
Какими должны быть швы?
Электрическая сварка труб.
Трубы варят с соблюдением условий и требований, удобства работы
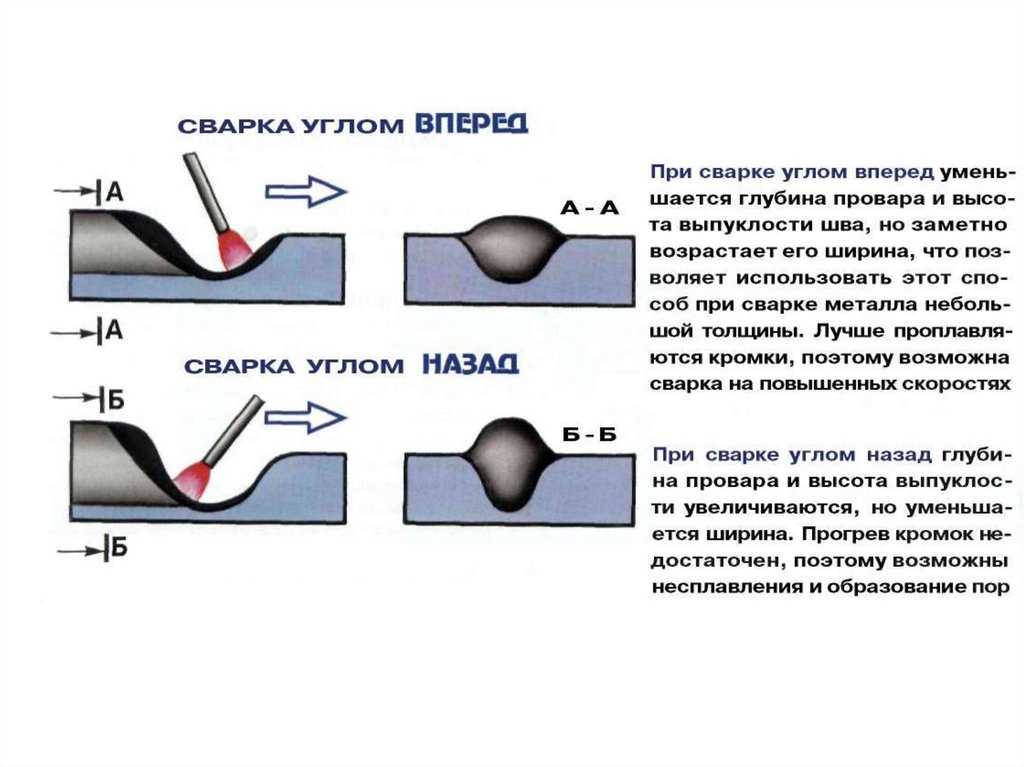
Важно предусмотреть, каким будет движение дуги, в каком направлении начать работу. Следует сразу определить направление и величину дуги
Если она будет длинной, то металл во время плавления окислится, начнет азотироваться, а по рабочей поверхности разбрызгаются капли. Шов при этом получается не столь хорошего качества, он становится пористым, для водопровода он совершенно не подходит.
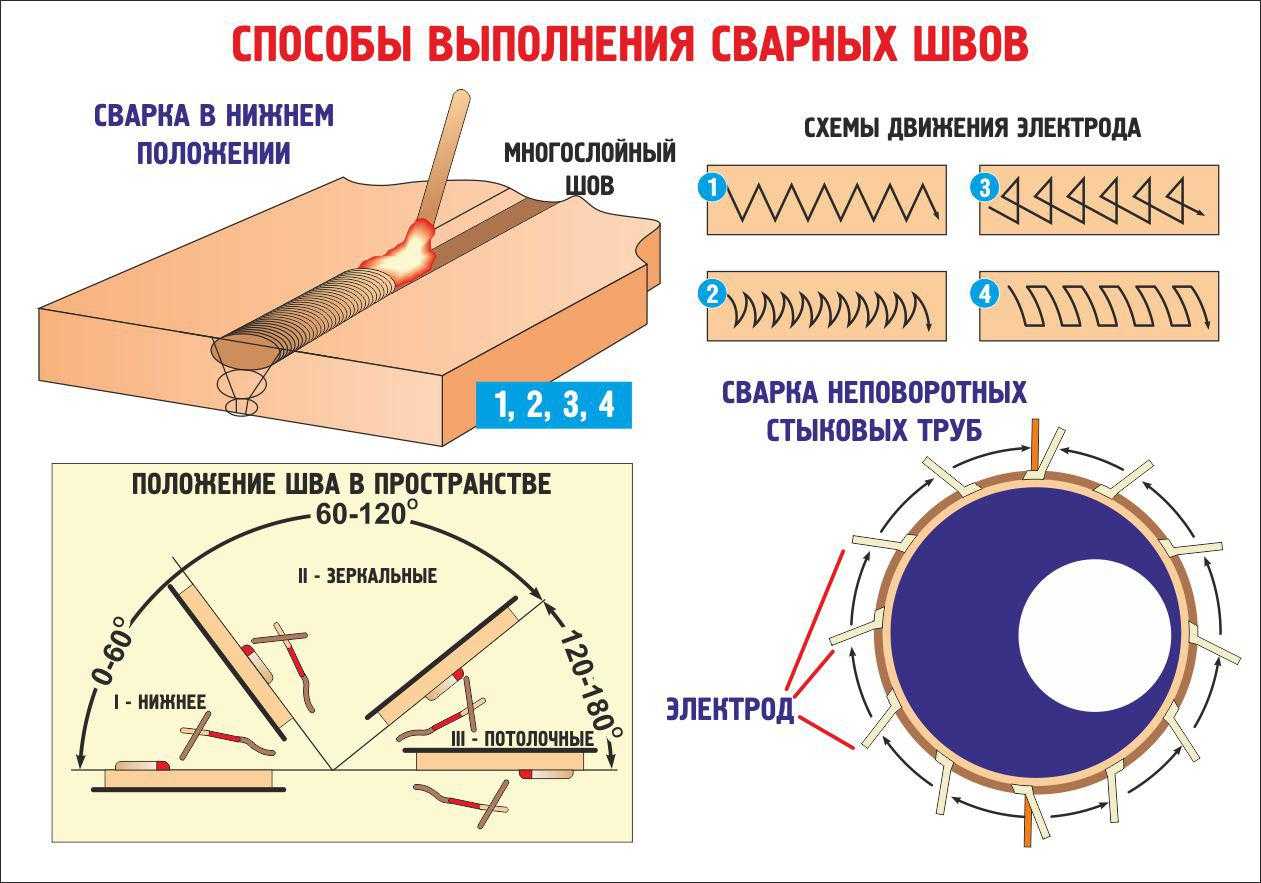
При проведении сварочных работ надо учесть, что движение дуги может осуществляться по трем направлениям:
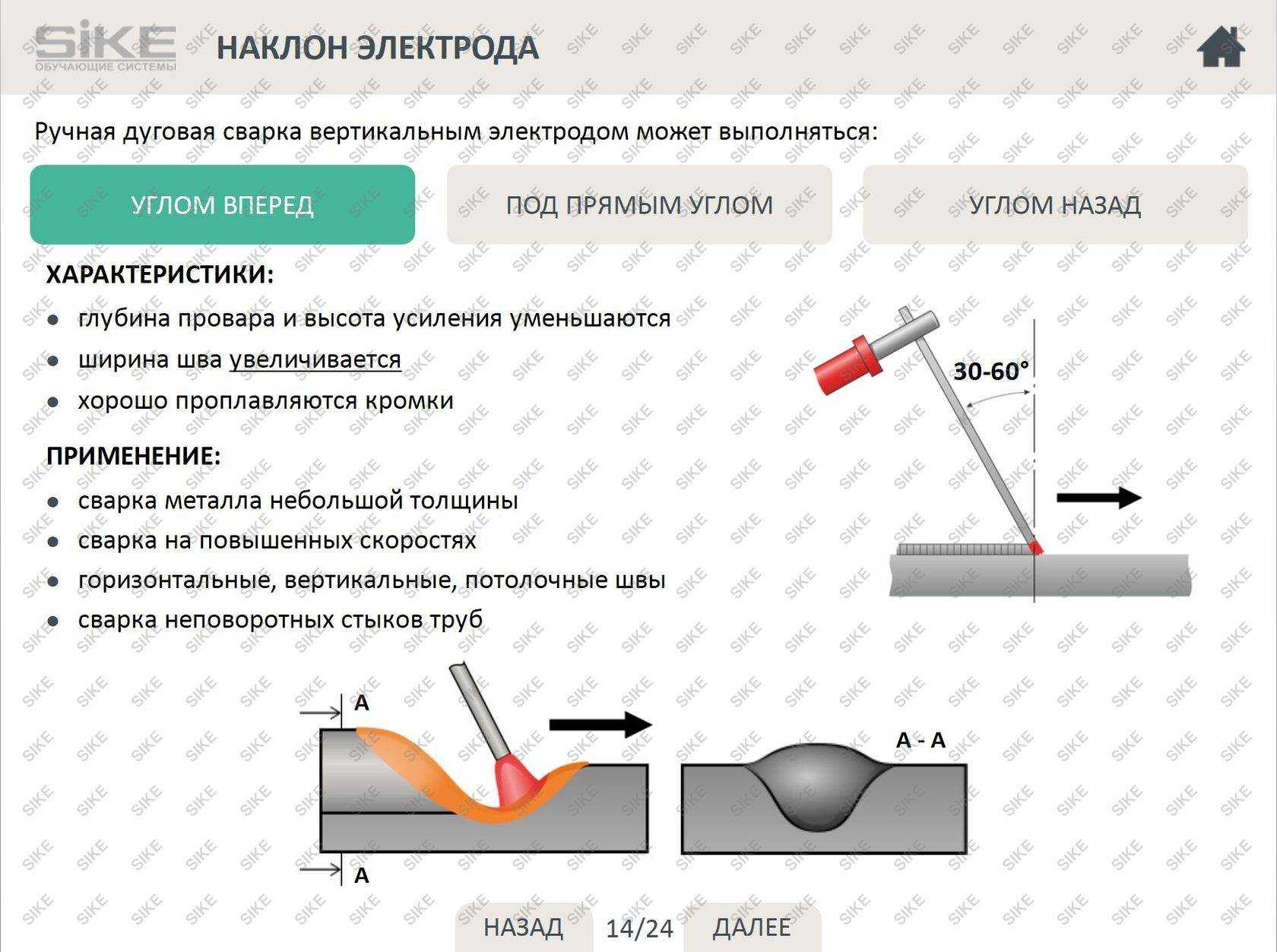
- Движение поступательное по оси электрода. В данном случае дуга сварки поддерживается в оптимальном состоянии, качество шва получается отличное. В пространстве между электродом и сварочной ванной наблюдаются именно те условия, которые необходимы для обеспечения быстрой и качественной работы. Электрод во время сварки надо постоянно перемещать вдоль его оси, чтобы расстояние сохранялось одинаковое, а длина дуги была постоянной.
- Если перемещение продольное, то по оси сварочного образующегося шва будет появляться валик нитевидной формы. Толщина образующегося шва будет зависеть от скорости движения электрода. Валик имеет ширину, которая примерно на 2-3 мм больше, чем диаметр используемого электрода. Сам валик является сварным швов, но он узкий, его недостаточно для создания прочного соединения, когда соединяются два отрезка трубы. Чтобы сделать шов более прочным и широким, во время движения необходимо электрод перемещать таким образом, чтобы он двигался еще и по горизонтали, т.е. поперек будущего шва.
- Поперечное движение тоже применяется во время сварки. Требуется выполнять возвратно-поступательные движения колебательного типа. Ширина движений для каждого отдельного случая различна, она определяется в индивидуальном порядке. На ширину шага оказывают влияние различные факторы. Это размер, положение будущего шва, характеристика материалов, которые свариваются, требования, которые предъявляются к соединению. Электросварка обычно обеспечивает ширину шва 1,5-5 раз больше, чем диаметр электрода.
Когда выбирается направление движения, необходимо учитывать, что две трубы должны иметь кромки. Они полностью проплавляются, шов должен получиться прочным и надежным, чтобы он смог выдержать планируемые нагрузки.
Удаление шлака
После того как соединение между двумя трубами закончено, необходимо дать шву остыть, потом можно осмотреть его состояние. По большей части требуется его зачистка от образовавшегося шлака. Он образуется в процессе сваривания, когда флюс на электроде сгорает. Проверить это не так сложно, после остывания надо постучать по шву молотком. Если шлак есть, то он отлетит, под ним откроется блестящий и чистый шов, остающийся после электросварки. Чтобы не повредить соединение и трубы, лучше сначала потренироваться на небольших участках, имеющих длину в 2-3 см. Если все получается чисто и аккуратно, то можно начинать работы по свариванию трубопровода из металла.
Электросварка не так сложна, как это может показаться, но важно правильно соблюдать все этапы и требования. Следует выбрать только качественное оборудование и прочие инструменты
После этого выбирается тип самой сварки и шва. Не стоит забывать про использование средств защиты рук, лица и глаз.
Как выполнить правильный шов
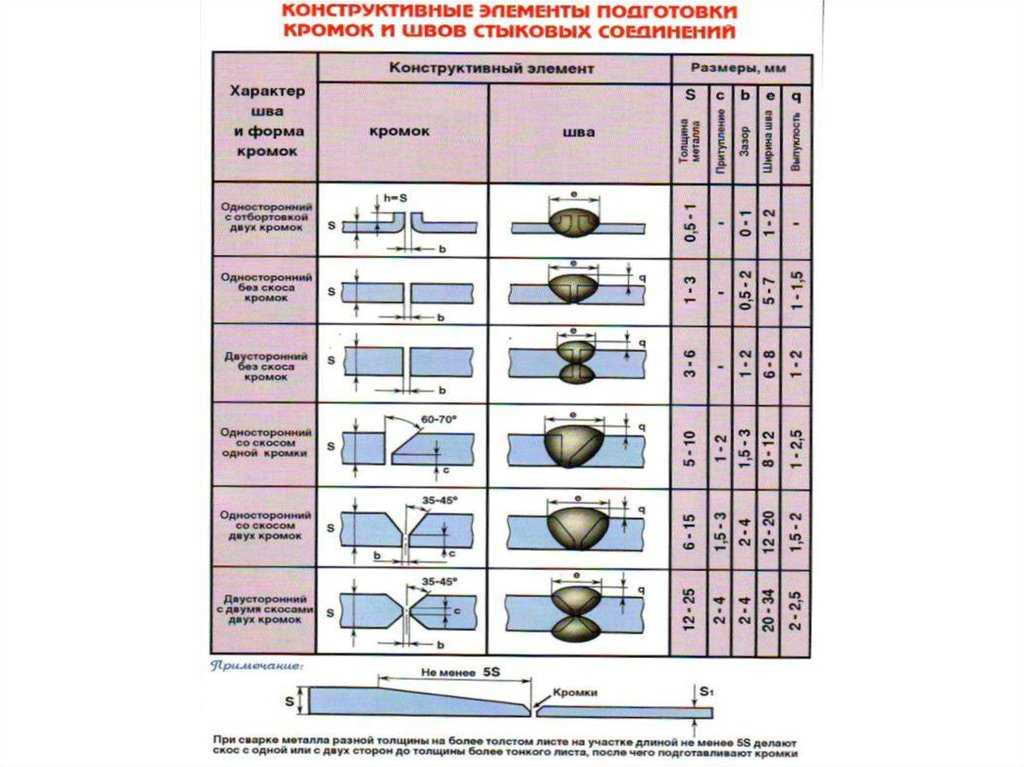
Чтобы сделать качественный шов, необходима правильная подготовка трубы к сварке. Качество кромки труб является определяющим для прочного и герметичного шва.
Например, для сварки встык срез трубы должен быть строго под прямым углом. Перед началом работы его тщательно зачищают наждачной бумагой на 1 см от края трубы, затем удаляют масла, краски, металлической пыли и обезжиривают.
Техника сварки зависит от формы сечения, толщины и диаметра соединяемых труб. Простые круглые трубы для систем отопления свариваются простым непрерывным швом, двигая электрод вдоль поверхности трубы до тех пор, пока два фрагмента не будут полностью сварены.
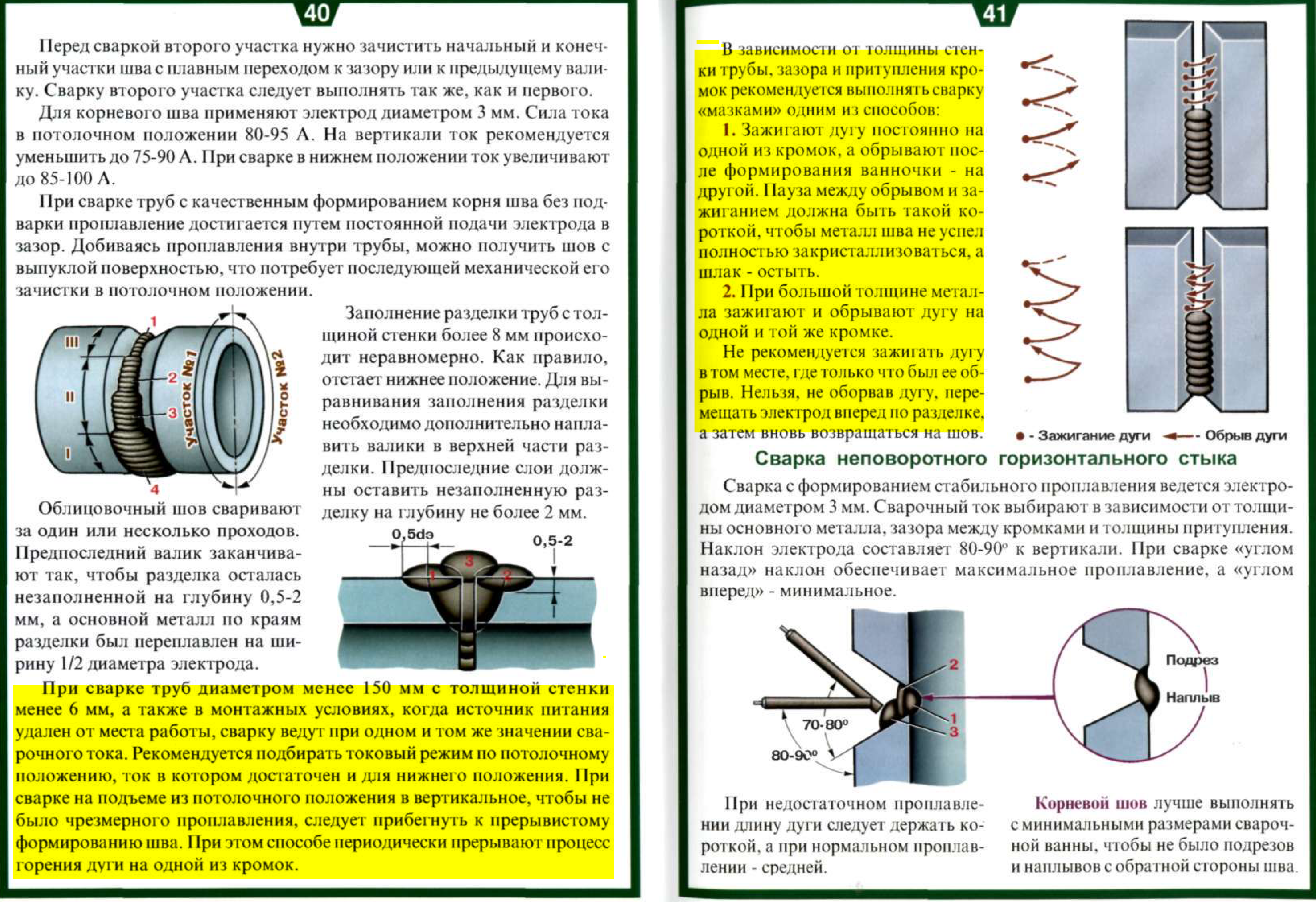
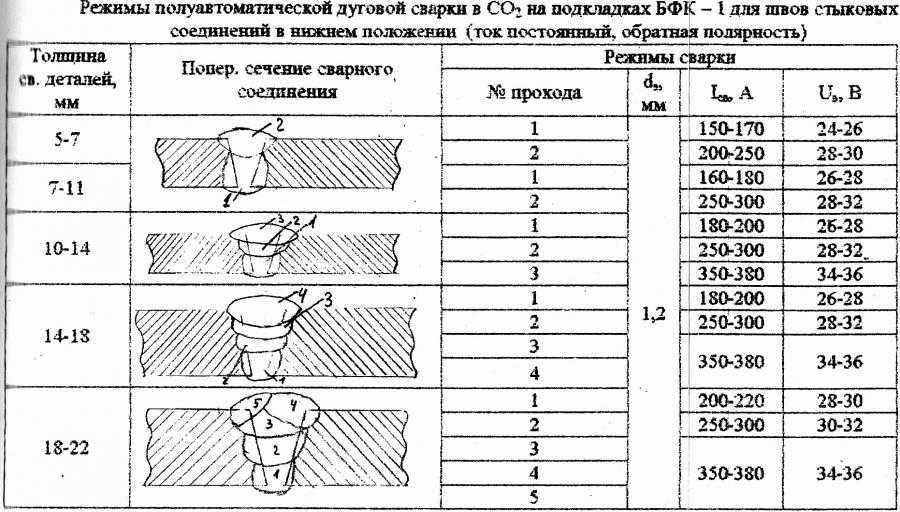
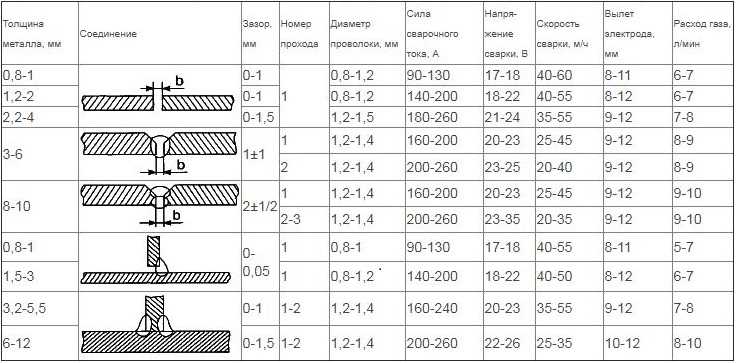
Для относительно тонкого трубопроката (до 6 мм) подойдет двухслойный шов, при толщине от 6 до 12 мм применяется трехслойная сварка. Массивные и толстые фрагменты трубопровода соединяются четырьмя и более швами.
Швы выполняются поочередно, один за другим. Следующий шов можно начинать только после остывания предыдущего. Чтобы добиться качественного и красивого шва, нужно периодически снимать образующийся в месте сварки шлак, слегка постукивая по трубе молоточком.
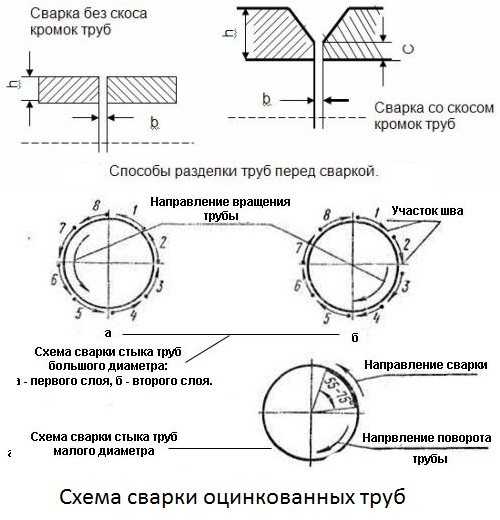
Особенности сварки поворотных и неповоротных стыков
Для выполнения качественного поворотного стыка (там, где две трубы соединяются под определенным углом) можно использовать специальный вращатель, который фиксирует и обеспечивает максимально удобный доступ сварщику.
Рекомендуем ознакомиться: Как сделать коллектор для полипропиленовых труб?
При отсутствии аппарата придется поворачивать трубу вручную, обрабатывая электродом участок сечения трубы 60-110 градусов.
При ручном выполнении поворотного стыка диаметр труб сначала проваривается на 2/4 с внешней стороны в два слоя, затем разворачивают и доваривают стык, используя все три-четыре слоя.
Неповоротный стык делать намного легче: совместить два фрагмента трубы и сделать несколько точек сварки (например, в виде воображаемого креста, или только с двух противоположных сторон). Варить трубу, начиная с нижней точки, двигая электрод к верхнему участку.
Как проверить надежность соединения
Герметичность сварки можно проверить только одним способом – пропустить через трубу воду или газ под давлением и проверить визуально на наличие протечек рабочей среды. Например, если выполняется сварка труб системы отопления, можно присоединить участок трубы к системе и наполнить ее водой. Если на участке сварного шва не покажутся капли воды, сварка выполнена качественно.
Особенности сварки оцинкованных труб своими руками: ГОСТ на электроды
Не секрет, что оцинкованные стальные изделия используются в различных отраслях промышленности и строительстве довольно часто. И это неудивительно. Ведь материал имеет отличную коррозионную стойкость и стоит недорого. При этом такие трубы имеют более привлекательный внешний вид, в сравнении со стальными. Все это можно увидеть на фото и видео в Сети.
Пример оцинкованных труб
Получение оцинкованного материала
Чтобы нанести на сталь цинк, есть несколько вариантов по ГОСТу. Самый часто используемый способ – напыление. Также часто применяется цинкование и гальванический способ. Цинкование применяется при массовом изготовлении стальных изделий.
Поэтому толщина слоя цинка может быть разной, но находится в пределах от 2 до 150 микрон.
Как соединить оцинкованные трубы
Чтобы соединить трубы, использовать резьбу нецелесообразно, поскольку это нарушает свойства металла (коррозионную стойкость). Поэтому чаще всего используется традиционная сварка. Однако опасность повреждения цинкового покрытия также сохраняется. Поэтому не исключены коррозионные процессы. Если участки поверхности труб окажутся малыми, они все равно будут защищены катодным путем. Если же эти зоны большие, тогда коррозийная защита не может быть обеспечена на все 100 %.

Приваривание фланца к трубе
Особенности
Чтобы соединить оцинкованные трубы своими руками, применяется специальная технология, которая дает возможность избежать нарушения цинкового покрытия. Происходит все таким образом. Флюс наносится на место соединения. Он не выгорает, поскольку находится в расплавленной стадии. Благодаря этому создается высокий уровень коррозионной стойкости.


Такой метод применим и для сварки труб водопровода. Дело в том, что внутри трубы остается флюс, который затем растворяется в воде. При этом он не создает опасности для человека, поскольку безвреден.
И, конечно же, нельзя забывать о безопасности процесса. Поэтому сварка выполняется только в хорошо проветриваемых помещениях. Иначе это чревато ухудшением здоровья
Это особенно важно знать, если планируется выполнять процедуру своими руками. На видео в Сети об этом нюансе не всегда могут сообщить, поэтому его нужно запомнить
Правила выполнения сварочных работ
Для удачного результата следует соблюсти простые правила, которые можно найти в ГОСТах:
- Кромки не нужно подготавливать (даже если толщина стенок составляет более 4 мм): они должны быть без скосов. При этом необходимо выполнить зачистку до блеска, удалить жир.
- В процессе нужно обеспечить температуру, при которой цинк не перегревается, а иначе о коррозионной стойкости можно забыть. Поэтому нужно наносить слой флюса, которого будет вдвое большое от необходимого количества по расходу.
- Газовое пламя должно поставлять небольшой избыток кислорода.
- Детали предварительно подогреваются.
- Горелка выбирается на номер или два номера меньше, если сравнивать с аналогичной ситуацией при работе со стальными изделиями.
Прут устанавливается в место стыка, а затем огнем горелки расплавляют его (направление должно быть не на основной металл, а именно на прут).
Чтобы предотвратить появление пор, следует уменьшить скорость сварки и увеличить ток.
После процесса флюс следует удалить.
Выбор электрода
Рутиловый электрод
Стандартные оцинкованные трубы для воды можно сваривать обычными электродами. Если выбирается ручной дуговой способ сварки, то выбор электрода – важная составляющая качественности процесса. Если нужно сваривать низколегированные стали, подойдут электроды с основным покрытием, для углеродистых сталей лучше с рутиловым.
В сварке оцинкованных труб есть свои особенности. И если их учесть, тогда процесс пройдет стабильно, а на выходе мы получим качественный шов, который будет служить не один год. Он будет обладать высокой коррозионной стойкостью, герметичностью. А стоимость и время монтажа будут на минимальном уровне.
Как выполняют сварку оцинкованных труб
Самым простым вариантом является абразивная обработка трубы для удаления слоя цинка на месте работы. В этом случае сварку стальных поверхностей можно проводить обычным образом, что гарантирует высокую прочность соединения.
Недостатком этого метода является удаление защитного слоя металла, что повышает риск возникновения коррозионных процессов. В этом случае можно вновь нанести цинковое покрытие, воспользовавшись катодным методом. При этом для получения защитного слоя используются электролитические процессы.
При сварке важно не нарушить защитный слойИсточник odstroy.ru
Поскольку по таким трубам обычно перемещается жидкость, срок их службы может значительно сократиться. Для предотвращения этого создают защитный слой, покрыв место соединения специальной краской, которая в своём составе содержит 94% цинковой пыли и 6% связующих веществ. В качестве последних могут использоваться, например, эпоксидная смола, хлорированный каучук или полистерин.
Более предпочтительно использование специального флюса, например, UTP 1 вместе с HLS-B. Такая сварка оставляет цинковый слой неповреждённым. При применении этого метода флюс легко растворяется в воде и не обладает негативным влиянием на здоровье человека.
Если повысить температуру обработки, то сталь разогреется настолько быстро, что цинковое покрытие не пострадает. Этого добиваются при помощи регулировки рабочего тока сварочного аппарата.

ПРи сварке нужно направлять пламя на флюс для того, чтобы не повредить защитный слойИсточник saiding-v-permi.ru
Отравление цинком при сварке: симптомы, первая помощь, лечение
Во многих случаях отравление цинком возникает у работников сфер промышленности. При сварке оцинкованных труб можно получить поражение парами цинка. Помимо этого интоксикацию может вызвать неправильное хранение продуктов в оцинкованной посуде. Особенно опасно хранить в данной посуде кислые продукты, потому что в кислой среде растворение цинка лучше, что повышает возможность отравления.

Цинк один из минералов
Еще одним фактором может быть принятие лекарственных препаратов, в составе которых есть этот микроэлемент. Установлено, что принятие более 150 мг таких лекарств в день приводит к поражению этим веществом. Сам по себе цинк не сильно опасен, токсичны именно пары, которые могут привести к появлению цинковой лихорадки. Иногда она может называться металлической. Из-за этого отравление обычно происходит в результате вдыхания большого количества паров цинка. Интоксикация через ротовую полость встречается реже.
Симптомы острого и хронического отравления
Симптомы отравления обычно выражены ярко и диагностируются достаточно быстро. При остром поражении вдыхается большое количество высококонцентрированных паров цинка. Симптомы следующие:
- жажда;
- озноб и повышенная температура;
- металлический привкус в полости рта;
- боль в мышцах и слабость;
- тошнота.
Если пары цинка поступили через рот, могут проявляться дополнительные симптомы:
- ожог слизистой оболочки полости рта;
- мышечные судороги;
- понижение артериального давления;
- кровавая рвота.
В случае острого отравления показано незамедлительное лечение. Время здесь играет главную роль. Также возникает опасность появления раковых образований. Чаще всего в результате данного заболевания страдает печень и система кровообращения. В крайних случаях у больных может развиться отек легких либо их воспаление. Когда отравление произошло в результате попадания цинка в чистом виде, симптомы могут быть следующие:
- ожог органов желудочно-кишечного тракта;
- болевые ощущения в животе;
- потеря аппетита;
- рвота.

Нельзя хранить продукты в оцинкованной посуде
Если не лечить развившееся заболевание, может возникнуть риск появления почечной недостаточности, или возникновение язвенных болезней. Основные симптомы хронического отравления несколько отличаются. Если же заболевание приобретает хроническое течение, то почти у всех больных диагностируется расстройство тех или иных органов желудочно-кишечного тракта, происходят нарушения функций дыхания.
Также симптомы могут включать в себя проявление язв на коже и различного рода дерматитов, которые обычно не доставляют сильного беспокойства. Отравление данным веществом для детей переносится значительно тяжелее, нежели для взрослых, и соответственно лечение для них необходимо другое.

Лечение отравлений

Если появились признаки отравления, то необходимо вызвать скорую помощь
Если появились признаки такого рода поражения, то первым делом следует вызвать скорую помощь. До ее приезда пострадавшему следует оказать первую медицинскую помощь:
- вывести пострадавшего из помещения;
- уложить человека на горизонтальную поверхность;
- следить за температурой тела;
- обильно напоить крепким чаем.
Квалифицированную медицинскую помощь обычно начинают с введения внутривенно раствора глюкозы. Также могут назначить слабительные растворы, активированный уголь, препараты, которые помогут побороть признаки отравления. Также может использоваться антидотное лечение. В случае острого или хронического течения рекомендуется применять комплексное лечение, состоящее:
- искусственной вентиляции легких;
- принятия мочегонных средств для более быстрого выведения цинка из организма; ингаляции кислородом;
- принятия витаминов для поддержки иммунной системы.
Независимо от тяжести отравления, лечение должно сопровождаться обильным горячим питьем и содержанием больного в тепле и покое. Обязательно требуется делать промывание желудка. Помещение, в котором находится пострадавший, должно хорошо проветриваться. Также при сильных поражениях кожи некоторое время возможна нетрудоспособность, или временный перевод на другую работу.
Профилактика отравлений цинком
Для предотвращения заболевания, в промышленных помещениях необходимо сделать хорошую вентиляцию, и провести механизацию рабочего процесса. Рабочие обязательно должны использовать индивидуальные средства защиты — респираторы, промышленные противогазы. После окончания работ нужно промывать руки щелочными растворами, после чего смазать кожу рук жиром.
https://youtube.com/watch?v=D3WmjxO9X-c
ВИДЫ СВАРКИ ОЦИНКОВАННОЙ СТАЛИ
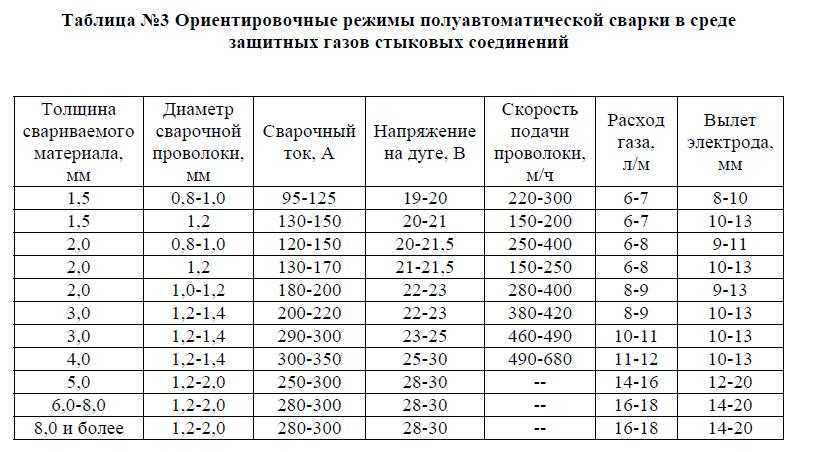
Сварка оцинковки полуавтоматом
Такой метод сварки имеет ряд особенностей:
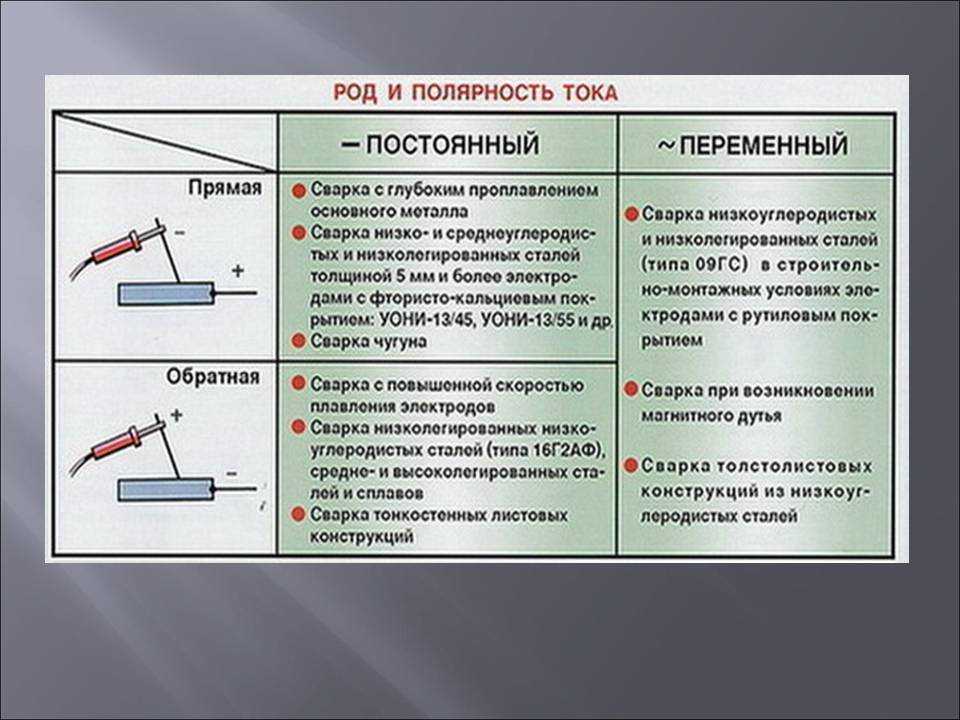
- Подключение. «+»клемму подводят к горелке, а»-«к поверхности;
- Сила тока. Увеличение силы тока приводит к увеличению скорости подачи присадки;
- Подбор съемника тока. При подборе учитывается диаметр сечения проволоки. Необходимо вовремя производить замену, не дожидаясь значительного изнашивания;
- Выбор рукава подачи присадки. Необходимо выбирать жесткие рукава, не допускающие перегибов и нарушения подачи присадочного материала;
- Учет толщины листа. Тонкие листы толщиной 1мм. и менее, подвергаются точечной сварке;
- Напряжение. При возможности перепадов напряжения, рекомендуется использовать проволоку наименьшего диаметра, имеющую высокую скорость плавления, необходимую для компенсации недостатка напряжения сети;
- Техника без использования защитного газа. В данном случае, «+»клемма подключается к оцинкованной поверхности.

Преимущества метода:
- Возможность работы без создания защитной атмосферы;
- Хорошие показатели ровности шва;
- Простота в соблюдении параметров тока.
Отрицательные качества:
- Не рекомендуется проводить сварку при порывах ветра и в присутствии мощных вентиляционных систем;
- Необходимы крупногабаритные газовые баллоны;
- Необходимы жесткие рукава подачи присадки.
Сварка инвертором
Особенности сварки оцинковки при работе инверторным методом:
- Подбор диаметра электрода. Оптимальным сечением будет диаметр не более 2мм;
- Учет легкоплавкости электродов. Чем выше коэффициенты расплавления, тем ниже значения тока;
- Техника движения. Необходимо соблюдать плавность перемещения дуги;
- Соблюдение угла наклона. Соблюдение угла в пределах 45 градусов, позволяет избежать риска прогорания.
- Соблюдение распределения полярности. В связи с тем, что данный метод сварки применяется в основном к тонколистовому металлу, необходимо учитывать, что в этом случае работа производится током обратной полярности. Это означает, что «+»подключается к электроду, а»-» к оцинкованной поверхности.

Этапы процесса сваривания оцинкованной стали при работе с трубопроводом.
- Подготовка. Учитывается толщина заготовки. Если она превышает 3мм, под углом в 80 градусов делается скашивание поверхности на расстояние 1-1.5мм по поверхности шва. Торцы изделия зачищаются от зазубрин и загрязнений и обезжириваются. Свариваемые элементы выкладываются ровно с соблюдением зазора в 3мм. Вдоль сварочного шва наносится 2мм слой флюса.
- Сварка. Производится в следующие этапы: — детали, подлежащие сварке прогревают на расстояние не менее 300мм от свариваемых краев; — флюс подвергается нагреву до прозрачного состояния; — присадка накладывается на поверхность и расплавляется при помощи газовой горелки до полного заполнения пустоты; — припой располагается перед пламенем горелки. Допустимые углы наклона составляют 95 градусов для горелки и 15-30 для проволоки.
- Завершение процесса. Флюс удаляется, шов зачищается. По окончании зачистки, поверхность обрабатывается антикоррозийным составом.
Точечная сварка
Метод точечной сварки оцинковки получил наиболее широкое распространение в автомобилестроении. Получаемая точка отличается высокой прочностью. Линия разрыва не затрагивает область сварки, а проходит по поверхности листа. Следует учитывать, что использование точечного метода приводит к ускоренному изнашиванию электродов и требует больших энергетических затрат. В связи с этим, наиболее целесообразно проведение автоматической корректировки режимов и настроек в условиях профессиональных сварочных рабочих мест.

Нанесение защитного покрытия
Восстановление оцинковки в условиях заводского цеха проводят катодным напылением. Процесс имеет электрохимическую природу, а потому неприменим в полевых условия. При монтаже бытовых коммуникаций альтернативной защитой служит покраска труб. Покрытие требует постоянного контроля и обновления при ржавлении труб.
Рекомендуем ознакомиться: Использование краски для поверхности оцинкованных труб
Более стойкий защитный эффект оказывает краска с содержанием цинковой пыли более 90%. Наносят ее с помощью обыкновенной кисти. Существует способ восстановить цинковое покрытие наплавлением на поверхность стыка химически чистой цинковой проволоки.
ЭТАПЫ РАБОТЫ С ОЦИНКОВКОЙ
Удаление цинкового покрытия
Данная процедура необходима для того, чтобы расплавленный цинк, попав в область шва, не ухудшил его качество. Существует три основных способа зачистки:
Механический
Данный способ зачистки оцинковки осуществляется при помощи жестких абразивных средств, металлических щеток и наждачной бумаги.
Химический
Заключается в воздействии на покрытие кислотой, или щелочью. После осуществления необходимой экспозиции, изделие тщательно промывается и высушивается.
Термический
Заключается в обжиге краев изделия при помощи газовой горелки. Следует учитывать, что воздействие высоких температур провоцирует высвобождение токсичных паров.
Подбор электродов
Для того, чтобы выбрать, какими электродами варить оцинковку, необходимо учитывать ряд нюансов. Выбор электродов осуществляется с учетом типа свариваемой стали.
Можно выделить 2 основных вида электродов:
- С рутиловым покрытием (АНО-4, МР-3, ОЗС-4). Подходят для сваривания стали с низким углеродным содержанием. Наличие оксида титана значительно упрощает зажигание дуги, гарантирует прочность шва и его герметичность, а также минимизирует разбрызгивание;
- С сильноосновными флюсами (УОНИ13/45, УОНИ13/55, ДСК-50). Подходят для сталей низкого легирования.
Подбор присадочного материала
Основное требование к проволоке, используемой в качестве присадочного материала — низкая температура плавления, варьирующаяся от 900 до 1100 градусов. Соблюдение этого условия позволит добиться качественного шва, так как в этом случае проволока будет плавиться, не повреждая и не оплавляя сам материал.


Полезные советы
Специалисты рекомендуется обращать особое внимание на некоторые моменты:
- После зачистки соединения стальной щеткой требуется восстановление цинкового покрытия специальными защитными составами. Они бывают в аэрозольных упаковках, в небольших емкостях. Ими обрабатывают шов и место присоединения клеммы (крокодильчика).
- На стыках увеличивают силу тока до 15 ампер, а скорость движения электрода снижают, должен образоваться плотный валик, способный выдержать динамическую нагрузку на изгиб.
- Короткая дуга позволяет контролировать качество шва, меньше разбрызгивается металл ванны. Снижается вероятность прожигания цинкового покрытия искрами.
- Настройка оборудования производится на низкотоковые режимы. На полуавтомате выставляется режим «Synergic», на инверторах – на 5-10 ампер ниже табличных значений.
- Начинающие не должны забывать проверять качество шва. После снятия шлака он визуально осматривается, аккуратно простукивается, так проще выявить дефект.
Источник
Технология сварки с флюсом
Данная технология является одним из наиболее подходящих вариантов. Представленное вещество обеспечивает получение вязкого слоя, который не пропускает воздух. В результате предотвращается окисление цинкового слоя.
Перед непосредственным применением флюса для сварки его необходимо привести в жидкое состояние. Вещество наносится в местах соединяемых элементов. При проведении сварочных работ материал будет расплавляться, тем самым покрывая весь нужный участок тонким слоем, что позволит предотвратить отслоение цинка.
Нередко специалисты сталкиваются с повреждением защитного своя при его нанесении методом горячего цинкования. Это происходит даже при незначительных отклонениях от установленных требований технологического процесса. Стоит отметить, что попадание флюса внутрь трубопровода безопасно, так как он с легкостью растворяется в воде и будет вымыт ещё на стадии опрессовки.
Соединение труб производится следующим образом:
- Стыкуемые торцы нагреваются до температуры 900-950о.
- Между фасками свариваемых элементов помещается пруток, в состав которого входит медь, цинк, олово и кремний.
- На место шва насыпают слой флюса, который должен покрыть поверхность до 20 мм по сторонам шва.
- Присадка нагревается горелкой до расплавления, и на этом процедура заканчивается.
Соблюдение требований технологического процесса сварки, применение качественных материалов и оборудования гарантируют получение надежного соединения оцинкованных труб, готовых к эксплуатации.
