

Что из себя представляют трубы ПНД
ПНД — это полиэтилен, изготовленный под низким давлением. ПНД получается путем полимеризация органического вещества этилена при температуре до 120 ͒С под давлением до 2 МПа в растворе специального катализатора. Получившийся материал еще называют полиэтиленом высокой плотности (ПВП), поскольку он плотнее и прочнее других полимеров.

Преимущества и недостатки труб ПНД
К преимуществам ПНД труб относятся:
- Невосприимчивость к любого рода растворителям. При температуре до 80 ͒С трубы из ПНД не растворяются вовсе. При достижении этой температуры — только в специальных растворителях. Вода наносит вред только при температуре от 180 ͒С.
- Не подвергаются коррозии. Это проблема известна для всех металлических труб, которые под действием воды и воздуха со временем начинают окисляться. ПНД трубам коррозия не страшна, поскольку в их составе нет металлов.
- Гладкая внутренняя поверхность. Шероховатости и неровности приводят к накоплению разного рода загрязнений. Со временем такая грязь способная почти полностью перекрывать просвет. Трубы ПНД гладкие, потому ничего не мешает ламинарному течению жидкостей по ним.
- Долговечность. Производители обещают, что их продукция способна прослужить до 50 лет. Стоит учитывать, что эта цифра была получена теоретическим путем. Полиэтилен высокой плотности был введен в эксплуатацию около 60 лет назад, потому достоверных данных о таком сроке службы еще не получено.
- Гибкость. ПНД трубы очень гибкие, их даже можно свернуть в рулон. Это неоспоримое преимущество в том случае, если их прокладывают через неровную местность.
- Высокая прочность. ПНД — прочный, герметичный и в то же время эластичный материал. Он не протекает, не ломается и не перегибается. Благодаря гибкости и прочности они хорошо зарекомендовали себя даже в сейсмически активных районах.
Существенным недостатком является неустойчивость материала к ультрафиолетовым лучам.

Трубы ПНД прокладывают только под землей или внутри помещений вдали от солнечного света. При воздействии солнечных лучей, полиэтилен высокой плотности становится хрупким и начинает разрушаться. Процесс распада проходит быстро, такие трубы необходимо менять.
Электромуфтовая сварка
Особой разновидностью муфтовых сварных соединений ПЭ труб является электромуфтовый способ, позволяющий получать конструкции высокой прочности. Для его осуществления необходимо использование специальной электромуфты для ПНД, оснащённой закладными нагревательными элементами. Сварочный процесс производится также с использованием сварных ПНД фитингов, снабжённых спиралями для нагревания. Благодаря разогреву и частичному расплавлению материала фитинга достигается соединение с полимерной трубой и формирование монолитной конструкции.
Элементы и детали, используемые при таком способе, отличаются довольно высокой стоимостью, однако преимуществами электромуфтовой сварки являются отсутствие образования грата, уменьшающего проходимость труб, и возможность сваривать детали в ограниченном пространстве, где невозможна установка габаритной сварочной аппаратуры.
Электромуфтовая сварка между ПЭ трубами осуществляется в следующей последовательности:
- Производится разрезание труб на требуемые отрезки посредством специальных режущих инструментов.
- Свариваемые участки изделий и сама электромуфта очищаются от пыли, грязи и жира.
- Делаются метки на трубах для контроля глубины вставки в муфту.
- Те концы труб, которые в данный момент не подвергаются сварке, заглушаются во избежание нежелательного охлаждения.
- Электромуфта подсоединяется к сварочному устройству посредством проводов.
- Осуществляется запуск процесса сварки посредством пусковой кнопки устройства.
- По завершении сварочного процесса аппарат самостоятельно выключается.
- Выжидается как минимум один час для затвердения и полной готовности сварного соединения, после чего оно становится пригодным к эксплуатации.
Важным условием для получения качественного сварного соединения является сохранение неподвижности деталей в процессе пайки и последующего остывания. Одним из показателей качества сварного шва является толщина валика, которая должна составлять от одной трети до половины толщины самой трубы. Валик должен перекрывать метку, предварительно сделанную на трубе. Смещение свариваемых отрезков труб относительно друг друга не должно превышать 10 процентов от толщины их стенок.
Возможные ошибки при монтаже
Проведение монтажных мероприятий на водопроводах может омрачаться определенными оплошностями:
- стыковка труб с необработанными торцами;
- перекосы труб в рамках муфты или сварного шва;
- дефекты, снижающие герметичность узла;
- применение некондиционных соединительных элементов;
- использование жесткого крепежа без учета линейного расширения материалов;
- нарушение регламента сварочных работ (избыточный нагрев, несоблюдение сроков температурного воздействия).
Дефектные соединения подлежат удалению. Их место занимают новые герметичные стыки, выполненные согласно регламенту.

Контролируем качество сварного шва
При монтаже сварных соединений любым из описанных выше методов очень важно правильно оценить, насколько качественным получился сварной шов. От этого зависит, можно ли будет использовать этот участок трубопровода, или придется все переделывать

Деталь с двумя правильными сварными швами
Критериев оценки на самом деле не так много, и запомнить их довольно просто:
- Самый главный признак качества — наличие равномерного валика из полиэтилена по всей окружности трубы. Если валик будет искривленным, или же вместо валика будет впадина, пользоваться соединением нельзя;
- Следующий важный фактор – соосность. Небольшое смещение стыкуемых деталей допускается, но оно не должно превышать 10% от толщины трубной стенки;

Фото дефектного участка при несоблюдении соосности
- Высота валика из расплавленного полиэтилена также лимитируется. Для труб со стенками 5 – 10 мм эта величина составляет 2,5 – 3 мм, для труб со стенками до 20 мм – 5 мм и менее.
Конечно, если вы монтируете трубопровод низкого давления или безнапорные коммуникации, то небольшим отступлением можно и пренебречь, но делать этого все-таки не стоит. Куда проще сделать новое сварное соединение, чем впоследствии ремонтировать эксплуатируемую трубу.
Способы сварки
Технология сварки полиэтиленовых труб проводится несколькими методами. Каждый из них имеет определенные особенности, требует применения разных видов инструментов, расходных материалов.
Раструбный
Для сварки ПЭ труб раструбным методом необходимо использовать специальные фитинги. Дополнительно понадобятся следующие инструменты:
- калибратор;
- труборез;
- сварочный аппарат для полимерных материалов;
- инструмент для снятия фаски;
- набор насадок для нагревания.
Пошаговая инструкция по проведению работ:
- Разрезать трубы по нужным размерам.
- Инструментом для снятия фаски обработать соединяемый край.
- Откалибровать отверстие, чтобы получилась идеальная окружность.
- Протереть стыкуемые поверхности от пыли, обезжирить.
- Выставить температуру нагрева сварочного аппарата на 210 градусов по Цельсию. После нагрева до этой температуры, на аппарате загорится индикатор.
- На две насадки, закрепленных на сварочном аппарате, установить подготовленную трубу, муфту.
- После нагрева, снять две детали, соединить их вместе.
Дождаться остывания шва.
Встык
Метод применяется для сваривания изделий, толщина стенок которых превышает 5 мм. Требуемое оборудование, инструменты:
- Механизм для обработки срезов — торцеватель.
- Приспособление для соосного выставления двух деталей относительно друг друга — центратор.
- Система управления для автоматизированных процессов.
- Сварочный аппарат, применяемый для торцевого соединения.
- Привод для соединения отдельных элементов.
- Редукционные вкладыши.
Возможные варианты соединения ПЭ изделий
Способы соединения труб из полиэтилена низкого давления
Существует несколько способов соединения труб ПНД при монтаже. Выбор зависит от конечного назначения трубопровода.
Способы стыковки:
- Диффузная сварка встык – нужен специальный сварочный аппарат. Применяется при монтаже промышленных трубопроводов. При прокладке частных коммуникаций в соединении такой степени надежности нужды нет.
- Сварка электромуфтой.
- Соединение с использованием специальных фитингов.
Первые два способа соединения являются неразъемными. Соединения, которые собрали с использованием обжимных фитингов, можно демонтировать.
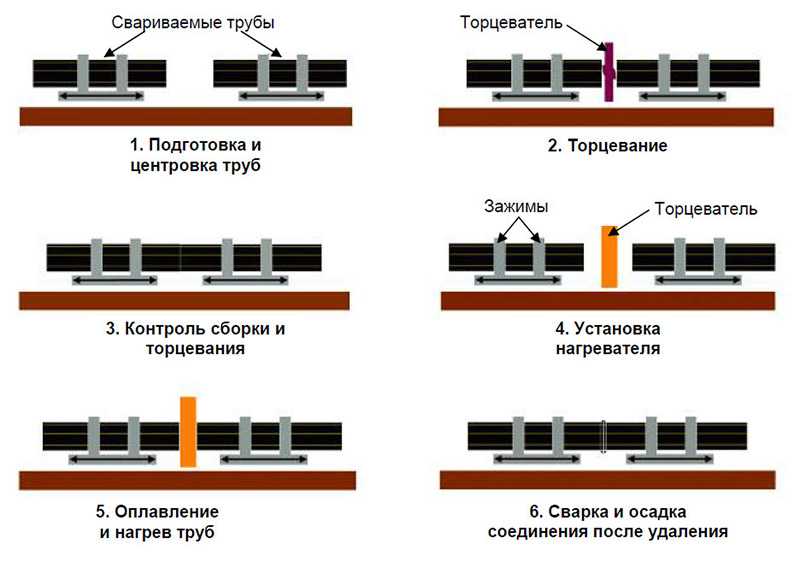
Соединение с помощью сварки
Сварочное соединение полиэтиленовых труб производят встык, методом диффузной сварки. Принцип стыковки основан, на способности полимеров смешиваться при нагреве. Диффузия (взаимное проникновение) материалов деталей происходит на молекулярном уровне. В результате получается монолитное соединение, которое по прочности не уступает корпусу трубы.
Для работы потребуется:
- специальный сварочный аппарат;
- зажимы для центровки труб;
- торцеватель.
Алгоритм проведения работ:
- Материал обрезают строго перпендикулярно направляющей. Срезы должны быть ровными и чистыми.
- Закрепляют материал жестко зажимами (позиционер).
- Зачищают срезы при помощи торцевателя.
- Производят одновременный нагрев срезов при помощи сварочного аппарата. Время нагрева зависит от толщины стенки трубы и указывается в специальных таблицах.
- Соединяют нагретые края встык, прижимая их физическим усилием. Дают соединению остыть.
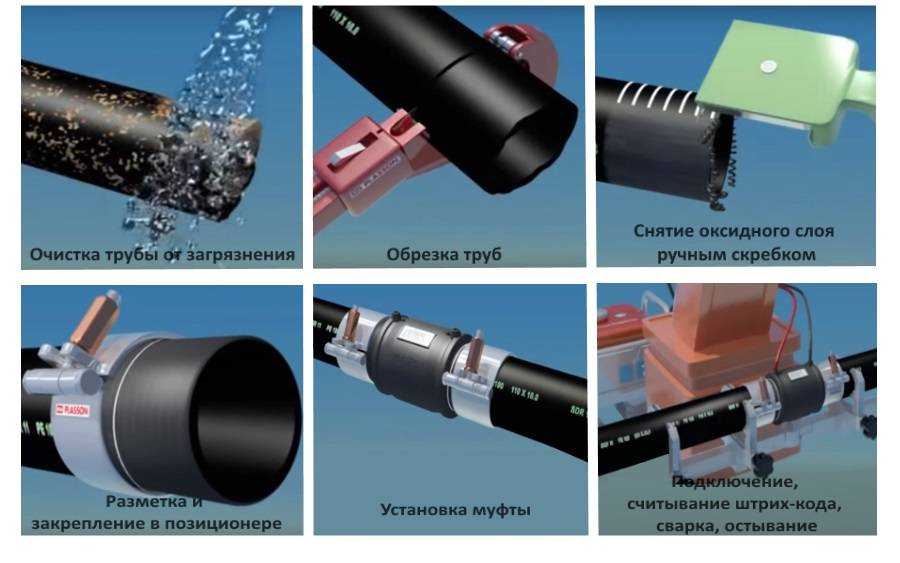
Электромуфтовая сварка
Сварка с использованием электрофитингов является более простым процессом. Она не требует специальных навыков, но без сварочного аппарата не обойтись. Требования к подготовке срезов остаются высокими.
Рекомендуем ознакомиться: Как правильно выпрямить трубу ПНД и не повредить её
Электромуфтовую сварку используют для монтажа трубопровода в труднодоступных местах.
Суть процесса заключается в том, что фитинг имеет встроенные нагревательные элементы и контакты, которые выведены наружу. При подключении электрофитинга к сварочному аппарату детали плавятся и соединяются. Такой метод также можно назвать диффузной сваркой, поскольку отличия здесь только в технологии.
Процесс выглядит так:
- Трубы отрезают по размеру, с учетом муфты.
- Срезы обязательно под углом в 90 градусов. Их следует зачистить от заусенец и обезжирить.
- Подготовленные края вставляют в муфту.
- Подключают встроенные электроды к аппарату электросварки.
- Время сварки определяется по штрихкоду фитинга.
Соединение с помощью фитингов
Для самостоятельного монтажа водопровода или канализации в доме достаточно надежными будут соединения при помощи обжимных фитингов. Производители предлагают массу вариаций, позволяющих собрать любую конфигурацию трубопровода.








Схематично процесс соединения ПНД материалов с помощью фитингов можно описать следующим образом:
- Подготавливаем трубу, делая строго перпендикулярный срез. Его следует очистить от заусенец и грязи.
- Раскручиваем фитинг, снимая синюю гайку.
- Последовательно, начиная с гайки, надеваем все детали на трубу.
- Вставляем конец трубы в фитинг, проталкивая до середины.
- Гайкой фиксируем соединение. Для надежности затягиваем ключом.
- Повторяем операцию со второй трубой.
Виды разъемных фитингов для ПНД трубопроводов
Производители предлагают весь ассортимент возможных соединений.
Разъемные фитинги бывают:
- для соединения прямых участков — муфты;
- для разводки – тройники;
- для обводов – уголки:
- запорная арматура – вентили;
- для перехода на металлические трубы – обжимные фитинги с резьбой (внутренней, наружной);
- для перехода на другой диаметр.
Рекомендуем ознакомиться: Как правильно и надежно соединить ПНД трубу?

Монтаж водопровода из полиэтиленовых труб с помощью муфт с закладными элементами
Сварка с применением электромуфт часто применяется для полиэтиленовых труб, поступающих в бухтах. Такой тип соединения является более дорогостоящим, чем стыковая сварка, но он незаменим при необходимости проведения работ в стесненных условиях, где невозможно расположить громоздкую аппаратуру.
Сварка ПЭ труб с применением электромуфт осуществляется в несколько этапов:
- концы труб предварительно подготавливают – очищают от загрязнений и снимают поверхностный слой в месте сварки;
- при подключении электрического тока закладные элементы расплавляют окружающий их материал муфты;
- расплавленный полиэтилен электромуфты нагревает материал трубы;
- горячий полиэтилен расширяется и, находясь в ограниченном муфтой пространстве, получает необходимое для сварки давление;
- питающая апаратура отключается.
Электромуфтовая сварка наиболее эффективна для длинных отрезков ПЭ труб диаметром 25-110 мм, при работах в стесненных условиях, для врезок в действующие трубопроводы.
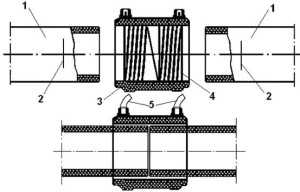 Схема соединения труб муфтой с закладным нагревателем1-труба; 2-метка посадки муфты и механической обработки поверхности трубы; 3-муфта; 4-закладной нагреватель; 5-токоподводящий (сварочный) кабель
Схема соединения труб муфтой с закладным нагревателем1-труба; 2-метка посадки муфты и механической обработки поверхности трубы; 3-муфта; 4-закладной нагреватель; 5-токоподводящий (сварочный) кабель
Сварку с помощью муфт с закладными деталями, как правило, применяют на прямолинейных участках, но существуют и фасонные соединительные детали – седловые отводы, тройники и другие.
При сварке труб значительных диаметров выполняется предварительный подогрев. Сначала сваривают первый отрезок трубы с электромуфтой, а затем – второй. Каждая сторона электромуфты оснащена отдельным подключением спирали к питающей сети.
Соединение труб без сварки
Наиболее широко применяемый вид разъемных соединений – фланцевый. К концам труб приваривают втулки, которые соединяют накидными металлическими фланцами.
Для труб небольших диаметров (до 50 мм) в случаях, когда сварка встык или фланцевые соединения экономически невыгодны или практически неосуществимы, используют компрессионные фитинги, иначе их называют обжимными.
 Компрессионные фитинги
Компрессионные фитинги
Компрессионные фитинги применяют для соединения не только полиэтиленовых труб, но и труб ПЭ с другими материалами. При замене участка стального трубопровода полиэтиленовую трубу с металлической можно успешно соединить обжимной муфтой.
Срок службы трубы из полиэтилена во многом определяется качеством стыков.
Цанговые обжимные соединения могут выдержать давление до 25 атм. Стойкость к механическим воздействиям в них обеспечена врезанием в трубу зубьев разрезной втулки из пластмассовых материалов, а герметичность – наличием резинового кольца, которое эффективно работает даже при перегибах трубы.
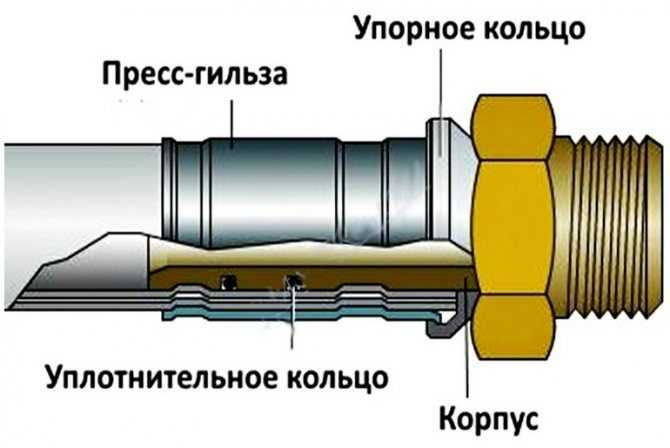
Конструктивно, фитинг имеет пять элементов:
- корпус,
- уплотнительное кольцо,
- зажимное кольцо,
- запрессовывающую втулку,
- крышку-гайку.
Фитинги выпускают полностью подготовленными к установке. Монтаж и герметизацию осуществляют обжимным и уплотнительным резиновым кольцами без использования сварочного оборудования. Зажимное кольцо дает возможность соединению противостоять значительным односторонним осевым нагрузкам и рывкам, предотвращает самопроизвольное нарушение стыка при гидроударах и вибрациях.
Благодаря простой и удобной конструкции, обжимные фитинги можно быстро смонтировать, несколько раз собрать и разобрать без потери эксплуатационных качеств соединений.
https://youtube.com/watch?v=c2QhvEbmqbc
При решении вопроса, как соединить полиэтиленовые трубы, необходимо учитывать все аспекты данного вопроса: функциональное назначение трубопровода, его диаметр, удобство проведения работ и целесообразность применения дорогостоящих способов.
Возможные ошибки
Тщательно продуманные и неспешные движения являются гарантией недопущения ошибок. Нужно учесть все особенности выполнения технологии и полностью их соблюдать.
Самые частые ошибки, вследствие которых образуются бракованные узлы прокладываемой системы трубопровода следующие:
- Угол среза соединяемых частей отличается от значения 90 градусов.
- Не произведена чистка поверхности от жирной пленки.
- Недостаточный или чрезмерный нагрев соединяемых элементов.
- Неплотная установка изделия внутрь фитинга.
- Корректировка соединяемых частей после застывания полимера.
- Неполное удаление слоя армирования.
В некоторых случаях на высококачественных материалах сильный нагрев не показывает видимых дефектов. Но в то же время происходит внутренняя деформация, в этом случае расплавленный пластик перекрывает внутренний проход трубопровода. В последующем этот узел теряет работоспособность — быстро забивается и перекрывает передвижение воды.
Если срез торцов отличается от значения 90 градусов, то во время соединения элементов они ложатся по скошенной плоскости. Появляется несоосность стыка, которая заметна, когда уже проложено несколько метров трубопровода. Зачастую из-за этого необходимо переделывать всю работу сначала.
Плохое обезжиривание торцов способствует появлению «островков отторжения». В этих местах полифузное соединение полностью не происходит. Определенное время трубопровод с этим дефектом может работать, однако в любой момент может появиться течь.
Такой же результат могут иметь соединения, которые сделаны с неполной чисткой слоя армирования. Чаще всего армированная труба устанавливается на участках повышенного давления. Оставшаяся алюминиевая фольга на участке спаивания создает зону неконтакта. Этот участок зачастую является каналом, через который происходит протекание воды.
Способы соединения
Качественно выполненное сварное соединение полиэтиленовых труб позволяет сохранить первоначальную гибкость труб из ПНД и не оказывает отрицательного влияния на их прочность. Такой трубопровод представляет собой монолитную конструкцию, как если бы он был одной трубой внушительной длины. Сварка используется при монтаже коммуникаций открытым способом (на поверхности земли с последующей укладкой в траншеи) и при бестраншейной реновации.
Многие не знают, как соединить полиэтиленовые трубы с применением сварочного оборудования. Существуют два метода выполнения сварки напорных труб из полиэтилена:
Разновидности соединений

Для соединения полиэтиленовых труб можно использовать следующие способы:
- Разъёмные. Чтобы выполнить такую стыковку заготовок из ПНД, понадобятся стальные фланцы. Главная особенность этого принципа стыковки состоит в том, что в ходе эксплуатации трубопровод можно разбирать.
- Неразъёмные. В этом случае выполнить разборку коммуникаций не получится. Чтобы сделать такое соединение, заготовки необходимо сварить. Для этого может использоваться одни из следующих способов:
- стыковое сваривание полиэтиленовых заготовок;
- сварка изделий из ПНД посредством муфт.
Читать также: Как сделать конусное отверстие в металле
Для сборки трубопроводов из элементов большого диаметра используются терморезистивные фитинги или сварка встык. При применении и того, и другого способа получается надёжное монолитное соединение.
Соединение полимерных труб
Электромуфтовая сварка
Соединения, сделанные электромуфтовой сваркой труб, переносят 16 атмосфер силы давления. В данном случае используются муфты, оснащенные электронагревательными компонентами. Такой вид сварки еще более экономный в сравнении со стыковой, он предоставляет возможность осуществлять работы в наиболее труднодоступных участках трубопроводных систем, на которых нет возможности для расположения крупногабаритного инструмента.
Перед муфтовой сваркой сначала производится подготовка отдельных труб: они в первую очередь очищаются от различного рода загрязнений.
Чаще всего электромуфта используется:
- при прокладке газовых систем;
- в случае выполнения ремонтных работ;
- при врезке в трубопроводную систему добавочных компонентов.
Электромуфтовая сварка не является сложной процедурой, единственный нюанс – это при работе с изделиями крупных размеров необходим дополнительный разогрев.
Особенности проведения работ
При сваривании полиэтиленовых образцов достаточно важно контролировать силу давления. Оно не должно превышать допустимое значение по сварочной технологии, иначе соединение может получиться недостаточного качества, в результате чего значительно ухудшатся эксплуатационные свойства трубопровода.
Также важно, чтобы не была сила давления и слишком малой, так как соединение будет занимать большое количество времени.
Запрещается в момент сцепления сдвигать с места изделия, так как это может привести к плохой герметичности соединения.
Крепежные элементы
Эффективную работу трубопровода обеспечивают крепления. Они предотвращают смещение магистрали, ослабление разъемных узлов и деформацию нагруженных элементов.









Фиксация компонентов при монтаже системы происходит двумя способами:
- формирование неподвижного соединения при помощи специальных хомутов;
- формирование подвижного соединения посредством крюков.
При прокладке трубопровода обязательна фиксация каждого стыка. Компоненты, удерживающие линейные участки, размещаются с шагом, равным десятикратному диаметру трубы. Применение хомутов подразумевает установку резиновых прокладок, исключающих механическое повреждение линии.

Преимущества и недостатки ПНД труб для монтажа
ПНД трубы, безусловно, обладают большим количеством достоинств — поэтому они столь распространены как в быту, так и в промышленности. Наряду с этим у них есть и некоторые недостатки.
Преимущества ПНД труб:
- продолжительный срок эксплуатации — большинство надежных производителей дает 50-летнюю гарантию на свою продукцию;
- химическая устойчивость. Коммуникации, выполненные из ПНД, не подвержены воздействию агрессивных веществ;
- стойкость к коррозии;
- устойчивость к гидроударам;
- простота монтажа ПНД труб. Их легко резать, а благодаря специальным фитингам собрать трубопровод даже при отсутствии профессиональных навыков;
- нет необходимости в использовании дополнительных приспособлений для изоляции и защиты;
- устойчивость к низким температурам. Благодаря высокой эластичности трубы не растрескиваются даже при многократных циклах оттаивания/замерзания;
- стенки ПНД труб имеют гладкую поверхность, и на них не скапливаются ил и осадок;
- низкая теплопроводность — на внешней части трубопровода не возникает конденсата;
- соединения труб не деформируются со временем;
- небольшой вес;
- полипропилен не проводит электрический ток;
- простота обслуживания;
- высокая прочность и пластичность;
- доступная стоимость и экономия на перевозке.
Перечислим и недостатки такого типа труб:
- низкая термостойкость. Использовать ПНД изделия можно лишь для транспортировки жидкости, температура которой — не более +60°C. Для устройства отопительных систем они не подойдут;
- полиэтиленовые отходы разлагаются в течение минимум 100 лет;
- внешний вид таких труб может быть вписан не в любой дизайн интерьера;
- армированные изделия обладают небольшой гибкостью, что усложняет установку;
- низкая устойчивость к воздействию УФ-излучения. На солнце материал постепенно разрушается, поэтому прокладывать его на улице без специальных коробов или чехлов нельзя;
- низкая стойкость к сильным ударным нагрузкам.
Способы соединений ПНД труб при монтаже
Сшитый полиэтилен в строительстве — свойства труб и других изделий
В последнее время широкое распространение в строительстве получил такой пластик, как сшитый полиэтилен (PE-X). Особенно хорошо себя зарекомендовали трубы, выполненные из этого материала. В то же время далеко не все знают, что он вообще собой представляет, поэтому предлагаю подробно ознакомиться с его особенностями, а также эксплуатационными качествами PE-X труб.
Трубы из сшитого полиэтилена обладают уникальными свойствами
Что представляет собой материал
PE-X представляет собой полимер этилена, обладающий модифицированной структурой молекулярных связей, т.е. его молекулы сшиты поперечно. Сшивкой называется связывание звеньев молекул в трехмерную широкоячеистую сетку, в результате чего образуются поперечные связи.
Но, не будем вдаваться в подробности химии. Все что вам надо знать о сшитом полиэтилене — это то, что он обладает наиболее высокой плотностью в сравнении с другими полиэтиленами. Соответственно, его технические характеристики наиболее высокие.
Основные свойства
PE-X нельзя назвать идеальным пластиком, так как он имеет свои плюсы и минусы. Но, как вы далее можете заметить сами, положительных качеств у него больше.
PE-X не боится низких температур
Достоинства. Благодаря укрепленной структуре, этот материал более прочный, чем обычный полиэтилен, и имеет более высокую температуру плавления — около 200 градусов. Правда, при температуре 150 градусов материал начинает размягчаться.
Также можно выделит и некоторые другие его положительные качества:
- Прочность на разрыв. Этот показатель в несколько раз выше, чем у обычного полиэтилена. Причем растяжение на разрыв находится в пределах 350-800 %, т.е. материал может растягиваться, сохраняя свою прочность,
- Морозостойкость. Сохраняет свои механические свойства при температуре до -50 градусов. Благодаря этому и вышеописанному качеству, трубы из сшитого полиэтилена не боятся заморозки. Даже если они замерзают и деформируются (раздуваются), после оттаивания возвращают себе форму,
PE-X обладает «памятью» формы
- Химическая и биологическая стойкость. Изделия из PE-X устойчивы к химическим реагентам и не подвержены воздействию негативных биологических факторов,
- Экологичность. Материал не выделяет в окружающую среду вредных веществ. Поэтому трубы из PE-X используют как для отопления и всевозможных технических трубопроводов, так и для питьевой воды.
Трубы из сшитого полиэтилена часто применяют для систем отопления «теплый пол»
Недостатки:
- Неустойчивость к УФ излучению. Под воздействием солнечных лучей материал постепенно начинает разрушаться, как и любые другие полиэтилены,
- Неустойчивость к кислороду. Кислород, при проникновении в структуру материала, оказывает на него негативное воздействие.
Чтобы защитить изделия из сшитого полиэтилена от негативных воздействий окружающей среды, их можно покрыть оболочкой из других материалов.
Материал применяется в качестве изоляции для кабелей
Область применения
Из сшитого полиэтилена чаще всего изготавливается следующая продукция:
- Всевозможные трубы для разных целей,
- Изоляция для кабелей,
- Элементы различных изделий конструкционного назначения.
PE-X, несмотря на наличие антипиренов в составе, все же горит. Поэтому внутренняя прокладка кабеля с изоляцией из сшитого полиэтилена должна осуществляться в кабель-канале из негорючих материалов.
В быту люди чаще всего сталкиваются с шитым полиэтиленом именно в виде труб, о которых вкратце поговорим ниже.
PE-X трубы применяются для систем полива
Несколько слов о трубах
Как я уже говорил, трубы из сшитого полиэтилена применяют для самых разных целей. Соответственно, их диаметры тоже бывают разными – от 10 до 250 мм. Благодаря морозостойкости, пластичности и эластичности, они отлично подходят трубопроводов, которые не защищены от замерзания.
Чтобы водопровод не боялся заморозки, все фитинги (тройники, муфты, поворотные детали и пр.) должны быть качественными, выполненными из стали или прочных сплавов.
Поэтому особой популярностью эти изделия пользуются у дачников, так как с их помощью прокладывают трубопроводы для полива. Кроме того, благодаря пластичности и эластичности трубы отлично подходят для теплого пола.
Еще один плюс заключается в том, что они продаются в бухтах. Это упрощает не только транспортировку, но и монтаж труб, так как уменьшается количество соединений.
На фото — качественные PE-X трубы от польского производителя KAN
Ниже приведена стоимость труб из PE-X от некоторых известных производителей:
Сшитый полиэтилен в строительстве Что такое сшитый полиэтилен? Читайте о характеристиках труб и других изделий в статье
Система подачи воды

Система наружного водоснабжения на даче, на базе личного колодца, считается лучшим способом получения воды. Главное — аккуратное бурение скважины, её закрепление и прокладка трубопровода.
Большинство владельцев любит использовать предложения компаний по бурению под ключ. Эксперты должны определить глубину подземных вод и рассчитать приблизительный доступный объём воды из источника. В некоторых районах недостаточно воды для орошения: часто скорость струи не позволяет это сделать.
Варианты водоснабжения:

- Сезонное извлечение воды. Этот вариант является лёгким методом, который используется для полива. Он установлен на основе системы пластиковых труб и шлангов, которые соединены друг с другом по периметру сада. Осенью в конце полевых работ отключают воду и демонтируют систему водоснабжения.
- Постоянная система. Установлена для круглогодичного использования, зачастую по тому же принципу, что и простое водоснабжение личного жилья. Трубы из скважины доставляются в жилище подземным способом, укладываются в траншеи ниже глубины промерзания грунта. Постоянное трубопроводное оборудование считается затратным. Для его установки потребуется несколько видов оборудования: скважинный насос, измерительное оборудование, водяной фильтр, гидравлический аккумулятор.
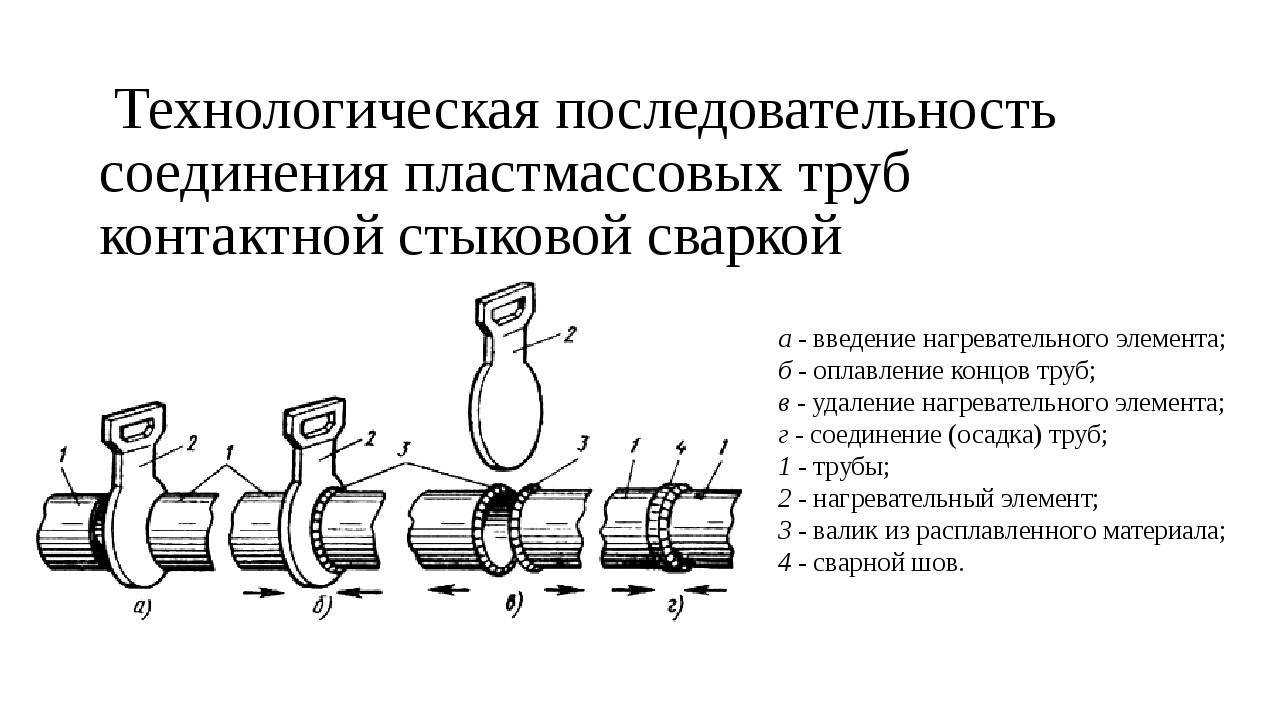
3 Назначение технологии стыковой сварки
Сварка встык – один из трех способов сварки полиэтиленовых труб, обеспечивающих прочность сварного соединения не ниже прочности самой трубы. Два других способа – сварка с закладными нагревателями и сварка нагретым инструментом в раструб.
Технология стыковой сварки позволяет соединять трубы из любых термопластов I и II группы – ПЭ, ПП, ПВДФ, ПВХ и пр. Другими словами, из полимеров, которые при нагреве способны перейти в вязко-текучее состояние, а после остывания – снова затвердеть без существенного изменения физико-химических свойств.









Основное достоинство технологии стыковой сварки перед другими видами сварки пластиковых труб – в том, что для прокладки прямых участков трубопроводов не требуются расходы на соединительные детали; свариваются непосредственно отрезки труб.
Недостаток – в том, что, независимо от диаметра свариваемых труб, требуется строгое выполнение многочисленных требований технологии стыковой сварки, а сварка одного стыкового шва занимает сравнительно много времени.
Чем выше диаметр свариваемых труб, тем ощутимее превосходство достоинств технологии стыковой сварки над ее недостатками. Поэтому для диаметров ниже 63 мм сварка встык нагретым инструментом применяется очень редко. Что касается пластиковых труб диаметром выше 110 мм, то это, как правило, трубы из полиэтилена. Поэтому в подавляющем большинстве случаев технология стыковой сварки используется для соединения полиэтиленовых труб.
И наоборот, полиэтиленовые трубы в большинстве случаев соединяются по технологии стыковой сварки. Можно сказать, что «сварка полиэтиленовых труб» и «стыковая сварка труб» – почти синонимы.
Единственное ограничение – сварка стыковых швов не рекомендуется на безнапорных трубопроводах канализации из полимерных труб, т.к. на внутренней поверхности трубопровода в результате сварки стыкового соединения образуется валик оплавленного материала (т.н. грат), который может стать местом скопления твердых частиц и причиной засорения безнапорного трубопровода. Если внутренний грат срезается, то стыковые сварные соединения могут использоваться даже для прокладки канализации. Проблема в том, что на готовом трубопроводе факт удаления внутреннего грата практически невозможно проверить. Вероятно, поэтому основное «узаконенное» применение технологии стыковой сварки – монтаж напорных трубопроводов:
Наружные водопроводы из полиэтиленовых труб
Нормативный документ – СНиП 3.05.04-85*. Материал труб:
— Полиэтилен (ПНД), способы сварки – стыковая или раструбная (п.3.58. СНиП);
— ПВХ, соединение методом склеивания в раструб (п.3.62. СНиП).
В части технологии стыковой сварки полиэтиленовых труб СНиП 3.05.04-85* ссылается на один из первых Российских нормативных документов, в которых эта технология описана – ОСТ 6-19-505-79.
Наружные газопроводы из полиэтиленовых труб
Нормативный документ – СП 62.13330.2011, который является обновленной версией СНиП 42-01-2002. Речь идет только о подземных газопроводах (п.4.11 СП). Материал труб – только ПЭ, способы сварки полиэтиленовых труб – «…встык нагретым инструментом или при помощи деталей с закладными электронагревателями» (п.4.13 СП).
Здесь нет ни собственного описания технологии стыковой сварки, ни ссылки на другой нормативный документ. Зато собственная технология стыковой сварки полиэтиленовых труб описана в Газпромовском СТО 2-2.1-411-2010.
Нефтепроводы из полиэтиленовых и полипропиленовых труб
Монтаж нефтепроводов из пластиковых труб подчиняется ВСН 003-88 Миннефтегазстроя. Материал труб – ПЭ или ПП, способы сварки – нагретым инструментом встык или в раструб (п.7.5.3.1. ВСН).
ВСН 003-88 содержит описание технологии стыковой сварки полиэтиленовых (ПНД) и полипропиленовых труб, сходное с самыми привычными в России технологиями DVS 2207-1 и DVS 2207-11 соответственно.
Технологические трубопроводы
Монтаж технологических трубопроводов из пластиковых труб подчиняется СНиП 3.05.05-84. Трубы из полимерных материалов здесь собирательно называются «пластиковыми». Методы сварки не определены. Однако методы контроля качества сварки пластиковых труб здесь определены, в том числе, для стыковых соединений (п.4.23. СНиП).
Сначала рассмотрим способы, с помощью которых детали трубопровода можно сварить.
Стыковая сварка
Данный способ соединения подходит для трубопроводов любого типа. Используя стыковой сварочный аппарат можно сварить трубопровод с наружным диаметром от 40 до 1600 мм.
Сварочный цикл данного аппарата состоит в следующих этапах. В первую очередь свариваемые детали трубопровода зажимают с помощью хомутов центратора сварочного аппарата. С помощью торцевателя придают торцам изделий ровную и гладкую поверхность в одной плоскости. Затем с помощью нагревательного блина нагревают торцы до температуры плавления полиэтилена и убирают его. Используя зажимы центратора, свариваемые детали сводят друг с другом с определенным усилием, которое зависит от диаметра и толщины стенки трубы, а потом дают остыть соединению до температуры окружающей среды.
4 Нормативная база сварки встык
Муфтовая сварка ПНД труб
Муфтовый способ спайки полиэтиленовых труб осуществляется посредством специального устройства, называемого паяльником, и комплекта специальных насадок нужного диаметра. В процессе сварки используются фитинговые изделия: муфты, тройники или уголки. Торцы соединяемых заготовок привариваются к фитингам, которые служат в качестве соединяющих элементов.
Паяльник для труб ПНД имеет нагреваемые металлические детали, через непосредственный контакт с которыми осуществляется разогрев свариваемых изделий. Это, в частности, дорн, нагревающий внутреннюю поверхность фитинга, и гильза, в которую вставляют трубу для нагрева. Дорн и гильза скручиваются между собой и устанавливаются в отверстие паяльника для ПЭ труб.
Покупка продукции на выгодных условиях
реализует оборудование для стыковой сварки. В ассортименте центраторы, гидравлические агрегаты, сварочные машины. Продукция соответствует международным стандартам, сопровождается паспортами качества и сертификатами соответствия.

- Широкий спектр изделий. Подобрать подходящее решение сможет опытный и начинающий мастер. Ассортимент товаров периодически расширяется. Регулярно появляются новые продукты.
- Доступные цены. Товар реализуется без дополнительных наценок. При оформлении оптового заказа покупатель получает скидку.
- Квалифицированная помощь. Заказать подходящее оборудование помогут консультанты компании. Они расскажут о специфике продукции, предоставят необходимые рекомендации.
Изделия отгружаются со склада предприятия, отправляются в любую точку РФ.
Источник