

Финансовые расчеты
Затраты и доходы предприятия зависят от его мощности и оборота продукции.
Таблица 3. Первоначальные инвестиции.
| Статья расходов | Сумма, руб. |
| Аренда помещения | 130 000 |
| Юридическое оформление | 14 000 |
| Обустройство помещения (мебель, ремонт) | 150 000 |
| Закупка оборудования и инструментов | 13 783 377 |
| Закупка сырья на месяц | 2 000 000 |
| Покупка онлайн кассы | 15 000 |
| 55 000 | |
| Дополнительные расходы | 2 000 000 |
| Итого | 18 047 377 |
Таблица 4. Затраты за месяц.
| Статья расходов | Сумма, руб. |
| Аренда помещения | 130 000 |
| Заработная плата сотрудникам | 1 065 000 |
| Закупка сырья | 2 000 000 |
| Коммунальные услуги | 400 000 |
| Охрана | 30 000 |
| Непредвиденные расходы | 1 000 000 |
| Итого | 4 625 000 |
Если производить по 5 тонн в день или 150 т. в месяц, с учетом среднерыночной оптовой цены полимера 30 руб./кг ежемесячный доход от продаж составит 4 500 000 рублей. С вычетом налога (270 000 руб.) — 4 230 000 р. Чистая прибыль: 4 230 000 – 4 625 000 = 395 000.
Рентабельность и окупаемость
Для оценки перспективности бизнеса следует определить два важных показателя: рентабельность и окупаемость.
Рентабельность рассчитывается по следующей формуле: 395 000/4 500 000*100% = 8,8%.
Показатель экономической эффективности приближен к 9%.
Для определения окупаемости нужно сделать такие вычисления: 18 047 377/395 000 = 45 месяцев.
Таким образом, бизнес в наших расчетах условно окупится приблизительно через 4 года. Однако следует учитывать тот факт, что на начальном этапе мощность предприятия будет минимальной. До получения стабильно высокой ежемесячной прибыли может пройти 1 и даже 2 года. Поэтому срок окупаемости может продлиться на этот срок.
Технология производства полипропилена + Видео как делают
Исходный продукт для производства — пропилен (бесцветный горючий газ со слабым запахом), который получают методами крекинга и пиролиза нефтяных углеводородов. Согласно ГОСТ 25043-2013, необходим пропилен высшего сорта (С3Н6).
Закупка основного сырья осуществляется в баллонах или цистернах. Партия сопровождается документом, содержащим следующие данные о продукте:
- наименование изготовителя, с указанием юридического адреса и товарного знака;
- номер партии;
- наименование продукта, сорт;
- чистая масса (без учета веса емкостей);
- дата изготовления;
- результаты исследований;
- обозначение действующего стандарта.
Производитель вправе вносить дополнительные данные.
Производство полипропилена осуществляется методом полимеризации с использованием катализаторов Циглера-Натта. Тепловой эффект составляет примерно 58,7 кДж/моль. Тепло отводится через рубашку аппарата и охлажденную воду. Использовать для этого специальные методы (циркуляцию, кипение и прочее) нет необходимости. Процесс полимеризации проводится в среде растворителя. Для этого применяется жидкий углеводород (гептан, бензин).
Этапы технологического процесса (производство изотактического продукта):
- Приготовление катализаторного комплекса. В смесителе перемешиваются 5%-ный раствор диэтилалюминийхлорида в бензине и трихлорид титана. Затем смесь поступает в промежуточную емкость.
- Полимеризация сырья (газа пропилена). Из промежуточной емкости смесь попадает в полимеризатор (емкость объемом 25 м3). Он оснащен якорной мешалкой, а также рубашкой для охлаждения и обогрева. В процессе перемешивания в полимеризатор также подаются жидкий пропилен, бензин и водород. Реакция в течение 6 часов осуществляется при температуре 70 градусов по Цельсию и давлении 1 МПа. Соотношение катализатора, пропилена и бензина составляет 9:100:225 соответственно (в массовых частях).
- Удаление мономера, который не участвовал в реакции. Из полимеризатора взвесь попадает в следующую емкость (сборник). Там происходит удаление непрореагировавшего пропилена путем сдувки. Также добавляется бензин (10 массовых частей к 1 полимера). В центрифуге происходит обработка суспензии раствором изопропилового спирта на основе бензина (концентрация 25%). Отходы попадают в ловушку.
- Разложение катализаторного комплекса. Осуществляется в отдельной емкости, куда подается раствор изопропилового спирта в бензине (фугат), подогретый до 60 градусов по Цельсию.
- Промывка полученного продукта и удаление растворителя методом отжима. Материал поступает в очередной сборник, а затем ― центрифугу, где снова обрабатывается смесью спирта и бензина. Отходы снова попадают в ловушку.
- Сушка и завершающая обработка. Основная часть поступает из центрифуги в емкость, откуда транспортируется на сушку, грануляцию и упаковку.
- Регенерация растворителей, пропилена и промывных растворов с добавлением азота, возвращение в цикл.
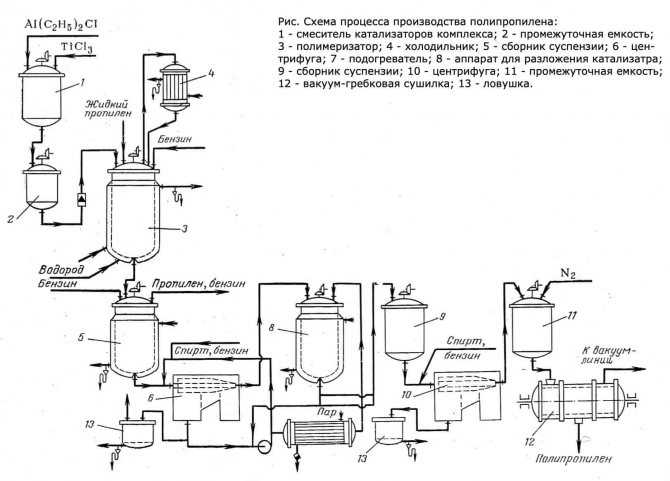
Фото: Кузнецов Е.В. “Альбом технологических схем производства полимеров и пластических масс на их основе”, 1976, 12 стр. Конечный продукт получают в виде порошка или гранул (при последующей обработке в грануляторе).
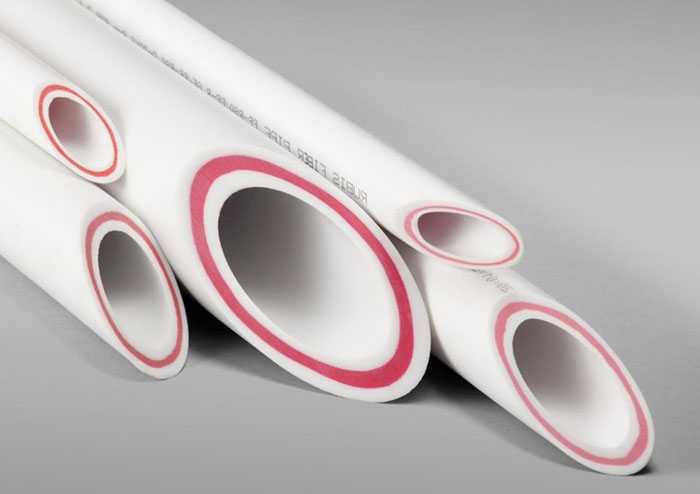
Полипропиленовые трубы, размеры, категории и способы армировки
Внутренний диаметр полипропиленовых труб, а также толщина стенок и способы укрепления – ключевые значения для разделения их на категории. Наиболее ходовые в строительных работах три категории:
PN10 – категория, используемая для монтажа «холодного» водопровода, а также для обустройства теплых полов. Номинально выдерживает температуру до +45 °С и рабочее давление 1 МПа. В этой группе толщина стенок бывает от 2-х миллиметров до 1 сантиметра. Наружные диаметры труб – от 20 до 110 мм, внутренние – от 16 до 90 мм;
PN20 – категория-универсал, которая может использоваться как в водоснабжении, так в и отоплении, при условии что температура воды не будет превышать +80 °С, а давление – 2 МПа. Внутренние диаметры PN20 колеблются от 10,6 до 73,2 мм при наружных 16-110 мм. Следовательно, толщина стенок находится в рамках 16-18,4 мм;
PN25 – такая категория труб еще называется армированной. Ближе к внешней стороне PN25 имеет прослойку из листа металла, стекловолокна или композита. Такой прием применяется для усиления их стабильности при высоких температурах (+95 °С) и давлении (номинальное давление – 2,5 МПа). Эта категория разработана специально для систем отопления.
Всего существует пять видов усиления (армирования) полипропиленовых изделий. Первый способ предполагает армирование цельным листом алюминиевой фольги, которая наносится на внешнюю сторону трубы. Второй способ также заключается в армировании алюминием, но в отличие от первого варианта лист металла перфорирован. Третий способ армирования алюминием заключается в размещении алюминия ближе к внутренней части.
Четвертый вид армирования – усиление изделия стекловолокном, находящимся посередине, между внешним и внутренним слоями. И самый эффективный способ усилить полипропиленовую трубу – армирование композитом. Композит – это смесь самого полипропилена и стекловолокна, который прокладывается между внутренней и внешней поверхностью.
Максимальный срок эксплуатации полипропиленовых труб редко когда зависит от производителей, а в большей степени зависит от таких факторов, как температура и давление внутри них. При этом допустимо превышение одного из параметров, но превышение обеих чревато последствиями. Например, при небольшом давлении полипропилен сможет выдерживать температуру, гораздо выше номинальной, и прослужить немалый срок. Аналогично и в ситуации, когда давление превышает номинальное, но температура остается низкой.




Основные свойства
Сырье полипропилена — пропилен, получаемый путем крекинга нефти. После переработки и полимеризации вещество приобретает ряд ценных свойств, обеспечивших ему широкую востребованность. ПП обладает высокой стойкостью к воздействиям веществ: хорошо переносит кислотную и щелочную среду, не растворяется в органических соединениях при комнатной температуре. Он не впитывает влагу и не разрушается от воды, является надежным изолятором для электричества.
Полипропилен гранулированный может быть окрашенным и неокрашенным (в основном белый). Для придания первичным пластиковым гранулам цвета используют органические красители. Востребованы и сополимеры — соединения полипропилена с этиленом, с увеличенной стойкостью к низким температурам и усилению полезных качеств. Сополимер обладает высокой ударопрочностью, при этом прост в переработке.
Виды
- Блоксополимер Отличается наличием в макромолекуле чередующихся гомополимерных блоков, различных по своей структуре. Так, блоксополимер пропилена и этилена представляет собой макромолекулу, в которой чередуются мономерные группы: пропилен и этилен. За счет этого полимер имеет дополнительные свойства – улучшенную эластичность, увеличенную устойчивость к термоокислительному старению либо расширенный диапазон допустимых температур.
- Гомополимер Однородная по своей структуре макромолекула, в которой повторяются одинаковые мономерные звенья, наиболее типичный полимер пропилена. Обладает базовыми свойствами, которые могут быть модифицированы за счет ведения в состав присадок и добавок.
- Рандом (статический) сополимер Нерегулярный сополимер, в котором мономерные звенья распределены случайно. Поэтому он называется статистическим, так как в его структуре имеется 60% мономеров пропилена и 40% мономеров этилена, однако в макромолекулах порядок этих звеньев может быть каким угодно. Отличается высокой степенью кристаллизации, а как следствие – прочности.
Полипропиленовые трубы — основные характеристики
Использоваться полипропиленовые трубы могут:
- в системах водоснабжения, отопительных, канализациях;
- при транспортировке химикатов;
- воздуха в сжатом виде;
- в системах мелиорации и орошения.

Две основные разновидности
Полипропиленовые трубы могут быть:
- однослойными — используются для прокладки большинства магистралей, чаще всего не предназначены для работы с горячими средами;
- многослойными — армированные полипропиленовые трубы, производители которых допускают их использование при высоких температурах транспортируемой среды.
Многослойные трубы в свою очередь могут быть армированы:
- алюминиевой фольгой — монолитные или в три слоя;
- стекловолокном — жесткие монолиты с тепловым расширением 25%.

Интересно! Средства для очистки труб — быстро и в домашних условиях
Основные технические характеристики
ПП-трубы отличаются следующими техническими характеристиками:
- плотность — до 0,92 кг/см³;
- стойкость к химически агрессивным средам;
- прочность на сжатие/растяжение;
- высокие показатели тепло- и электроизоляции;
- теплоемкость — 2,0 кДж/(кг°С);
- герметичность соединений — 5000-10000 циклов;
- предел текучести — не более 20%.

Технические характеристики в зависимости от материала изготовления
Различаться трубы из полипропилена могут не только по конструкции, но и по виду использованного для изготовления материала. В этом плане существую трубы:
- РРН — гомополимерные;
- РРВ — сополимерные;
- PPRC — сополимерные с этиленом.
| Трубы | Характеристики | Где могут использоваться |
|---|---|---|
| РРН | твердые, не могут эксплуатироваться при низких температурах | в системах вентиляции, хол. водоснабжения (СХВ) в квартирах и частном секторе |
| РРВ | гибкие, морозоустойчивые | СХВ, системы «теплый пол», магистрали с риском механических воздействий и ударов |
| PPR | способны выдерживать повышение температуры на короткое время до +110 °С, восстанавливаются после разморозки, бесшумные, стойкие к агрессивным средам | СХВ, СГВ, отопительные системы частных домов, «теплые полы», транспортировка сжатого воздуха |

Характеристики по давлению/температуре
Производители выпускают несколько видов полипропиленовых труб и по устойчивости к повышенным температурам и давлению.
| Трубы | Характеристики | Использование |
|---|---|---|
| PN 10 | максимум 10 атм и 45 °С
наружный диаметр — 2-11 см |
СВХ |
| PN 16 | до 16 атм и 60 °С
наружный диаметр — 1.6 — 11 см |
«теплые полы» |
| PN 20 | 20 атм, 95 °С
наружный диаметр 1.6 -11 см |
ЦО, отопление частных домов |
| PN 25 | армированные, способные выдерживать давление до 25 атм и температуру до 95 °С
наружный диаметр — 2.12-7.79 см |
СВХ, ГВХ, отопление, подземные коммуникации |
Интересно! Заглушка эллиптическая: характеристика, применение
Изготовление гофрированных труб

линия для изготовления гофрированной трубы требует больших затрат Гофрированная труба имеет рельефную поверхность, которая в продольном сечении напоминает гребень. Этот вид пластиковых труб имеет широкое применение в строительстве для проведения инженерных систем – канализационных, водопроводных, электрических, вентиляционных. Преимуществами такого вида изделий является универсальность применения, легкость и компактность при транспортировке, пластичность, низкая стоимость. Процесс изготовления схож с технологией обычной пластиковой трубы и осуществляется с помощью линии для производства гофрированных труб. Эта линия дополнена специальным устройством – гофратором, он и задает общий характер производства. Гофратор располагается возле головки экструдера и представляет собой две полуформы с каналом для протекания охлаждающей воды, на рабочем участке обе полуформы сливаются, образуя замкнутое пространство.
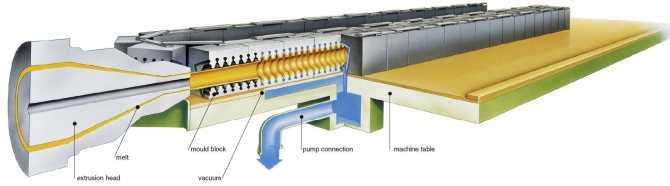
Схема работы гофратора
Заготовка из экструдера поступает в рабочее пространство, где под давлением воздуха прижимается к поверхностям и затвердевает, при этом задается определенная форма – гофра. Далее труба готова к намотке. В отличие от линии производства ПВХ труб здесь упущены ванны, охлаждение происходит в гофраторе. Основные характеристики линии:









- габариты – 9*1,9*2,5 м;
- мощность – 65 кВт;
- вес – 2,5 т;
- скорость – 1 – 12 м/мин;
- производительность – 60 – 80 кг/ч;
- диаметр готового изделия – 16 -63 мм;
- стоимость – 2 800 000 рублей.
Механизмы, составляющие производственную машину
 Линия для производства труб из полипропилена
Линия для производства труб из полипропилена
Линия в собранном виде представляет собой совокупность агрегатов и узлов, общей протяженностью от 18 до 60 метров. Все элементы соединены между собой и последовательно выполняют технологические процессы. Ручной труд используется на этапах загрузки исходного сырья и приема готовых изделий, а также для отладки автоматизированных систем линии по производству пластиковых ПВХ труб.
Состав производственной линии:
 Тянущее устройство
Тянущее устройство
- бункер для сырья;
- экструдер;
- головка трубная;
- тянущее устройство;
- ванны;
- отрезной агрегат;
- прочие дополнительные устройства и приспособления.
Бункер представляет собой емкость с дозатором, в которую помещается исходное сырье. Часто бункер заменяют воронкой, а сырье взвешивают отдельно, вручную.
Экструдер состоит из вертикального редуктора с упорным подшипником, электродвигателя, цилиндра пластикации, барьерного шнека, электрошкафа с автоматизированной системой управления. Характеристики:
- размеры – 1900*1400*900;
- масса – 950 кг;
- производительность – 30 – 75 кг/ч;
- мощность – 30 кВт.
 Экструдер для изготовления ПВХ труб
Экструдер для изготовления ПВХ труб
Трубная головка включает две зоны терморегулирования, предназначена для первоначального формирования диаметра будущего изделия – от 16 до 63 мм. Для нее дополнительно понадобятся матрицы соответствующего калибра.
Ванны для охлаждения – одна вакуум-водяная, вторая водяная. Ванны выполнены из нержавеющей стали заполняются водой, оснащены водяным и вакуумным насосами. Длина каждой ванны 4 м.
Тянущее устройство линии по производству пластиковых труб представляет собой единую раму с подвижной и неподвижной траверсой. Этот агрегат оснащён счетчиком метража и отрезным устройством. Распил осуществляется роликом по диаметру трубы. Тянущий механизм приводится в действие пневматикой, есть возможность регулирования скорости протягивания – от 1 м/мин до 5 м/мин.
Если производство предусматривает изготовление мягких изделий из полиэтилена, то линия дополняется намотчиком. Устанавливается катушка, ее диаметр настраивается по необходимости, и с помощью пневмоцилиндра осуществляется процесс намотки.
Основные производители
На отечественном рынке в широком ассортименте представлена продукция российских, турецких, австрийских, китайских и немецких компаний. У каждого производителя своя технология изготовления, поэтому и поставляемая арматура обладает разными прочностными характеристиками.
Первыми в этом списке находятся немецкие и австрийские предприятия — так ведущим является немецкий завод aquatherm GmbH — официальным представителем в России которого является «Группа Компаний Агпайп» (agpipe.ru), осуществляющий полный цикл производства (от сырья до конечного продукта). Трубопроводные системы изготавливаются соответственно европейскому стандарту ISO 50001 и проходит жесткую систему сертификации.
Следующими идут чешские фирмы. Сырьем для производства продукции служит полипропиленовый сополимер, обладающий высокими прочностными и гигиеническими свойствами.
Турецкие компании получили распространение благодаря доступной цене и тройной проверке качества своей продукции.
Замыкают рейтинг поставщиков полимерных труб производители из России, Украины, Белоруссии и Китая.
Где применяется
Полимерные материалы создали новое поколение техники и сыграли важную роль в развитии экономики. Гранула первичного полипропилена активно применяется в производстве, заменив многие дорогие аналоги и добившись более эффективного производственного цикла. Материал используют:
- В машиностроении. Высокая износостойкость и доступная цена поставки полипропилена дали возможность применять его для изготовления бытовой техники и автомобилей.
- В медицине воостребована способность полипропилена переносить высокие температуры, что открыло возможности для его стерилизации. Из полимера делают шприцы, ингаляторы и другое оборудование.
- В электротехнике материал выступает в роли изолятора, и в этой области он уже конкурирует с полиэтиленом. Используется в производстве патронов ламп, оболочек изоляции, из него изготавливают корпуса телевизоров и других электроприборов.
- Важнейшая роль — упаковка. Материал называют «королем полимеров», так как он нетоксичен, гибок и легко сваривается. Полипропиленовые пленки в скором времени серьезно потеснят на рынке полиэтилен. Материал отвоевывает позиции в изготовлении пластиковых бутылок, контейнеров и другой упаковки.
Важнейший фактор, обеспечивающий повсеместное использование полипропиленов — низкая стоимость, позволяющая удешевить производственные отрасли. Материал все чаще применяется в изготовлении инженерных пластмасс, ведь сфера электроники и высоких технологий остро нуждается в решениях, способных сделать продукт доступным для закупок. Полипропиленовые волокна активно заменяют ткани, особенно это заметно в медицинской сфере.
Технология производства полипропиленовых труб
Прежде всего, нужно сказать, что полипропилен – это синтетический материал, полученный, в процессе полимеризации пропилена с этиленом, при этом выдерживаются их конкретные соотношения. Технология производства полипропиленовых труб рассчитана на большую область их применения для систем отопления и водоснабжения внутри различных сооружений и зданий.
Процесс изготовления труб
1. Процесс изготовления труб начинается с засыпания гранулированного сырья в специальный бункер. Тут материал начинает расплавляться. Все цилиндрическое устройство разделено на секторы. В каждом секторе выставлена строго регулируемая температура. Шнек устройства постоянно находится во вращении и гранулы сырья перемешиваются, и затем начинается их расплавление. На выходе из устройства под высоким давлением при помощи специальных форм образовывается полипропиленовая труба.





2. Образование формы трубы происходит в экструзионной головке. Тут установлены формы, которые ограничивают наружный и внутренний диаметр изделия. Головка прикреплена к цилиндру бункера фланцем.
3. Процесс производства полипропилена автоматический с момента засыпки гранул в бункер и до выхода готовой продукции. Все оборудование для производства полипропиленовых труб экструзионной линии управляемо из одного командного блока. Достаточно загрузить нужную программу нагрева материала, порядок его передачи от одного механизма другому и линия по производству полипропиленовых труб начинает свою работу в автоматическом режиме.
4. Вакуумный калибратор отвечает за точность выполнения заданных параметров. Труба заходит в устройство, по наружному диаметру фиксируется и с двух сторон запирается в вакуумном калибраторе. Затем под напором из форсунок в калибратор поступает холодная вода, и материал окончательно охлаждается и затвердевает. Кроме ванны для охлаждения калибровка труб выполняется посредством тянущего устройства. Вытягиванием детали контролируется ее внутренний диаметр.
Окончательный процесс в производстве труб
Также читайте: Какой диаметр полипропиленовых труб
Полный процесс изготовления под собой подразумевает получение трубы товарного вида. Труба должна иметь все требуемые от нее геометрические размеры и технические показатели. Резка труб выполняется специальным отрезным устройством. Это пила дискового или же гильотинного типа. На какой пиле будут отрезать трубу, все зависит от диаметра изделия. Такое оборудование может работать и в ручном режиме, при этом резка начинается в том случае, если включают выключатель, который установлен на штабелере. В автоматическом режиме оборудование работает тогда, когда режимы резки задаются от пульта управления. Отрезанные трубы заданной длины штабелер сбрасывает на специальный стеллаж. Там их сортируют и упаковывают. Метод нарезки труб при помощи дисковой пилы считается лучшим, так как торец трубы получается более качественным. При нарезке пилой гильотинной конец изделия становится слегка приплюснутый. Если производят армированные трубы, то проводят операции по армированию наружного или же внутреннего диаметра трубы. Это выполняется при помощи алюминиевой фольги с толщиной 0,15 мм и адгезионного специального слоя, который отвечает за крепление к полипропилену защитного металлического слоя.
Материалы для изготовления полипропиленовых труб:
— рандом-сополимер полипропилен. Собой представляет сопомилеризацию пропилена с этиленом в установленных пропорциях. Из него изготавливают трубы для водоснабжения. Печально, что хорошего компромиссного варианта материалу этого типа, выпускаемого зарубежными производителями, на наших рынках пока нет, и предвидится, наверное, не скоро;
— гомополимер полипропилен. В большей степени применяется для изготовления канализационных труб и фитингов. Этот материал хрупкий и при температуре ниже нуля трубы не устанавливаются, поэтому такие полипропиленовые трубы подходят лишь для внутренней канализации. Подобные модели труб тонкостенные, толщина стенок будет не больше 2,0 мм.
Список производителей полипропиленовых труб в России
В Российской Федерации несколько сотен производителей полипропиленовых труб высокого качества, но наиболее популярными и крупными предприятиями считаются единицы. Вот их список:
- «Синикон» — крупная фирма из Москвы. Данный производитель выпускает качественные пластиковые детали для эксплуатации в виде водопровода, как при использовании горячей, так и холодной воды. Так же их товары используют для канализации. www.sinikon.ru
- «ЯрИнтерПласт» — компания обладает двумя крупными заводами. Один находится на юге Российской Федерации, второй, основной, располагается в Ярославле. Фирма специализируется на производстве армированных пластиковых труб, разных типов фитингов и продукции для водопроводных и канализационных систем.
- «Политрон» — одна из крупнейших производительниц труб и систем в России. Благодаря внедрению современных технологий в работу завода, их полипропилен имеет высокие показатели качества. Компания изготавливает так же фитинги и системы, из современного полипропилена, который не подвержен быстрому возгоранию.
- «Альметьевский трубный завод» — специализируется на производстве полипропиленовых труб, так же стальных. Является открытым акционерным обществом. www.atz.ru
- «Космопласт» — один из крупнейших производителей фитингов на рынке России. Кроме того компания изготовляет системы для водопроводов и канализаций. Так же фирма изготавливает полипропиленовые детали. www.cosmoplast.ru
Как вы понимаете данный список основных производителей на российском рынке полипропиленовых изделий далеко не полный. Существуют еще сотни других компаний, которые изготавливают полипропиленовые трубы.