
Таблица пайки полипропиленовых труб в зависимости от диаметра трубок
Ключевым фактором во время сварки является соблюдение указанного времени, а точнее секунд, и температуры. В противном случае гарантирована плохая проводимость либо утечка жидкости. Во избежание таких неприятностей была создана таблица со всеми необходимыми значениями. Температуру пайки полипропиленовых труб таблица показывает неизменной, в то время как остальные параметры индивидуальны для каждого диаметра трубы.
| Диаметр трубы (мм) | Время (с) | Оптимальная температура пайки (°С) | ||
| Сварки | Нагрева | Охлаждения | ||
| 20 |
4 |
6 | 120 | 259-280 |
| 25 | 7 | 180 | ||
| 32 | 8 | 240 | ||
| 40 | 5 | 12 | 260 | |
| 50 | 18 | 300 | ||
| 63 | 6 | 24 | 360 | |
| 75 | 30 | 480 | ||
| 90 | 8 | 40 | 600 |
Пайка полипропиленовых труб
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода
Это сильно отразится на пропускной способности будущего участка трубопровода.

Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
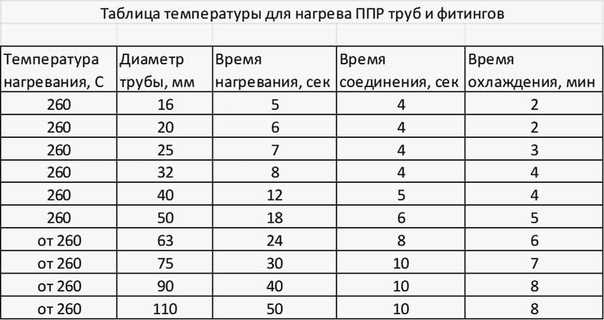
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
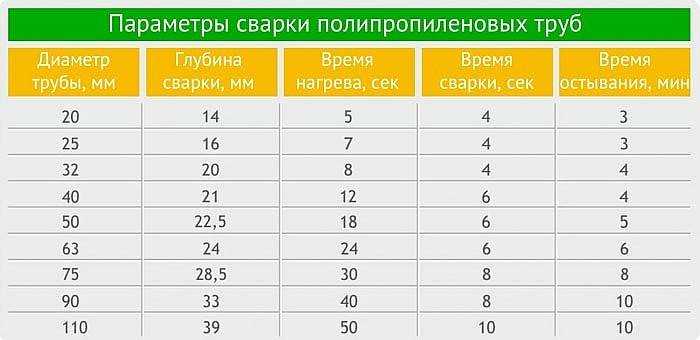
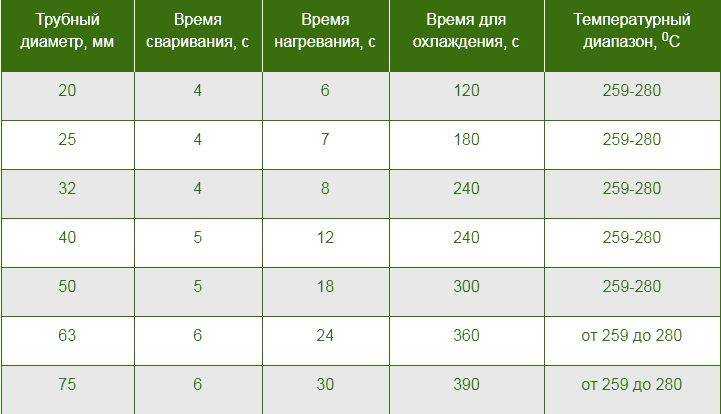
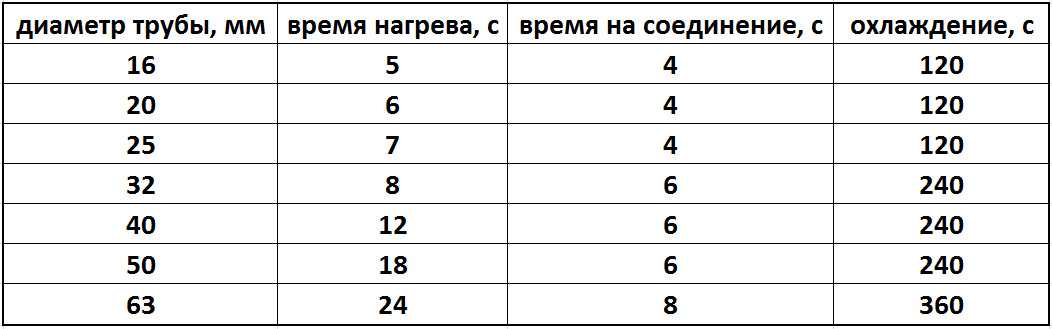
Существует таблица температур пайки полипропиленовых труб.
| Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
| 20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
| 32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
| 50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
| 75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
Подготовка к сварке полипропиленовых труб
Перед включением в сеть на паяльник устанавливаем две насадки: одну под внутренний диаметр (муфты), вторую для наружного (труба).
Нужно подготовить детали для сварки: муфту и трубу необходимой длины.
Поскольку мы общаемся с деталями, нагретыми до высоких температур, то работаем в перчатках, о которых тоже позаботились до начала работы.
Включаем прибор для сварки в сеть. Также включаем оба тумблера на корпусе (см. фото ниже). На всех моделях паяльников есть две лампочки: одна показывает, что паяльник включен в сеть, вторая – что идёт нагрев:
– как только вторая лампочка гаснет, значит, паяльник нагрет до установленной температуры.
Особенности труб ППР
Полипропилен сегодня по объёму его потребления в мире только немного уступает полиэтилену. Из него изготавливают не только трубы, но и тару, нити, листы, — это самый востребованный пластик в промышленности. Трубы из него обладают следующими отличительными свойствами:
- они имеют высокую прочность;
- устойчивы к воздействию щелочной среды;
- практически не действуют на них и кислоты;
- в них не образуется ржавчина;
- они обладают низкой электропроводностью;
- выдерживают сильные гидроудары;
- изгибать их можно, сколько угодно;
- наконец, они сейчас относительно недороги.
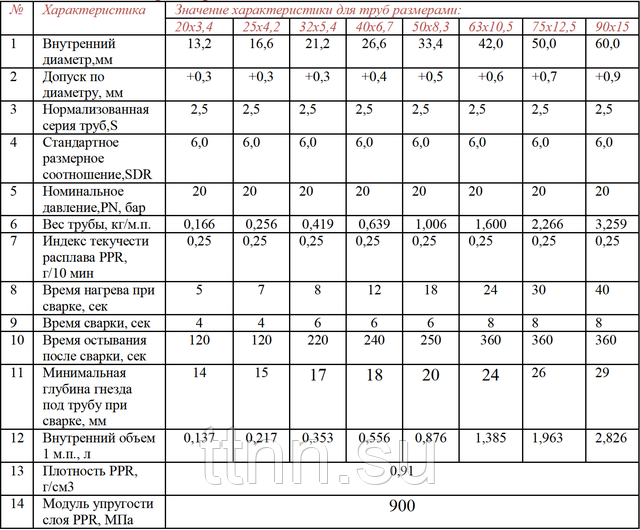
Технические характеристики:
- выдерживают температуру до – 15 градусов;
- имеют низкую теплопроводность;
- плотность материала 0,91 кг/см2;
- прочность – 35Н/мм.
Размягчаться полипропилен начинает при температуре 140 градусов, а плавиться – при 170. Трубы из него делают различного диаметра – от 10 до 125 мм. Соединяются с помощью специальной пайки, которая делает шов очень прочным при правильном выполнении работ.
Влияние силы и времени спайки
 Целью применения сварочной силы является приведение деталей по пластифицированному соединению в контакт друг с другом таким образом, чтобы молекулярные цепи могли достаточно перемешиваться и образовывать полукристаллические структуры, которые определяют прочность PPR. Требуемое усилие сварки (удельное давление соединения) для PPR указано в строительных нормах и определяется, как сила на площадь поверхности. Если сварочное давление неправильно рассчитано или сварочная машина неисправна, например, из-за утечки поршневых уплотнений, существует риск, что качество сварки будет низким, а соединение дефектным.
Целью применения сварочной силы является приведение деталей по пластифицированному соединению в контакт друг с другом таким образом, чтобы молекулярные цепи могли достаточно перемешиваться и образовывать полукристаллические структуры, которые определяют прочность PPR. Требуемое усилие сварки (удельное давление соединения) для PPR указано в строительных нормах и определяется, как сила на площадь поверхности. Если сварочное давление неправильно рассчитано или сварочная машина неисправна, например, из-за утечки поршневых уплотнений, существует риск, что качество сварки будет низким, а соединение дефектным.
Это происходит из-за того, что в пограничных более холодных слоях будет происходить недостаточное перемешивание слоёв и, следовательно, снижение прочности. Кроме того, избыточное давление вызывает недопустимо большие деформации сдвига, что, в свою очередь, приводит к увеличению остаточных напряжений в сварном шве. Слишком высокие остаточные напряжения могут значительно снизить прочность соединяемых изделий.
При стыковой сварке несколько раз приходится учитывать временные интервалы.
Наиболее важными являются:
- Время прогрева и нагрева (пластифицирование) материала, подлежащего сварке, до нужной температуры сварки, для установления нужной температуры паяльника для полипропиленовых труб.
- Время нарастания давления соединения. Давление сварки равномерно нарастает в течение заданного времени сборки в соответствии с нормами до тех пор, пока не будет достигнуто давление соединения.
- Время охлаждения, в течение которого пластифицированный материал в плоскости соединения остывает до тех пор, пока сварной шов не сможет быть повторно напряжён, обычно через 8—24 часа после сварки. На этот процесс очень негативно влияет неравномерное или искусственно ускоренное охлаждение (например, водой), что может привести к искажению или неприемлемо высоким остаточным напряжениям.
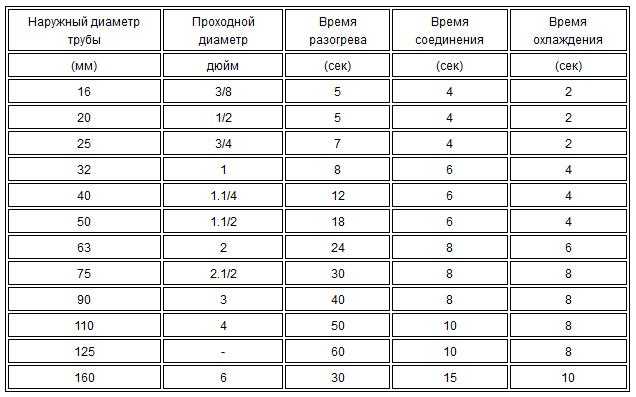
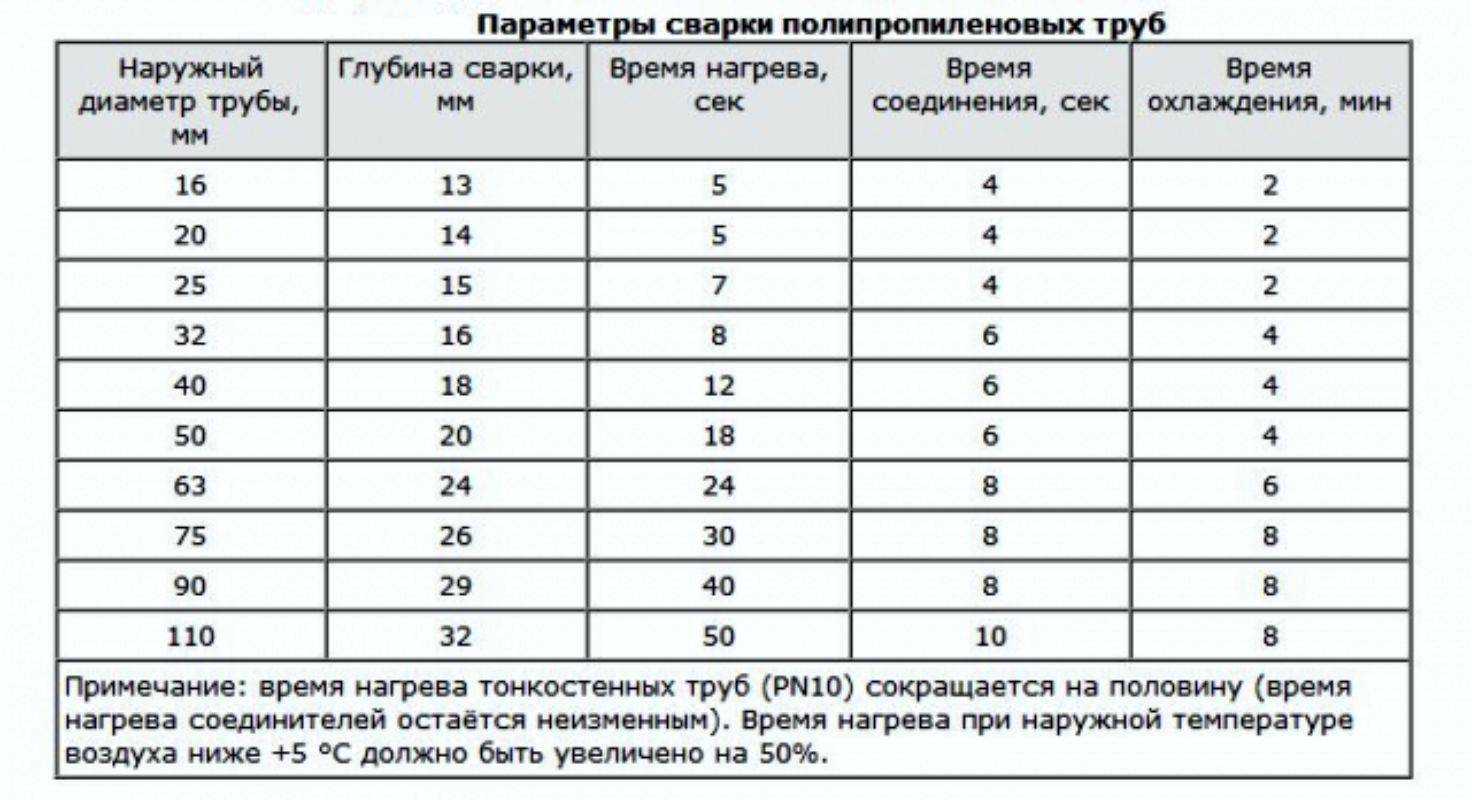
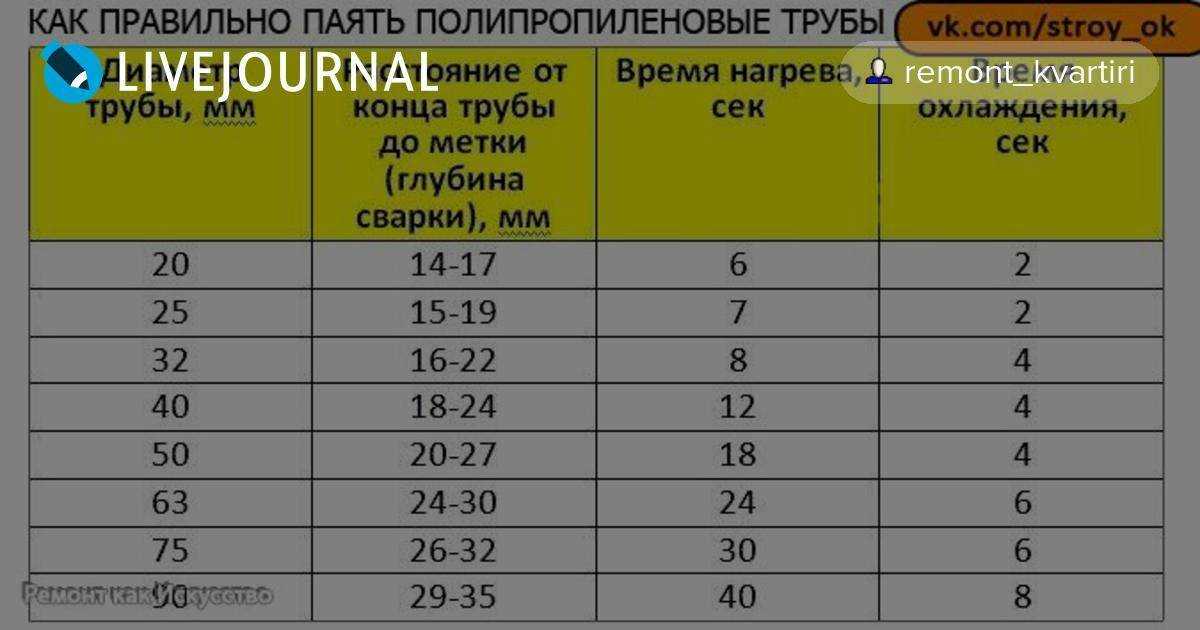
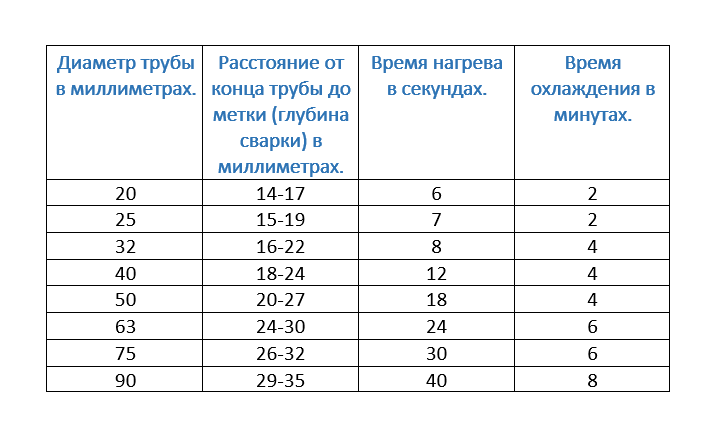
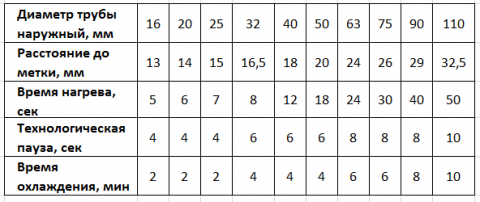
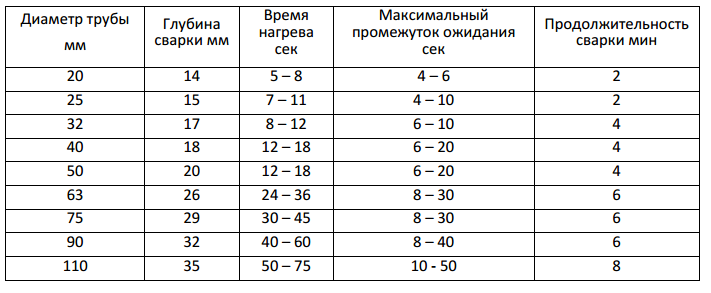
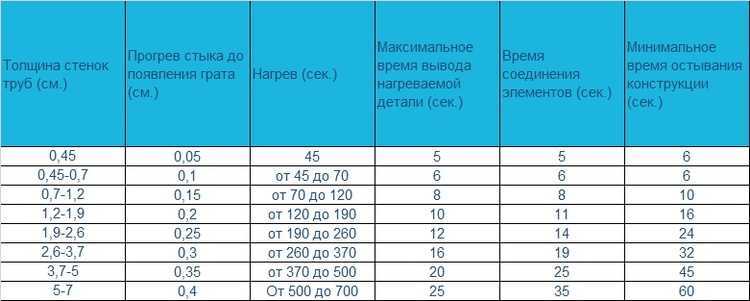
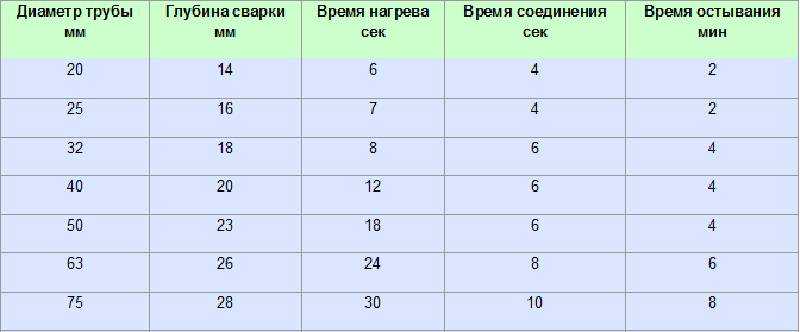
Таблица температуры пайки полипропиленовых труб.
| Диаметр трубы (мм) | Минимальная толщина стенки (мм) | Глубина вставки (мм) | Время нагрева (сек) | Время соединения (сек) | Охлаждение (сек) |
| 20 | 3, 4 | 14 | 6 | 4 | 2 |
| 25 | 4, 2 | 16 | 7 | 4 | 3 |
| 32 | 5, 4 | 18 | 8 | 6 | 4 |
| 40 | 6, 7 | 20 | 12 | 6 | 4 |
| 50 | 8, 4 | 23 | 18 | 6 | 5 |
| 63 | 10, 5 | 26 | 25 | 8 | 6 |
| 75 | 12, 5 | 28 | 30 | 8 | 8 |
| 90 | 15, 0 | 31 | 40 | 10 | 8 |
| 110 | 18, 4 | 33 | 50 | 10 | 8 |
Минимальное время охлаждения без перемещения.
| d мм | минут |
| 20 | 10 |
| 25 | 10 |
| 32 | 10 |
| 40 | 15 |
| 50 | 15 |
| 63 | 20 |
| 75 | 25 |
| 90 | 30 |
| 110 | 35 |
На качество сварных соединений также влияют и другие факторы: влажность, ветер, температура окружающего воздуха, подготовка шва, резка труб, удаление оксидного слоя также существенно влияют на качество сварного шва.



Метод стыковки: пайка.
Во время процесса следует учитывать множество факторов, чтобы получить качественный стык деталей. При проведении пайки следует учитывать температурный показатель сварки элементов, время нагрева, диаметр.
Сначала стоит понять, как пользоваться оборудованием для сварки.
Важно! Нельзя спаивать изделия, не выяснив размеры труб, их тип. Сначала следует правильно побрать к трубам ПП фитинги, далее произвести монтаж деталей, придерживаясь инструкции. Сначала следует правильно побрать к трубам ПП фитинги, далее произвести монтаж деталей, придерживаясь инструкции
Сначала следует правильно побрать к трубам ПП фитинги, далее произвести монтаж деталей, придерживаясь инструкции.
Внимание! Для проводки частного водопровода используют трубы с сечением максимум 63 миллиметра. Более крупные размеры изделий устанавливают в магистралях городского значения, они имеют свою технологию монтажа. Окраска полимера не важна при выборе труб, но следует обратить внимание на полоски на трубах:
Окраска полимера не важна при выборе труб, но следует обратить внимание на полоски на трубах:
 1.с синими полосками для водопровода с холодной водой.
1.с синими полосками для водопровода с холодной водой.
2.с красными полосками для водопровода с горячей водой.
Маркировка труб указывает на особенные свойства изделия, на нее опираются во время покупки продукции, также во время сварки.
Материал полипропилен в маркировке указывают с помощью сочетаний букв: PP-H, PP – B, PPR, также PPRC.
Внимание! Сочетания цифр с буквами на трубах дают информацию о диаметре изделия, толщине стенки, типе трубы, максимальном давлении. Эти данные важны во время пайки. Тип труб, различающихся по значению номинального давления, которое они могут выдержать при определенных условиях, позволяет выбрать продукцию, подходящую для установки дома либо на производстве
Тип труб, различающихся по значению номинального давления, которое они могут выдержать при определенных условиях, позволяет выбрать продукцию, подходящую для установки дома либо на производстве.
Основные ошибки при пайке полипропиленовых труб
О последствиях перегрева и недогрева уже говорилось выше. Но есть и ещё нарушения, которые могут значительно ухудшить результат работы:
- монтажные работы редко совершаются в идеальной чистоте, между тем, грязь и вода могут свести на нет все усилия монтажника, нужно стараться держать рабочий материал сухим и чистым;
- иногда чрезмерно разогретая труба просовывается в фитинг слишком глубоко, это приводит к её заметному сужению и нарушению силы подачи воды;
- однако соединять фитинг и трубу следует в разогретом состоянии, иначе она войдёт неглубоко, и возникнут протечки, так что действовать нужно в темпе;
- длину входа лучше сразу отмечать маркером;
- иногда после соединения монтажнику кажется, что труба вошла в фитинг косо или под углом, тогда он пытается её слегка провернуть, — протечка в этом случае почти неизбежна;
- нередко в процессе работы пытаются орудовать ножом или ножницами, — для этих целей есть специальные инструменты, иначе материал можно повредить;
- одна из самых больших ошибок при самостоятельном монтаже – выбор дешёвого некачественного материала, — к сожалению, пластиковые трубы сейчас производят и недобросовестные производители, которые занимаются подделками, так что лучше делать покупки в проверенных фирменных строительных магазинах. Здесь качество товара подтверждено сертификатами.
После окончания работ утюг нужно будет очистить от пластика, иначе на нём образуется нагар. Сделать это можно обычной деревянной палочкой. Если останутся обрезки труб, они тоже в хозяйстве пригодятся. Некоторые из них даже зимние удочки делают.
И последнее обстоятельство. При наличии инструментов монтаж полипропиленовых труб выполнить не так уж и сложно. Но всё-таки лучше довериться специалистам или хотя бы посмотреть сначала, как такие работы выполняются. В противном случае можно просто затопить не только свою квартиру, но и соседей снизу.
Подписывайтесь так же на наш Youtube, группу , . Там много полезного и интересного контента!
Как подобрать сварочное устройство?
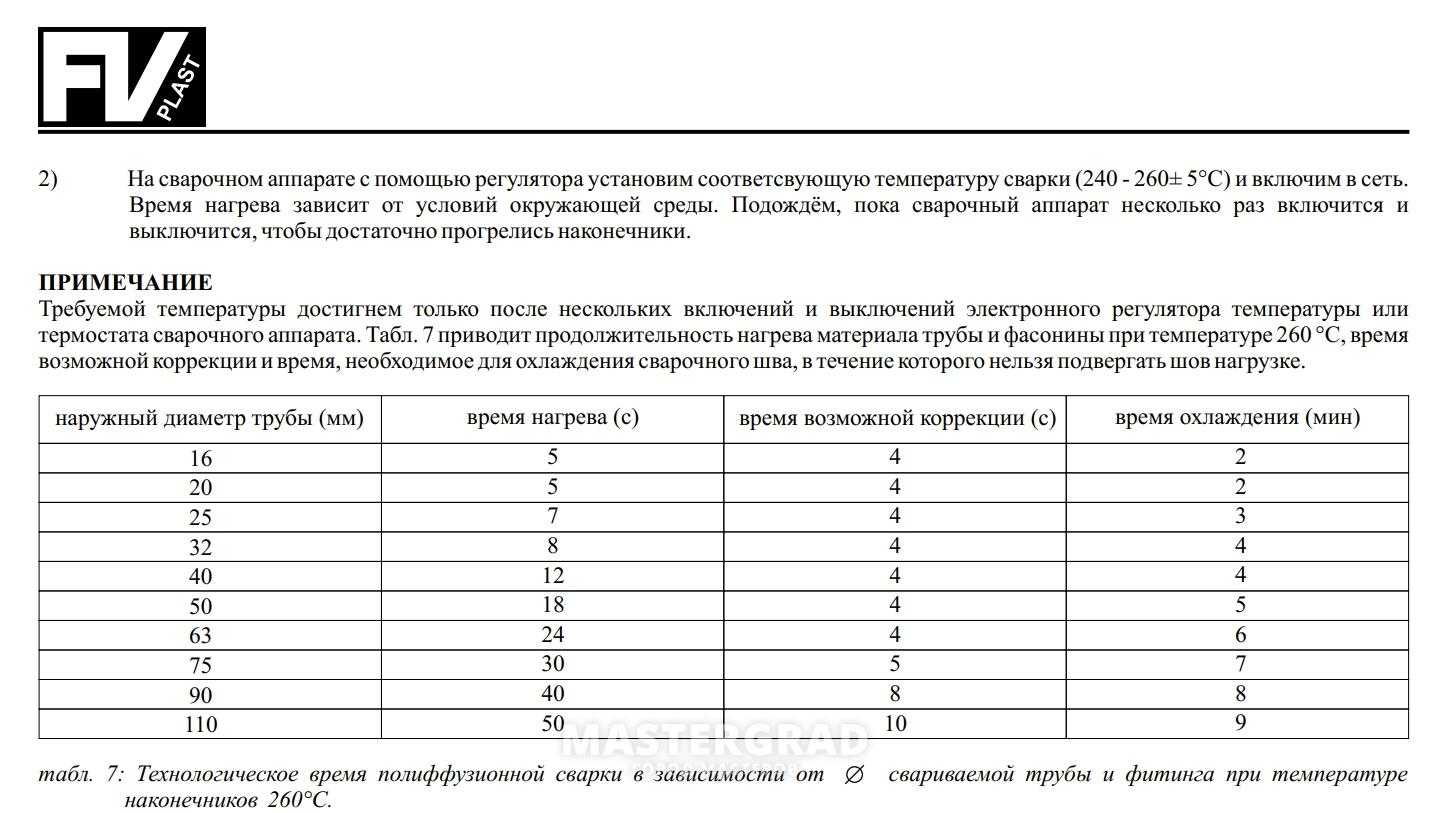
Как уже известно, для раструбной сварки полипропиленовых труб температура насадок установлена в 260 градусов, но это не надо путать с температурой нагревателя самого устройства.
Также производителями изготавливаются насадки и нагревательные элементы различной геометрической формы, но принцип от этого неизменный, так как внутри нагревателя из алюминия заливается стальной нагревательный элемент.
Мощность нагревателя примерно равняется 10-кратному значению диаметра свариваемых полипропиленовых труб. Например, 500-ватный нагреватель способен сваривать трубы и фитинги сечением 50 мм. а соответственно, 1200-ватный будет сваривать детали диаметром в 125 мм.
Существуют и аппараты, производители которых используют дешевые трубчатые нагревательные элементы, то есть в алюминий нагревателя заливают два элемента, каждый из которых имеет свой выключатель. В этом случае каждый из элементов обладает огромной мощностью для насадок, которая является достаточной для нагрева насадок.
Двойная мощность способна вдвое превышать требуемую мощность нагревателя сварочного устройства и практически напрасно перегружает терморегулятор сети питания. В связи с этим второй нагревательный элемент лучше держать как резервный или использовать его для сокращения времени нагревания холодного паяльника.
Электромуфтовая сварка
Особой разновидностью муфтовых сварных соединений ПЭ труб является электромуфтовый способ, позволяющий получать конструкции высокой прочности. Для его осуществления необходимо использование специальной электромуфты для ПНД, оснащённой закладными нагревательными элементами. Сварочный процесс производится также с использованием сварных ПНД фитингов, снабжённых спиралями для нагревания. Благодаря разогреву и частичному расплавлению материала фитинга достигается соединение с полимерной трубой и формирование монолитной конструкции.
Элементы и детали, используемые при таком способе, отличаются довольно высокой стоимостью, однако преимуществами электромуфтовой сварки являются отсутствие образования грата, уменьшающего проходимость труб, и возможность сваривать детали в ограниченном пространстве, где невозможна установка габаритной сварочной аппаратуры.

Электромуфтовая сварка между ПЭ трубами осуществляется в следующей последовательности:
- Производится разрезание труб на требуемые отрезки посредством специальных режущих инструментов.
- Свариваемые участки изделий и сама электромуфта очищаются от пыли, грязи и жира.
- Делаются метки на трубах для контроля глубины вставки в муфту.
- Те концы труб, которые в данный момент не подвергаются сварке, заглушаются во избежание нежелательного охлаждения.
- Электромуфта подсоединяется к сварочному устройству посредством проводов.
- Осуществляется запуск процесса сварки посредством пусковой кнопки устройства.
- По завершении сварочного процесса аппарат самостоятельно выключается.
- Выжидается как минимум один час для затвердения и полной готовности сварного соединения, после чего оно становится пригодным к эксплуатации.
Важным условием для получения качественного сварного соединения является сохранение неподвижности деталей в процессе пайки и последующего остывания. Одним из показателей качества сварного шва является толщина валика, которая должна составлять от одной трети до половины толщины самой трубы. Валик должен перекрывать метку, предварительно сделанную на трубе. Смещение свариваемых отрезков труб относительно друг друга не должно превышать 10 процентов от толщины их стенок.



Пайка полипропиленовых труб
Использование ПП труб для монтажа отопления и водопровода
С момента появления на рынке полипропиленовых конструкций, многие мастера вздохнули с облегчением. Пайка ПП, оказалась на порядок быстрее и надежнее чем сварка металла. Собрать водопровод или отопление стало возможным за один день.
Это привело к тому, что многие «мастера» начали этим заниматься. Из-за незнания всех важных особенностей пайки, часто получались не качественные соединения.
Для того чтобы водопровод или отопление прослужили долго и не приносили хлопот, необходимо соблюдать все технологические процессы во время пайки. Учитывать температуру нагрева, время сварки, правильно выбрать тип систем.
Что нужно знать о полипропиленовых трубах
Полипропиленовая система
Сегодня производителями выпускаются трубы различного диаметра, цвета, которые отличаются характеристиками
На что сразу необходимо обратить внимание при покупке — это цвет полос. Для монтажа водопровода используется трубы с синей полоской, с красной применяются для отопления и подачи горячей воды
Большой выбор диаметра – от 16 до 110 мм, позволяет собирать различные варианты систем водоснабжения и отопления. Для дома и квартир используются образцы от 20 до 32 мм.
При выборе ПП системы для монтажа и пайки, необходимо ориентироваться на маркировку указанную производителем.
Маркировка полипропиленовых систем
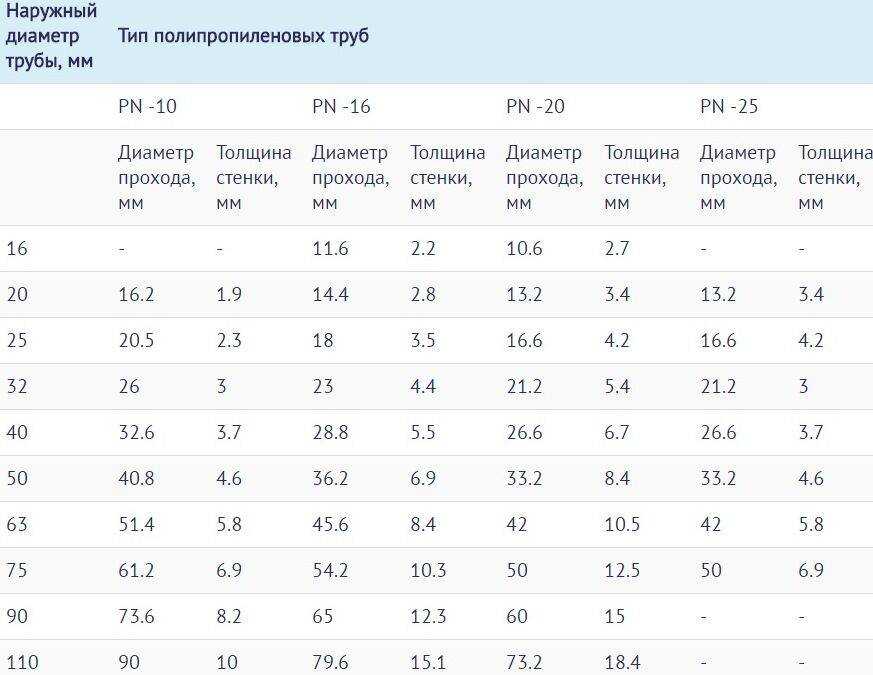
Ниже приведена таблица диаметра и толщины в зависимости от маркировки.
| Наружный диаметр трубы, мм | Тип полипропиленовых труб | |||||||
| PN — 10 | PN — 16 | PN -20 | PN -25 | |||||
| D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | |
| 16 | — | — | 11,6 | 2,2 | 10,6 | 2,7 | — | — |
| 20 | 16,2 | 1,9 | 14,4 | 2,8 | 13,2 | 3,4 | 13,2 | 3,4 |
| 25 | 20,5 | 2,3 | 18 | 3,5 | 16,6 | 4,2 | 16,6 | 4,2 |
| 32 | 26 | 3 | 23 | 4,4 | 21,2 | 5,4 | 21,2 | 3 |
| 40 | 32,6 | 3,7 | 28,8 | 5,5 | 26,6 | 6,7 | 26,6 | 3,7 |
| 50 | 40,8 | 4,6 | 36,2 | 6,9 | 33,2 | 8,4 | 33,2 | 4,6 |
| 63 | 51,4 | 5,8 | 45,6 | 8,4 | 42 | 10,5 | 42 | 5,8 |
| 75 | 61,2 | 6,9 | 54,2 | 10,3 | 50 | 12,5 | 50 | 6,9 |
| 90 | 73,6 | 8,2 | 65 | 12,3 | 60 | 15 | — | — |
| 110 | 90 | 10 | 79,6 | 15,1 | 73,2 | 18,4 | — | — |
Производят четыре типа полипропиленовых систем:
- PN-10. Используются при монтаже водопровода. Реже для обустройства теплого пола, с температурой теплоносителя не более 45 градусов. Номинальное давление — 10 Атм.
- PN-16. Можно применить при обустройстве холодного и горячего водоснабжения. Максимальная температура воды – 60 градусов. Номинальное давление — 16 Атм.
- PN-20. Может использоваться для монтажа автономного отопления. Максимальная температура теплоносителя – 90 градусов. Номинальное давление — 20 Атм.
- PN-25. Применяется для обустройства централизованного водопровода и отопления. Максимальная температура теплоносителя – 95 градусов. Номинальное давление — 25 Атм.
Процесс пайки ПП
Процесс пайки полипропиленовых систем не является сложным. Сварка или пайка происходит между трубой и различными фитингами (угол, муфта, тройник). С помощью специального паяльника нагревается фитинг изнутри и наружная часть трубы.
Процесс пайки с помощью специального паяльника
В процессе нагрева образуется участок оплавленного пластика. Прогреваются детали одновременно, и одинаковое количество времени. Затем снимаются с паяльника и стыкуются.
Соединить детали нужно быстро, в течение нескольких секунд. Иначе полимер твердеет и что-либо исправить невозможно.
Время пайки заготовок из полипропилена
Полипропилен – популярный материал, который широко используется в различных отраслях промышленности и бытовой сфере. При выполнении пайки изделий из полипропилена необходимо учитывать особенности этого материала и правильно выбрать метод сварки.
Время нагрева при сварке полипропилена зависит от толщины заготовок. Обычно, для заготовок толщиной до 5 мм, достаточно 10-15 секунд нагрева. При толщине более 5 мм рекомендуется увеличить время нагрева до 20-30 секунд.
Важно также правильно настроить сварочный аппарат или горелку для пайки полипропиленовых изделий. Необходимо соблюдать рекомендации производителя по установке температуры, давления и скорости перемещения по свариваемой поверхности
Стыковка металлопластиковых и полипропиленовых труб
Нередко в многоквартирных домах возникает проблема с подключением отопительной системы к центральному стояку. Причиной тому становятся разные типы используемых труб. Чтобы выполнить стыковку ППР трубы и стального или металлопластикового аналога, нужно использовать резьбовые фитинги.
Лучше всего на стальную или металлопластиковую трубу прикрутить разъемный фитинг с наружной резьбой, а к ППР сегменту приделать обычный фитинг (тоже с наружной резьбой). После этого два изделия могут быть скручены между собой, но обязательно стык должен быть подмотан при помощи льна или фум-ленты.
Итог
В статье подробно описана процедура пайки полипропиленовых труб и из всего вышесказанного, можно сделать вывод, что работа не такая уж и сложная. Необходимо лишь проявить терпение, внимательность и постоянно соблюдать концентрацию при проведении монтажа на каждом участке системы. Собственноручное проведение монтажа может производиться дольше по времени, но стоимость работ при этом будет нулевой.
Если же нет уверенности в своих силах, то всегда можно обратиться к специалистам, которые возьмут на себя ответственность за все этапы – от закупки необходимых материалов до их монтажа и введения системы в эксплуатацию.
Метод стыковки: пайка.
Во время процесса следует учитывать множество факторов, чтобы получить качественный стык деталей. При проведении пайки следует учитывать температурный показатель сварки элементов, время нагрева, диаметр.
Сначала стоит понять, как пользоваться оборудованием для сварки.
Важно! Нельзя спаивать изделия, не выяснив размеры труб, их тип. Сначала следует правильно побрать к трубам ПП фитинги, далее произвести монтаж деталей, придерживаясь инструкции
Сначала следует правильно побрать к трубам ПП фитинги, далее произвести монтаж деталей, придерживаясь инструкции.
Внимание! Для проводки частного водопровода используют трубы с сечением максимум 63 миллиметра. Более крупные размеры изделий устанавливают в магистралях городского значения, они имеют свою технологию монтажа
Окраска полимера не важна при выборе труб, но следует обратить внимание на полоски на трубах:

1.с синими полосками для водопровода с холодной водой.


2.с красными полосками для водопровода с горячей водой.
Маркировка труб указывает на особенные свойства изделия, на нее опираются во время покупки продукции, также во время сварки.
Материал полипропилен в маркировке указывают с помощью сочетаний букв: PP-H, PP – B, PPR, также PPRC.
Внимание! Сочетания цифр с буквами на трубах дают информацию о диаметре изделия, толщине стенки, типе трубы, максимальном давлении. Эти данные важны во время пайки
Тип труб, различающихся по значению номинального давления, которое они могут выдержать при определенных условиях, позволяет выбрать продукцию, подходящую для установки дома либо на производстве.