в виде прутков, которых на 100 г приходится 25 шт. 100 г стоят 500 руб. Разновидность под наименованием Chemet Aluminium 13-UF имеет полую структуру и содержит в сердечнике флюс. Его стоимость за 12 прутков, которые весят 100 г, 700 руб.
Алюминиевый припой производится и на отечественных предприятиях. Для пайки с помощью газовой горелки применяется состав марки 34А. Он плавится при температуре 525°С, хорошо паяет сплавы АМц, АМ3М, АМг2. 100 г стоят 700 руб.
Марка А состоит из 60% цинка, 36% олова и 2% меди. Плавится при 425°С. Выпускается прутьями весом 145 г. Стоимость одного прута — 400 руб.
SUPER A+ производится в Новосибирске и является аналогом HTS-2000. Применяется вместе с флюсом марки SUPER FA. Стоит 800 руб. за 100 г. В расплавленном состоянии становится тягучим, приходится применять стальные инструменты для его разравнивания.
 Watch this video on YouTube
Watch this video on YouTube
Заплатка своими руками на кузов автомобиля из стекловолокна
Первый вариант, предложенный нами, это использование стекловолокна. Действительно, данный материал используется автолюбителями уже часто и успешно. Плюсов тому много, это и универсальность изготовления форм, и коррозионностойкость, и простота работы, и относительная дешевизна. Для фиксации стекловолокна и формирования форм используется эпоксидная смола. А теперь о том же, но с частным примером. Место установки будущей заплатки зачищается от ржавчины и грязи.

Далее наносим слой эпоксидной смолы и накладываем стекловолокно пропитанное ей же.

В итоге, после подсыхания наносим еще несколько слоев стеклоткани пропитанной эпоксидкой. Как мы говорили метод этот вполне доступный для автолюбителей, но и не лишен недостатков. Во-первых, это не достаточно высокая адгезия, а значить вероятность того, что ваша заплатка оторвется. Во-вторых, чрезмерно разные температурные расширения металла и стекловолокна, что опять же сказывается на прочности соединения этих материалов между собой. Метод этот более приемлем для пластиковых деталей и ему подобных. В любом случае, если у вас нет особых альтернатив, вариант этот вполне приемлем. Разве что эпоксидку и стеклоткань после затвердевания лучше всего пропитать битумом или чем-то аналогичным, то есть покрасить.

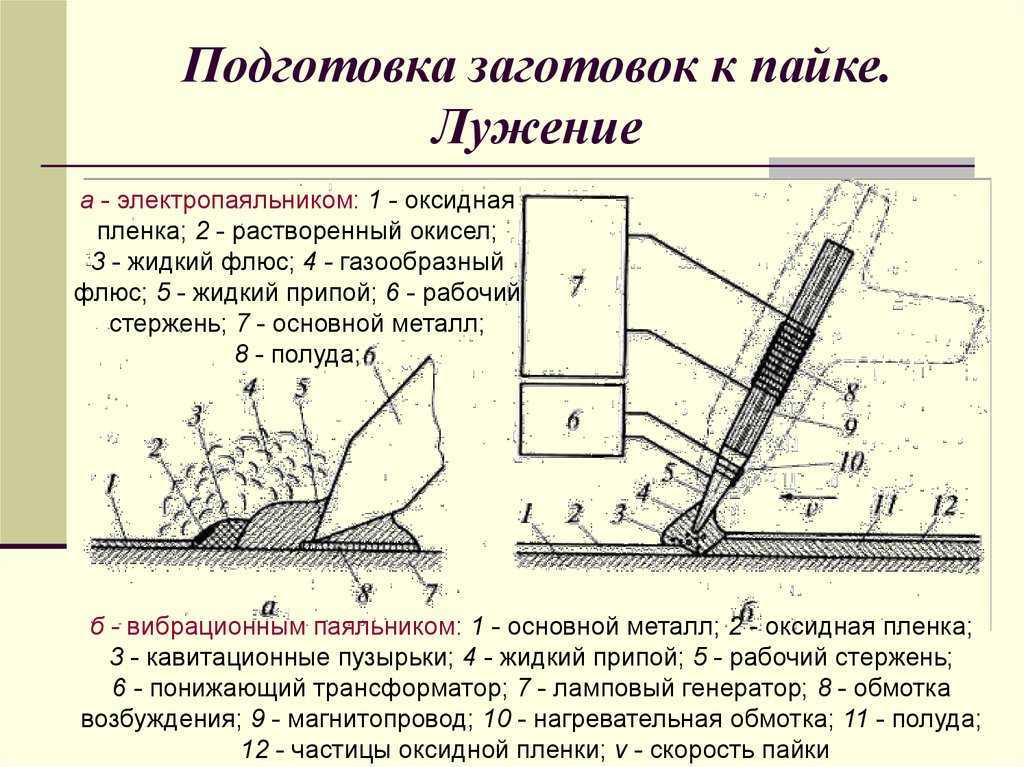
Лужение
Лужение – это процесс покрытия тонким слоем припоя поверхности припоя – может быть как самостоятельной, конечной операцией, так и подготовительным и промежуточным этапом пайки. Когда это подготовительный этап, в большинстве случаев успешное лужение детали означает, что самая трудоемкая часть паяльной работы (соединение с металлом припоя) выполнена, припаять друг к другу облаженные детали, как правило, не составляет особого труда.
Лужение кончиков электрических проводов является одной из самых частых процедур. Ее производят перед припайкой к контактам проводов, между собой спаиванием или для того чтобы обеспечить более лучший контакт с клеммами при подсоединении при помощи болтов. Из многожильного облуженного провода сделать удобно колечко, которое обеспечивает удобство при креплении к клемме, а также отличный контакт. Провода могут быть алюминиевыми и медными, одножильными и многожильными, лаком покрытыми или нет, новыми и чистыми или старыми закисленными. В зависимости от данных особенностей их обслуживание и различается.
Проще всего будет лудить медный одножильный провод. Если новый он, то окислами не покрыт и даже без зачистки лудится, нужно просто флюс нанести на поверхность провода, нанести припой на прогретый паяльник и по проводу проводить паяльником, пи этом слегка поворачивая провод. Лужение, как правило, осуществляется без проблем. Если же не хочет лудиться проводник – из-за наличия лака (эмали), то вам поможет обыкновенный аспирин. Знание о том, как паяльником паять при помощи таблетки аспирина (ацетилсалициловая кислота) может оказаться в некоторых случаях очень полезным. Необходимо ее положить на дощечку, к ней прижать проводник и паяльником прогреть его в течение нескольких секунд. При этом плавиться начинает таблетка, и разрушает лат образующаяся кислота. Провод после этого легко лудиться.
Если аспирина нет, то с поверхности проводника убрать мешающий лужению лак также помогает и хлорвиниловая изоляция от электропроводов, которая выделяет при нагревании вещества, разрушающие лаковое покрытие. Необходимо к кусочку изоляции прижать паяльником проводок и протащить несколько раз его между паяльником и изоляцией. После чего в обычном порядке облудить провод. При зачистке от лака с помощью ножа и наждачной бумаги нередки надрезы и обрывы тонких жил провода. При зачистке с помощью обжига, провод потерять может прочность, и сломаться легко. Следует также учитывать, что расплавленный аспирин и поливинилхлорид в воздух выделяют для здоровья человека вредные вещества. Еще, для проводов покрытых лаком (эмалью) можно будет купить специальный флюс, который удаляет лак.
Новый медный многожильный провод также легко лудиться, как и одножильный. Состоит единственная особенность в том, чтобы его вращать в ту сторону, при которой скручиваться будут проводки, а не раскручиваться. Могут быть старые провода покрыты окислами, которые препятствуют лужению. Поможет с ними справиться та же таблетка аспирина. Необходимо проводник расплести, его положить на аспирин и паяльником прогреть несколько секунд, проводником двигая взад-вперед и исчезнет ваша проблема облужения. Потребуется для лужения алюминиевого провода специальный флюс – к примеру, тот, который и именуется так «флюс для пайки алюминия». Является универсальным данный флюс и также подходит для пайки металлов с химически стойкой окисной пленкой – в частности нержавеющей стали. Необходимо при его использовании только не забыть про то, что следует после очистить соединение от всех остатков флюса, чтобы избежать коррозии. Если образовался избыток прибоя на них при лужении проводов, то его можно убрать, расположив вертикально провод концом вниз и к его концу прижав нагретый паяльник. С провода на паяльник стечет лишний припой.
Лужение деталей
Научиться паять без паяльника самые различные вещи и детали не следует считать чем-то совсем невозможным. Для этого достаточно освоить прием приготовления жидкого припоя, который применяют для лужения и для пайки.

Под процедурой лужения понимается нанесение тонкого слоя оловянного сплава на поверхность подлежащих пайке выводов радиодеталей или концов проводов. Основное её назначение – улучшения электрического контакта в месте соединения и облегчение последующего процесса пайки.
Подготовка и разогрев припоя

- потребуется металлическое корытце небольшой ёмкости (наподобие крышки от стеклянных банок или растворимого кофе);
- необходимо подготовить строго дозированные (мелко наструганные) кусочки низкотемпературного припоя ПОС-60 и немного растолченной в порошок канифоли;
- ещё одно условие возможности лужения без паяльника – наличие очага разогрева активных составов (для этого подойдёт любой источник открытого огня, включая свечу, сухой спирт или небольшой костёр).
Источники тепла
Последний приём разогрева зоны лужения из соображений безопасности может использоваться только вне жилого дома (на садовом участке или в огороде, например).
В городских условиях некоторым умельцам удаётся расплавлять тщательно подготовленную для лужения паяльную смесь (порошок канифоли плюс припойная стружка) хорошо раскалённым на газу стальным гвоздём.
Процесс лужения

При работе с проводами с их краёв обязательно снимается участок изоляция длиной приблизительно 20-30 мм.
В случае, когда требуется залудить места соединения между медными листовыми заготовками, действовать нужно следующим образом. Сначала эти детали посредством струбцин плотно поджимаются одна к другой, после чего разогретая жидкая смесь заливается непосредственно в стыковочную зону. После полного её остывания струбцины можно ослабить и получить две готовые к пайке заготовки.
Ещё один способ обработки лужением плоских деталей предполагает использование для этих целей мелко наструганного припоя и маленького цельного кусочка канифоли. При этом источник нагрева (точнее – пламя открытого огня) подносится к нижней части детали, расположенной прямо под участком пайки. После полного расплава припоя он вместе с канифолью растирается по обрабатываемой поверхности стальным бруском.
По завершении этой процедуры излишки состава удаляются чистой мягкой тряпкой. При лужении поверхностей стальных заготовок канифоль уже не потребуется. В этом случае вместо неё используется паяльная кислота, заливаемая в мелко наструганный припой. Процесс лужения этого металла без использования паяльника полностью аналогичен уже описной процедуре.
Зачем лудить провода

Многие люди не совсем понимают, зачем все это вообще нужно делать. А дело в том, что на воздухе медь начинает процесс окисления, соответственно это приводит к ухудшению контакта между проводами. Если этот контакт оказывается слишком слабым, то он начинает перегреваться, поэтому может произойти возгорание проводки. Чтобы этого избежать, необходимо лудить все зачищенные жилы, тем более что сделать все это совсем не сложно.
Также лужение вы сможете использовать во время соединения светодиодной ленты пайкой. В этой случае она станет более надежной, со временем контакты не отпадут и будут долгое время радовать вас красивым светом в комнате.
Фото инструкция как залудить жало паяльника























https://youtube.com/watch?v=3N2hwPhFJyw
Также рекомендуем просмотреть:
- Принцип работы плазмотрона
- Токарные станки по металлу для дома
- Споттер своими руками
- Как сделать аппарат точечной сварки
- Как собрать простой сварочный аппарат в домашних условиях
- Стол для сварки своими руками
- Какие типы сварочных аппаратов бывают
- Выбор хорошего сварочного провода
- Какой сварочный полуавтомат лучше
- Как выбрать проволоку для сварки
- Обзор лучших плазменных сварочных аппаратов
- Технология газовой сварки металлов
- Горелка для полуавтоматической сварки
- Обзор лучших сварочных электродов
- Как выбрать сварочный трансформатор
- Инверторные сварочные аппараты
- Обзор лучших масок для сварщика
- Как выбрать сварочный аппарат для дома
- Как запаять автомобильный радиатор охлаждения своими руками
- Современное сварочное оборудование
- Холодная сварка для металла
- Ручная дуговая сварка
- Как выбрать хороший костюм сварщика
- Как правильно паять паяльником
- Какой сварочный аппарат лучше для дома
- Инструкция, как и чем варить алюминий
- Как научиться варить металл
Помогите сайту, поделитесь в соцсетях
3+
Применение технологии
При лужении применяется олово или сплавы на его основе.
Оловянное покрытие применяется для:
- нанесения на латунные детали, которые подвергаются пайке;
- защиты поверхностей стальных изделий при азотировании;
- отделения металлических изделий способом нанесения слоя олова при сопряжении медных поверхностей со стальными или алюминиевыми с целью выравнивания электродных потенциалов;
- защиты от воздействия серы, содержащейся в изоляционном слое резины необходимо лудить кабель;
- нанесения коррозионностойкого покрытия на жесть, которая используется для изготовления консервной тары;
- защиты различных металлических изделий от появления ржавчины.
Оловянно-свинцовое покрытие (ПОС) используется в случае:
- подготовки радиодеталей к пайке и защиты их от коррозии;
- лужения проводов с целью улучшения способности к пайке.
Рекомендуемая толщина слоя полуды приведена в таблице.
| Назначение | Толщина, мкм |
| Защита стальных деталей: | |
| от коррозии | 21-24 |
| при азотировании | 9-12 |
| при гуммировании | 12-15 |
| Улучшение способности к пайке: | |
| пружинящие детали | 3-9 |
| стальные детали | 6-15 |
| детали из меди и медных сплавов | 3-9 |
| детали из алюминия и его сплавов | 6-15 |





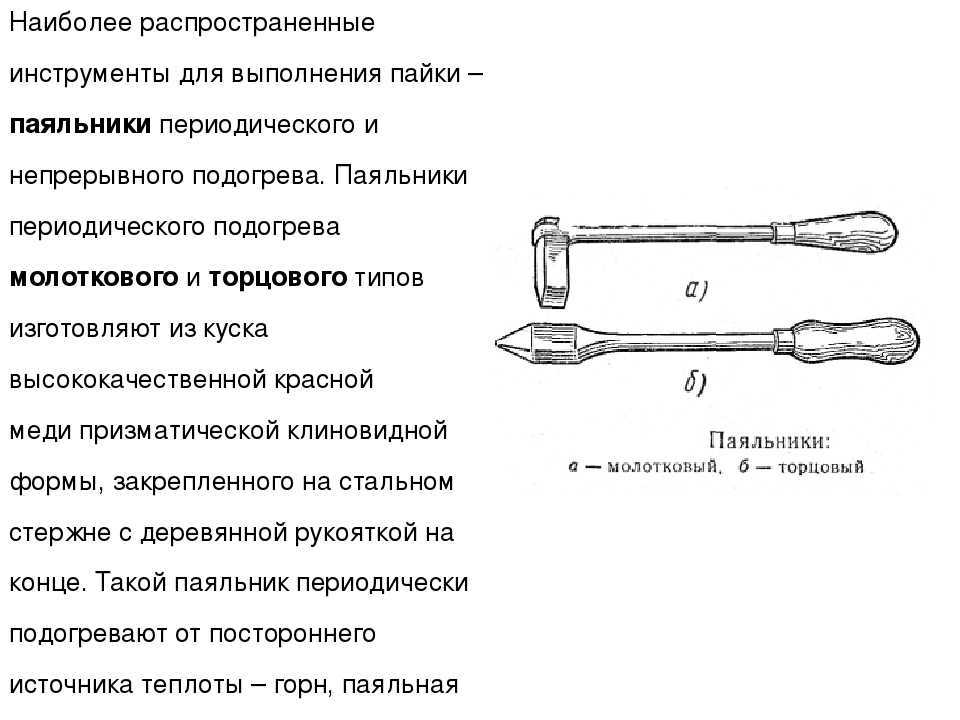
§ 97. ЛУЖЕНИЕ. Инструменты и приспособления, применяемые при лужении. Приемы лужения.
Раздел: БИБЛИОТЕКА ТЕХНИЧЕСКОЙ ЛИТЕРАТУРЫ Короткий путь https://bibt.ru <<�Предыдущая страница Оглавление книги Следующая страница>>
Лужение. Лужением называется процесс покрытия поверхностей изделий тонким слоем расплавленного олова или сплава олова со свинцом.
Металл, наносимый на поверхность изделия, называется полудой.
Лужение чаще всего выполняется при подготовке деталей к паянию, а также для предохранения изделий от ржавления (коррозии). Иногда лужение производится для специальных целей, например перед заливкой подшипников.
В качестве полуд применяется чистое олово, а для неответственных деталей олово иногда заменяют более дешевым сплавом, состоящим из 5 частей олова и 3 частей свинца. Сплавы (оловянно-свинцовые) нельзя применять при лужении посуды для пищи.
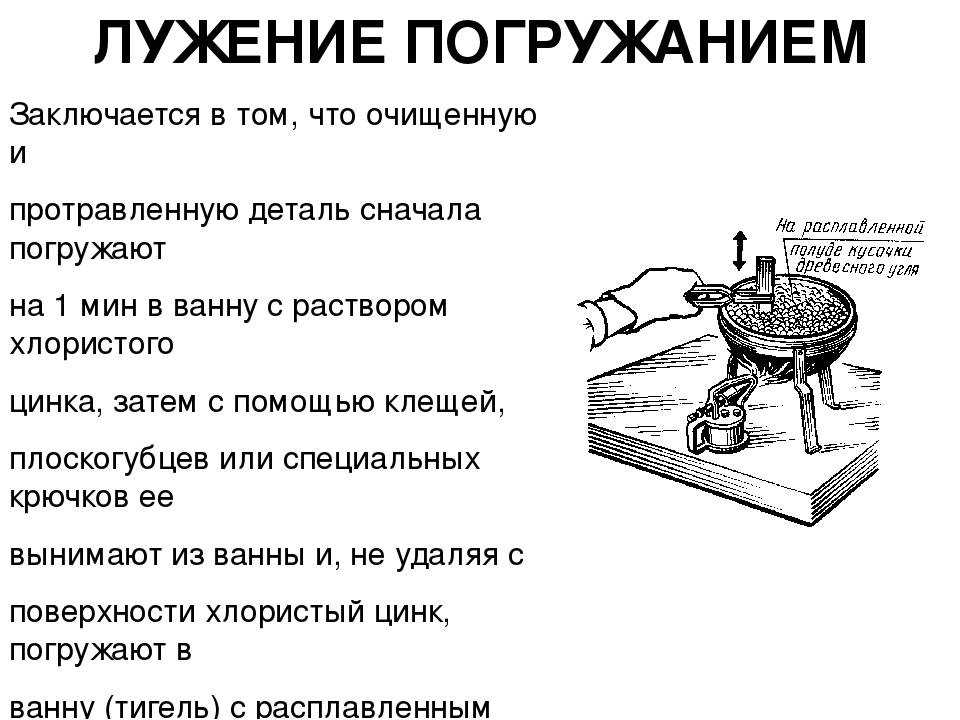
Лудят двумя способами: натиранием (большие изделия) и погружением (небольшие изделия) в расплавленную полуду.
Процесс лужения состоит из трех основных операций: подготовки поверхности, приготовления полуды и лужения.
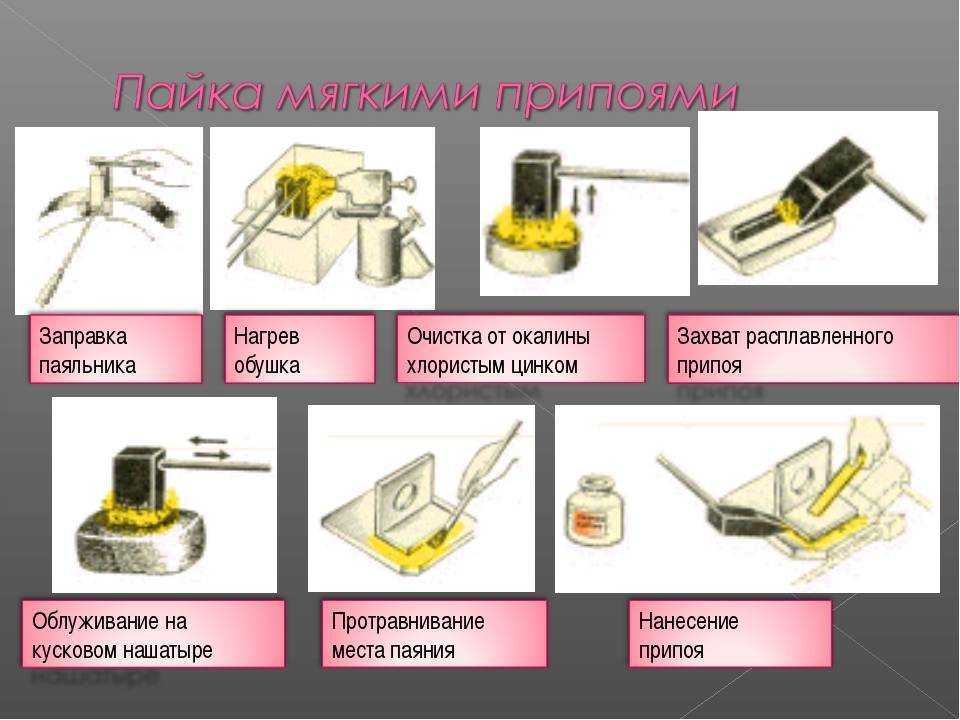
Подготовка поверхности к лужению. Поверхность, подлежащая лужению, должна быть тщательно очищена от грязи, окалины, жиров и т. д. Очистка поверхности изделия производится до металлического блеска при помощи шабера, напильника, наждачной бумаги, кордовых щеток и т. д. Большие поверхности для облегчения работы травят разбавленной соляной или серной кислотой.
Обезжиривают и удаляют окисную пленку с поверхности изделия промывкой (протравливанием) в водном растворе соляной кислоты. Затем поверхность промывают чистой водой и протирают насухо. В целях предохранения очищенной поверхности от окисления ее смазывают хлористым цинком и сверху посыпают порошком нашатыря.
При выполнении травления и нейтрализации следует работать в резиновых перчатках, фартуке и защитных очках во избежание ожогов и порчи одежды.
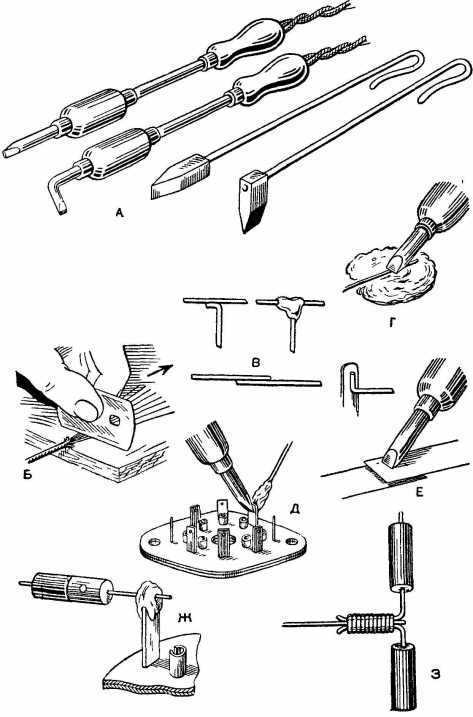
Инструменты и приспособления, применяемые при лужении. При лужении пользуются различными инструментами и приспособлениями, например шаберами различных размеров и форм для очистки поверхностей деталей от ржавчины; паяльной лампой для нагревания деталей небольшого размера; щеткой для очистки поверхностей изделий от грязи; кистью (волосяной) для смачивания деталей кислотой; клещами для поддерживания горячих деталей.
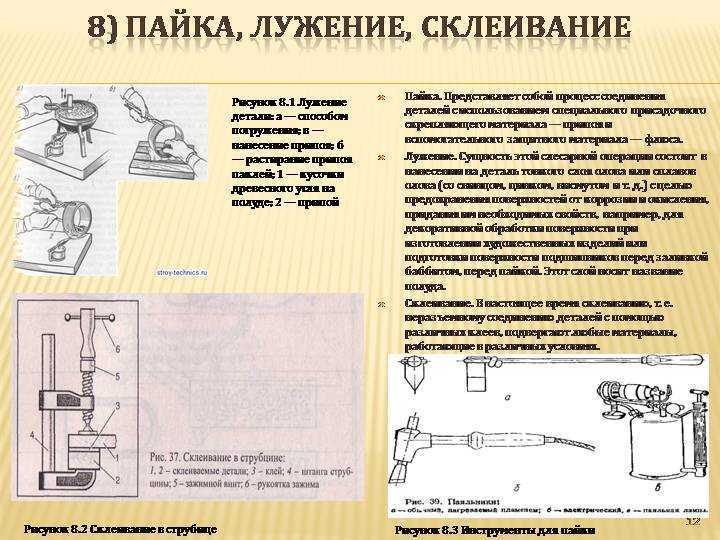
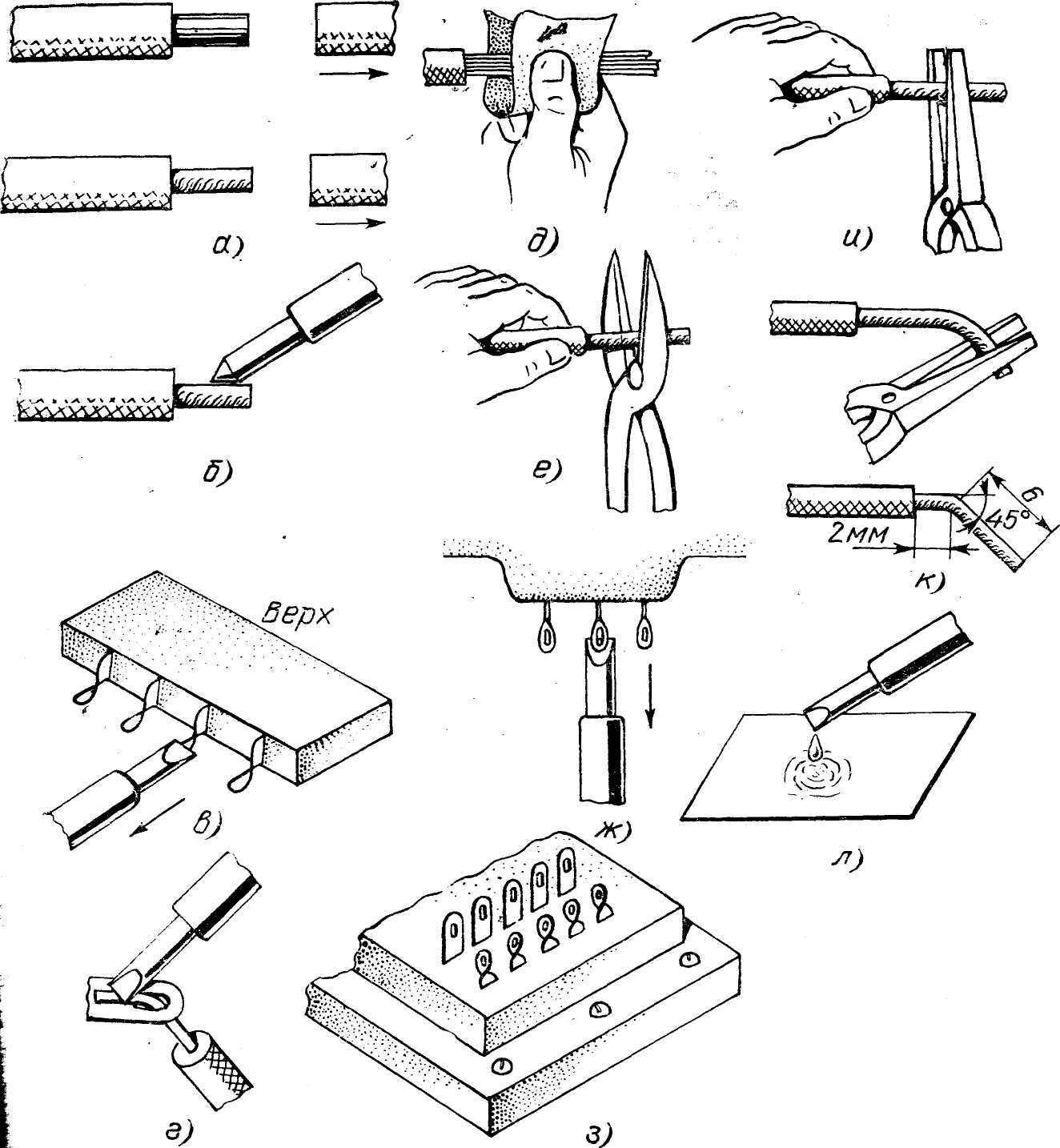
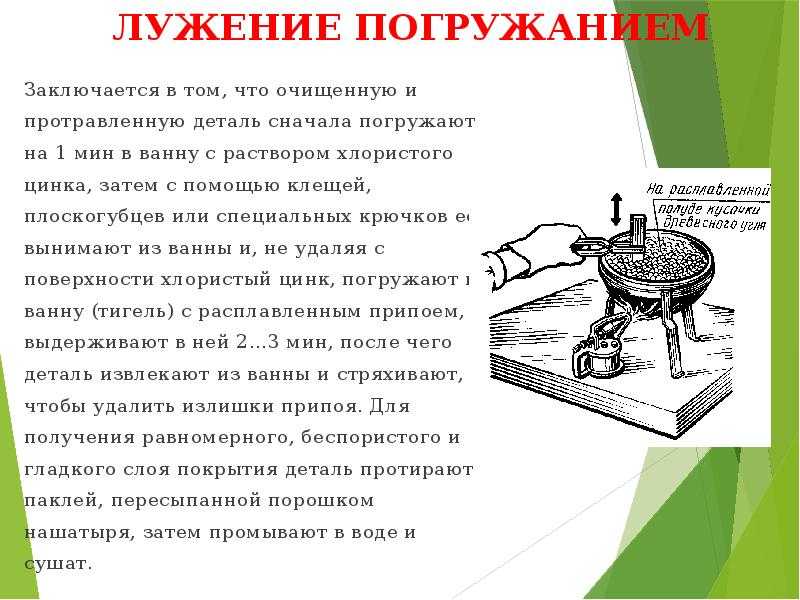
Приемы лужения. Лужение методом погружения в расплавленную полуду заключается в том, что подготовленную к лужению деталь сначала погружают в лудильную ванну с хлористым цинком. Затем клещами вынимают изделие из ванны и, не удаляя хлористый цинк с поверхности, погружают в ванну с расплавленным оловом (рис. 179, а).
Рис. 179. Лужение деталей:
а — облуживание детали погружением в ванну с оловом, б — нагрев детали для облуживания, в — облуживание нагретой детали путем растирания олова
В ванне необходимо держать изделие до полного прогрева (270-300°), после чего его вынимают из ванны, встряхивают для удаления излишнего слоя полуды. Когда изделие остынет, его промывают в воле или растворе извести для удаления хлористого цинка. Затем сушат в чистых древесных опилках.
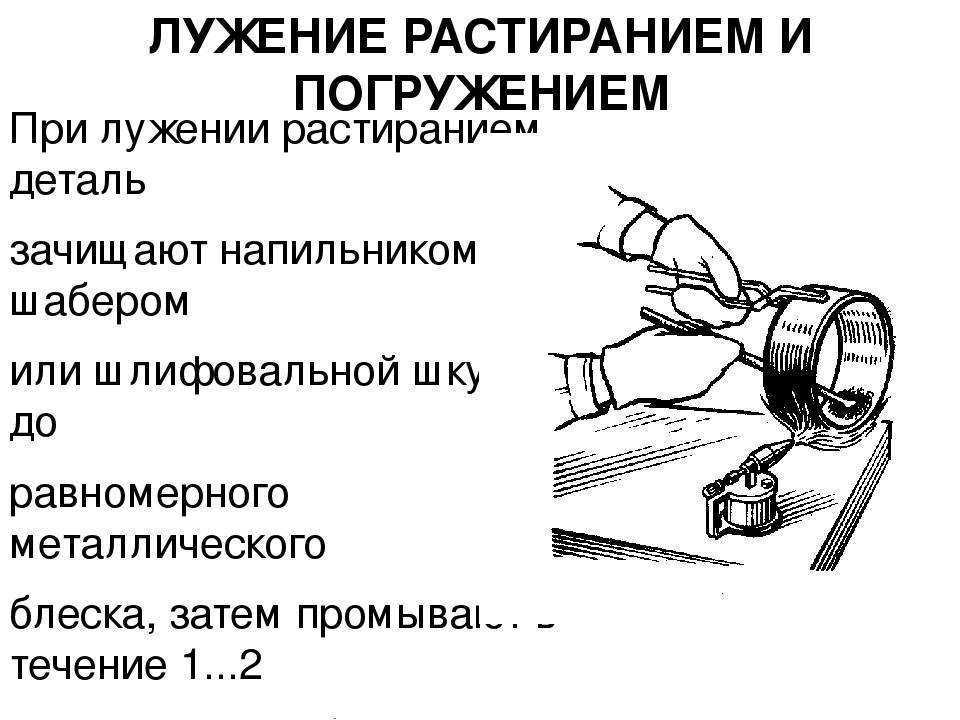
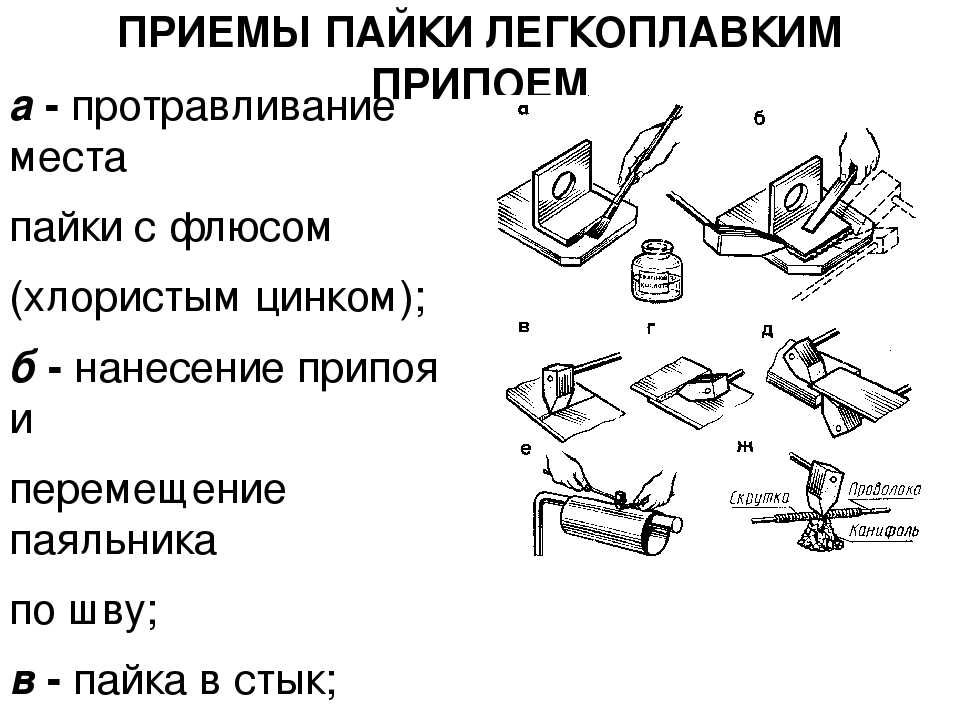
Лужение методом натирания производится после предварительной подготовки изделия (очистки, промывки, травления).
Изделие нагревается медленно и равномерно на древесном угле (рис. 179, б) до температуры 225-250°, затем на нагретую поверхность насыпают припой и, после того как он начнет плавиться, его быстро растирают щеткой или чистой холщовой тряпкой (рис. 179, в) по всей поверхности, удаляя излишний слой полуды.
Если из-за плохой очистки детали олово в каком-либо месте не пристало, это место снова зачищают напильником иди шабером, подогревают, наносят олово и протирают тряпкой или паклей.
Когда изделие остынет, его протирают смоченным песком, промывают водой и сушат.
Во время выполнения операций лужения нельзя вдыхать пары кислоты и нашатыря; горячие детали следует брать клещами; необходимо при погружении деталей пользоваться рукавицами; нужно остерегаться попадания кислоты на тело или одежду.
Перейти вверх к навигации
Технология лужения металла
Процесс лужения разделяют на два этапа:
- Предварительная подготовка поверхности.
- Обработка изделия.
Технология выполнения работ такова, что малейшая небрежность на любом этапе окажет сильное влияние на результат. Некачественная подготовка изделий влияет на адгезию слоя олова, покрывающего металл: он прослужит гораздо меньше положенного срока. При ошибках в процессе обработки металла слой полуды не будет иметь заданной толщины и не сможет справиться с поставленными задачами. Свои нюансы имеются на всех стадиях выполнения работ.
Подготовка изделий
От степени чистоты поверхности зависит прочность антикоррозийной защиты и надежность крепления припоя. Стандартный способ подготовки плоскости – механическая обработка металлическими щетками и специальными насадками на болгарку.

Для финишной обработки применяют мелкозернистые абразивные полотна, чтобы получить максимально гладкую поверхность.
В качестве химических очистителей используют предварительно разогретые натриевые составы. Непосредственно перед проведением обработки проводят процедуру травления с помощью серной кислоты.
Растирание и погружение
В процессе растирания расплавленного олова по поверхности используют специальный флюс, в состав которого входят хлористый аммоний и цинка хлорид. Алгоритм применения флюса выглядит следующим образом:
- Хлорид цинка наносят на поверхность и разогревают паяльной лампой или иным доступным способом.
- По достижении точки кипения в соль добавляют припой, который расплавляется под воздействием высокой температуры.
- Следом добавляют порошок хлористого аммония.
- Состав равномерно распределяется по рабочей поверхности.

Лужение проводов: технология, назначение, инструменты, варианты и инструкция
Во время ремонта, модернизации или при установке электропроводки особое внимание уделяется качеству соединения токопроводящих жил. Надежное спаянное соединения – это залог безопасной эксплуатации электрических магистралей и бытовой техники. Чтобы хорошо закрепить припой, требуется предварительно провода облудить, суть процедуры заключается в покрытии поверхности оловом
Чтобы хорошо закрепить припой, требуется предварительно провода облудить, суть процедуры заключается в покрытии поверхности оловом.
Почему лужение проводов так важно
Лужение проводов предотвращает их окисление
Перед тем как залудить провод, требуется узнать, для чего эта процедура так необходима. Медь и алюминий при взаимодействии с кислородом окисляются, образуя на своей поверхности оксидную пленку, которая ухудшает проводимость и повышает сопротивляемость. Залуживание проводов позволяет этого избежать. Лудят провода свинцово-оловяными припоями, их преимущество заключается в длительном эксплуатационном сроке, безопасности и надежности.
Также лужение используют во время пайки, например, при подключении светодиодных лент к блоку питания. Если жилы осветительного прибора предварительно не облудить, с течением времени все проводки отвалятся.
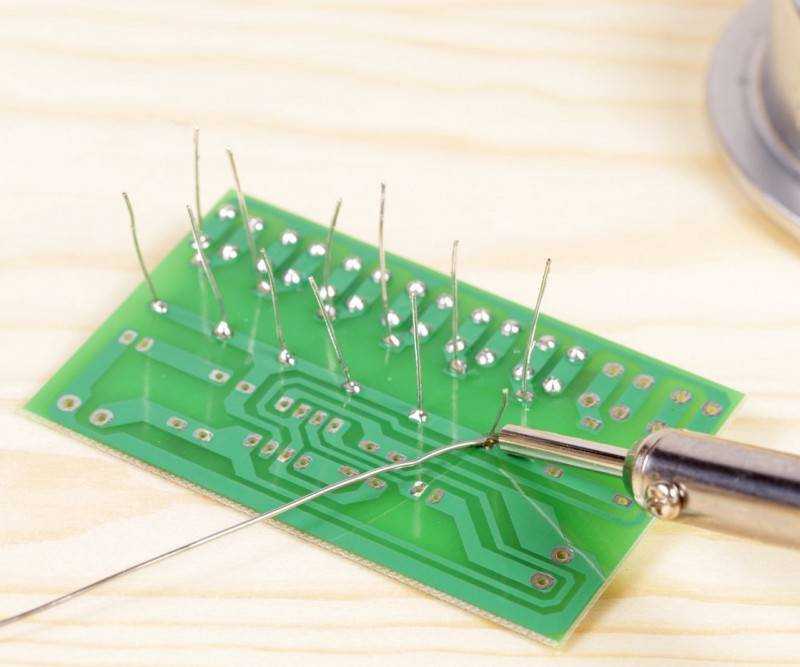
Облуживание провода с помощью паяльника
Лужение проводов паяльником
Для качественного выполнения работы важно уверенно владеть паяльником. Если закрепившиеся навыки отсутствуют, не удастся залудить и припаять провод. Существуют разные модели паяльников, каждые обладают своими техническими характеристиками – мощность, габариты и т.д
Начинающему мастеру рекомендуется отдавать предпочтение паяльным станциям, где есть возможность регулировать температуру нагревания самостоятельно
Существуют разные модели паяльников, каждые обладают своими техническими характеристиками – мощность, габариты и т.д. Начинающему мастеру рекомендуется отдавать предпочтение паяльным станциям, где есть возможность регулировать температуру нагревания самостоятельно.


Целесообразно приобрести дорогостоящее устройство, поскольку процесс будет отнимать меньше времени, и работа будет выполняться в радость.
Необходимые инструменты
Флюс выбирают в зависимости от материала провода
Монтаж, модернизация, ремонт и обслуживание проводов – дело хлопотное, но не сложное. Чтобы сократить затраченное время, предварительно готовят все необходимые инструменты и расходный материал для работы. Список выглядит следующим образом:
- к числу расходных материалов относится припой и флюс;
- острый нож;
- станция для паяния или паяльник;
- технический или медицинский пинцет;
- обыкновенные плоскогубцы.
Можно использовать не хорошо заточенный нож, а специальные клещи, позволяющие удалить весь изоляционный слой несколькими движениями. Но стоимость их достаточно высока, поэтому многие используют нож или скальпель.
В каждом случае требуется определенный припой и флюсовый состав для кабелей, это нужно учитывать.
Порядок действий
Чтобы облудить провод, нужно действовать по следующему алгоритму:
- С помощью специального инструмента, ножа или скальпеля удалить изоляционный слой с проводов, которые потребуется соединить.
- После удаления изоляционного материала токопроводящие жилы зачистить до образования характерного блеска. Для этого можно использовать нож или наждачную бумагу. Если работа предстоит не с литой жилой, а многожильным проводом, каждый проводок распушается и зачищается по отдельности.
- В розетку включается паяльник и очищается от всех загрязнений, которые он любит собирать, особенно старого припоя и пыли. Во время очищения жилы паяльника рекомендуется использовать небольшую наждачную бумагу.
- Требуется разогреть кончик провода. Это можно сделать с помощью паяльника, газовой горелки или обычной зажигалки.
- Когда паяльник разогрелся до рабочей температуры, его жилой прикасаются к припою и канифоли. Рабочая поверхность обильно должна быть покрыта растопленным оловом.
- Следующий этап – горячим паяльником касаться медного проводника. Припой должен равномерно распределяться по жиле. Чтобы нанести припой, используются пассатижи и пинцеты.
- По окончании работ внимательно осматривается кабель или провод. Рабочая поверхность должна быть полностью и равномерно покрыта припоем. Пустые полости или скопления вещества должны отсутствовать. Если обнаружены недочеты в работе, к процедуре приступают повторно.