

Кому реализовывать готовую продукцию
Первоначальные затраты на запуск предприятия составят около 2 млн рублей. Только на оборудование (качественную линию средней мощности) уйдет примерно 1,5 миллиона. Также вам понадобится арендовать помещение, произвести его ремонт и подготовку к производству, закупить сырье (1 тонна штрипса стоит около 40 тысяч рублей).
Ежемесячные расходы преимущественно складываются из стоимости сырья и оплаты труда персонала. В месяц придется тратить не менее 500 тысяч рублей. Средняя цена 1 тонны профиля составляет около 50 тысяч. Если изготавливать ежемесячно хотя бы 30 тонн трубы, то можно выручить 1,5 млн рублей. Прибыль составит около 1 миллиона, и вложения окупятся за пару месяцев.
С реализацией профильной трубы вряд ли возникнут сложности. Основные сферы применения профиля:
- строительство (в том числе капитальный ремонт зданий);
- машиностроение;
- мебельная промышленность;
- реклама (уличные баннеры);
- перегородки и всевозможные каркасы.
Вам достаточно прорекламировать свою продукцию в газетах, на радио и в интернете. Можно также обратиться к местным строительным компаниям и ремонтным организациям.
Главное – вникнуть в тонкости производственного процесса и приобрести качественное оборудование. Готовая продукция имеет постоянный стабильный спрос и обеспечит быструю окупаемость. Рекомендуем посмотреть существующих производителей трубы и произвести конкурентную разведку.
Источник
Сложность при выполнении работ
Чтобы согнуть профильную трубу, нужно применить физическую силу. Для уменьшения силы, необходимой для изгиба, осуществляют нагрев требуемого участка до высокой температуры. В домашних условиях нагрев можно выполнить паяльной лампой или газовой горелкой.
Во время сгибания на разные стенки участка действуют различные силы:
- На внутреннюю воздействует сила сжатия.
- На наружную – сила растяжения.
Воздействие на один участок различных сил и вызывает трудности. Наружная поверхность во время изгиба подвергается растяжению. Излишнее давление может привести к порыву внешней поверхности или к уменьшению ее толщины. Внутренняя сторона, которая подвержена сжатию, может превратиться в складки.
Так, если не правильно осуществлять сгибание, можно помять или порвать заготовку. Во избежание повреждений детали, необходимо учитывать несколько важных факторов:
- Размер сечения.
- Толщину.
- Величина радиуса изгиба.
- Характеристики металла, из которого изготовлена деталь.
При выполнении процесса необходимо контролировать равномерность изгиба боковых стенок. Неравномерный изгиб боковых сторон может привести к нахождению различных частей одной заготовки в разных плоскостях.
Учитывая все перечисленные факторы, удастся правильно согнуть профильную трубу в домашних условиях.
Какой доход приносит бизнес
Для просчета прибыли необходимо составить бизнес —план, в котором следует учесть все расходы.
Основные расходы:
Закупка оборудования и его запуск;
Средняя стоимость заводской производственной линии полного цикла −1.5-2млн.рублей
При самостоятельном сборе можно обойтись меньшей суммой.
Аренда помещения;
В месяц, в зависимости от региона- от 30 тысяч рублей и выше.
- Заработная плата персонала;
- Закупка сырья.
Тонну листа толщиной 1-1.5мм оптом можно приобрести за 40.000руб. Цена готового изделия начинается с 50.000 руб за тонну. Производя 50 тонн трубы ежемесячно, предприятие окупит себя уже за полгода, а через пару лет изготовление профильных труб начнет приносить стабильную хорошую прибыль.
Конкурентов у производителей профильной трубы достаточно, но и рынок сбыта — огромен.
И в заключении — несколько обещанных ценных советов:
- Не стремитесь производить все размеры. По статистике самый востребованный размер профильных труб — 40×25×1.5, 60×30×1.5, 40×20×1.5. Выберите оптимальный для себя рынок сбыта, промониторьте потребности покупателей, с них и начинайте;
- Освойте производство изделий с промежуточной стенкой −1.2 и 1.8. Они встречаются на рынке реже и крайне востребованы;
- Горячекатанный лист на порядок дешевле холоднокатанного.
- Освойте ночное производство- тарифы на электроэнергию ночью ниже;
- Профиль меньшего размера дешевле производить и легче продавать.
На этом на сегодня-все. Надеюсь, статья оказалась для вас интересной и полезной, а кому-то станет даже руководством к действию.
Следите за новостями в соцсетях, делитесь опытом и вступайте в наши сообщества — обещаю, самое интересное- впереди!
Загрузка…
Технология
Профильные трубы имеют квадратное либо прямоугольное сечение с размерами сторон от 15 до 300мм. Благодаря широкому размерному ряду применяются практически во всех отраслях строительства и хозяйства. Они в разы легче цельного металлического прутка и намного экономичнее.
Производство профильных изделий сложнее, чем круглых. Изначально следует подготовить полуфабрикат в виде металлической ленты (штрипса), затем на специальном станке из нее формируется круглый профиль. Из полученной заготовки с помощью вальцевания формируют прямоугольное или квадратное изделие.
Обработка штрипса
Штрипс — металлическая лента из низколегированной либо углеродистой стали. Поставляется на производство в рулонах. Изготавливается методом продольной нарезки листовой рулонной стали на специальных прокатных станах.
Изначально штрипс гораздо шире необходимой заготовки для трубы. Линия производства включает в себя оборудование для нарезки ленты по длине. В итоге получаются полосы шириной от 50мм.
Полученные после нарезки металлические полосы свариваются и наматываются на постоянно вращающийся барабан.
Формирование и сварка круглой трубы
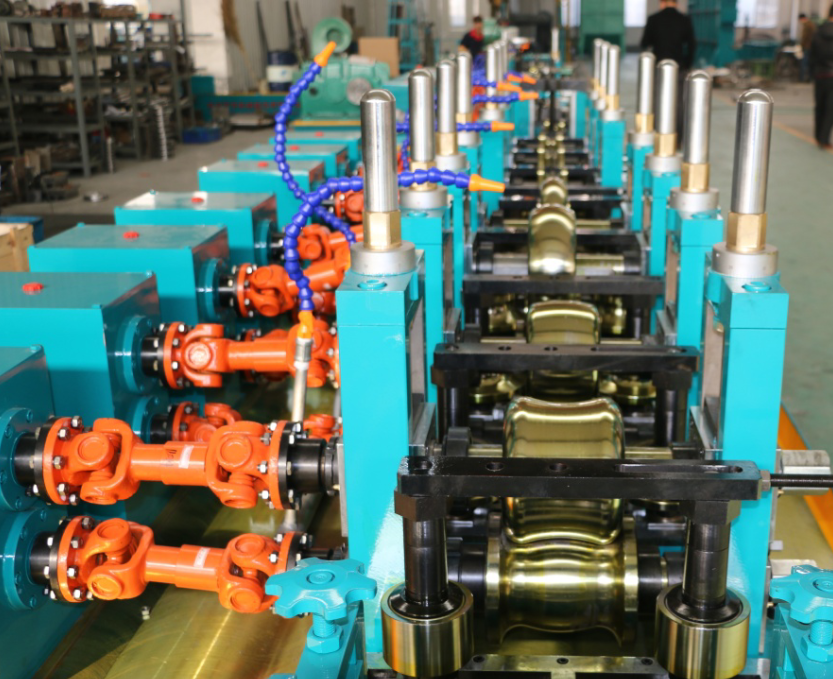
Следующий этап — подача металлической ленты на станок для производства заготовки. На стане в нескольких клетях с помощью вальцов формируется круглая в сечении заготовка. Обычно этот этап происходит без термической обработки.
После формирования сечения, заготовка передается на сварочную установку, где с помощью токов высокой частоты ее свободные края свариваются. При этом давление вальцов продолжается и способствует отхождению лишнего металла (грата). Грат снимается установленными на стан резцами. После сварки заготовки охлаждаются специальными эмульсиями.
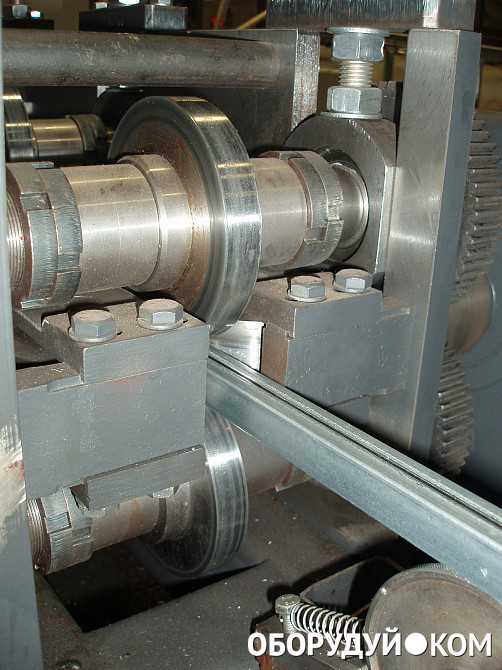
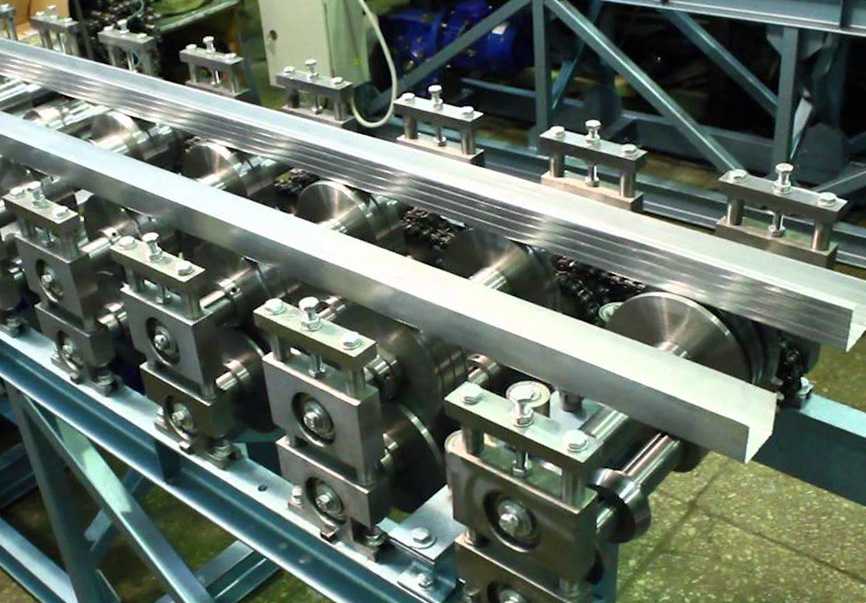
Профилирование
В процессе охлаждения эмульсионными растворами круглая заготовка поступает на следующие вальцы — калибровочные. Они делают ее ровной по всей длине.
На следующем этапе — очередные специальные вальцы, обжимные. Именно они, сжимая заготовку с четырех сторон, формируют готовое изделие. После этого труба нарезается на нужные отрезки.
Контроль
Слабое место любой электросварной трубы — шов. Поэтому перед допуском профиля к реализации необходимо оценить качество его качество.
Контроль качества готовой продукции осуществляется следующими методами:
Вихретоковая дефектоскопия.
В этом методе вихревые токи регистрируются приемным измерителем. По их интенсивности определяется наличие пустот, раковин и прочих дефектов в металле.
Визуальный осмотр
Специалист ОТК (он должен обладать подтвержденной высокой квалификацией), осматривает трубу и выявляет все внешние недочеты — трещины, нежелательные следы профилирующих вальцов, дефекты сварки, механические повреждения.
В идеале — оба этих способа используются параллельно, но на производстве с большим объемом продукции каждую трубу не осмотришь, поэтому необходимо систематическое проведение обязательной профилактики всего оборудования цеха…
Термообработка
Для увеличения прочности и долговечности изделия сталь необходимо закалять. Поэтому готовая труба подвергается обязательной термической обработке. При этом «отпускаются» все внутренние напряжения, возникающие в процессе деформирования стали.
Закаленные изделия имеют более высокую себестоимость, поэтому не на каждом мини-заводе практикуется этот процесс.
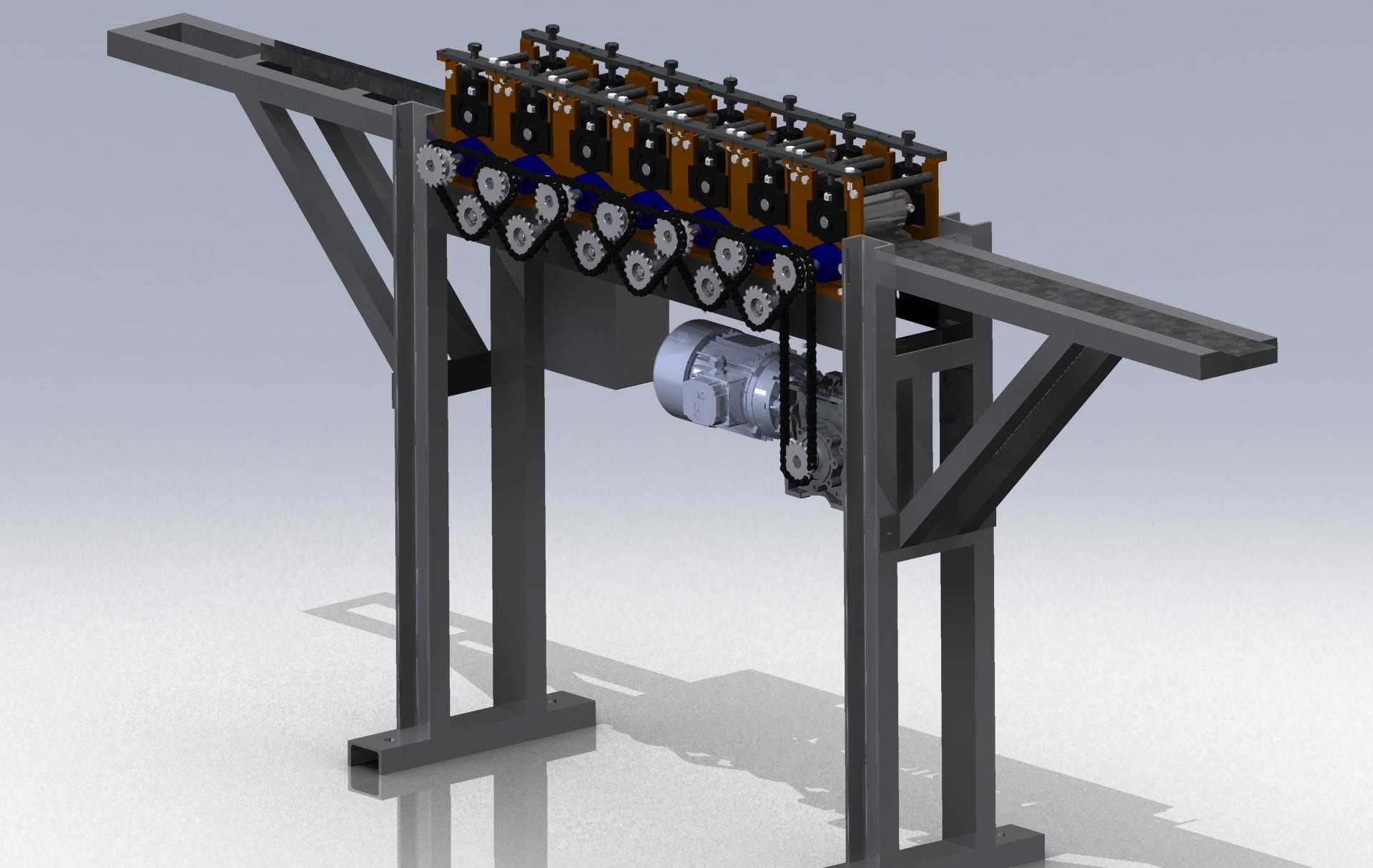
Пошаговое изготовление станка
Подготовив набор комплектующих, приступают к изготовлению.
Общий вид станка. Он устанавливается на брус 100·50 мм.
Все детали раскладываются на видном месте. Предварительно проверяется работоспособность подшипников и ходового винта.
Вырезаются заготовки из швеллеров. Из них сваривается вертикальная стойка, устанавливаемая перпендикулярно к опорному швеллеру.
Читать также: Регулятор уровня воды в емкости автозаполнение
Сверлится отверстие под ходовой винт. К нему приваривают гайку. Потом вкручивают винт. Сверху варят поперечину, она понадобится для перемещения винта по резьбе.
По опорному швеллеру перемещают подшипники. Они предварительно установлены в корпуса. Внутрь вставлены валы. К одному из торцов приваривают цепные звездочки.








К одному опорному валу приваривают велосипедную педаль. Вращая ее в ту или другую сторону, можно заставить перемещаться трубу в нужном направлении.
Изготовив прижимной механизм, производится проверка расположения всех элементов. Стараются установить их согласно чертежу, представленному ранее.
Установив детали по месту, их приваривают. Наступает черед проверить работоспособность устройства.
Ставят трубу и прокатывают ее в обе стороны. Нажима сверху еще нет, проверяется, насколько легко перемещается труба.
Поворачивая винт, прижимают нажимной валик вниз, продавливают трубу. Сместив прижимной валец, прокатывают трубу. После каждого прохода смещают валик вниз. Периодически вынимают деталь и сравнивают ее с шаблоном.
Изготовив станок, можно приступать к изготовлению теплиц и парников, в основе которых используют профильные трубы. Ниже показаны образцы и дана информация, как сделать подобные сооружения.
Видео: самодельный трубогиб для профильной трубы.
Сложности гибки профильных труб
Несмотря на различия в конечной форме трубы, функция процесса профильной гибки металла заключается в придании изделию полного либо частичного изгиба. Достигается это только с приложением определенных внешних воздействий – или только давления, или давления в сочетании с нагревом.
Согласно физическим законам, во время изгиба на профильную трубу происходит одновременное воздействие двух разнонаправленных сил: силы сжатия, устремленной к внутренней части участка изгиба, и силы растяжения, которая возникает с противоположной стороны. Именно такая полярность направленности сил и является причиной появления некоторых сложностей, нередко возникающих при гибке труб:
- На различных участках трубы в зоне изгиба изменение формы происходит неодинаково – это служит основной причиной нарушения их соосности.
- При сильном растяжении стенка трубы с наружной стороны изгиба может потерять прочностные свойства или даже лопнуть.
- Напротив, во внутренней части изгиба в процессе сжатия могут образоваться складки.
Чтобы не было таких деформаций и не получилась вместо равномерно изогнутой трубы какая-нибудь неровная и смятая металлическая поверхность, необходимо учитывать свойства применяемого материала и геометрические характеристики изделия: радиус изгиба, диаметральные размеры сечения, толщину стенок. Применение таких знаний позволит выбрать наиболее оптимальный метод гиба.

Термообработка
Чтобы гарантированно избавиться от остаточных напряжений после холодной деформации, необходимо провести нагревание профиля. Процедура влияет на конечную стоимость продукции, однако обеспечивает наилучшее её качество.
Осуществить этап можно даже при работе на кустарном оборудовании для производства стальных труб – просто прогрев готовое изделие паяльной лампой.
Таким образом, как видно из вышесказанного, профильную продукцию можно производить как по полному циклу, с выпуском изделий профессионального качества (в этом случае необходимо наладить поставку штрипса необходимых размеров и из требуемого материала), так и путём формирования профиля нужной геометрии из приобретённых в необходимом количестве круглых труб.
Ясно, что первый вариант предусматривает гораздо большие материальные затраты и требует больше свободного места для размещения оборудования.
Из круглых же изделий можно изготавливать профиль на сравнительно недорогом станке, размещённом на небольшой территории, что даёт мастеру значительно большую свободу.
Источник
Что такое профильная продукция и какой она бывает?
Профильные трубы изготавливаются для сборки металлоконструкций различных габаритов и назначения: каркасов, ангаров, временных и постоянных теплиц. Стандартный металлопрокат с круглым сечением для таких целей не подходит, так же, как и не годятся профильные трубы для водо- и газопроводов.
Чтобы убедиться в целесообразности выпуска профильных труб, стоит ознакомиться с широким перечнем сфер применения данных изделий:
- профильные трубы стандартной конфигурации. Сфера использования расширена на конструирование строительных лесов, трубопроводов, защиту кабельного оборудования, формирование систем орошения или ограждения.
- магистральные профили. Используются при строительстве крупногабаритных трубопроводов с частыми перепадами давления в качестве опорных сегментов (данные трубы чаще всего изготавливаются по ТУ производителя и под индивидуальный заказ).
- профильный металлический прокат с повышенной устойчивостью к химическим соединениям. Востребован в пищевой, фармацевтической и химической отраслях.
- машиностроительные профили. Применяются в производстве автомобильных поршней, валов, цилиндров, подшипников.
Различны также виды сечения профильных изделий. Оно бывает овальным, плоскоовальным, квадратным, прямоугольным, многоугольным. По отдельному заказу предприятие может иметь возможность производства профилей с сечением в форме треугольника, шестиугольника и т.д.

В сфере строительства востребованы трубы квадратного и прямоугольного сечения
Существует несколько способов изготовления профилей. В зависимости от практикуемого метода производства будут отличаться свойства изделия:
- Горячекатаные профильные изделия бесшовного типа: используются в средах, требующих повышенных показателей прочности. Обычно антикоррозийны, устойчивы к любым агрессивным кислотам и веществам.
- Холоднокатаные профили либо же стандартные: более упругие конструкции, способные выдерживать значительные перепады давления.
- Холоднокатаные профили электросварного типа: прочные и долговечные конструкции, но только при соблюдении норм эксплуатации.
Массовое производство труб, различных по назначению, требуют корректировки в списке требуемого оборудования. Ниже представлена схема производства стандартных профильных труб, которую следует варьировать в соответствии с разработанным бизнес-планом.
Принцип проката и контроля профильной трубы
Охлажденная заготовка переходит на стадию профилирования, которое проводится в несколько циклов:
- Прокат отправляется через вальцы для придания максимально идентичной круглой формы по всей длине изделия;
- Круглая труба переходит на профилирующий станок для обжимки с четырех сторон: в результате получается металлопрокат с требуемой формой сечения.
Второй технологический этап необходим лишь в том случае, если запланирован выпуск труб с прямоугольным (квадратным, многоугольным) сечением. Для плоскоовальных или овальных профилей достаточен прокат через первые, контрольные вальцы. После этого заготовка режется на отрезки заданной мерной либо немерной длины, в процессе чего подвергается непрерывному охлаждению.
Наиболее «слабым местом» в электросварных конструкциях считается сварной шов, который в обязательном порядке подвергается на предмет герметичности. Изготовление не считается завершенным, а металлопрокат – допущенным к реализации, если не были произведены следующие методы проверки:
- Вихретоковая дефектоскопия. Дефектоскоп работает по принципу того, что на электромагнитные характеристики любого металла, в том числе и стали, влияют различные степени напряжений, вызываемые дефектами шва, внутренние раковины и другие нежелательные факторы.
- Визуальный осмотр. Специалист контроля качества осматривает шов с целью обнаружения повреждений, полученных вследствие неисправности формующих и профилирующих вальцов, дефектов электросварки. Специалист также может выявить визуальные недочеты, которые дефектоскоп определить не в состоянии: неровности, механические повреждения.

В продажу пускают только те трубы, которые прошли контроль качества
Данные методы контроля могут использоваться как параллельно, так и в единичном порядке. Кроме осмотра готовых изделий, обязательно проведение систематической профилактики всего оборудования производственного цеха с целью избежать массовой отбраковки изделий.
Для улучшения прочностных показателей стали готовое изделие на завершающей стадии цикла подвергается повторному нагреванию. Необходимо это по той причине, что при деформировании сталей в них образуются внутренние напряжения. Раскаленное изделие оставляют до полного остывания, после чего передают в фасовочный отдел. Прокат, прошедший этот этап, имеет несколько более высокую себестоимость. Этим и объясняется отсутствие данного процесса на некоторых предприятиях. Включать этап дополнительной закалки в производственный цикл или нет – зависит от концепции планируемого предприятия.
Назначение и разновидности профильных изделий
С помощью профильных труб осуществляется сборка различных конструкций из металла, отличающихся габаритами и назначением: каркасы, ангары, всевозможные теплицы. Продукцию круглого типа в данном случае применять неудобно; то же самое касается профильных труб магистрального типа.
Убедится в том, что производство профильных труб является весьма актуальной темой, поможет краткий обзор сфер их использования:
- Изделия стандартной конфигурации. Кроме обычного использования в обустройстве трубопроводов, из продукции данного типа собираются строительные леса, кабельная защита, системы орошения и всевозможные ограждения.
- Магистральные профили. Из них сооружают трубопроводы крупных габаритов, для которых характерны постоянные колебания давления: они выступают в качестве опор. При изготовлении данной продукции в основном используется ТУ производителя или требования заказчика.
- Металлический прокат профильного типа, имеющий повышенную химическую стойкость. Сфера применения – пищевая, химическая и фармацевтическая отрасли.
- Машиностроительный профиль. Из них делают автомобильные поршни, валы, цилиндры и подшипники.

Форма сечения профилей может быть различной – овальной, плоскоовальной, квадратной, прямоугольной, многоугольной. В отдельных случаях, когда имеется соответствующий заказ, существует возможность изготовления треугольных, шестиугольных и других нестандартных профилей.
То, какой именно способ изготовления профильной продукции был применен, напрямую влияет на ее свойства:
- Горячекатаные профили без швов. Отличный вариант в тех ситуациях, когда требуется высокий уровень прочности. Чаще всего они имеют хорошую антикоррозийную защиту, хорошо перенося агрессивные химические среды.
- Холоднокатаные (стандартные) профили. Для этих изделий характерна большая упругость, позволяющая им не боятся серьезных колебаний давления.
- Электросварные холоднокатаные профили. Для данной продукции характерна прочность и долговечность, при условии правильной эксплуатации.
Этапы производства металлопрофиля
Основные этапы полного цикла производства следующие:
- обработка штрипса,
- изготовление круглой заготовки,
- профилирование трубы,
- нарезка,
- контроль качества,
- термообработка.
Обработка штрипса
Сырье для профилированных труб на линию производства поставляют с металлургических заводов в виде рулонов – штрипсов.

Рулоны разматывают, нарезают на станке продольной резки на полосы нужной ширины. Затем из нарезанных сегментов сваривают непрерывную ленту, которую наматывают на барабан.
Это делается для обеспечения непрерывности производства – создается технологический резерв материала, чтобы предотвратить простои в работе вальцовочного станка.
Изготовление заготовки
Металлическая лента передается на формовочный стан, где из нее формируется заготовка с круглым сечением.

При прохождении клетей и вальцов формовочного станка из ленты получается непрерывная труба, имеющая незакрытый шов.
На этом этапе пропускают через формовочный стан холодную полосу стали или проводят сразу и термическую обработку.
Рекомендуем ознакомиться: Особенности монтажа и применения дымоходов, выполненных из металлической трубы своими руками
Трубу передают в сварочную установку, где шов закрывается, и получается заготовка. Сварка производится печным способом, в защитном газе или высокочастотными токами. Шов может быть прямым или спиральным.
Во время сварки вальцы станка сжимают края шва для повышения прочности стыка, в результате образуется грат – излишки расплавленного металла, вдавленные внутрь трубы и на ее внешнюю поверхность. Грат снимается резцом, после чего заготовку охлаждают эмульсионным составом.








Профилирование трубы
В зависимости от формы сечения, которое необходимо получить, профилирование трубы проходит в один или два этапа.

- Заготовку пропускают через калибровочные вальцы, выравнивающие заготовку. После калибровки она имеет одинаковое сечение по всей длине. Если необходима труба овального или плоскоовального сечения, то на этом ее профилирование заканчивается.
- Если необходима треугольного, квадратного, прямоугольного или многоугольного сечения, заготовку пропускают через профилирующий станок. Вальцы этого станка обжимают круглую трубу до нужной формы.
Нарезка
Готовую непрерывную трубу нарезают по заданным размерам, не прекращая процесс охлаждения.

Для дополнительной защиты готовых профильных труб используют холодную или горячую оцинковку:
- Первый метод заключается в нанесении на металлопрофиль слоя порошковой или полимерной краски.
- Второй метод отличается тем, что готовую трубу предварительно очищают, окунают в ванну с расплавленным цинком, а затем охлаждают и сушат.
Контроль качества
К профильным трубам, изготовленным в условиях полного цикла, предъявляют жесткие требования. Обязательным этапом производства металлопрофиля является проверка качества.
Особенно тщательно контролируют герметичность шва, так как слабым местом сварных труб является именно шов.
Применяется два метода проверки:
- визуальный осмотр,
- вихретоковая дефектоскопия.
Специалист осматривает шов и выявляет нарушения шва, вызванные дефектом сварки, и повреждения, полученные из-за неправильной работы вальцов.
Рекомендуем ознакомиться: Спирально-навивные конструкции воздуховодов
Второй метод проверки – аппаратный. Работа дефектоскопа основана на сравнении электромагнитных характеристик металла на всех участках шва.
На эти характеристики влияет химический состав материала и наличие физических дефектов. Дефектоскоп помогает выявить места непровара шва и раковины, не замеченные при визуальном осмотре.
Процесс производства считается завершенным, а изделие допускается к реализации только после проведения проверки качества.
Линии профильных труб в России
1 .) Контактное лицо: Стася Сот. 0086-15882347886 Эле. почта: jinbinxq@stroy999.ru WhatsApp/Viber: +8615882347886 Скайп: live:Stasya Long.
1 .) Контактное лицо: Стася Сот. 0086-15882347886 Эле. почта: jinbinxq@stroy999.ru WhatsApp/Viber: +8615882347886 Скайп: live:Stasya Long.
1 .) Контактное лицо: Стася Сот. 0086-15882347886 Эле. почта: jinbinxq@stroy999.ru WhatsApp/Viber: +8615882347886 Скайп: live:Stasya Long.
1 .) Контактное лицо: Стася Сот. 0086-15882347886 Эле. почта: jinbinxq@stroy999.ru WhatsApp: +8615882347886 Скайп: live:Stasya Long Wechat.
1 .) Контактное лицо: Стася Сот. 0086-15882347886 Эле. почта: jinbinxq@stroy999.ru WhatsApp/Viber: +8615882347886 Скайп: live:Stasya Long.
Китайская ООО ”Цзинь Бинь”предлагает Вам хорошие Китайские оборудования для производсва труб и другие профилегибочные станки по хорошему качеству и.
1.) Контактное лицо: Стася Сот. 0086-15882347886 Эле. почта: jinbinxq@stroy999.ru WhatsApp: +8615882347886 Скайп: live:Stasya Long Wechat.
1 .) Контактное лицо: Стася Сот. 0086-15882347886 Эле. почта: jinbinxq@stroy999.ru WhatsApp/Viber: +8615882347886 Скайп: live:Stasya Long.
1 .) Контактное лицо: Стася Сот. 0086-15882347886 Эле. почта: jinbinxq@stroy999.ru WhatsApp: +8615882347886 Скайп: live:Stasya Long Wechat.
Наш завод является проектирование и оборудование для производства многогранных опор ЛЭП, опор освещения и прочих сварных металлоконструкций и их.
1 .) Контактное лицо: Стася Сот. 0086-15882347886 Эле. почта: jinbinxq@stroy999.ru WhatsApp/Viber: +8615882347886 Скайп: live:Stasya Long.
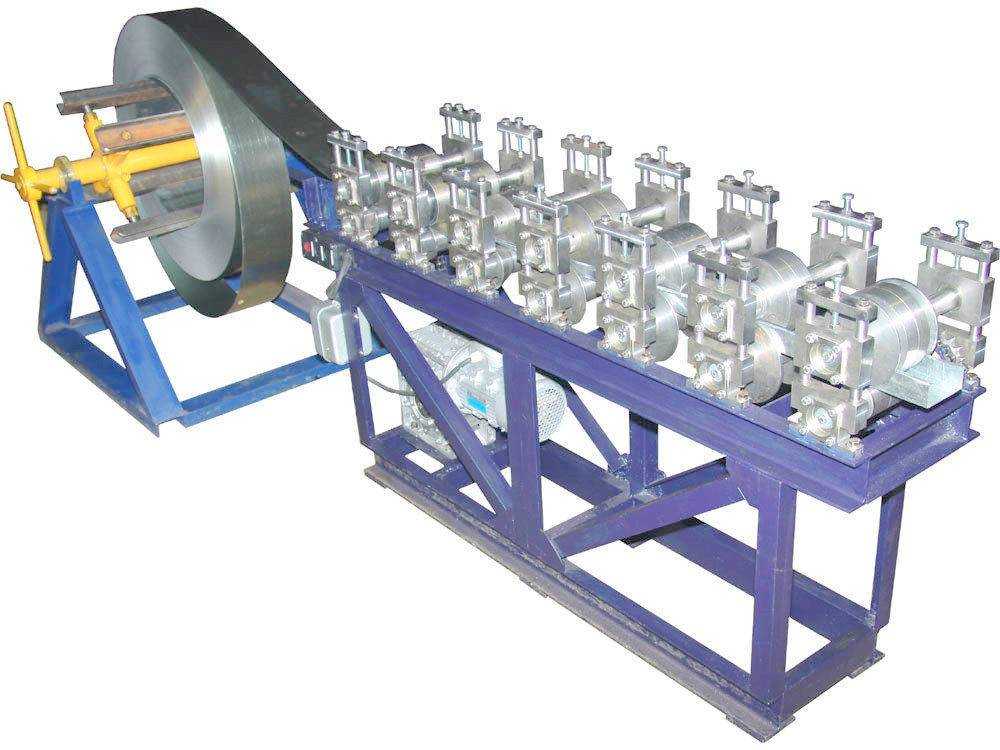
Предназначено для производства профильной трубы с фальцевым замком Комплектация линии: 1. Разматыватель – 1 шт. 2. Профилегибочный стан – 1 шт. 3.
1 .) Контактное лицо: Стася Сот. 0086-15882347886 Эле. почта: jinbinxq@stroy999.ru WhatsApp: +8615882347886 Скайп: live:Stasya Long Wechat.
Срочно продам ПРОКАТНЫЙ СТАН для производства Профильной трубы: Квадратной и Прямоугольной. Прокатный стан в идеальном состоянии, Новый, прокатано.
Оборудование для изготовления труб для дуги (каркаса) теплицы Технические характеристики: Диаметр трубы:Ф6
Ф38mm Толщина трубы: 0.4-1.2mm.
1 .) Контактное лицо: Стася Сот. 0086-15882347886 Эле. почта: jinbinxq@stroy999.ru WhatsApp/Viber: +8615882347886 Скайп: live:Stasya Long.
1 .) Контактное лицо: Стася Сот. 0086-15882347886 Эле. почта: jinbinxq@stroy999.ru WhatsApp: +8615882347886 Скайп: live:Stasya Long Wechat.








1 .) Контактное лицо: Стася Сот. 0086-15882347886 Эле. почта: jinbinxq@stroy999.ru WhatsApp/Viber: +8615882347886 Скайп: live:Stasya Long.
1 .) Контактное лицо: Стася Сот. 0086-15882347886 Эле. почта: jinbinxq@stroy999.ru WhatsApp/Viber: +8615882347886 Скайп: live:Stasya Long.
1 .) Контактное лицо: Стася Сот. 0086-15882347886 Эле. почта: jinbinxq@stroy999.ru WhatsApp/Viber: +8615882347886 Скайп: live:Stasya Long.
1 .) Контактное лицо: Стася Сот. 0086-15882347886 Эле. почта: jinbinxq@stroy999.ru WhatsApp/Viber: +8615882347886 Скайп: live:Stasya Long.
1 .) Контактное лицо: Стася Сот. 0086-15882347886 Эле. почта: jinbinxq@stroy999.ru WhatsApp/Viber: +8615882347886 Скайп: live:Stasya Long.
1 .) Контактное лицо: Стася Сот. 0086-15882347886 Эле. почта: jinbinxq@stroy999.ru WhatsApp: +8615882347886 Скайп: live:Stasya Long Wechat.
1 .) Контактное лицо: Стася Сот. 0086-15882347886 Эле. почта: jinbinxq@stroy999.ru WhatsApp/Viber: +8615882347886 Скайп: live:Stasya Long.
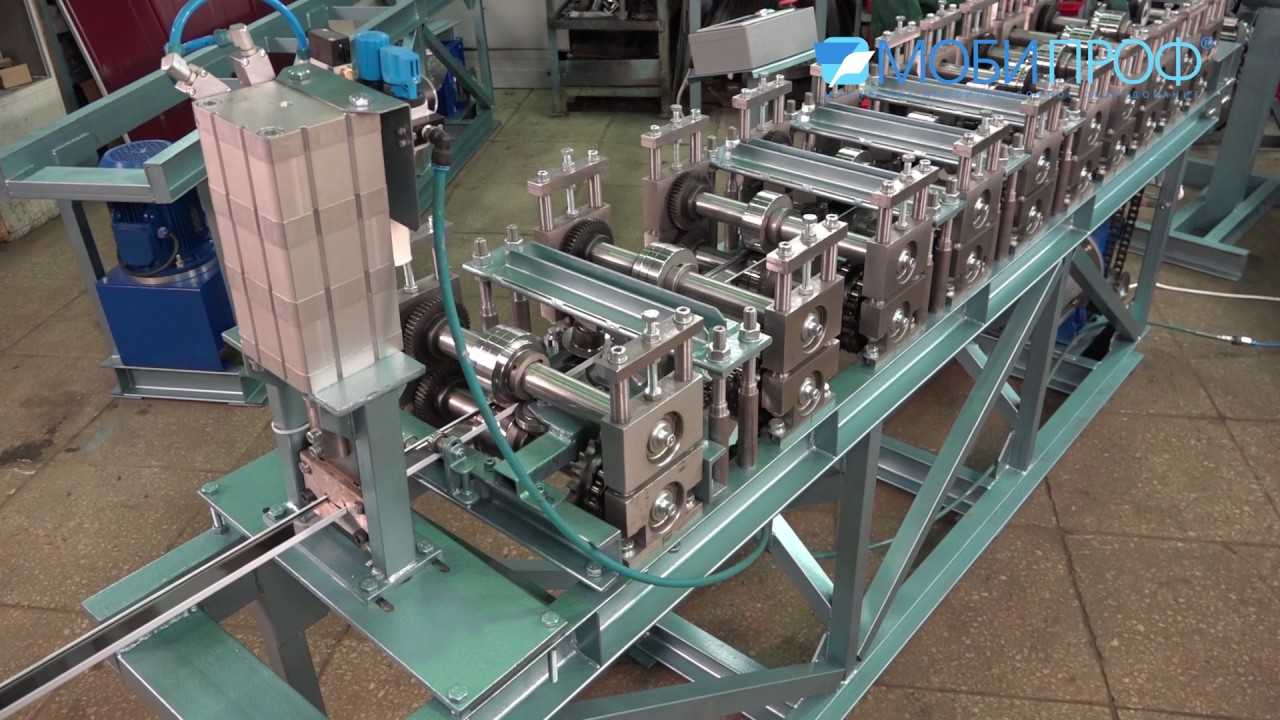
1.Стан Трубосварочный « А – 10 – 166 » для производства профильных труб размером от 20х20х1,5(2) до 60х40х2 из листа и линия продольной резки .
1 .) Контактное лицо: Стася Сот. 0086-15882347886 Эле. почта: jinbinxq@stroy999.ru WhatsApp/Viber: +8615882347886 Скайп: live:Stasya Long.
Китайская ООО ”Цзинь Бинь”предлагает Вам хорошие Китайские оборудования для производсва труб и другие профилегибочные станки по хорошему качеству и.
Линии профильных труб купить в России вы можете на сайте Оборудуй.ком. У нас самый широкий выбор предложений от продавцов со всей России. Если вы хотите продать свое оборудование, технику или инструмент, то просто добавьте бесплатно свое объявление
Источник
Финансовый план предпринимательства
Даже в условиях мини-цеха можно изготавливать 15 п. метров профильной трубы в минуту. А доход предприятия ещё зависит и от того, каких размеров будет эта труба. При средней себестоимости трубы малого размера в 15 рублей за п. метр её цена на рынке больше вдвое. Сейчас она составляет около 30 рублей за п. метр продукции. Уже с одного погонного метра профильной трубы получается прибыль в 15 рублей. Если каналы сбыта товара на предприятии хорошо отлажены, то за месяц работы можно выручку от продажи готовых изделий доводить до 4 млн. рублей. Трудно предположить более высокие показатели доходности и рентабельности современного бизнеса.
Отличных показателей доходности бизнеса можно добиться, купив оборудование для изготовления труб, которое имеет даже небольшую мощность. Некоторые предприниматели, не обладая значительным стартовым капиталом, начинают зарабатывать деньги путём изготовления профильной трубы своими руками. В этом случае требуется самое простейшее оборудование, цена станка для индивидуальной ручной работы не превышает 200 тыс. рублей. Учитывая, что спрос на изделия в настоящее время лишь увеличивается, даже в таком мелком варианте организации собственного дела можно получать неплохую прибыль.
Со временем, изучив тонкости рынка сбыта готовой продукции и поставки листового стального сырья, можно перейти и к производству оцинкованной профильной трубы. Цена на эту продукцию значительно выше, чем на трубы из чёрно-белой стали. Привлекая к своему товару всё больше заказчиков, каждый бизнесмен постепенно укрупняет прибыльное дело, начинает осваивать изготовление строительных материалов смежной конструкции.
Бизнес план по производству сливочных масел
Бизнес план переработка гречихи
Что такое профильная труба?
Так называется продукция фасонного металлопроката, изготавливаемая из металлического листа или заготовок. Для этого используется сталь разных типов:
- углеродистая (Ст3);
- низколегированная конструкционная;
- спецстали, характеризующиеся улучшенными свойствами: жаро- и химически стойкие;
- нержавеющая.
Применяются и другие материалы: алюминий и сплавы на его основе, медь, латунь. Такие изделия могут иметь овальное, плоскоовальное, прямоугольное или квадратное сечение. На одном из этапов производства формируется круглая заготовка, но затем она проходит через валки прокатного станка, приобретая нужную форму. При возникновении такой необходимости изготавливается треугольная или многоугольная труба, но это возможно только по индивидуальному заказу.
Продукция делится на виды, отличные по способу производства и свойствам готовых изделий:
- холоднокатаные профильные трубы;
- горячекатаные бесшовные изделия;
- холоднокатаная электросварная продукция.
Первый из вариантов используется часто, т. к. отличается прочностью, характеризуется достаточной упругостью, что позволяет выдерживать деформационные нагрузки (на разрыв, сжатие). Горячекатаные бесшовные изделия тоже отличаются прочностью. Их устанавливают на участках с повышенными нагрузками. Дополнительно отмечают устойчивость такой продукции к негативному влиянию агрессивных веществ, коррозии.
Электросварные трубы производятся путем сваривания заготовки. Такие изделия отличаются прочностью, несмотря на наличие шовного соединения. Современные технологии позволяют получить продукцию высокого качества, которая будет служить в течение длительного периода. После изготовления труб оценивается прочность шовных соединений. Сфера использования подобной продукции:
- строительство объектов на основе металлических конструкций;
- изготовление теплиц, навесов;
- наладка линии производства торгового оборудования;
- ограждения;
- мебельная промышленность;
- прокладка газопровода (для медных изделий);
- промышленность;
- сельское хозяйство и т.д.