

Сварочные электроды для соединения медной проводки
Сварка проводки с медными жилами при использовании угольного электрода имеет свои особенности:
- достаточно большой КПД дуги;
- сварочный процесс осуществляется на постоянном электротоке с прямой полярностью;
- образуется высокотемпературная дуга между электродом и медью, даже если работа выполняется при низких электрических параметрах;
- соединение проводится без присадок или с ними путем их подачи непосредственно в место образования шва;
- медные жилы начинают расплавляться при температуре +3800 °C;
- быстрый расход электрода из-за высокого нагрева соединяемых электропроводов.
Сварка медных проводов графитовым электродом отличается тем, что увеличивается сопротивляемость жил к окислению. Используя такой расходный материал, удается сделать максимально надежное соединение. Однако для этого нужно выполнить очень плотную скрутку, у которой необходимо обрезать концы.
Во время сварки можно даже использовать не омедненные электроды. Чтобы их применить, нужно выполнить скрутку жил. Потом придется их зажать держателем. После этого проводится обычная сварка.
 Обычные сварочные электроды
Обычные сварочные электроды
Клеммники – самые эргономичные электроустановочные изделия
Правилами ПУЭ, п.2.1.21 предусмотрен вид соединений с помощью сжимов (винтов, болтов). Существует соединение непосредственно с помощью элементов крепежа «на весу», когда сквозь петельки каждого из проводов продевается винт, шайба и фиксируется гайкой с обратной стороны.
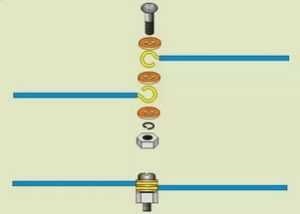
Такая инсталляция оборачивается несколькими витками изоленты и считается достаточно практичной и надежной.
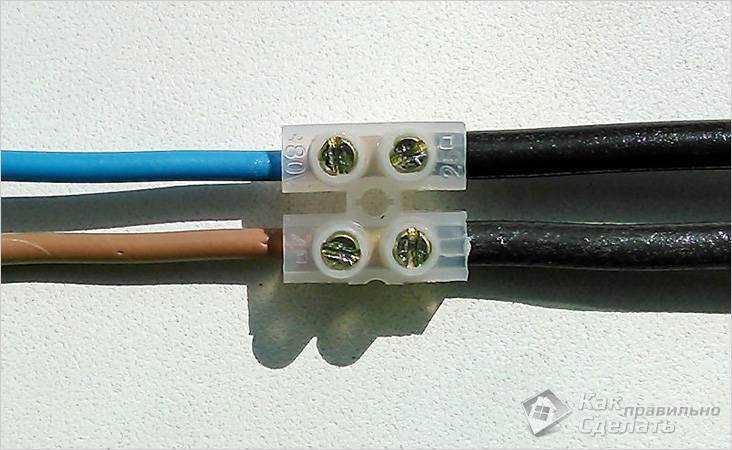
Более эргономичны электроустановочные изделия, называемые винтовыми клеммниками. Они представляют контактную группу, размещенную в корпусе из изолирующего материала (пластика, фарфора). Наиболее часто соединение проводов методом с помощью клеммников встречается в распределительных коробках и электрощитках. Чтобы подсоединить провод, надо его просунуть в гнездо и закрутить винт, прижимная планка надежно закрепит жилу на посадочном месте. К ответному гнезду, закороченному с первым, подключается другой соединяемый провод.
В самозажимных клеммниках типа WAGO провод защелкивается в гнезде, для лучшего контакта применяется специальная паста или гель.

Ответвительные зажимы представляют капитальный вариант винтового клемммника с несколькими закороченными отводами, используются преимущественно на улице и местах с неблагоприятными условиями окружающей среды.

Соединительные зажимы представляют изолирующий колпачок с резьбой внутри, он наворачиваются на скрутку, одновременно сжимая и защищая от механических воздействий.

Пружинные клеммы
Это более современное изобретение, которое стало незаменимым и эффективным помощником при выполнении таких работ.
В отличие от предыдущего варианта, вместо винта используется специальный механизм, который позволяет аккуратно зафиксировать провод, не повреждая его. Принцип соединения очень прост, зачищенные концы вставляют в отверстия коробки.
На рынке можно найти несколько моделей этих изделий. Они бывают одноразового и многоразового типа. Одноразовые колодки предназначены для одноразового использования, в случае их повреждения, и необходимости замены, колодки необходимо заменить на новые, так как предыдущие уже сохранить не получится. Они повторно не используются.
Цена на многоразовые клеммы немного больше, но зато вы сможете менять провода и соединять их заново, используя одни и те же пружинные клеммы.
Достоинства:
- возможность соединения проводов из алюминия и меди;
- возможность соединения нескольких жил за один раз;
- соединение тонкого многожильного провода без повреждений;
- компактные размеры;
- для работы не понадобится много времени;
- качественное соединение;
- встроенный индикатор, для контроля работы электросети.
Единственный недостаток таких клемм – их высокая цена.
Сварка
 Сварка проводов
Сварка проводов
Этот метод можно назвать наиболее надежным и безопасным, ведь провода соединяются при помощи сплавки и становятся одним целым. Благодаря тому, что сварка не будет окисляться, со временем такой контакт не будет ослабевать. Но чтобы осуществить такую работу вам понадобятся навыки работы с оборудованием для сварки.
Кроме умений, вы должны заготовить:
- сварочный аппарат на 24 вольта, мощностью более 1 кВт;
- сварочные перчатки для защиты кожи;
- очки или маску для сварки;
- наждачную бумагу для зачистки проводов;
- канцелярский нож для снятия изоляции;
- угольный электрод;
- флюс, благодаря которому расплав будет защищен от воздействия воздуха.
 Сварка меди с алюминием
Сварка меди с алюминием
После того как все инструменты и материалы готовы, остается только сделать сварку, что не составит особого труда. Работу можно разделить на несколько шагов:
- Снять изоляцию на 60–80 мм и зачистить их, используя наждачную бумагу. Жилы должны блестеть.
- Соединить провода методом скрутки, накрутив один на другой так, чтобы концы были на уровне друг друга. Рекомендуется делать длину не меньше 50 мм.
- Насыпать флюс в углубление вашего электрода.
- Поставить «массу» аппарата на оголенный провод, включить сварочный аппарат и прижать электрод к верхушке скрутки.
- Держите электрод до тех пор, пока не образуется некий шарик, называющийся контактной точкой. Обычно на это уходит 1–3 сек.
- Остается очистить точку от флюса и заизолировать место сварки термоусадочной трубкой или изолентой.
Такого типа соединения будут служить долго. В некоторых старых хрущевках такая сварка держалась 50 лет и стабильно выполняло свою функцию.
Выбор паяльника
Чтобы не переплачивать, а вместе с тем и подобрать идеально подходящее оборудование, следует четко знать и понимать, что необходимо для достижения поставленных целей. Их формулирование позволяет дать ответы сразу на большое количество вопросов.
Мощность нагревателя
Новички часто ошибочно полагают, что чем мощнее инструмент, тем лучше. Это не соответствует действительности. Параметры мощности напрямую зависят от целевого предназначения.
Уход за жалом паяльника
Насколько легко работать с инструментом, чистить его после работы, можно ли провести замену или изменить положение, заточить его или сместить — все вопросы ухода следует продумывать. Есть статичные инструменты, а есть и более гибкие паяльники, позволяющие проделывать всё описанное.
Выбор температуры пайки
Ещё один параметр, влияющий на выбор — количество выделяемого тепла. Измеряется в достигаемой температуре.
Следует подбирать паяльник исходя из задач, для которых он покупается. Ведь этот параметр будет неизменным у самого инструмента. Его можно подкорректировать за счёт использования специальных расходников, но это влияет на конечную стоимость работы.
Подготовка к работе
Насколько легко начинать трудиться — это момент, который часто недооценивается. Оптимально, если достаточно просто достать, подключить к электропитанию и положить нагреваться на подставку. Но даже в этом случае различается время, затрачиваемое на достижение требуемой температуры и влияющее на длительность подготовки к работе.
Заточка жала
В процессе эксплуатации жало понемногу приходит в негодность. Проявляются зазубрины, уменьшается размер. Длительное химическое воздействие пускай и незаметно, но буквально разъедает его.
При сильном износе выполняется замена, в остальных случаях достаточно простой заточки
Насколько это легко сделать — важно, хотя часто и недооценивается
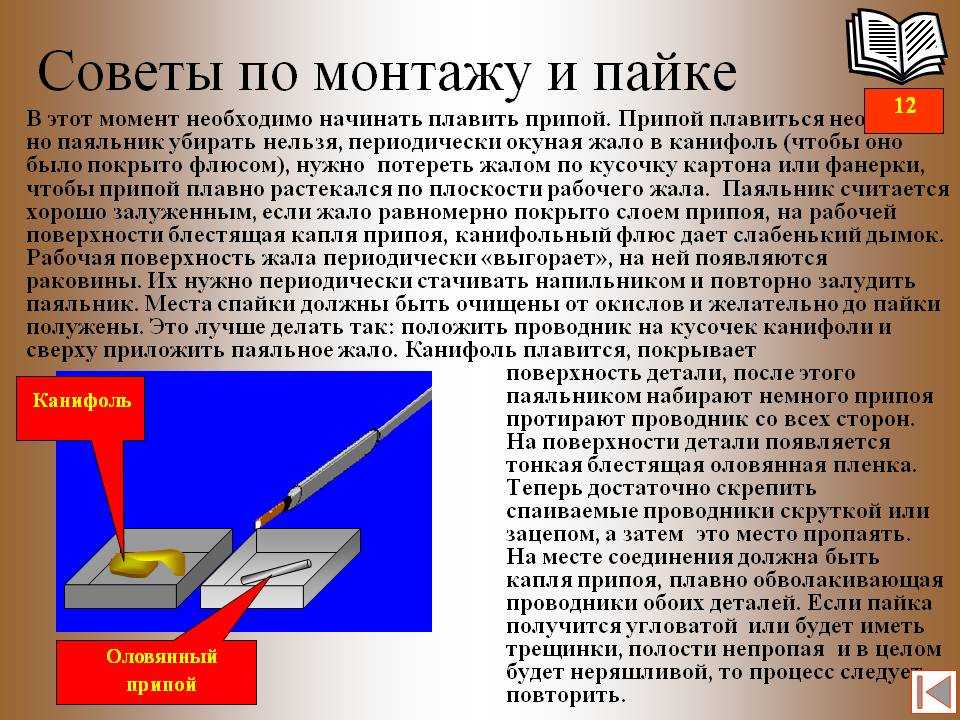
Лужение паяльника
Перед началом основной работы полезно начинать с малых нагрузок. Для этого жало покрывается тонким слоем припоя, подготавливая его к последующему влиянию химических компонентов. Это делается при разогреве инструмента и позволяет увеличить срок его эксплуатации. Название для этих действий — лудить жало.
Как сделать скрутку с пайкой для создания надежного электрического контакта: 3 способа
Пружинные клеммы
Это более современное изобретение, которое стало незаменимым и эффективным помощником при выполнении таких работ. В отличие от предыдущего варианта, вместо винта используется специальный механизм, который позволяет аккуратно зафиксировать провод, не повреждая его. Принцип соединения очень прост, зачищенные концы вставляют в отверстия коробки. На рынке можно найти несколько моделей этих изделий. Они бывают одноразового и многоразового типа. Одноразовые колодки предназначены для одноразового использования, в случае их повреждения, и необходимости замены, колодки необходимо заменить на новые, так как предыдущие уже сохранить не получится. Они повторно не используются. Цена на многоразовые клеммы немного больше, но зато вы сможете менять провода и соединять их заново, используя одни и те же пружинные клеммы. Достоинства:
- возможность соединения проводов из алюминия и меди;
- возможность соединения нескольких жил за один раз;
- соединение тонкого многожильного провода без повреждений;
- компактные размеры;
- для работы не понадобится много времени;
- качественное соединение;
- встроенный индикатор, для контроля работы электросети.
Единственный недостаток таких клемм – их высокая цена.
Опрессовка гильзами
Этот вариант считается самым надежным. Его суть проста, для стыковки зачищенные концы вставить в специальную гильзу и обжимают. В завершении гильзу изолируют. Расположение проводов может быть любым, как с двух столон гильзы, так и с одной. В первом случае, стык проводов должен приходиться на середину гильзы, во втором случае, суммарное сечение проводов не должно быть больше сечения гильзы. Достоинства:







- соединение и изоляция высокого качества;
- небольшая стоимость.
Недостатки:
- один раз, использовав гильзу, ее нельзя восстановить, она одноразовая.
- наличие специального инструмента: пресс-клещей и трубореза.
- наличие специальной гильзы для скрепления алюминиевой и медной жилы.
- Работы по монтажу таким способом потребуют больше времени.
Использование винтовых контактных зажимов
 Соединение медных и алюминиевых проводов
Соединение медных и алюминиевых проводов
Этот метод быстр, прост и эффективен. А что самое главное, такими зажимами можно объединить разнородные металлы. Например, если вам нужно соединить алюминиевый и медный проводники, что само по себе, как известно, противопоказано. Такие зажимы очень просты и компактны, а их стоимость может вас приятно удивить.
Для соединения проводов зажимами нужно осуществить только 2 шага:
- Снять 5 мм изоляции.
- Вставить в зажимы и затянуть винт.
 Подплавленные контакты клеммной колодки
Подплавленные контакты клеммной колодки
Вот и все, как видите, все очень просто и быстро
Важно только контролировать силу, с которой вы зажимаете. Если закрутить винт слишком сильно, можно повредить жилы. Особенно нужно быть внимательными при работе с алюминиевыми проводами
Особенно нужно быть внимательными при работе с алюминиевыми проводами.
Единственным недостатком винтового соединения является то, что при работе с многожильным кабелем его нужно обжать специальной насадкой, чтобы обеспечить нормальный контакт и целостность провода.
Оборудование для пайки
С точки зрения техники, спайка проводов — это не самый простой способ подключения токоведущих жил. Для создания контакта необходимы инструменты и расходные материалы. Минимальный комплект для пайки включает:
- паяльник и подставка;
- припой;
- флюс.
Однако для более продвинутого и качественного соединения также могут пригодиться:
- паяльная паста;
- оплетка для удаления припоя.
Инструменты и расходные материалы для пайки
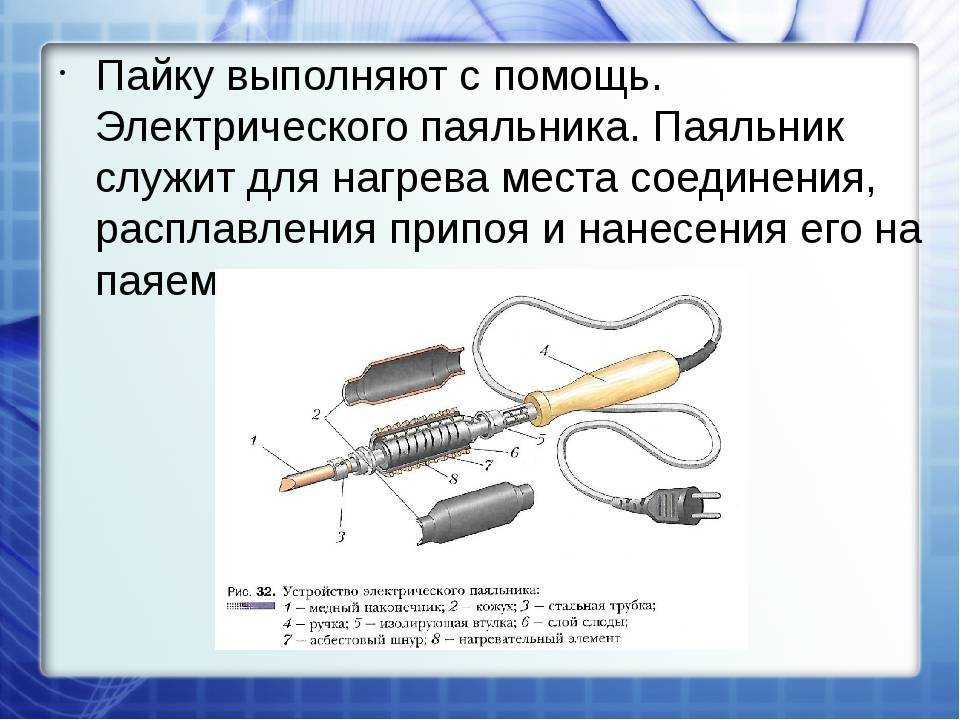
Паяльник электрический
Классический паяльник состоит из 4 конструктивных элементов:
- кабель питания;
- рукоять;
- нагревательный элемент;
- жало.
Питающий кабель предназначен для передачи электроэнергии от розетки к нагревательному элементу. На его конце имеется стандартная штепсельная вилка. Нагревательный элемент выполнен из нихромовой проволоки. Он крепится в рукояти из дерева или пластика обычно при помощи винта. Тепло от нагревателя передается на медное жало паяльника. Выбран именно этот металл, так как он хорошо передает тепло к месту пайки. Медное жало периодически необходимо подтачивать напильником. Это придает ему требуемую форму. В современные паяльники часто устанавливают необгораемые жала. Они не меняют формы от длительной работы и не нуждаются в обработке напильником.
Припой оловянно-свинцовый
Припой представляет собой мягкую проволоку матового серебристого цвета диаметром 0,1-6 мм. Она выполнена из сплава олова и свинца. С советских времен популярностью пользуется припой марки ПОС-60. Он оптимально подходит для пайки медных проводов. В состав ПОС-60 входит 60% олова и 40% свинца.
Существуют и другие марки припоев (ПОС-10, ПОСК, ОЦ). Они отличаются химическим составом и физическими свойствами. Например, припой ПОС-60 плавится при температуре 183°C. Для работы с ним жало паяльника необходимо разогреть до температуры 200-240°C. Припой ПОС-15 плавится при 280°C. Паяльник придется разогреть до более высоких температур.
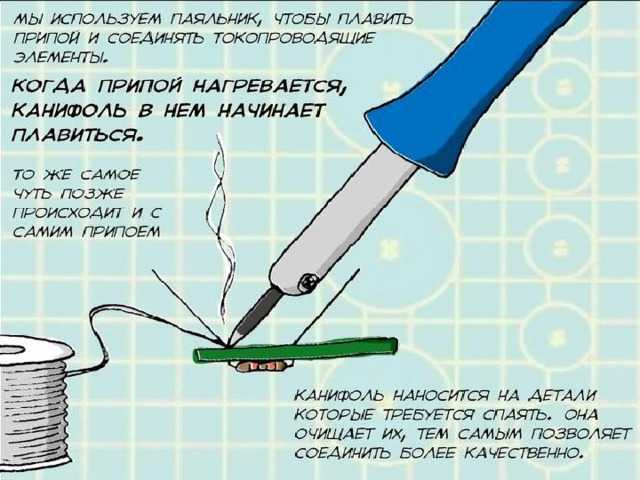
Флюс для медных проводов
Без флюса не получится выполнить качественное соединение. Он предназначен для подготовки спаиваемых поверхностей к лужению припоем. Флюс растворяет жиры и оксидную пленку, которые всегда присутствуют на медных жилах.
Флюсы бывают 3 видов:
- твердые;
- жидкие;
- пастообразные.
Жидкие флюсы выпускаются в виде баночек с кисточкой. Формат такой же, как у женского лака для ногтей. С помощью кисточки удобно наносить жидкий флюс на электропроводку или иное место пайки.
Пастообразные флюсы представляют смесь жидких и твердых. Нередко в состав входит вазелин и различные жиры. Такой флюс удобно наносить на место пайки при помощи зубочистки или спички. Также практикуется простое окунание зачищенного провода в смесь.
Паяльные пасты
Под паяльными пастами принято называть или пастообразные флюсы или готовый состав для пайки, в котором уже содержится припой. Использование данной смеси упрощает процесс пайки. В составе паяльных паст присутствует флюс и мелкодисперсный припой. Их соотношение подобрано оптимальным образом. Поэтому нет необходимости самостоятельно брать на жало нужное количество припоя и канифоли.
Паяльная паста Mechanic XGSP-50
Паяльные пасты используются преимущественно для работы с smd радиодеталями. Обычно с их помощью не паяют проводку, но в теории это вполне возможно.
Подставка для горячего паяльника
Во время работы паяльник не всегда находится в руках. Он может быть отложен в сторону, например, для скручивания проводов в распредкоробке. Паяльник горячий, его нельзя класть на горючие или плавящиеся материалы. Поэтому для безопасной работы необходима жаростойкая подставка.
Иногда она идет в комплекте с паяльником. Хотя ее отсутствие в коробке не критично. Большинство радиолюбителей и электриков изготавливают подставку своими руками. В самодельном варианте можно удобно и под свою руку расположить баночку с канифолью, припоем и некоторыми мелкими инструментами для пайки.
Оплетка для удаления лишнего припоя
Оплетка не является обязательным атрибутом для успешной пайки. Она используется для быстрого и удобного удаления лишнего припоя.






Оплетка выполнена в виде ленты, сплетенной из тонких проволок меди. Ее ширина лежит в пределах от 2 до 10 мм. Оплетка прикладывается к месту, где набежал лишний припой. Затем она прижимается горячим жалом паяльника. Лишний припой начинает плавиться и под действием капиллярного эффекта всасываться в волокна оплетки. Принцип такой же, как если положить губку для мытья посуды в тарелку с водой. Она втянет лишнюю влагу.
Что делать, если проводов несколько?
В обычной ситуации вам приходилось скреплять только два провода. Но что делать, если таких проводов несколько? Для этого есть несколько решений:
- произвести скрепление при помощи пружинных клеммников;
- воспользоваться способом опрессовки гильз;
- спаять провода;
- скрутить концы проводов с использованием СИЗов;
- скрутить концы проводов и заизолировать изолентой.
Как произвести соединение проводов в распределительной коробке мы уже рассказали, и каким из них вы воспользуетесь, решать вам. Но, специалисты советуют отдать предпочтение первому способу, так как он наиболее эффективный.
Пайка оцинкованного железа
При производстве оцинкованных изделий из углеродистой стали их часто покрывают цинком с помощью метода горячего погружения. Чтобы получить блестящую поверхность стали, в ванну добавляются свинец, олово и алюминий в количестве 1%. Листы из стали также покрываются цинком при помощи гальванического способа.
Оцинкованное железо трудно поддаётся пайке, поэтому необходимо иметь специальные активные флюсы, состоящие из концентрированной соляной кислоты и раствора цинкоаммониевого хлорида, а также флюсы на основе хлористого цинка и аммония с добавкой хлористого олова. Оловянно-свинцовые припои в сочетании с флюсами имеют хорошую текучесть и обеспечивают высокопрочные соединения.
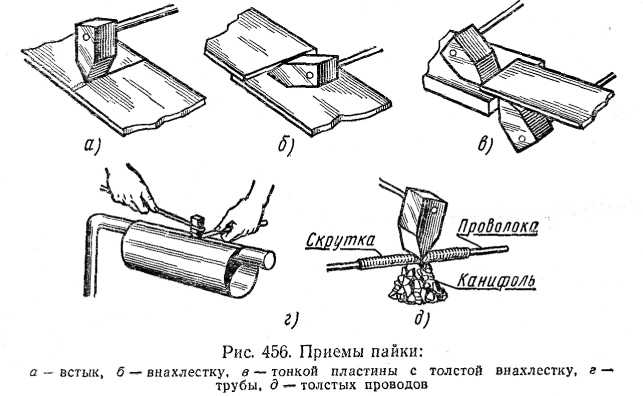
Предварительно на спаиваемую поверхность наносится флюс, после чего соблюдается выдержка. Это нужно для того, чтобы прошла реакция. Для пайки необходимо иметь большой паяльник с высокой рабочей температурой. Перед тем как спаять проводники, нужно предварительно растереть поверхность соединения, а после спаивания следует удалить остатки флюса.
Пайка меди в домашних условиях
Мягкие металлы довольно сложно поддаются термической обработке. Пайка меди, латуни и бронзы в домашних условиях чаще всего выполняется твердым припоем, хотя иногда используются специальные пасты.
Медь – один из древнейших металлов, который используется людьми для создания различных украшения, приспособлений и коммуникаций. Характеризуется высокой пластичностью и розовато-красным цветом, иногда с золотистым оттенком. В домашнем хозяйстве медь наиболее часто применяется в водопроводных трубах, в отоплении, т. к. она не поддается коррозии и устойчива к перепадам температур.
Фото — медные соединения
Существует множество видов пайки, для меди применяется капиллярная. Она позволяет максимально аккуратно и прочно соединить две части трубопровода или радиодеталей. Также это термическое воздействие делится на:
Высокотемпературная пайка характеризуется более высокой прочностью шва
Помимо этого она позволяет обеспечить соединению термоустойчивость, что очень важно для различных коммуникаций. Но при этом, этот вид работ не используется на резьбовых соединениях
Для проведения такой пайки требуется специальное оборудование – горелка с пьезоподжигом и ацетилом, пропаном.
Фото — медные элементы
Низкотемпературная используется при работе с мягкими припоями (пастями, гелями). Главное достоинство этой методики – простота и легкость проведения работ. Проводится при температуре ниже, чем 425 градусов, поэтому спайка может производиться даже паяльником. Он заключается в том, что под воздействием определенной температуре припой, нанесенный на зазор между деталью и соединяемым участком, расширяется, закрывая собой зазор.
Фото — процесс пайки
Также есть одно важное правило, которое нельзя нарушать ни в коем случае. Пайка меди и алюминия, или алюминия с латунью строго запрещена
Она выполняется для электрических проводов, например, если нужно разветвить проводку в старых домах. Это запрещено из-за разности линейного теплового расширения металлов и вероятности короткого замыкания в месте стыка.
Подключаем провода к автомату – кабель с монолитной жилой
Как выполняет подключение автоматов в щитке большинство пользователей? Какие ошибки можно при этом допустить? Давайте разберем здесь ошибки, которые наиболее часто встречаются.
Ошибка – 1. Попадание изоляции под контакт
Все знают, что перед тем как подключить автомат в щитке нужно снять изоляцию с подключаемых проводов. Казалось бы, здесь нет ничего сложного, зачистил жилу на нужную длину, затем вставляем ее в зажимную клемму автомата и затягиваем ее винтом, обеспечивая тем самым надежный контакт.
Но встречаются случаи, когда люди в недоумении, почему выгорает автомат, когда все правильно подключено. Или почему периодически пропадает питание в квартире, когда проводка и начинка в щитке абсолютно новые.
Одна из причин вышеописанного попадание изоляции провода под контактный зажим автоматического выключателя. Такая опасность в виде плохого контакта несет в себе угрозу оплавления изоляции, не только провода, но и самого автомата, что может привести к пожару.
Чтобы этого исключить нужно, следить и проверять, как затянут провод в гнезде. Правильное подключение автоматов в распределительном щите должно исключать такие ошибки.
Ошибка — 2. Нельзя подключать несколько жил разных сечений на одну клемму АВ
Если возникла необходимость подключить несколько автоматов стоящих в одном ряду от одного источника (провода) для этой цели как невозможно лучше подойдет гребенчатая шина. Но такие шины не всегда есть под рукой. Как объединить несколько групповых автоматов в таком случае? Любой электрик, отвечая на этот вопрос, скажет сделать самодельные перемычки из жил кабеля.
Чтобы сделать такую перемычку используйте куски провода одинакового сечения, а лучше вообще не разрывайте его по всей длине. Как это сделать? Не снимая с провода изоляцию, формируете перемычку нужной формы и размеров (по количеству ответвлений). Затем зачищаем изоляцию с провода в месте перегиба на нужную длину, и у нас получается неразрывная перемычка из цельного куска провода.
Никогда не объединяйте автоматы перемычками кабелем разного сечения. Почему? При затягивании контакта хорошо зажмется жила с большим сечением, а та жила, у которой сечение меньше будет иметь плохой контакт. Как следствие оплавление изоляции не только на проводе, но и на самом автомата, что несомненно приведет к пожару.
Пример подключения автоматических выключателей перемычками из разных сечений кабеля. На первый автомат приходит «фаза» проводом 4 мм2, а на другие автоматы уже идут перемычки проводом 2.5 мм2. На фото видно, что перемычка из проводов разного сечения. Как следствие плохой контакт, повышение температуры, оплавление изоляции не только на проводах, но и на самом автомате.
Для примера попробуем затянуть в клемме автоматического выключателя две жили с сечением 2.5 мм2 и 1.5 мм2. Как бы я не старался обеспечить надежный контакт в этом случае, у меня ничего не получалось. Провод сечением 1.5 мм2 свободно болтался.
Еще один пример на фото дифавтомат, в клемму которого воткнули два провода разного сечения и попытались все это дело надежно затянуть. В результате чего провод с меньшим сечением болтается и искрит.
Ошибка – 3. Формирование концов жил проводов и кабелей
Этот пункт, скорее всего, относится не к ошибке, а к рекомендации. Для подключения жил отходящих проводов и кабелей к автоматам мы снимаем с них изоляцию примерно на 1 см, вставляем оголенную часть в контакт и затягиваем винтом. По статистике 80 % электриков именно так и подключают.
Контакт в месте соединения получается надежный, но его дополнительно можно улучшить без лишних затрат времени и средств. При подключении к автоматам кабелей с монолитной жилой сделайте на концах U-образный загиб.









Такое формирование концов увеличит площадь соприкосновения провода с поверхностью зажима, а значит контакт будет лучше. P.S. Внутренние стенки контактных площадок АВ имеют специальные насечки. При затягивании винта эти насечки врезаются в жилу, благодаря чему надежность контакта увеличивается.
Отпайка от цельного провода в сторону
Если вам нужно сделать отпайку в сторону от цельной моножилы одним гибким многожильным проводником, то здесь поступаем следующим образом.
Снимаете изоляцию с цельного провода, не разрезая саму жилу. Раздваиваете многожильный проводник и скручиваете две косички.
Далее, вставляете это в середину цельного и делаете пару оборотов.
После этого плотно обматываете каждую косичку вокруг основного.
Для отпайки многожила-многожила проделываете “отверстие” в основном проводнике.
После чего вставляете в него отпаечный.
Разделяете жилки пополам и наматываете одну половинку направо, другую налево.
Получается “крепкое” и надежное соединение буквой Т.
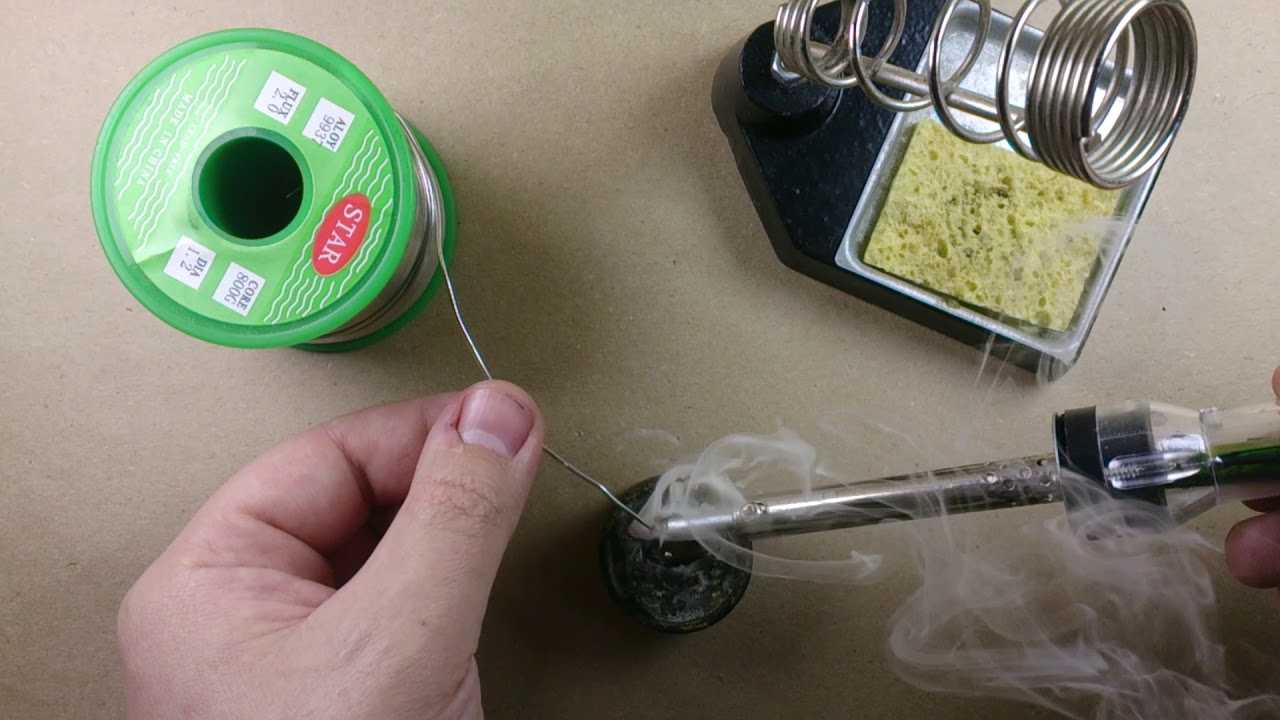
Пайка либо сварка
Использовать сварку или пайку рекомендуют все опытные электрики. Чтобы соединить несколько жил в распредкоробке, следует выполнить такие действия:
- оголить концы проводов;
- скрутить подготовленные концы;
- спаять провода паяльником или газовой горелкой;
- дать остыть спайке;
- заизолировать концы изолентой, термоусадочной трубкой или кембриком.
Обратите внимание, что охлаждать концы с припоем в воде категорически запрещено, это может привести к ухудшению качества скрепления. Достоинства:. надежное и крепкое скрепление проводов
надежное и крепкое скрепление проводов.
Недостатки:
- наличие специального инструмента и навыки работы с ним;
- сложность процесса пайки;
- неразъемное место соединения;
- ограничение на некоторые условия использования, озвученное в ПУЭ;