

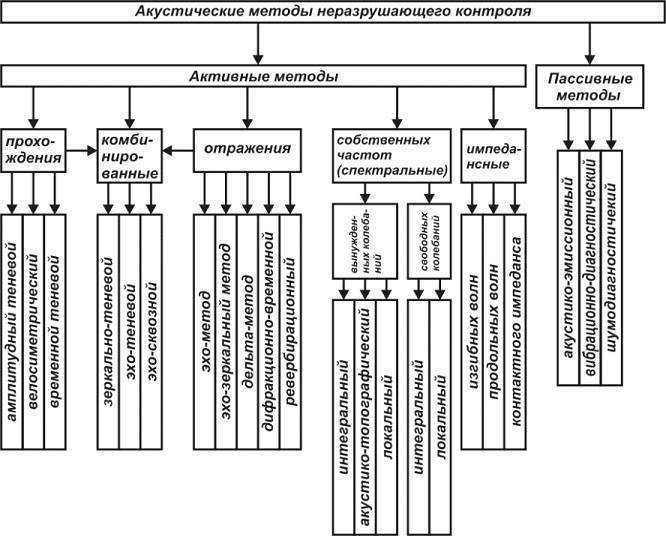
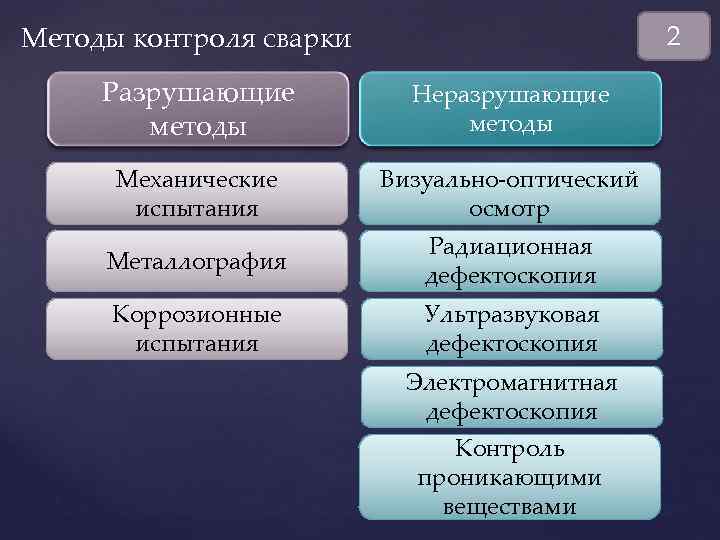
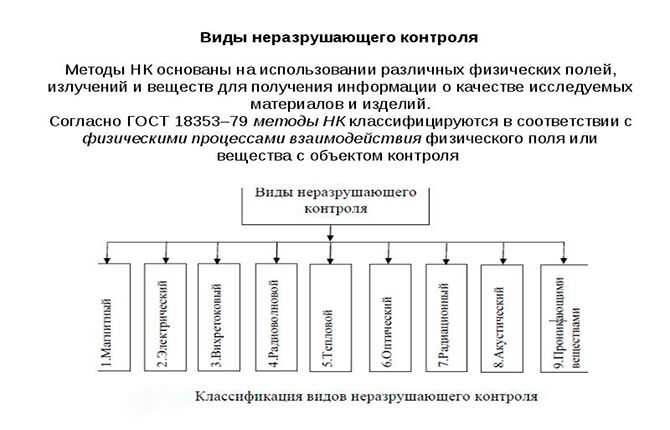
Методы контроля
Разрушающие исследования включают методы испытания сварных образцов:
Механические испытания
Контроль предназначен для определения механических свойств материалов. Цель – проверка соответствия механических качеств конструкции запросам технических условий или проекта. Для проведения эксперимента из изделия вырезают контрольный образец или вместе с основной конструкцией сваривают контрольную пластину.
Механические испытания сварных соединений, согласно ГОСТ 6996-66, включают проверку:
По характеру приложения нагрузки механические испытания разделяют на виды:
Статическое растяжение
Испытание проводится способом растяжения (разрыва) образцов и заключается в определении следующих механических свойств исследуемого материала:
Работа выполняется на специальных машинах, оборудованных приборами автоматической записи диаграммы растяжения. Проверяют образцы прямоугольного или круглого сечения (диаметр 3-10 мм).
Ударный изгиб
Для проведения испытаний применяют прямоугольные или квадратные образцы с односторонним надрезом. Надрез в зависимости от назначения контрольного эксперимента может располагаться:
Цель испытания – определение ударной вязкости исследуемого металла при заданной температуре в зоне соединения.
После проведения испытания выполняется исследование структуры излома. Цель – определение наличия дефектов сварного шва и степени кристалличности на изломе.
Металлографические исследования
Цель – определение структуры материала сварного соединения. Исследованием устанавливают:
Металлографический анализ включает макроструктурное и микроструктурное исследования материала сварного шва.
Макроструктурный метод
Служит для предварительной оценки качества сварного соединения. Макроструктуру шва на поверхности образца (шлифе и изломе сварного шва) можно наблюдать визуально или при двадцатикратном увеличении. Вырезанные темплеты для шлифов шлифуют и травят реактивами, подбираемыми в зависимости от типа металла и цели исследования.
Микроструктурный метод
Предполагает исследование микроструктуры металла – строения металла, видимого под микроскопом. Анализ проводят на шлифах с отполированной и отшлифованной до блеска поверхностью, протравленной специальными растворами.
Исследование проводится с применением оптического микроскопа при увеличениях от 50 до 2000 раз. Микроструктурным методом устанавливаются:
Неметаллические включения могут быть разной формы и проявляются на белом фоне шлифа темными пятнами. Микротрещины выглядят тонкими извилистыми кривыми. Газовые поры – черными пятнами.
Источник
Магнитная дефектоскопия
Методы контроля качества сварных соединений включают в себя такой неразрушающий вид как магнитная дефектоскопия. Этот метод применяется для контроля изделий, имеющих ферромагнитный состав. Он поможет обнаружить неглубокие, но скрытые трещинки, а также инородные включения.
Когда нарушается целостность конструкции внутри нее, то появляется своеобразная «зона рассеяния». При этом на краях образуются полюса. На внешней поверхности сварного изделия напротив внутренней зоны рассеяния происходит ее фиксация. Магнитные линии начинают огибать эту зону, и происходит ее четкое выделение. В этом месте происходит изменение плотности магнитного поля.
Магнитный контроль сварных швов основан на образовании магнитного поля, которое при проверке пронизывает сварное соединение. Для этого применяется особое оборудование. С помощью дефектоскопов имеется возможность обнаружения микроскопических трещин с размером их толщины до 0,001 мм. Суть метода состоит в том, что магнитный поток, путешествуя вдоль сварочного шва, при появлении на его пути дефекта обходит его. Это является следствием того, что магнитная проницаемость в этом месте гораздо меньше, чем магнитная проницаемость самого металла.
Для обнаружения продольных трещин применяется циркулярный вид намагничивания, для поперечных трещин — продольный. Также имеется комбинированный способ.
Контроль сварочных швов методом магнитной металлографии может осуществляться несколькими способами.
Магнитопорошковый
Проверка сварки производится с помощью магнитного порошка, который представляет собой совокупность мельчайших частичек намагниченного металла. В результате воздействия рассеяния магнитного поля эти частички меняют свое положение в пространстве.
Таким методом можно осуществлять контроль качества сварных соединений трубопроводов.
Как правило, ферромагнитный порошок представляет собой железо. Он может использоваться в следующих видах:
- сухой;
- водная эмульсия;
- маслянистая суспензия.
Процесс проверки заключается в том, что частицы порошка, на которые оказывают действие электромагнитные поля, перемещаются равномерно по поверхности. Когда они встречают на своем пути дефект, частицы порошка начинают скапливаться, образуя в таких местах своеобразные валики. Их форма и размер позволяют судить о соответствующих параметрах найденного дефекта.
Технологические операции для выполнения магнитопорошкового метода:
- Подготовка поверхности. Очищение ее от грязи, шлака, окалин, следов брызг, наплывов.
- Нанесение на поверхность проверяемого соединения порошка, эмульсии или суспензии.
- Осмотр и выявление участков, в которых имеются дефекты.
- Размагничивание поверхности.
Наиболее достоверные результаты можно получить при использовании сухого порошка. Чтобы правильно оценить чувствительность порошка пользуются контрольными образцами. Допускается использование различных видов дефектоскопов: стационарных, мобильных, переносных, передвижных.
Магнитографический
Магнитная дефектоскопия относится к неразрушающим видам проверки сварочных швов. Суть метода заключается в том, что происходит выявление магнитных потоков, которые появились в намагниченных изделиях при наличии дефектов.
Для осуществления этого метода производится намагничивание исследуемой поверхности вместе с прижатым к ней с помощью эластичной ленты магнитоносителем. Одновременно осуществляется запись процесса на магнитную ленту. Информация о магнитном рельефе с ленты считывается специальными устройствами, являющимися составными частями дефектоскопов.
Наиболее часто этот метод находит применение для контроля сварных соединений трубопроводов. Главное преимущество этого метода по сравнению с магнитопорошковым способом — более высокая производительность.
Индукционный контроль
Отличие этого метода от предыдущих — наличие индукционных катушек, с помощью которых происходит образование электродвижущей силы. Для фиксации сигнала индукционную катушку необходимо соединить с аппаратом, осуществляющим регистрацию. В качестве него могут использоваться гальванометр или сигнальная лампа.
Контроль осуществляется при перемещении сварного соединения вдоль индукционной катушки. Передвижение может быть также осуществлено движением дефектометра вдоль соединения. Когда наступит момент пересечения индукционной катушки с местом, в котором находится дефект, то вследствие изменения в этом месте магнитного потока появляется электродвижущая сила. Индукционный ток поступает на регистрационный прибор.
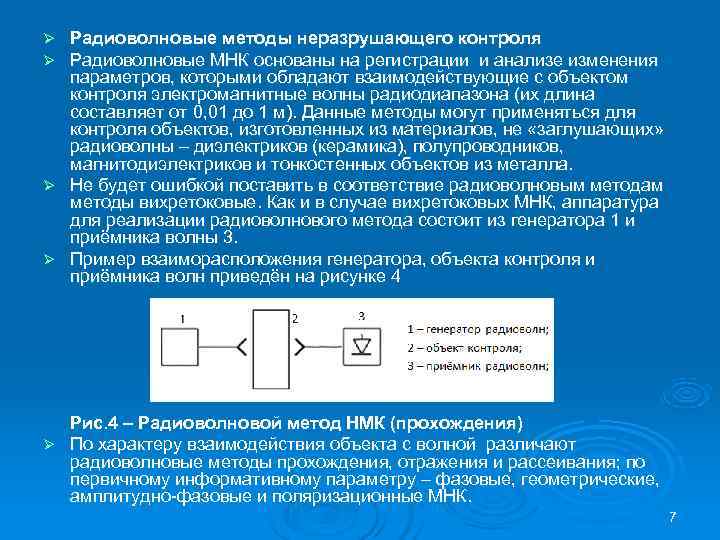
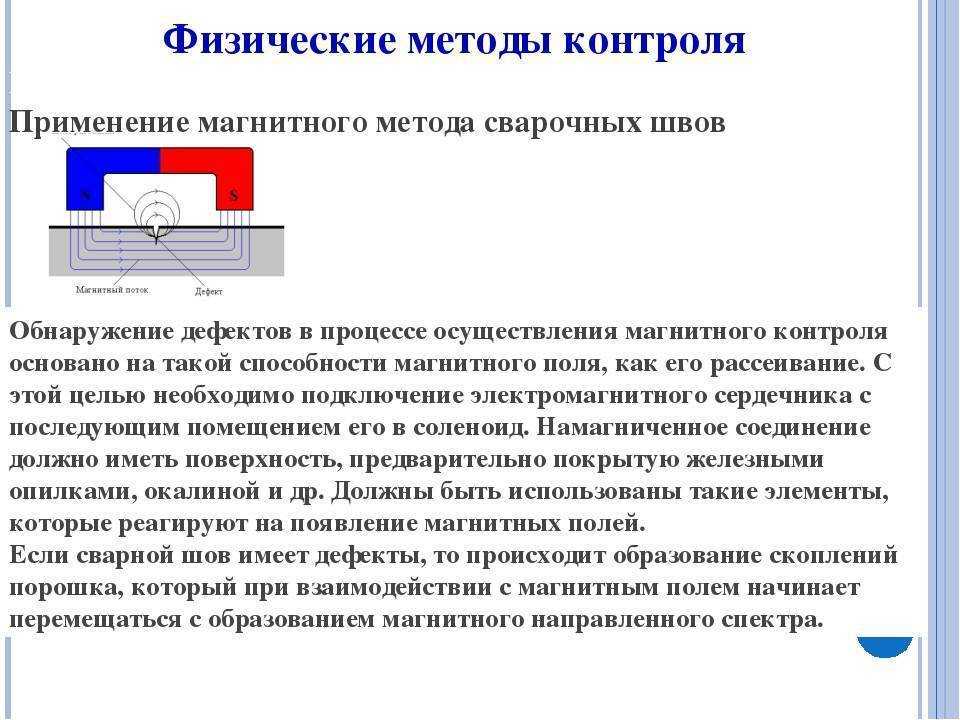
Физические методы контроля
Применение магнитного метода сварочных швов
Схема магнитного метода контроля качества сварного шва.
Обнаружение дефектов в процессе осуществления магнитного контроля основано на такой способности магнитного поля, как его рассеивание. С этой целью необходимо подключение электромагнитного сердечника с последующим помещением его в соленоид. Намагниченное соединение должно иметь поверхность, предварительно покрытую железными опилками, окалиной и др. Должны быть использованы такие элементы, которые реагируют на появление магнитных полей.


Если сварной шов имеет дефекты, то происходит образование скоплений порошка, который при взаимодействии с магнитным полем начинает перемещаться с образованием магнитного направленного спектра. Для более легкого перемещения порошка под влиянием магнитных полей сварные изделия простукивают, что придает наибольшую подвижность мелким крупинкам и зернам.
Фиксацию магнитного поля рассеивания осуществляют с использованием специального прибора, то есть магнитографического дефектоскопа. Определить качество соединения можно с помощью метода сравнения с эталоном. Данный метод является простым и надежным, а также дешевым. Магнитный метод контроля сварочных швов незаменим в процессе прокладки трубопроводов, которые играют ответственную роль. Его часто используют во время строительства.
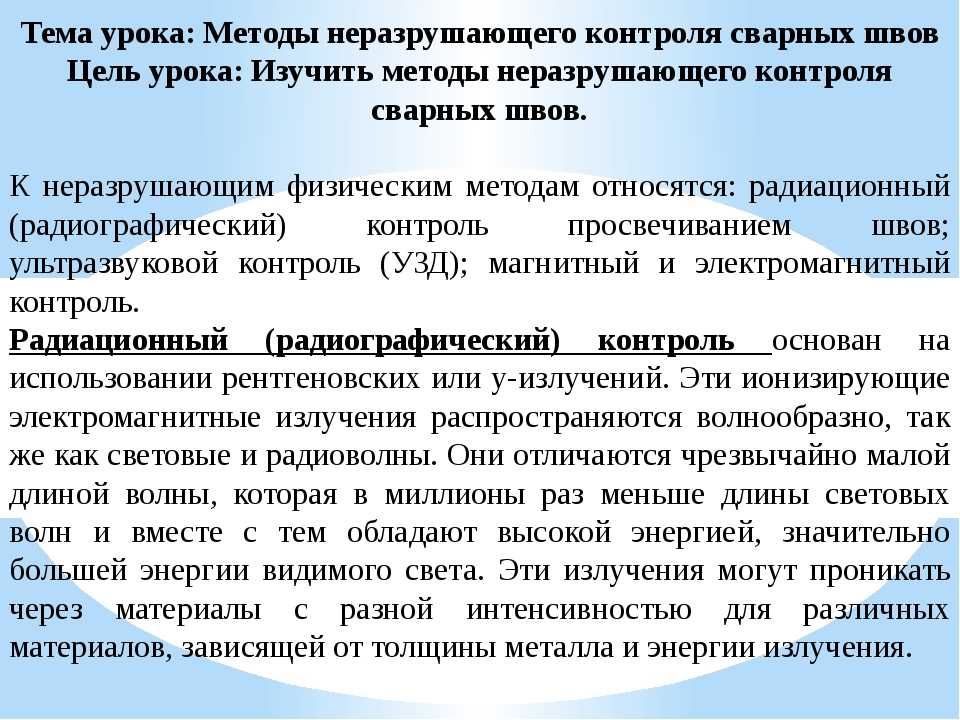
Радиационный способ контроля и ультразвуковой метод
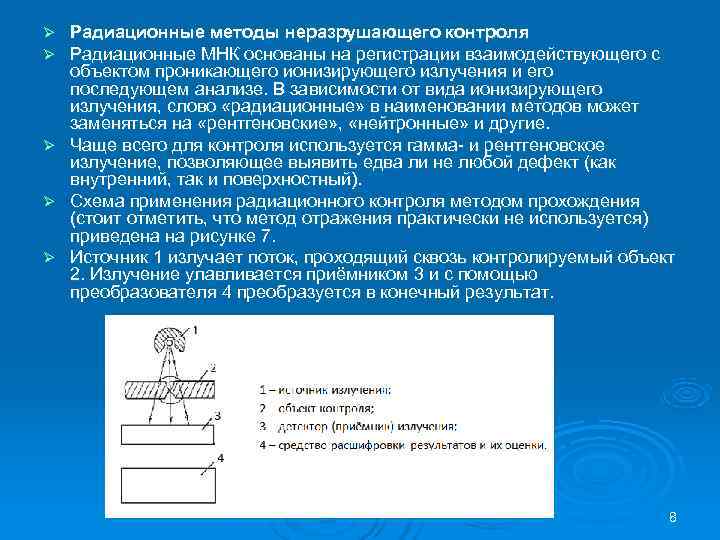
Схема радиографического контроля: 1—источник излучения; 2—прямой пучок; 3—сварной шов; 4—кассета с детектором и экранами; 5—эпюра интенсивности излучения.
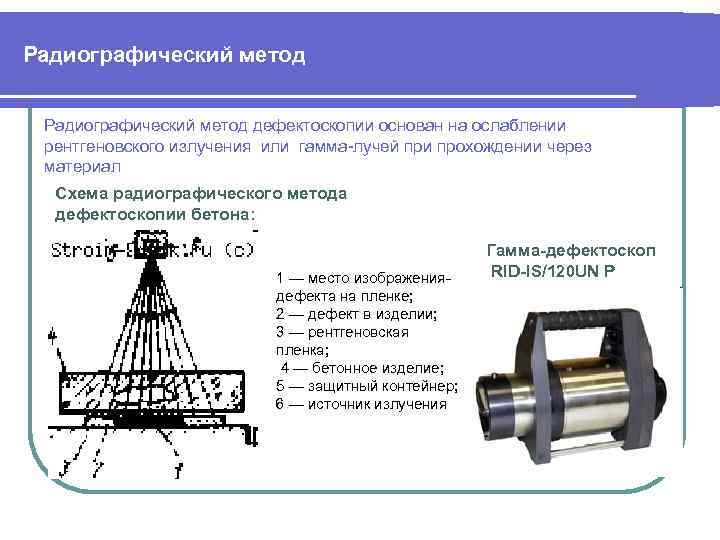
Радиационный способ контроля связан с определением недочетов в любой полости сварных швов, которые являются невидимыми. Просвечивают швы с применением рентгеновских лучей или с помощью гамма-излучения, которое способно проникать через металлическую структуру изделия.
Излучение создается за счет специальных источников, рентгеновской либо гамма-установки. Шов и источник излучения должны находиться друг перед другом. Расположение рентгеновской пленки связано с ее установкой в специальную кассету, которая является светонепроницаемой. При облучении пленки рентгеновским излучением, проходящим через структуру металла, остаются пятна, которые являются более темными. Это связано с наименьшим поглощением лучей дефектными местами.
Использование метода рентгеновского излучения является безопасным для здоровья человека, но источник излучения, то есть рентгеновский аппарат, является слишком громоздким. Используют его исключительно в условиях стационара. Интенсивность работы источника гамма-излучения бывает значительной, что позволяет контролировать сварные швы, которым свойственна наибольшая толщина. Портативная аппаратура и доступность дешевого метода делает данный тип контроля наиболее распространенным в строительстве.
Гамма-излучение более опасно, чем рентгеновское, что обусловлено прохождением специального обучения. Применение радиографического метода контроля имеет недостаток, связанный с отсутствием возможности выявлять наличие трещин, которые располагаются не в соответствии с направлением потока лучей.
Схема ультразвукового контроля сварных швов.
Использование ультразвукового метода связано с применением акустического способа контроля. Это позволяет выявлять различные недочеты, то есть газовые поры и трещины, включая такие дефекты, ради определения которых не применяется способ радиационной дефектоскопии.
Ультразвуковым методом проводят испытания, связанные с отражением звуковой волны от границы разделения сред. Использование пьезоэлектрического способа при создании звуковой волны получило широкое распространение в качестве способа контроля сварного шва. В основе данного метода лежит принцип создания механического колебания в результате наложения переменного электрического поля.
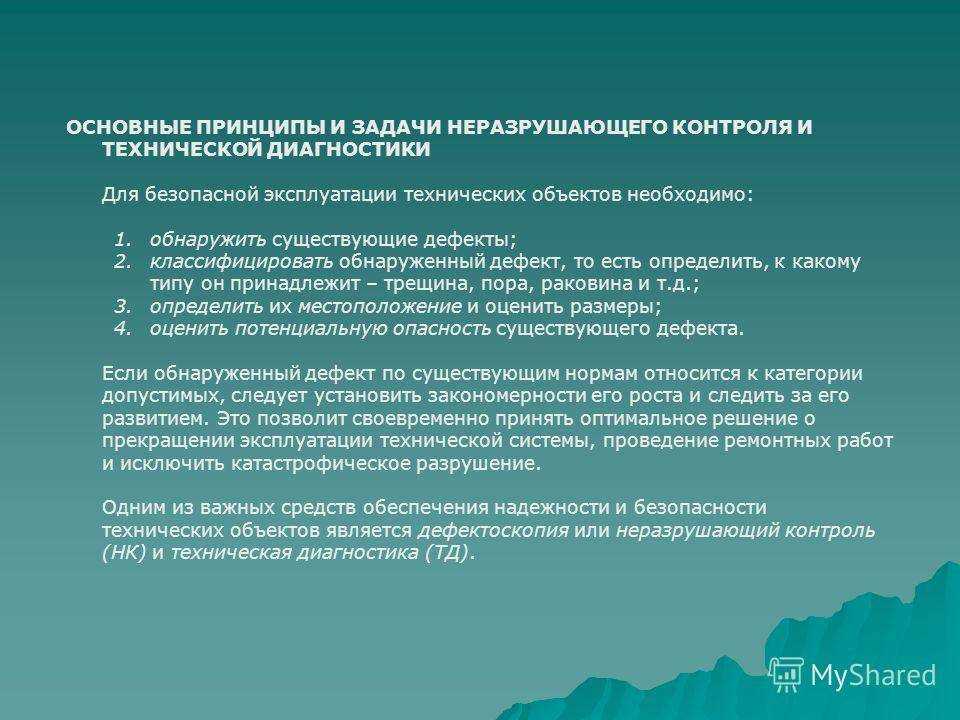
Принцип дефектоскопии
Диагностика сварных соединений включает разные методы исследований, основанных на физических свойствах металлов, структурных превращениях на границе фазового перехода. На исследуемые участки воздействуют радиоволнами, ультразвуком, магнитным электростатическим полем, красителями. Разнородные структуры по-разному воспринимают воздействие. Принципы выявления дефектов подбирают под металл. К примеру, немагнитящиеся легированные стали, цветные металлы нельзя проверить в магнитном поле. Эхолокация неэффективна для крупнозернистых структур.
Дефектоскопией сварных соединений называют комплекс методов контроля качества визуально или с использованием специальной аппаратуры для выявления дефекта. Принцип дефектоскопов, методика диагностики утверждаются стандартами. По результатам дефектоскопии определяется прочность (эксплуатационная надежность) сварных швов после завершения работы.
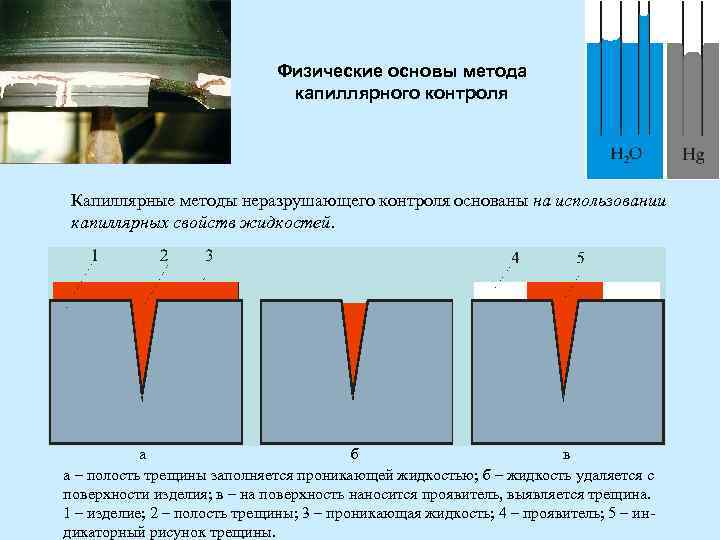
Капиллярный
Относится к методам неразрушающего контроля и основан на капиллярном проникновении индикаторной жидкости в капилляры поверхностного слоя материала контрольного объекта с целью ее выявления.
Цель:
- обнаружение поверхностных и сквозных дефектов;
- определение протяженности трещин, расположения дефектов, ориентации по поверхности образца.
Капиллярный способ позволяет контролировать изделия любой формы и размера из металлов и их сплавов, пластмасс, керамики, стекла. Различают:
- основные способы контроля, основанные на использовании капиллярных явлений;
- комбинированные, включающие сочетание нескольких методов неразрушающего контроля, различных по их физической сущности, один из которых – капиллярный.
Используемое оборудование:
- дефектоскоп капиллярный;
- прибор контроля;
- вспомогательные средства;
- дефектоскопический ультрафиолетовый облучатель;
- дефектоскопические материалы.
Перед проведением исследования проводится предварительная очистка поверхностей и полостей контрольного образца.
Проверка швов на герметичность
Метод применяется для сварных изделий, предназначенных для хранения и транспортировки жидкостей и газов. Способы проверки:
- аммиаком;
- керосином;
- пневматические и гидравлические испытания;
- вакуумирование.
Явление капиллярности (поднятие жидкости при определенных условиях по капиллярным трубкам) лежит в основе испытания керосином. Под капиллярными трубками в сварных швах подразумеваются поры и трещины. Наличие дефектов определяется по желтым пятнам, проявляющимся на меловом или каолиновом покрытии сварного шва.
https://youtube.com/watch?v=7mXdbEoPx3o
Пневматические испытания
Этим способом проверяются трубопроводы и емкости, работающие под давлением.
Для герметизации малогабаритных сосудов используют заглушки. В сосуд под давлением, на 10-20% превышающим рабочее, подается инертный газ или азот. Сосуд погружается в емкость с водой. Дефектные места обнаруживаются по выходящим пузырькам воздуха.
Крупногабаритные сосуды герметизируют и наполняют газом повышенного давления. На сварные швы наносят мыльный раствор. Появление на поверхности шва пузырьков указывает на наличие дефектов.
Гидравлические исследования
Применяется для проверки на прочность и плотность сварных швов в водопроводах, газопроводах, котлах и сварных изделиях, работающих под давлением.
Перед испытанием контрольную емкость герметизируют заглушкой и заполняют с помощью насоса водой под избыточным контрольным давлением, превышающим рабочие цифры в полтора-два раза. В течение периода, заданного техническими условиями, делается выдержка, затем давление снижается до рабочего. Околошовная зона (15-20 мм от шва) простукивается специальным молотком.
Участки с обнаруженной течью помечаются и завариваются после слива воды. Проводится повторный контроль.
Вакуумирование используется при невозможности пневматического или гидравлического контроля. Суть метода – создание вакуума и обнаружение проникания воздуха через дефекты. Для контроля применяется вакуумная камера. Проверяемый участок образца смазывается мыльным раствором. В неплотностях сварного соединения образуются мыльные пузырьки.
Это интересно: Недорогой сварочный инверторный аппарат Ресанта САИ 250: разбираемся по пунктам
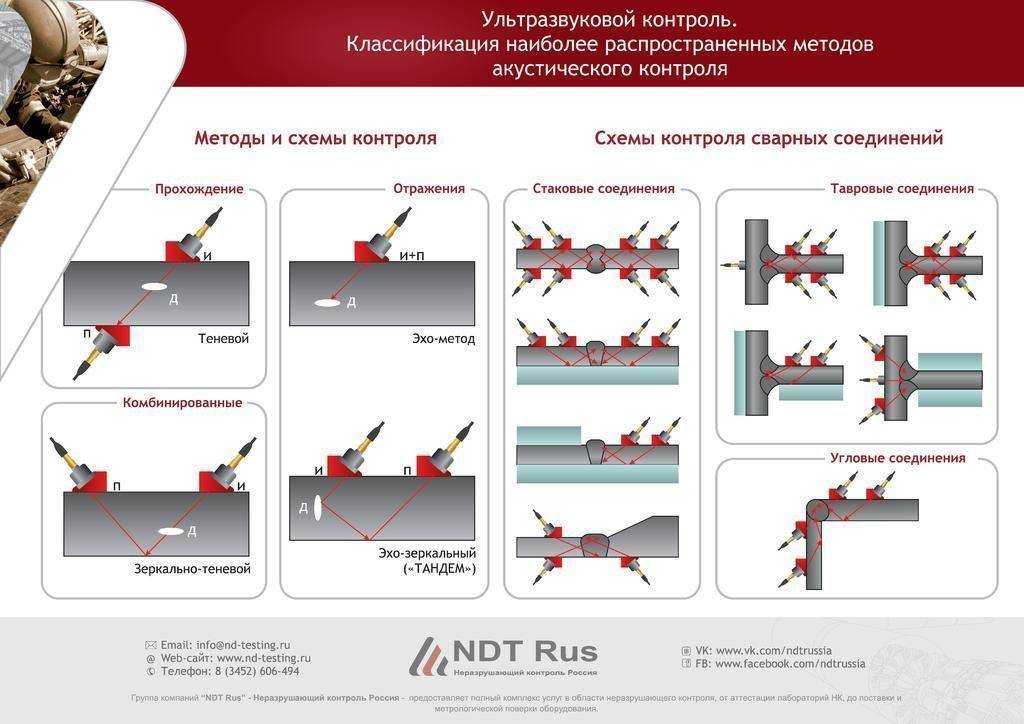
Виды УЗК
Сегодня существует несколько видов УЗК, все они отличаются оценкой и возможностями регистрации данных.
Дельта метод УЗК
При таком варианте исследования излучение ультразвуковых волн проходит внутрь сварного соединения. При этом волны делятся на несколько подкатегорий: поперечные, продольные, трансформируемые и зеркальные. Такой вариант проверки качества не особо популярен, так как при плохой настройке оборудования фиксируются далеко не все подкатегории волн, что в дальнейшем негативно сказывается на полученных результатах


Кроме того тут очень важно грамотно подготовить поверхность, в противном случае данные будут сильно отличаться от реальных
Обследование теневым способом
При таком варианте диагностики необходимо использовать 2 прибора, которые устанавливаются на разные стороны исследуемого шва. Первое устройство излучает волны, второе принимает. Устройства крепятся перпендикулярно поверхность исследуемого сварного шва. Во время излучения ультразвуковые волны проходит сквозь всю структуру шва и поступает на приемник, полученные данные обрабатываются, в результате проявившиеся глухие зоны являются дефектами.
Эхо-импульсный вариант проверки
Тут используется только один дефектоскоп, смысл заключен в отражении дефектных зон. То есть, в местах прохождения ультразвука напрямую в сварном шве нет недостатков, а при отражении волны на конкретном участке определяется дефект.
Эхо-зеркальный метод
Этот метод очень похож на эхо-импульсный, но существенное отличие заключается в отражателе. Для проведения обследования устройство устанавливают под углом 90 градусов, в тех местах, где волны направленные к шву проходят напрямую, повреждений нет, там же где они возвращаются на отражатель, имеется дефект. Данная технология является оптимальной при обследовании не вертикальных трещин.
Комплексный метод
Он соединяет в себе зеркальный и теневой. Здесь оба устройства устанавливают с одной стороны шва, после чего посылают волны под углом. При отражении волн от металла с проявлением не характерных зон происходит фиксация повреждения, эти нестандартные зоны помечают как дефект.
Из всех вышеперечисленных методов наибольшей популярностью пользуются метод теневого обследования и эхо-импульсная проверка, так как они не требуют слишком тщательной подготовки и достаточно просты.
Экспертиза промышленной безопасности трубопроводов
Помимо магистральных трубопроводов, сегодня существует ещё несколько видов трубопроводного транспорта. К ним относятся технологические трубопроводы, расположенные на территории предприятий и обеспечивающие проведение технологического процесса, а также эксплуатацию оборудования. Кроме того, в их число входят промысловые трубопроводы, по которым осуществляется транспортировка газа и нефти и проч.
Проводить экспертизу промышленной безопасности (ЭПБ) необходимо тех из них, которые подпадают под действие Федерального Закона за номером 116-ФЗ.
Начинается ЭПБ с внимательного изучения документации на инженерную коммуникацию. Определив по «бумагам» наиболее опасные участки, сопоставив проектное и фактическое расположение трубопровода, и выяснив, соответствовали ли условия эксплуатации требованиям СНиП, специалисты приступают к техническому диагностированию исследуемого объекта.
Сначала проводится наружный и (при наличии возможности) внутренний осмотр. На данном этапе выявляются участки трубы с нарушенной формой, дефекты металла и изоляции, определяется состояние сварных швов. По статистическим данным большинство случаев выхода технологических трубопроводов из строя обусловлено процессами коррозии. Для определения внутренних дефектов могут использоваться все вышеперечисленные методы.
По завершении диагностики средствами неразрушающего контроля возможно проведение пневмо- и гидроиспытаний (воздухом под давлением или водой). Однако их целесообразность является предметом споров экспертов в этой отрасли. Одни говорят, что гидроиспытания ухудшают трещиностойкость и пластичность металла. Другие же утверждают, что без проведения функциональных испытаний и без комплексного контроля получить достоверную информацию о соответствии конструкции требованиям СНиП невозможно. Ведь оборудование может подвести, например, при некорректной настройке дефектоскопа либо по причине неверного подбора пьезоэлектрического преобразователя. Поэтому возникает опасность, что после запуска трубопровод вновь даст течь.
Нужно понимать, что проведение испытаний сопряжено для владельцев трубопроводов с техническими проблемами, связанными с остановкой производственного цикла. По этой причине во время проведения ЭПБ между заказчиком и организацией-исполнителем могут возникнуть спорные моменты. Поэтому одним из приоритетных направлений развития технологий экспертизы промышленной безопасности является адаптация методик неразрушающего контроля к условиям процесса диагностирования без необходимости вывода трубопровода из эксплуатации.
Как проверяют проницаемость?
Когда сваривают ёмкости, трубопроводы и так далее, необходимостью становится именно оценка того, какой является герметичность. Такой контроль качества так же проводится с использованием различных методов и инструментов:
- Испытания по гидравлике и пневматике.
- Пузырьковым методом.
- Течеиспускание.
И так далее. Пневматические испытания – это когда внутрь трубопровода запускают воду или газ в больших количествах. Пенообразующий состав наносят на поверхность снаружи. Если появляются пенистые пузырьки – значит, герметичность была нарушена.
Видео
ERW-pipe welding machine for field application – Оборудование для сварки и неразрушающего контроля.
 Watch this video on YouTube
Watch this video on YouTube
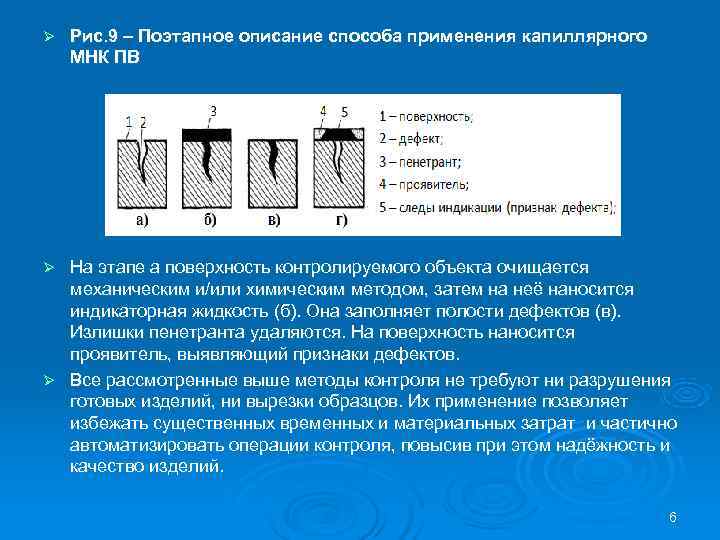
Метод контроля проникающими веществами
Метод неразрушающего контроля проникающими веществами связан с проникновением в полость дефекта объекта, подлежащего контролю, специальных веществ. Этот метод называют капиллярным, когда речь идет о выявлении малозаметных трещин на поверхности, а при поиске сквозных способ называют «метод течеискания». При применении этого метода дефекты, окрашенные индикаторной жидкостью (пенетрантом), выявляются либо визуально, либо с помощью преобразователей.
Первоначально поверхность контролируемого объекта очищают механическим и/или химическим методом, затем наносят на нее индикаторную жидкость, заполняющую полости дефектов. Излишки пенетранта удаляют. На поверхность наносят проявитель, который выявляет признаки дефектов. Этот метод высокочувствительный, он обеспечивает простоту контроля и наглядность результатов, поэтому его применяют не только для обнаружения, но и для подтверждения дефектов, обнаруженных другими методами – ультразвуковым, магнитным и вихревых токов и другими. Из капиллярных методов наиболее распространены цветной, люминесцентный, люминесцентно-цветной, фильтрующихся частиц, радиоактивных жидкостей.
Методы течеискания базируются на регистрации индикаторных жидкостей и газов, которые проникают в сквозные дефекты контролируемого объекта. Широкое применение они нашли для контроля герметичности работающих под давлением сварных сосудов, баллонов, трубопроводов, гидро-, топливо-, масляных систем силовых установок и т.п. Наиболее известные методы течеискания: гидравлическая опрессовка, аммиачно-индикаторный метод, фреоновыф, масс-спектрометрический, пузырьковый, с помощью гелиевого и галоидного течеискателей. Течеискание с помощью радиоактивных веществ значительно повлияло на эффективность метода в сторону ее увеличения.
Источники ультразвуковых волн
Во время анализа УЗ-колебания в объекте создают несколькими способами. Чаще с использованием пьезоэлектрического эффекта. Преобразователь создает ультразвуковое излучение, которое далее переводит электрические колебания в акустические. При переходе через измеряемую среду эти колебания оказываются на приемной пьезопластине преобразователя, а после снова становятся электрическими. Это фиксируют измерительные цепи. При этом пьезопластины могут выступать в роли только приемника или только излучателя, а также совмещать в себе функции того и другого.
Пьезоэлемент является источником ультразвуковых волн.
Оформление документации
Для проведения сварки предусматривается специальный журнал. Он является первичным документом, оформляющийся по требованиям СНиП. Проектная организация составляет перечень узлов в металлоконструкции, которые необходимо сдать заказчику с оформлением сварочных документов.
Если проводились ультразвуковые или иные специфические исследования, то результаты и заключения по ним также прилагаются.
Все это позволяет говорить о качестве сварке и надежности конструкции. Только после сдачи в полном объеме сварочной документации производятся дальнейшие процедуры по принятию металлоконструкций объекта.
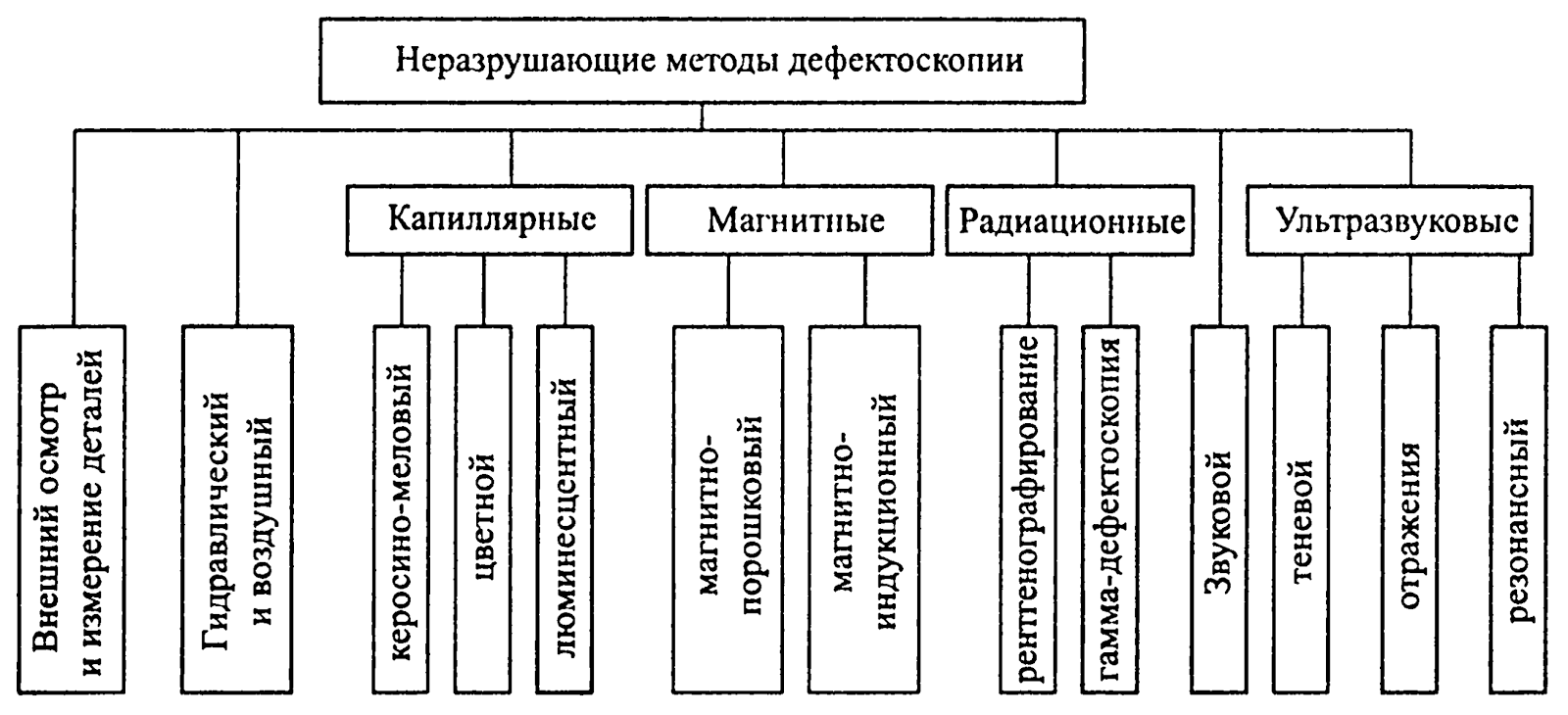
Методы неразрушающего контроля качества сварных соединений
Визуальный контроль и измерения
Визуально-оптический контроль – это один из методов неразрушающего контроля оптического вида. Он основан на получении первичной информации об объекте при визуальном наблюдении или с помощью оптических приборов. Это органолептический контроль, т.е. воспринимаемый органами чувств (органами зрения) ГОСТ 23479-79 “Контроль неразрушающий. Методы оптического вида” устанавливает требования к методам контроля оптического вида. Визуальный метод контроля позволяет обнаруживать несплошности, отклонения размера и формы от заданных более 0,1 мм при использовании приборов с увеличением до 10х. Визуальный контроль, как правило, производится невооруженным глазом или с использованием увеличительных луп 2х до 7х. В сомнительных случаях и при техдиагностировании допускается увеличение до 20х.
Визуальный контроль выполняется до проведения других методов контроля. Дефекты, обнаруженные при визуальном контроле, должны быть исправлены до проведения контроля другими методами.
Радиографический контроль
Радиационный вид неразрушающего контроля в соответствии с ГОСТ 18353-79 делится на методы: радиографический, радиоскопический, радиометрический. Радиографический метод контроля основан на преобразовании радиационного изображения контролируемого объекта в радиографический снимок. Требования к радиографическому контролю регламентированы ГОСТ 7512-82 “Контроль неразрушающий. Сварные соединения. Радиографический метод”.
Схема просвечивания рентгеновскими лучами: 1 – рентгеновская трубка; 2 – кассета; 3 – фотопленка; 4 – экраны.
Метод ультразвуковой дефектоскопии
Данный метод относится к акустическому виду неразрушающего контроля (ГОСТ 3242-79), применяется при толщине металла шва не менее 4 мм. Он основан на использовании ультразвуковых волн, представляющих собой упругие колебания материальной среды с частотой выше 0,5-0,25 МГц (выше той, которую способны воспринимать слуховые органы человека). В этом методе контроля (ГОСТ 14782-86) используется способность ультразвуковых волн отражаться от границы раздела двух сред, обладающих разными акустическими свойствами. Когда при прохождении через сварной шов ультразвуковые волны встречают на своем пути дефекты (трещины, поры, шлаковые включения, расслоения и т. д.), они отражаются от границы раздела металл–дефект и могут быть зафиксированы при помощи специального ультразвукового дефектоскопа.
Магнитные методы контроля
Магнитные методы контроля основаны на принципе использования магнитного рассеяния, возникающего над дефектом при намагничивании контролируемого изделия. Например, если сварной шов не имеет дефектов, то магнитные силовые линии по сечению шва распределяются равномерно. При наличии дефекта в шве вследствие меньшей магнитной проницаемости дефекта магнитный силовой поток будет огибать дефект, создавая магнитные потоки рассеяния.
Прохождение магнитного силового потока по сварочному шву: а – без дефекта; б – с дефектом
В соответствии с ГОСТ 18353-79 в зависимости от способа регистрации потоков рассеяния различают три магнитных метода контроля: магнитопорошковый, индукционный, магнитографический. Наиболее распространен магнитопорошковый метод или магнитопорошковая дефектоскопия (МПД).
Вихретоковый контроль
Методы вихретокового контроля основаны на регистрации изменения электромагнитного поля вихревых токов, наводимых возбуждающей катушкой в электропроводящем объекте контроля. Вихревые токи – это замкнутые токи, индуктированные в проводящей среде изменяющимся магнитным полем. Если через катушку пропускать ток определенной частоты, то магнитное поле этой катушки меняет свой знак с той же частотой. Интенсивность и распределение вихревых токов в объекте зависят от его геометрических, электромагнитных параметров и от взаимного расположения измерительного вихретокового преобразователя (ВТП) и объекта. В качестве преобразователя используют обычно индуктивные катушки (одну или несколько). Синусоидальный или импульсный ток, действующий в катушках ВТП, создает электромагнитное поле, которое возбуждает вихревые токи в электропроводящем объекте. Электромагнитное поле вихревых токов воздействует на катушки преобразователя, наводя в них ЭДС или изменяя их полное сопротивление. Регистрируя напряжение на зажимах катушки (трансформаторный вихретоковый метод) или ее сопротивление (параметрический вихретоковый метод) получают информацию о свойствах объекта и о положении преобразователя относительно него.





Правила внешнего и технического осмотра
Любую проверку качества трубопровода начинают проведением внешнего осмотра. Он бывает не только чисто визуальным, но и предполагает использование измерительных и других видов технических инструментов. Это позволит выявить проблемы во внешних факторах, соответствие текущего состояния нормативам и требованиям законодательства.
Обнаружение даже небольших трещин в сварных соединениях не составит труда, если очистить небольшой участок на шве, а потом обработать его при помощи спирта, кислотного слабого раствора.

Геометрические размеры не определить без линейки и штангенциркуля. Хорошее освещение сделает проверки более эффективными. Как и использование лупы, поддерживающей увеличение в 8-10 раз.
Ударное воздействие на поверхность объекта
Данный метод подразумевает оценка энергии ударного импульса, при контакте с поверхностью бетонного изделия. При нанесении удара приборы позволяют оценить, какой является прочность объекта. Спрос на этот метод очень велик, поскольку он не требует больших затрат времени и может быть использован в различных условиях. Необходимое для исследования оборудование отличается небольшими размерами. Так что его легко можно доставить на место осуществления испытаний.
Другим методом, подразумевающим воздействие на поверхность бетона, является пластическая деформация. На поверхность оказывается статическое вдавливание, после чего исследуются последствия этого воздействия. Для этого применяются различные инструменты, например, штангенциркуль. Прочность бетона зависит от размера размеры отпечатка на его поверхности.
Насколько важен контроль качества
Конструкции трубопроводов подвергаются серьезным нагрузкам как внутри, так и снаружи
Поэтому контролю качества сварных швов уделяется особое внимание
Процесс сварки связан с высокими температурами, при которых металл трубы плавится. Именно в это время меняется их структура. Если не соблюдать технику процесса сварки, после остывания внутри шва образуются дефекты. Металл шва становится неровным.
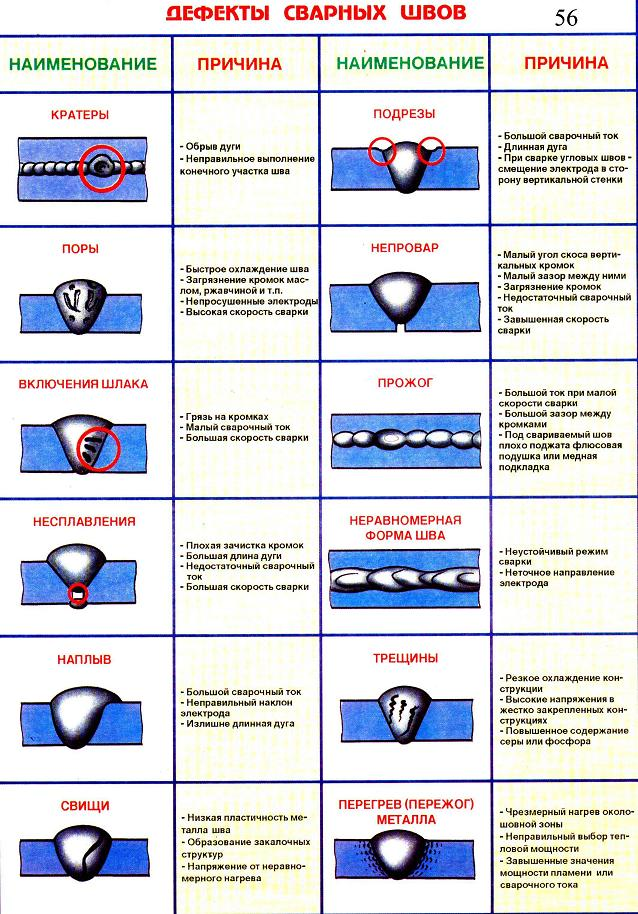
Типы дефектов:
- Внешний. Они хорошо видны на поверхности шва. В эту категорию также входят те дефекты, которые обнаруживаются внутри металла на глубину не более 2 мм.
- Внутренние они глубокие. Они располагаются глубже 2 мм.
Дефекты стыков трубопроводов имеют разную форму и расположение. Среди них дефекты со стандартными и специфическими названиями:
- Трещины. Дефект в несколько раз длиннее своей ширины. Это самый опасный момент при сварке, который часто приводит к ее поломке. Трещины делятся на две категории. Их можно размещать как внутри шва, так и снаружи. Трещины не редкость. Они самые опасные.
- Поры, они же ракушки. Сферические дефекты (форма может быть разной, но всегда полые), образовавшиеся за счет газов, выделяющихся в процессе сварки металла. Они принадлежат к внутренней группе.
- Кратеры. В основном это поры, образовавшиеся на поверхности сварного шва трубы (небольшие углубления). Причина их появления – обрыв сварочной дуги. Опасность кратеров в том, что в месте их появления толщина сварного шва уменьшается. А это сказывается на прочности сустава.
- Поднутрения. Образуется на границе концов трубы и сварного шва. Это уменьшает площадь контакта двух металлов. В таких местах увеличивается внутреннее напряжение, особенно при увеличении нагрузки на трубопровод.
- Подводное плавание. Это слой металла, который наносится на поверхность шва. Получается, что верхний и нижний слои практически не связаны. Сечение подключения не такое, как того требует ГОСТ.
- Отсутствие проникновения. Внутренние дефекты. Характеризуется тем, что внутри соединения трубопровода находится металл, не имеющий требуемых характеристик. Он создавался под воздействием более низкой температуры, чем требует ГОСТ. Поэтому из-за нагрузок в таком сечении напряжения металла быстро растут, что приводит к деформациям с последующим разрушением.
- Металл шва пористый. Это все те же поры или полости, только небольшого размера и равномерно расположенные по всему объему сварного шва (в целом или по участкам).
- Посторонние частицы в металле стыка. Причина – плохая работа сварщика. Перед началом сварочных работ все соединяемые поверхности тщательно очищаются. Обычно для этого используются металлические щетки и обезжириватели. Если подготовка не сделана, в сварной шов попадет мусор, что снизит его прочность.
- Прожечь. Это когда нарушается технология сварки и дуга электрода проходит через металл стыка. По той же причине образуются узелки с другой стороны.
 Дефекты сварного соединения труб
Дефекты сварного соединения труб
Чтобы убедиться, что все эти проблемы не влияют на работу конвейера, выполняется проверка. Сегодня используются разные методы, но все они относятся к категории неразрушающих. Есть и деструктивные приемы, но они используются для лабораторных исследований. Неразрушающий во всех остальных случаях.
Они удобны тем, что:
- необязательно вырезать исследуемый объект и отнести в лабораторию;
- все процессы проводятся на сварочном участке;
- для проведения проверки требуется компактное и легкое оборудование.
Существуют строгие требования к неразрушающему контролю трубопроводов. Диагноз ставит квалифицированный специалист. При этом строго соблюдаются правила и нормы контроля.