

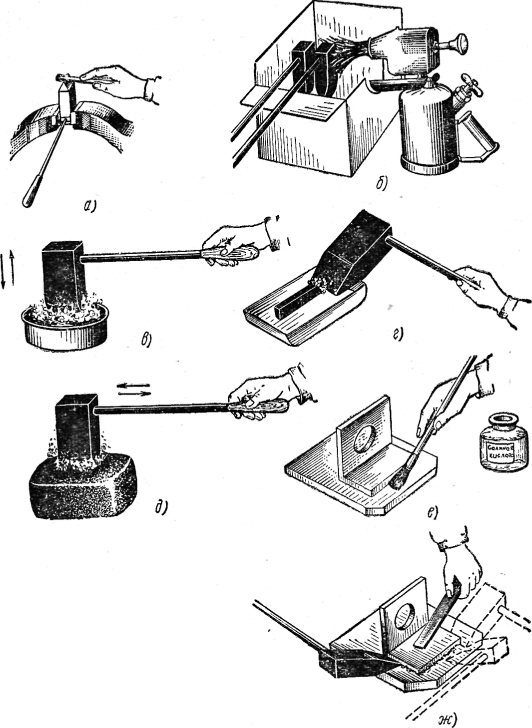
Техника безопасности
- В первую очередь, нужно помнить что медь сильно проводит тепло, и не стоит паять деталь, короче 30см просто держа в руках, это может привести к ожогам!
- При пайке медь сильно нагревается, и приобретает очень неприятные свойства, наносить очень сильные ожоги, в доли секунды, при прикосновении! Например, многие могут взять в руки уголёк из костра, и перекидывать из руки в руку не нанося себе вреда, но с медью такой фокус не пройдёт, ожог гарантирован!
- Во время пайки, флюс может капнуть на оголённые части тела, немедленно следует смыть водой, иначе может быть химический ожог!
- Во время работы вы должны быть одеты не в синтетическую одежду, не забывайте вы работайте с огнём, горячим металлом, и флюсом содержащим кислоту! Синтетика как правило легко воспламеняется и плавится!
- Не суйте флюс в глаза, ноздри, рот, уши и половые органы!
- При пайке откройте окно, не стоит дышать большим количеством дыма от сгоревшего Флюса!
Паяльная паста для пайки меди и ее сплавов
Изобретение относится к пайке и может быть использовано в любой отрасли народного хозяйства. Цель изобретения — повышение качества паяных швов за счет удаления окисных пленок с соединяемых поверхностей и припоя. Паста содержит следующие компоненты, мас. %: медно-фосфористый припой 60 — 89, марганцевокислый калий 1 — 30, связующее 0,5 — 1,5, растворитель (бутилацетат) — остальное. Паста позволяет при одновременном предотвращении окисления паяных узлов снизить трудоемкость пайки за счет исключения операции отмывки флюса. 3 табл.
Изобретение относится к пайке, в частности к пайке паяльными пастами на основе меди или серебра, содержащими фосфор, и может быть использовано в любой отрасли народного хозяйства. Известна паяльная паста, содержащая в качестве припоя медно-фосфористый припой и растворитель (см. «Zis-Met», 1973, 15, N 4, с. 380 382). Недостатком этой пасты является малая адгезионная способность, а также необходимость применения флюса для получения качественных паяльных соединений. Известная также паяльная паста, содержащая медно-фосфористый припой, фторидный флюс, растворитель и смесь солей фосфорнокислой меди (см. авт. св. СССР N 833398, кл. B 23 K 35/24, 1978). Недостатком этой пасты является наличие окисных пленок на соединяемых поверхностях и припое, что приводит к ухудшению качества паяных швов, а также сложность приготовления пасты из-за большого количества компонентов и необходимость отмывки остатков флюса после пайки. Кроме того, пайка указанными пастами производится на воздухе и приводит к окислению поверхности паяных деталей. Целью изобретения является повышение качества паяных швов путем удаления окисных пленок с соединяемых поверхностей и припоя. Удаление шлаков и окислов связано с необходимостью наличия кислорода в областях, где припой должен растекаться и формировать паяное соединение. Выделяющийся при нагреве из марганцевокислого калия кислород вступает во взаимодействие с фосфором, образуя окиси, реагирующие с окислами припоя и основного металла с образованием легкоплавких или летучих комплексных соединений. При этом в связи с регулируемым количеством марганцевокислого калия в пасте регулируют и количество свободного кислорода, который связывается фосфором, поэтому не происходит общего окисления узла. Берут навески паяльной пасты, состоящей из порошка медно-фосфористого припоя марки ПДОл5П7 и порошка KMnO4 в различных соотношениях, указанных в табл. 1. После тщательного перемешивания порошков в полученную смесь добавляют 10% -ный раствор связующего в бутилацетате. В качестве связующего применяют сополимер, состоящий из 10 мас. бутилакрилата, 80 мас. бутилметакрилата и 10 мас. метилметакрилата. В результате повторного перемешивания порошков со связующим получают паяльную пасту. Затем берут плоский образец из меди M1 размером 50х50 мм толщиной 1,5 мм, на зачищенную и обезжиренную поверхность которого помещают паяльную пасту в количестве 0,2 г. Образец загружают в камеру установки с нагревателями электросопротивления. В камере создают вакуум 10-1 10-2 мм рт. ст. после чего образец нагревают до 730oC и выдерживают при этой температуре 2 мин. Параметрами, определяющими качество пайки, являются адгезия паяльной пасты к подложке, площадь растекания припоя, внешний вид поверхности припоя и подложки после пайки. Данные экспериментов приведены в табл. 1. В табл. 2 и 3 показано влияние количества и состава связующего на технические характеристики паяльной пасты. Как видно из результатов этой серии экспериментов, количество и состав связующего практически не оказывают влияния на поведение расплавленного припоя при изменении в указанном интервале концентраций. Таким образом, по сравнению с известной предложенная паяльная паста позволяет повысить качество паяных соединений путем удаления окисных пленок с соединяемых поверхностей и припоя при одновременном предотвращении окисления паяных узлов, снизить трудоемкость пайки за счет исключения операции отмывки флюса и увеличить производительность труда за счет механизации процесса нанесения пасты припоя и печной пайки.
Формула изобретения
Паяльная паста для пайки меди и ее сплавов в безокислительной среде, содержащая медно-фосфористый припой, флюс, связующее и растворитель, отличающаяся тем, что, с целью повышения качества паяных швов за счет удаления окисных пленок с соединяемых поверхностей и припоя, она в качестве флюса содержит марганцевокислый калий при следующем соотношении компонентов, мас. Медно-фосфористый припой 60 89 Марганцевокислый калий 1 30 Связующее 0,5 1,5 Растворитель (бутилацетат) Остальноеп
РИСУНКИ
![]()
Крепёж для медных труб
Трубные хомуты крепко упирают трубы в стену, опорную балку или другую конструкцию. Эти зажимы обычно представляют собой один кронштейн с двумя отверстиями для крепления на твёрдую поверхность или гибкую металлическую полосу с отверстиями, пробитыми каждые несколько сантиметров. Для любого типа зажима необходимо крепление к стене или балке.
Есть несколько типов крепёжных элементов на выбор:
- зажимы для трубы из меди;
- гвозди;
- винты и болты;
- пластиковые зажимы и крепёжные детали;
- альтернативные крепёжные детали.
Такие трубы обычно требуют зажимов, так как использование того же типа металла уменьшит условие возникновения коррозии от низких электрических токов, создаваемых при соединении разных металлов. Медь обеспечивает гибкий зажим, который позволяет трубам расширяться и сжиматься в разных погодных условиях. Зажимы для труб доступны в формованных C — образных конструкциях или в гибких полосках из меди с фиксаторами, пробитыми вдоль полосы. Любой тип допустим для медной сантехники.
Гвозди вставляют с обеих сторон зажима трубы и закрепляют на месте, чтобы укрепить фиксатор на стене или на другой поверхности. Лучше всего они подходят для дерева, но могут использоваться с гипсокартоном и открытым сайдингом.
Важно использовать цинковые гвозди, чтобы избежать коррозии головки гвоздя с течением времени
Установка крепежа требует осторожности. Трубы из меди легко сгибаются, и пропущенный удар с помощью молотка может её повредить
Перед проведением пайки лучше начать с видеоурока, где продемонстрирована правильная технология
Трубы из меди легко сгибаются, и пропущенный удар с помощью молотка может её повредить. Перед проведением пайки лучше начать с видеоурока, где продемонстрирована правильная технология.
Винты и болты являются ещё одним вариантом крепления хомутов. Винты требуют использования свёрла, но намного крепче, чем гвозди. Винты хорошо работают в древесине, но также могут быть установлены в бетонные или другие твёрдые поверхности. Некоторые хомуты для труб обвязывают с использованием болтов. Как правило, болты поставляются с зажимами. Лучше использовать оцинкованные винты и болты, чтобы уменьшить вероятность того, что они со временем будут коррозировать .
Можно использовать пластиковые зажимы и крепёжные детали с медными трубами. Пластик не будет коррозировать на медной поверхности и удерживается так же плотно, как и медные зажимы. Также применяются пластиковые застёжки-молнии для соединения трубы с другой поверхностью. Это особенно полезно, когда нецелесообразно использовать медный трубный зажим с гвоздями или винтами, например, при соединении нескольких труб. Пластиковые застёжки-молнии поставляются в самых разных размерах для любого применения.
Флюс для пайки паяльником
Чаще всего применяют следующие флюсовые составы:
- Специальный флюс для работы с алюминием, в котором главным элементом является олово с дополнениями из цинка, кадмия и буры. У цинка и кадмия в этой смеси особая функция: они повышают силу диффузии.
- Так называемая паста – флюс для пайки медных изделий. Это та же флюсовая смесь, только по консистенции она гуще обычных флюсов. Особенности паст-флюсов – их способность усиливать адгезию соединения и минимизирует формирование пузырьков из воздуха.
С алюминием часто работают как в промышленности, так и в домашних условиях. В составе припоя для пайки алюминия обязательно должны присутствовать кремний, цинк, медь и серебро. Сплавы должны быть высокотемпературными.
При приготовлении наиболее популярных флюсов для пайки электрическим паяльником, применяется канифоль. Ее получают из древесины деревьев хвойных пород, в основном сосны. При температуре около 50°С канифоль размягчается, а при 250°С начинает кипеть.
Канифоль не устойчива к воздействию атмосферной влаги – гидролизуется. Она состоит на 85-90% из абиетиновой кислоты. Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
При проведении пайки припой сначала нагревается и смягчается, а затем приобретает жидкое состояние. Данный температурный промежуток называют зоной плавления. Скрепляемые части при пайке нагревают, но до жидкой консистенции не доводят. Стадия сплавления жидкого припоя наступает, когда степень его нагрева превышает температуру плавления, называемую рабочей.
Припой, находясь в расплавленном состоянии, смачивает соединяемый металл и растекается, благодаря чему ликвидируются щели между стыкуемыми участками труб.
Период, в течение которого нагревается место соединения, а потом припой кристаллизируется, приобретая твердое состояние, как правило, равно 4 -5 минут. При этом паяльник должен выделять столько тепла, чтобы в течение двух минут нагрева жидкий припой успевал вступить в реакцию со стыкуемыми поверхностями. Только при соблюдении данных условий флюс и детали не успеют перегреться.
Существует большое количество твердых и мягких припоев, которые могут обеспечить качественную пайку медных труб. Низкотемпературные припои дают шов с несколько худшими механическими параметрами, но позволяют выполнять работы при температуре, которая не оказывает сильного влияния на прочность металла труб. Около 95-97% таких припоев составляет олово, остальная часть – прочие элементы.
Наиболее хорошие технологические свойства у соединений, содержащих серебро. Существуют трехкомпонентные припои, в состав которых входят олово, серебро, медь. Флюсы, применяемые для низкотемпературной пайки, зачастую содержат хлорид цинка.
Низкотемпературный припой состоит из олова и имеет вид проволоки
https://www.youtube.com/watch?v=z0YhZ7c80hI









Допустимое давление в трубопроводах при использовании разных типов пайки приведено в таблице.
Таблица 1
| Тип пайки | Температура среды, которая транспортируется, °С | Давление, атм |
| Низкотемпературная | 30 | 16 |
| 65 | 10 | |
| 110 | 6 | |
| Высокотемпературная | 30 | 40 |
| 65 | 25 | |
| 110 | 16 |
Для высокотемпературной пайки обычно используются медно-фосфорные припои. Они выпускаются в виде прутков.
Рекомендуется применение флюса и припоя одного производителя как для низкотемпературной, так и высокотемпературной пайки.
Спаивание труб из меди
Припои, предназначенные для спаивания медных труб, прекрасно справляются с медью в чистом виде, а также с другими дополнительными сплавами. С помощью флюса можно быстро и без проблем удалить окисление, поэтому процесс значительно упрощается. Другие металлы образуют оксиды, которые флюсы растворить практически не в состоянии, поэтому стоит позаботиться о решении данной проблемы. При спаивании медных труб необходимо использовать вариант с нахлестом, чтобы конструкция была максимально прочной, а срок эксплуатации стал долгим. Чтобы соединение стало качественным и прочным, необходимо делать нахлест не меньше 5 мм. Швы здесь делаются любой толщины, причем от этого не зависит качество соединений. Во время спаивания остаются мелкие зазоры, чтобы припой одинаково втянулся в отверстие и стал герметичным.

Виды припоев для медных труб
- 1S является припоем мягкого типа. В его состав входит серебро. Он прекрасно подойдет не только для медных труб, но и для заготовок из бронзы и латуни, которые часто используются для водоснабжения. В данном припое отсутствует флюс, поэтому его необходимо приобретать дополнительно.
- Припой Rosol 3 относится к материалам мягкого типа, при его использовании необходимо приобретать флюс. Плавится он при температуре 240 градусов по Цельсию. Именно поэтому он замечательно подходит для спаивания тонких изделий. После спаивания замечательно держится при низких и высоких температурах.
- Припой Rolot 94 является твердым. Этот материал самого высокого качества применяется для работы с медными изделиями, красной бронзы и латуни. Обычно его используют для спаивания труб капиллярным методом. Температура плавки его достигает 730 градусов по Цельсию, поэтому не рекомендуется его применять для работы с изделиями с тонкими стенками.
- Припой Rolot 2 является ненормированным припоем твердого типа. В нем имеется некоторое содержание серебра, поэтому материал прекрасно подходит для спаивания изделий стандартного типа.
Читать также: Контактор с катушкой на 380 вольт
Необходимо отдельно отметить припои для спаивания меди пищевого типа. Они должны быть полностью безвредными для здоровья человека. Такие припои также имеют несколько типов:
- Оловянно-медный припой включает в себя цинк и серебро. Такой припой используется для спаивания труб из меди при высоких температурах, который способен обеспечить пластичное и высококачественное соединение, которое устойчиво к коррозиям и имеет долгий срок эксплуатации;
- Серебряно-медный припой является низкотемпературным материалом, расплавляется очень быстро и образует прочное соединение, устойчивое к коррозиям;
- Медно-фосфорный припой является высокотемпературным материалом, при его применении нет необходимости приобретать дополнительный флюс. Шов получается эластичным и качественным;
- Медно-серебряный припой является высокотемпературным. Швы получаются очень прочными и пластичными. При его применении необходимо приобретение дополнительного флюса. Стоимость его довольно высокая, поэтому подходит не каждому.

Пайка медных труб
По причине того, что медь слабо подвержена коррозийным процессам, она легко поддается пайке. С нею в процессе стыковки лучше всего контактируют олово, серебро, другие сплавы и металлы.
Для соединения медных изделий задействуют капиллярную пайку. Она основана на способности жидкости за счет адгезии перемещаться по узким каналам, в том числе и против направления действия силы тяжести. Благодаря явлению капиллярности, припой способен равномерно заполнить зазоры вне зависимости от того, каким образом располагаются трубы.
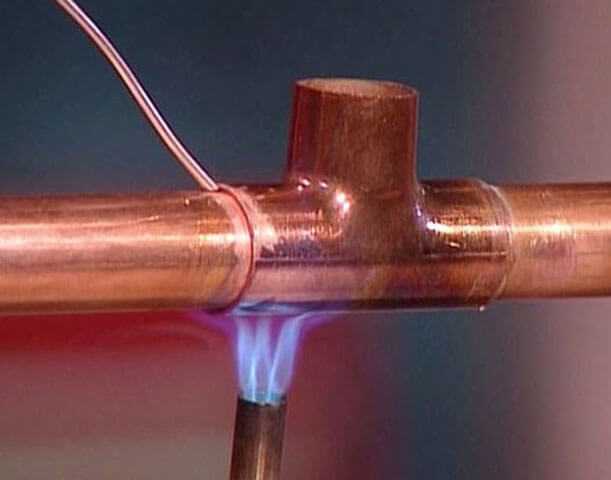
Процесс пайки при этом может происходить с использованием легко-, средне – и высокоплавких припоев. За счет первого вида выполняют низкотемпературную пайку, а двух других – высокотемпературную. В основе выбора припоя лежат условия, в которых будет эксплуатироваться готовый трубопровод.
К легкоплавкому виду, еще называемому мягким припоем для пайки медных труб, принадлежит олово и сплавы с ним: оловянно-медные, оловянно — серебряные, оловянно-медно-серебряные. К такому же типу принадлежат припои, главным компонентом в которых является свинец, но они токсичны и по этой причине их нельзя использовать при прокладке трубопроводов для подачи питьевой воды.
По состоянию
Флюсы бывают разными по форме и состоянию. Есть твердые, жидкие и пастообразные. В целом они почти полностью различаются по своим параметрам и свойствам.
Жидкие
Жидкие флюсы уже имеют лучше свойства по сравнению с твердыми. Их намного проще наносить и существенно сокращается время пайки.
Недостаток — это быстрое высыхание на открытом воздухе, в случае пролива такого состава на поверхность – её трудно будет оттереть. К такому типу относится, например, жидкая канифоль. Она обычно продается в баночках с кисточкой.
Если вы используете жидкую канифоль – не подносите её на горячую поверхность кисточкой.
Из-за высокой температуры кисточка может деформироваться и её невозможно вернуть в прежнее состояние.
Твердые
К твердым относится самая обычная канифоль, паяльный жир. Достоинство таких флюсов — это цена. Кстати, таблетки аспирина – это тоже вполне себе твёрдый флюс.
Недостаток – это неудобство нанесения (сначала на паяльник, потом на место пайки и т.д.), некоторые виды пайки недоступны, слабое удаление окислов до и во время пайки, крайне низкий эффект поверхностного натяжения, много следов на месте работ и большое количество испарений при пайке.
Пастообразные
Жидкие и твердые флюсы не рекомендуется использовать в BGA пайке. Они сильно кипят, и для поверхностного монтажа есть пастообразные флюсы.
Пастообразные флюсы — это лучшие из представленных типов. Например, их очень удобно наносить. Они не высыхают на воздухе, имеют отличные свойства при пайке (зависит, конечно, от цены) и возможны все виды пайки. К недостаткам можно разве что отнести то, что в продаже есть много подделок знаменитых производителей (однако, некоторые подделки по уровню приближаются к эталону), вредные испарения и конечно же цена.
Слишком дешевые флюсы ужасно паяются. Еще одно неоспоримое преимущество пастообразности — это то, что можно использовать шприцы с тонкими иглами (острый наконечник иглы нужно срезать), тем самым очень точно дозируя порцию флюса, и не размазывая его по всей плате. К тому же, отмываются просто и некоторые из них допустимо не смывать вообще (которые используются в BGA пайке, где в принципе чистка очень затруднительна).
Лучшее нанесение пастообразного флюса – это шприц. Вы можете точно и экономно делать дозировку флюса при помощи шприца. Достаточно простого аптечного шприца, острую часть иглы спиливаем и можно свободно сделать длину дозатора как вам удобно. К тому же, металлическая игла не деформируется от высокой температуры так, как кисточка и можно смело добавлять флюс в процессе паяльных работ.
Удобное нанесение пастообразного флюса – это еще один плюс в копилку преимуществ пастообразных веществ.
Так же есть и так называемые флюсовые пистолеты, но намного большего размера и не очень удобны при микропайке. И если вы не планируете в промышленном масштабе паять платы каждый день, то пистолеты для флюса вам не нужны.
Кстати, флюсы бывают в составе многих припоев и паяльных паст.
С подобным припоем работать проще и быстрее.
Что такое пайка и припой?
Припой – это сплав либо металл, который применяют для стыковки отдельных металлических деталей, чтобы обустроить единую систему. Технологию соединения двух частей в цельную конструкцию принято называть пайкой.








Поскольку припои задействуют во многих отраслях, их выпускают в виде разнообразных форм – это может быть проволока, прутки, фольга и т.д. Химический состав припоя для пайки медных труб напрямую зависит от температурного режима плавления, от вида используемых элементов, от их параметров и прочих нюансов.

Основой припоя бывают такие химические элементы:
- медь;
- серебро;
- олово;
- цинк;
- свинец;
- сурьма.
У припоя температурный режим плавления должен быть более низким, чем у металлов, из которых произведены стыкуемые детали, слегка нагреваемые в процессе пайки и не поддающиеся деформации. Пайка считается более выгодным способом соединения по сравнению со сваркой.

Припои в соответствии с температурой плавления бывают нескольких видов:
- Легкоплавкими – от 150 до 450 градусов.
- Среднеплавкими – не выше 1100 градусов.
- Высокоплавкими – до 1850 градусов.
Первый вид припоев задействуют для мягкой пайки, а второй и третий – для твердой.
Что нужно для пайки медных труб? При соединении изделий помимо припоя требуется флюс. Он необходим для защиты скрепляемых поверхностей от процесса окисления. Чтобы соединение получилось прочным, необходимо правильно выбрать и припой, и флюс. Целью использования припоев является получение надежного шва. Часто без него невозможно обойтись при стыковке труб разного назначения, включая медные изделия.
Пайка мягким припоем
Основным компонентом при пайке электрическим паяльником является оловянно-свинцовый припой. Он выпускается в виде проволоки или трубки разных диаметров. Трубчатый припой внутри заполняется канифолью. Такой припой очень удобен при работе, так как не требует дополнительного брать на жало паяльника флюс.
Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять в качестве припоя для пайки в чистом виде пищевой посуды и медицинских инструментов. Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Припои маркируются буквами и цифрами. Например ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова. ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
Припои бывают мягкие и твердые. Температура плавления мягких припоев ниже 450˚С. Твердые припои плавятся при нагреве свыше 450˚С и для пайки электрическим паяльником не используются.
Пайка при низкой температуре подходит для монтажа водопроводов
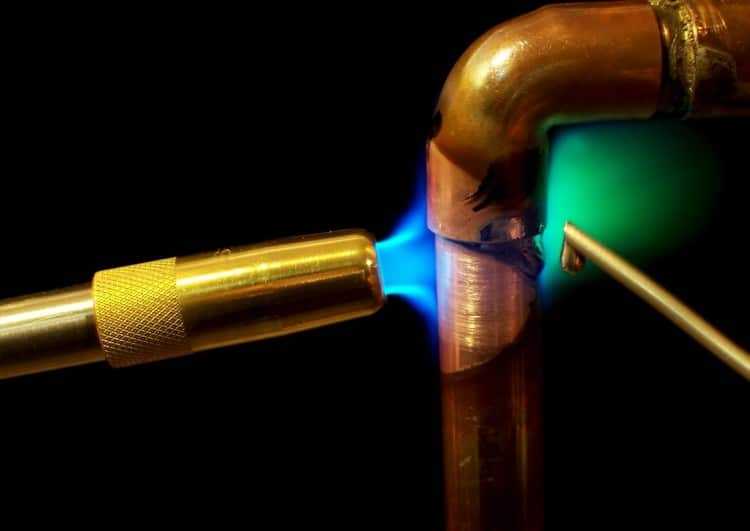
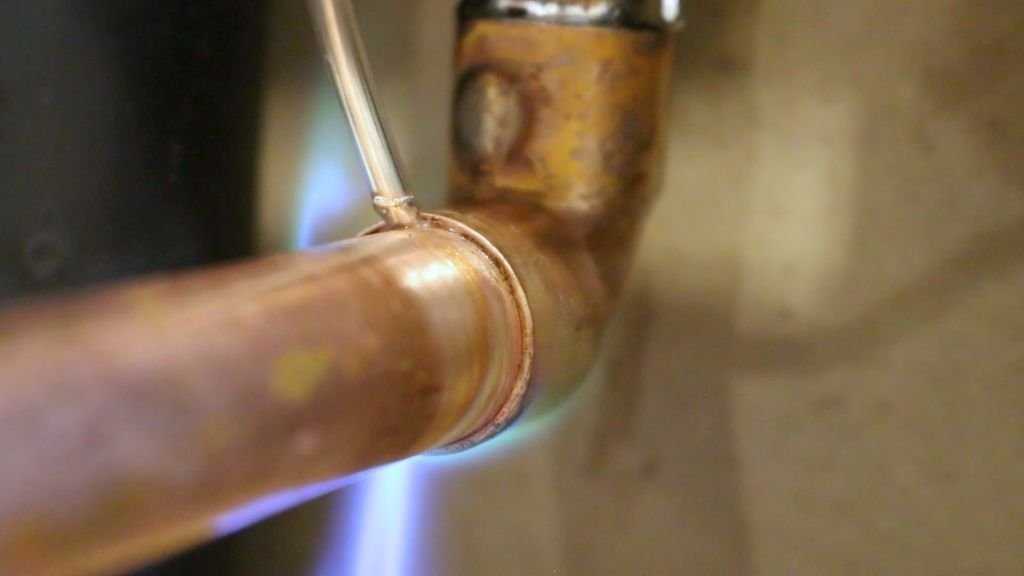
Технология соединения медных изделий мягким припоем предполагает предварительную зачистку поверхностей, нанесение кисточкой флюс-пасты и вставку элементов друг в друга. Далее, место соединения раскаляется газовой горелкой до 200-250 градусов. Припой наносится на край соединения.
Во время пайки важно помнить, что температура пламени горелки может достигать 1 тыс. градусов, поэтому для разогрева элементов достаточно 15-20 секунд
Для равномерности нагрева пламя необходимо постоянно перемещать. Контроль степени прогрева выполняется по цвету флюса. После его потемнения необходимо брать припой.
После введения мягкого припоя в зону пайки при соприкосновении с нагретой медной трубой оловянная проволока начинает таять и скользить по флюсу в шов. Постепенно разогретая масса заполняет пространство между раструбом и трубой.
Подробнее о капиллярной пайке
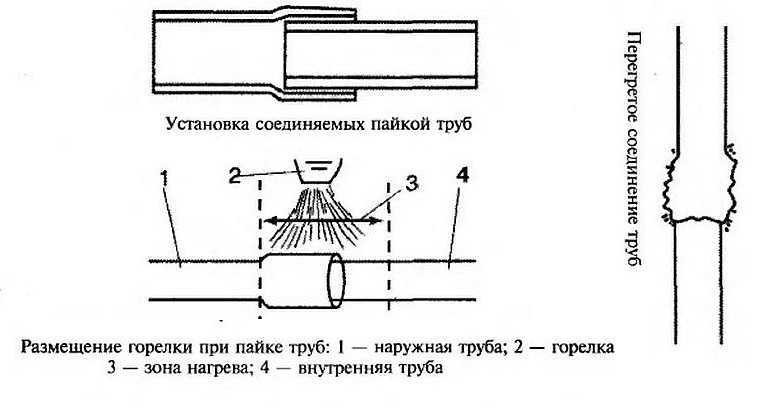
Чаще всего в бытовых условиях медные трубопроводы организовываются с помощью капиллярной пайки. Сутью этого метода выступает так называемый капиллярный эффект, предусматривающий возможность поднятия жидкости (жидкого припоя) при помощи адгезии. Главным условием является то, чтобы смоченные стенки были разделены небольшим расстоянием.
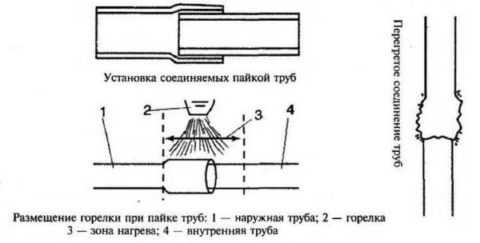
Организация стыковочного узла для медных труб в бытовых условиях осуществляется с помощью специальных фитингов для пайки или раструбных утолщений. Раструбный способ считается более надежным, так как речь в таком случае идет о создании всего одного стыка. Исходя из этого, если есть возможность, вместо фитингов рекомендуется использовать раструбные соединения.
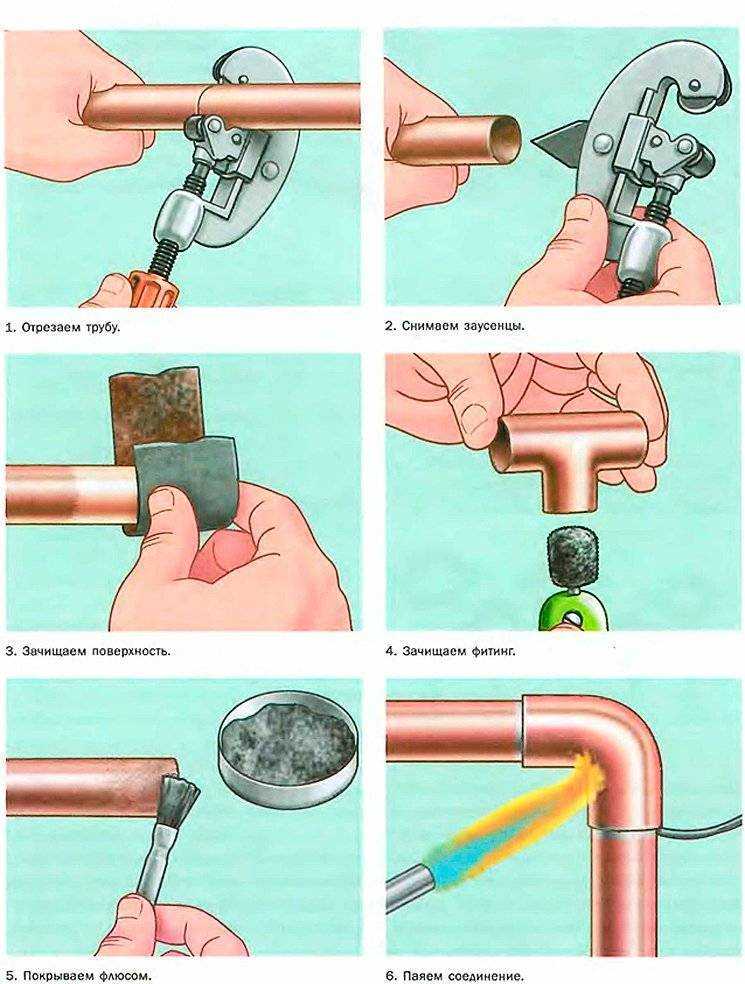
Порядок подготовки раструбов
Обрезка труб по размеру осуществляется вальцовочным труборезом
Важно добиться строгой перпендикулярности торцевых срезов по отношению к центральной оси

Далее снимают фаску с обоих концов. Для этого потребуется наличие особенного приспособления – фаскоснимателя. Дальнейшая зачистка внутренних и наружных поверхностей соединяемых труб реализуется медной щеткой.
Вставив один из отрезков трубы в тиски, производят его развальцовку, чтобы добиться свободного погружения в него второго отрезка. Для этой цели используется специальный труборасширитель соответствующего диаметра.

Результатом развальцовки является обустройство раструба на одном из концов медной трубы. Тестирование уровня его готовности по ходу процедуры проводится периодическим погружением другого, гладкого конца.






Применение паяльного аппарата
 Кроме уже упомянутого трубореза, фаскомнимателя и расширителя труб, для проведения пайки медных труб потребуются и некоторые другие инструменты. Речь, прежде всего, идет о паяльнике. Благодаря этому аппарату на соединяемом участке создается высокотемпературная зона для разогрева труб и припоя.
Кроме уже упомянутого трубореза, фаскомнимателя и расширителя труб, для проведения пайки медных труб потребуются и некоторые другие инструменты. Речь, прежде всего, идет о паяльнике. Благодаря этому аппарату на соединяемом участке создается высокотемпературная зона для разогрева труб и припоя.
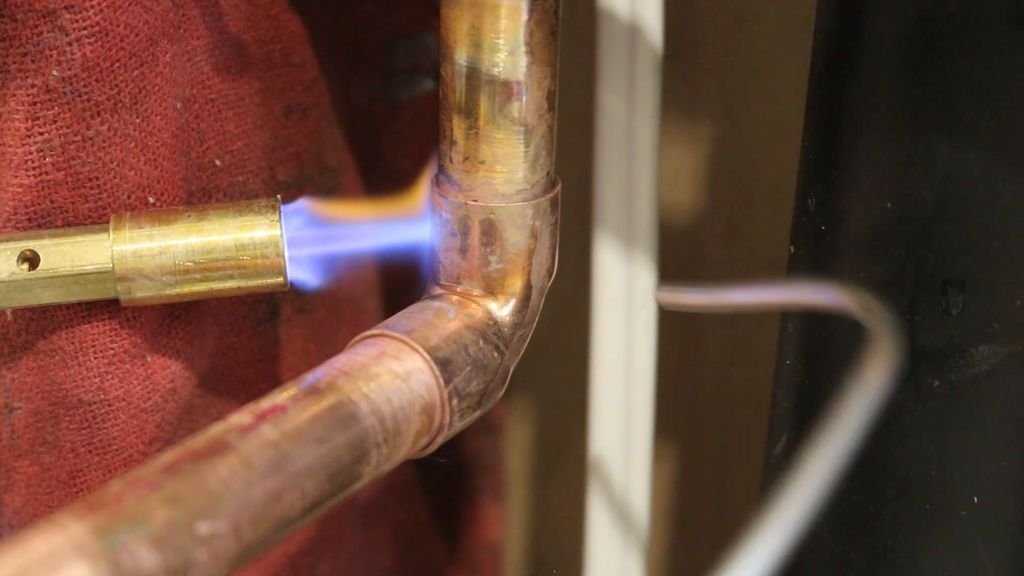
Как правило, функция паяльника выполняется специальной газовой горелкой.
Для процедуры, где используется мягкий припой, вполне сгодится компактное ручное приспособление, работающее на пропане. Как правило, такие аппараты комплектуются газовыми баллонами одноразового типа, прикрепленными на рукоятку. Несмотря на небольшие габариты, горелки данного типа способны обеспечивать нагревание до +1100 градусов: для работы с мягким припоем этого вполне достаточно. При покупке рекомендуется выбирать модели с пьезорозжигом, что заметно упрощает проведение пайки.

Держатели газовых горелок ручного типа оснащаются регулировочным вентилем, позволяющим корректировать длину пламени. Этот же вентиль позволяет прекращать подачу газа по окончанию работы. Назначением обратного клапана является перекрывание подачи топлива, если пламя затухнет.
Другие необходимые материалы
 Припой реализуется прутками или проволокой с более низкой температурой плавления по сравнению с медью. Это дает возможность соединять медные трубы методом плавления.
Припой реализуется прутками или проволокой с более низкой температурой плавления по сравнению с медью. Это дает возможность соединять медные трубы методом плавления.
Для пайки потребуется щетка со стальным ворсом. С ее помощью трубы и фитинги зачищают для последующего соединения. Щетку можно заменить мелкозернистой наждачной бумагой.
Не обойтись без флюса для пайки и кисти (чтобы наносить флюс). Еще потребуется огнеупорная прокладка, молоток, тиски, рулетка.
Классификация медных изделий
Медные трубы в Европе в основном метрические, 6, 8, 10, 12, 15, 22, 28, 42 и 48 мм встречаются и больших диаметров, но могут быть и дюймовые:
| дюймы | мм |
| 1/4 | 6,35 x 0,8 |
| 3/8 | 9,52 x 0,8 |
| 1/2 | 12,7 x 0,8 |
| 5/8 | 15,9 x 0,8 |
| 3/4 | 19,1 x 0,8-0,9 |
Маркировка меди в российских марках: ставится буква «М» обозначающая медь. Далее идут цифры показывающие степень чистоты в % (00-высокочистая, 0-чистая, 1, 2, 3 — технически чистая). Последний элемент маркировки – буква обозначающая способ изготовления меди: (к – катодная, у – катодная переплавленная, б – бескислородная, р – раскисленная, ф -раскисленная фосфором).
| Марка меди | М00 | М0 | М1 | М2 | М3 |
| Чистота | 99,99 | 99,95 | 99,90 | 99,70 | 99,50 |
Медь марок М1р, М2р и М3р при суммарном содержании примесей, одинаковом с медью марок М, М2 и М3, отличается от них тем, что они более полно раскислены и содержание кислорода в них снижено от 0,05 — 0,08 % до 0,01%. Поэтому в них дополнительно содержится от 0,002% до 0,012 % фосфора. Марка меди М1ф отличается от М1р еще большим количеством фосфора от 0.012% до 0,04%, для большего раскисления и соответственно полным отсутствием кислорода.
ХИМИЧЕСКИЙ СОСТАВ МЕДИ ПО ГОСТ 859 (%)
| Марка меди | Cu+Ag (%) | Примеси, не более (%) | ||||||||||
| Bi | Sb | As | Fe | Ni | Pb | Sn | S | Zn | O | P | ||
| М1ф | 99,90 | 0,001 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,005 | 0,005 | — | 0,04 |
| М1р | 99,90 | 0,001 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,005 | 0,005 | 0,01 | 0,012 |
| М1 | 99,90 | 0,001 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,004 | 0,004 | 0,05 | — |
| М2 | 99,70 | 0,002 | 0,005 | 0,01 | 0,05 | 0,2 | 0,01 | 0,05 | 0,01 | — | 0,07 | — |
| М3 | 99,50 | 0,003 | 0,05 | 0,01 | 0,05 | 0,02 | 0,05 | 0,05 | 0,01 | — | 0,08 | — |
Применение различных марок меди в сантехнических изделиях определяется ГОСТ 52318, а в Европе – EN 1057. В строительных изделиях: ГОСТ 495-92, в Европе – EN 1172. Обычно водопроводные трубы содержат 99,90 меди и великолепно подходит для целей самогоноварения.
Самые популярные модели и изготовители
На строительном рынке сегодня представлено большое количество устройств от различных производителей. Пользуются популярностью газовые горелки отечественного производства: Профи-Тулс; Аллгаз; Донмет. Хорошей репутацией пользуются и заграничные изготовители: Rothenberger; Kemper; Virax; Rems; Uniweld.
Большинство фирм предлагают горелки разных классов – от ручных мобильных устройств для профессиональных мощных аппаратов. Полупрофессиональная пропановая горелка стоит от 1,5 до 10 тысяч рублей. Профессиональные агрегаты обойдутся дороже – минимальная стоимость от 20 тысяч рублей.