

Врезка в трубопровод
Когда требуется подключение сантехнических устройств, установка приборов учета или запорной арматуры, сгонять воду из системы необязательно, это бывает слишком накладно.
Отвод для сгона воды или кран проводят по следующей схеме:
- врезаемый элемент подгоняется под трубопровод;
- обваривается по всему контуру;
- после этого сверлится врез через патрубок или разобранный шаровый кран;
- затем к патрубку монтируется подвод или собирается запорная арматура. После этого открывают подачу воды.
Врезка штуцеров в трубопровод по представленной технологии проводится без снижения давления в магистрали. К ним крепится подсоединяемый элемент.
https://www.youtube.com/watch?v=3indt3CumhA
Какие могут возникнуть сложности
Во время ремонтной сварки водопроводных труб электросваркой качество у шва от контакта с водой будет невысокое. Такая заделка дефектов – временная мера. Она не предусмотрена ГОСТом. При повышении давления воды, опрессовке системы шов, образуемый при сварке, способен треснуть. За такую работу берутся не все сварщики. Наплавка металла в зоне повреждения нередко приводит к множественным свищам вокруг зоны наплава, потому что при сварке активизируется процесс окисления от контакта с водой. Вместо одного свища образуется множество.
Сварка трубопровода, в котором вода, технологически сложная работа еще по ряду причин:
- Из-за образующегося от воды пара во время сварки приходится периодически протирать маску, рабочая зона плохо просматривается.
- Вода постоянно остужает рабочую зону сварки, не дает металлу проникнуть на большую глубину. Сразу происходит схватывание, начинается кристаллизация.
- При протечке трубопроводов, расположенных под потолком, от воды намокает спецодежда. Это чревато пробоем тока. Рука дергается, происходит залипание электрода.
Что нужно знать при сварке пластиковых труб
- Одной из частых ошибок при некоторых видах сварки ПВХ труб (стыковой, муфтовой) является введение трубы не до упора, что приводит к образованию зазоров в соединении и нарушению его герметичности. Чтобы избежать этого, следует прикладывать больше сил при стыковке соединяемых труб.
- В то же время, чрезмерное усилие также является нежелательным и может приводить к деформациям труб с нарушением качества соединения. Этого тоже следует избегать, а силу прикладывать с соблюдением меры.
- Для «холодного» соединения рекомендуется приобретать качественные марки клея от известных производителей, например Griffon (Голландия), CH (Испания), Gebsoplast (Франция), Cepex (Испания), Tangit (Германия) и прочие. Несмотря на более высокую цену такой продукции, надёжность и качество соединения являются достаточной компенсацией за понесённые расходы.
- Различные типы сварочного оборудования могут иметь некоторые отличия, а потому инструкцию по их эксплуатации следует заранее внимательно изучить, и затем тщательно соблюдать её.
- Работы должны выполняться скрупулёзно и ответственно, не пренебрегая такими нюансами, как точность разметки, соблюдение скорости выполнения работ, строгое расположение изделий по одной оси и т. д. Только в таком случае можно получить надёжное и качественное соединение, которое способно безупречно прослужить долгие годы без проблем и нареканий.
Необходимое оборудование для пайки

Для создания прочных неразъёмных соединений используются современные сварочные аппараты разных конструкций. Надёжные швы на свариваемых полипропиленовых трубах получаются в результате повышения температурного режима до показателей плавления. Самый простой бытовой набор представлен аппаратом и установочным ключом для смены насадок. Данным устройством возможна сварка полипропиленовых труб маленького диаметра. Чуть более расширенная (в плане количества насадок) комплектация предназначена для работы с D 20-40 мм.
Сварка ППР труб самого большого размера или выполнение пайки на регулярной основе следует осуществлять оборудованием в профессиональной (полной) комплектации. Набор дополнительных аксессуаров для таких приборов напрямую зависит не только от производителя, но также может быть ориентирован на технические особенности конкретной модели. При выборе необходимого оборудования для пайки полипропиленовых труб нужно учитывать все требования, предъявляемые к сборным конструкциям.
Для монтажа полипропиленовых труб, получения максимальной надёжности и герметичности узлов соединения, помимо паяльника (аппарата для сварки) и набора насадок, различающихся типоразмерами (дорн для фитинга и гильза для трубы), нужно позаботиться о наличии ножниц для нарезки отдельных элементов. Кроме прочего следует воспользоваться торцевателем, обрабатывающим края труб непосредственно перед пайкой. Такой инструмент легко удаляет алюминиевую фольгу с торцовых частей.
Специальные способы соединения

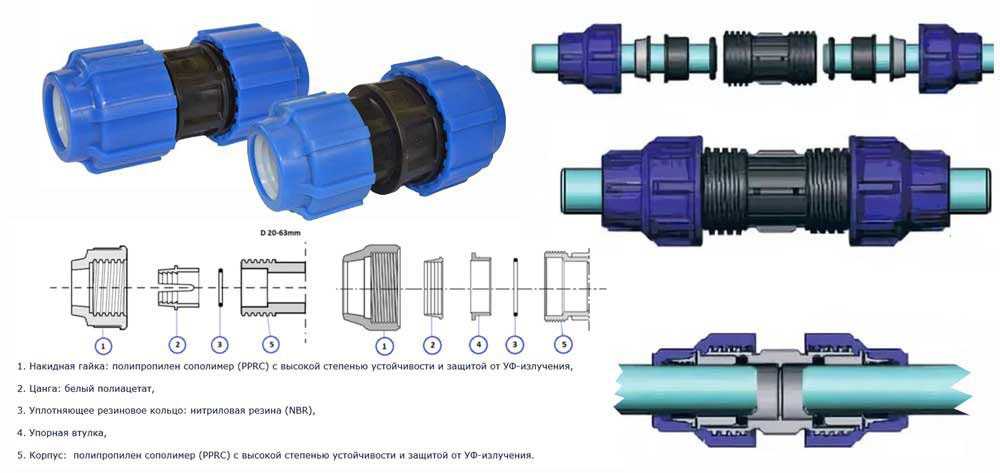
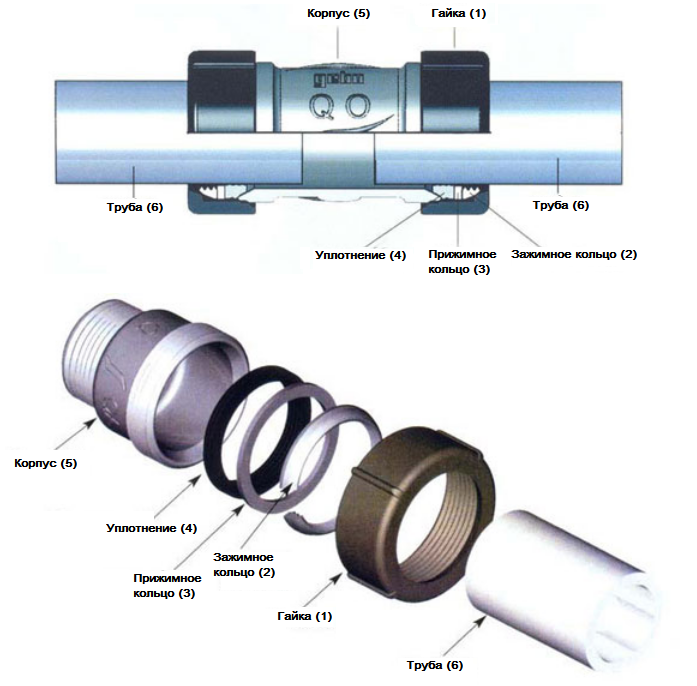
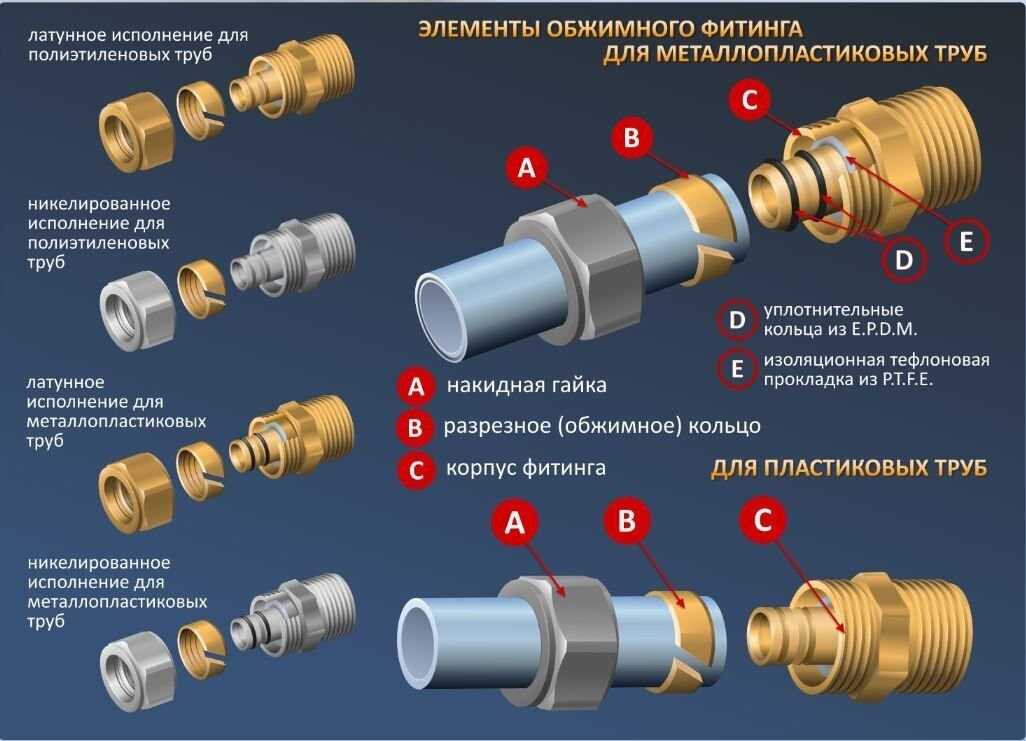
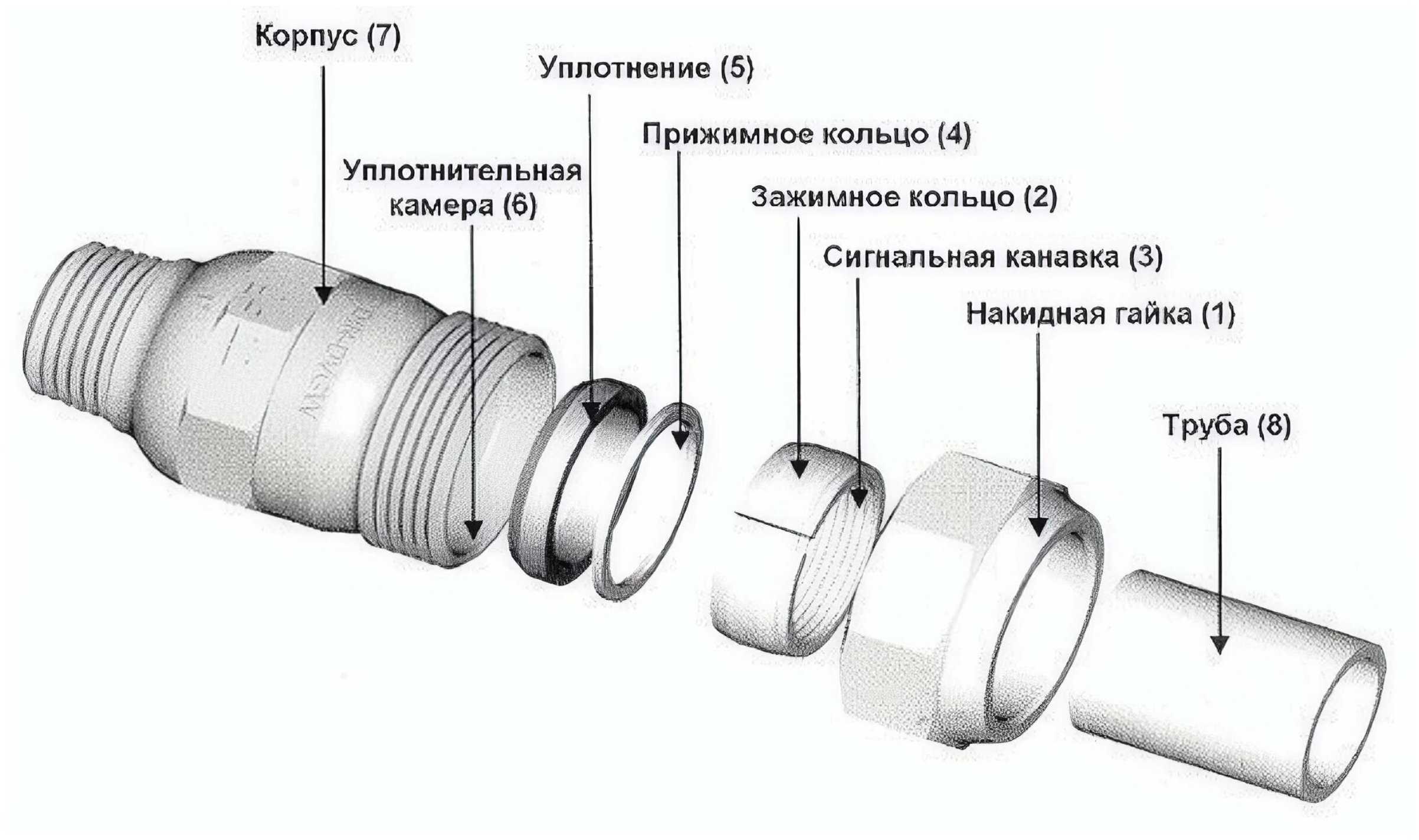
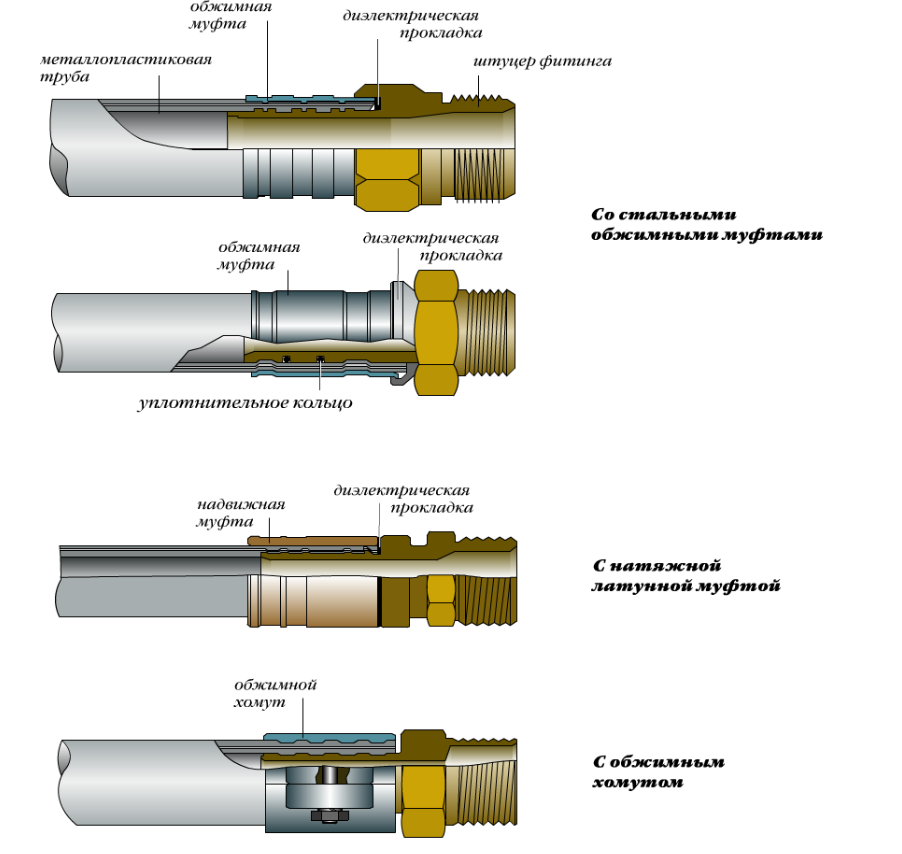
Пуш-фитинги, пресс-фитинги, фланцы являются специальными соединениями полимерных материалов. Они так же решают проблему, как соединить пластиковые трубы в сложных случаях: стык с металлической магистралью, соединение разных диаметров. Пуш-фитинг позволяет обходиться минимумом инструмента (калибратор, нож). Крепежный элемент состоит из поливинилсуфлона, латуни, подходит для обогревательных, водопроводных контуров.
Соединение считается неразъемным, герметичность обеспечивается резиновыми кольцами. Труба вставляется до упора в корпус фитинга, после чего, вынуть ее обратно невозможно. Пресс-фитинги обжимаются ручным ключом на теле трубы, так же являются несъемными, годятся для отопления, водоснабжения.
Типовые схемы разводки
Схемных решений относительно разводки линий водопровода из пропилена встречается множество. Каждая из отдельно взятой схемы обычно рассматривается с учётом финансовых затрат на сооружение и с оглядкой на технические требования к помещениям объекта.
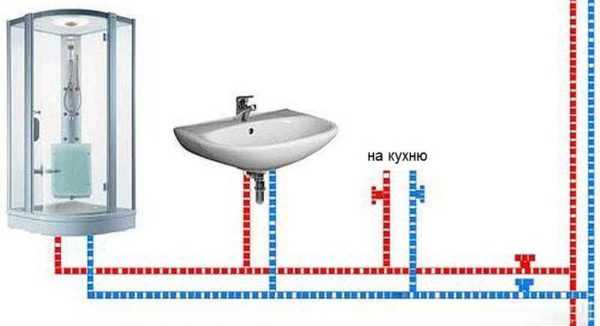
Чаще всего применяется классическая схема разводки, однотипная по отношению к линиям ХВС и ГВС.
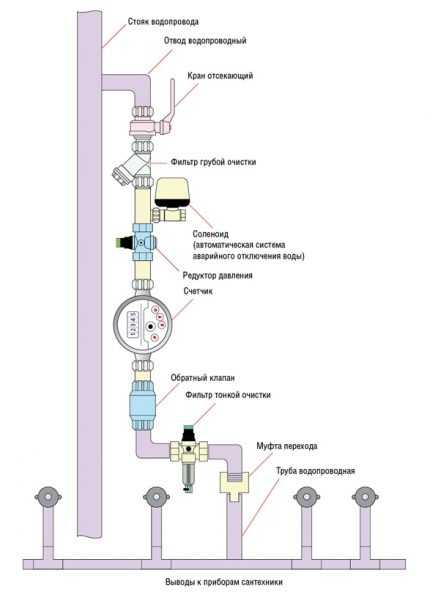
Стандартная схема разводки холодной/горячей воды в домах муниципального хозяйства. Подобные решения встречаются чаще других. Однако в частных домах схема может несколько отличаться по причине иной планировки жилых помещений (+)
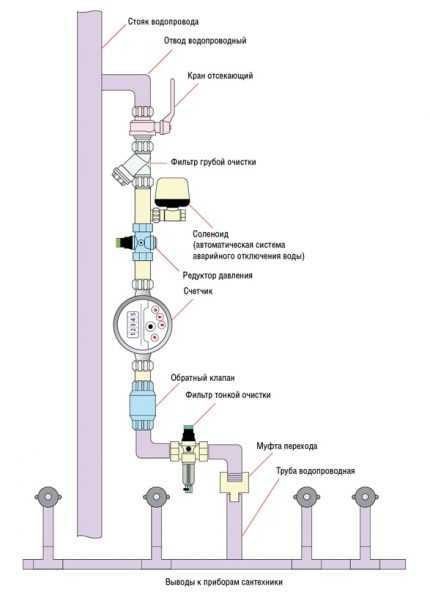
Подача воды выполняется от стояка централизованной магистрали отводом трубы с установленным на ней запорным краном. Далее последовательно монтируются системные элементы: фильтр, редуктор, счётчик, обратный клапан и осуществляется подключение на распределительный коллектор.
От коллектора холодная или горячая вода распределяется по сантехническим приборам. Такое решение традиционно используется при разводке водопровода в квартире.
Многие частные хозяйства пользуются автономной системой водоснабжения. Поэтому отход от традиционных схемных решений в таких случаях не исключается. Но обычно принцип коллекторного распределения для систем водоснабжения (не отопления) сохраняется в любом случае.
Бойлерные системы частного домовладения нередко предусматривают только подвод холодной воды. Причём источником холодной воды может вместо централизованной магистрали выступать, к примеру, скважина. Тогда схема разводки может быть, примерно, такой:
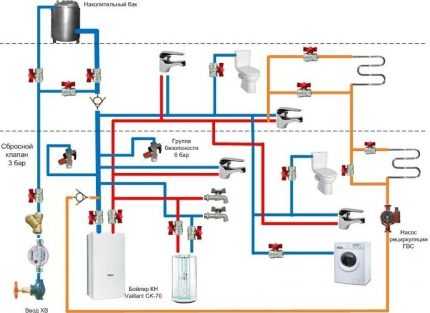
Распространённое схемное решение разводки водоснабжения в частном доме. Здесь используется только один главный ввод – холодная вода. Горячую воду получают через бойлерную систему (+)
Схема разводки в любом варианте должна предусматривать наличие запорных (отсекающих) вентилей для каждого отдельно взятого сантехнического прибора. Для схем автономного типа (с котлами или бойлерами) характерно обязательное наличие обводных линий на приборах, осуществляющих функциональный процесс.
Подобные решения позволяют оперативно переключать систему из автономного режима в режим централизованного снабжения при необходимости.
Ошибки при сварке
Сварка пластиковых труб своими руками, особенно у новичков, приведет к появлению ряда ошибок
Мы выбрали самые частые, чтобы вы могли понимать, как сваривать детали правильно, на что следует обратить внимание
- Грубая подготовка – наиболее простая и частая оплошность. Неправильное формирование кромки, грязь, вода и жир в месте сварки труб из полипропилена и подобное пренебрежение подготовкой приводит к тому, что место соединения теряет свою монолитность.
- Ошибки позиционирования – дефекты, которые возникают при сборе. Это попытки провернуть деталь после сбора, попытки удалить наплывы во время сбора. Все это означает остывание деталей с последующим снижением качества сварного шва.
- Неправильный материал. Здесь мы обращаемся к особенностям сварки пп труб. Полипропилен от различных производителей может иметь разную температуру плавления, а значит одна из деталей может быть недогрета или перегрета. Также такая проблема возникает при попытках сварить две трубы различного диаметра.
- Некачественная сборка – сюда следует отнести чрезмерное давление при сборе, недостаточное давление, увеличение промежутка между снятием изделия с аппарата для сварки и сбором.






Все описанные проблемы встречаются довольно часто и в своем большинстве появляются из-за обычной халатности проявленной сварщиком. Избежать проблем поможет инструкция по сварке полипропиленовых труб, представленная выше, пробная попытка варить стандартные соединения и обработка полипропиленовых труб в труднодоступных местах.
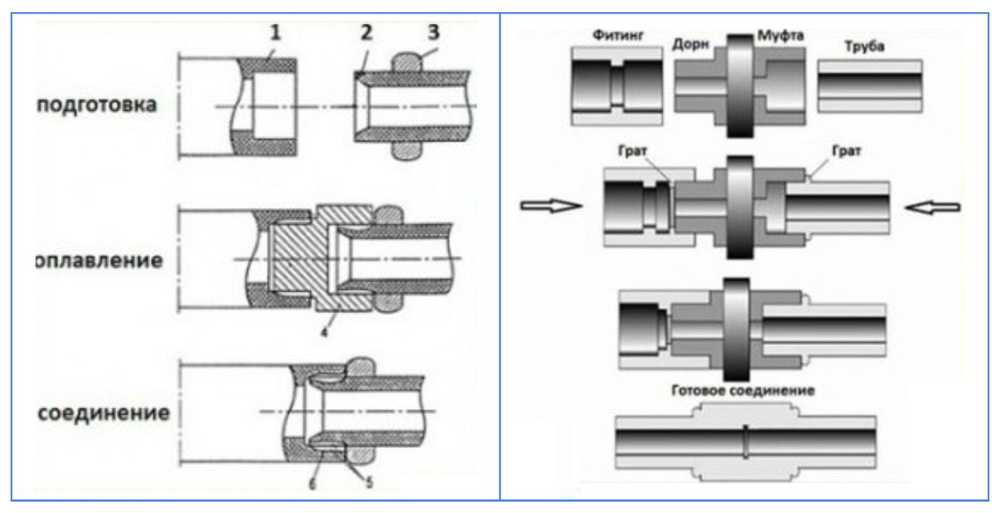
Стыковая сварка
Это один из популярных способов соединения между полимерными трубами, однако для труб ПВХ такой метод применяется реже, чем для изделий из прочих полимеров. Это связано с тем, что время, отводимое на сварочный процесс, в случае пластиковых труб сильно ограничено и исчисляется буквально секундами. Чтобы за такой короткий период успеть всё правильно сделать, требуется немалое мастерство в работе, чем может похвастать далеко не каждый.
Для осуществления сварки встык требуется специальный ручной сварочный аппарат для ПВХ труб и насадки к нему. Сами трубы перед соединением разрезаются специальными ножницами, которые должны обладать хорошей остротой (иначе разрезка приводит к деформациям стенок изделий).

Этапы стыковой сварки:
- Производится нарезка труб на отрезки требуемой длины.
- Торцы труб очищаются от загрязнений и жира.
- На трубы наносятся метки и производится их торцевание со снятием фаски.
- Соединяемые участки изделий, надетых на сварочный аппарат, нагреваются до нужной температуры (для изделий из поливинилхлорида она составляет +250 ˚С).
- Свариваемые изделия быстро соединяются между собой.
- Полученная конструкция охлаждается, и по истечении небольшого времени является готовой к эксплуатации.
Все сварочные аппараты для работы с полипропиленовыми трубами условно делятся на два типа:
Агрегат механического типа применяют для сваривания полипропиленовых труб, в том случае, если для совмещения стыков свариваемых труб нужно применение большого усилия или требуется соединение труб, имеющих достаточно большой диаметр.
Агрегат ручного типа применяют для сваривания полипропиленовых труб своими руками, он отлично справляется с задачами монтажа домашней водопроводной системы, так как при помощи него можно сваривать трубы любых диаметров, не превышающих 125 мм.
Не стоит забывать, что у каждого аппарата для сварки пластиковых труб имеется инструкция, которую обязательно нужно тщательно изучить, прежде чем начать выполнять какие-либо работы.
Инструкция: как сварить пластиковые трубы
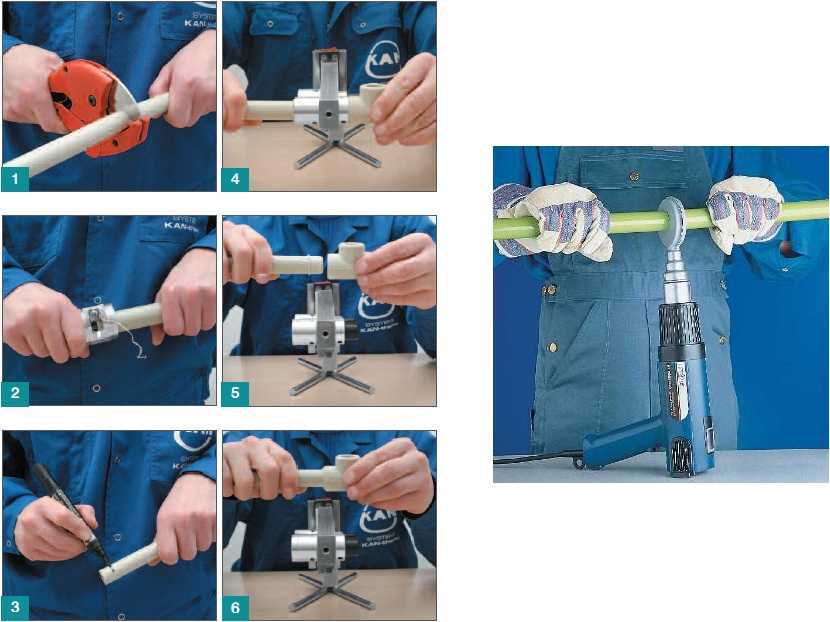
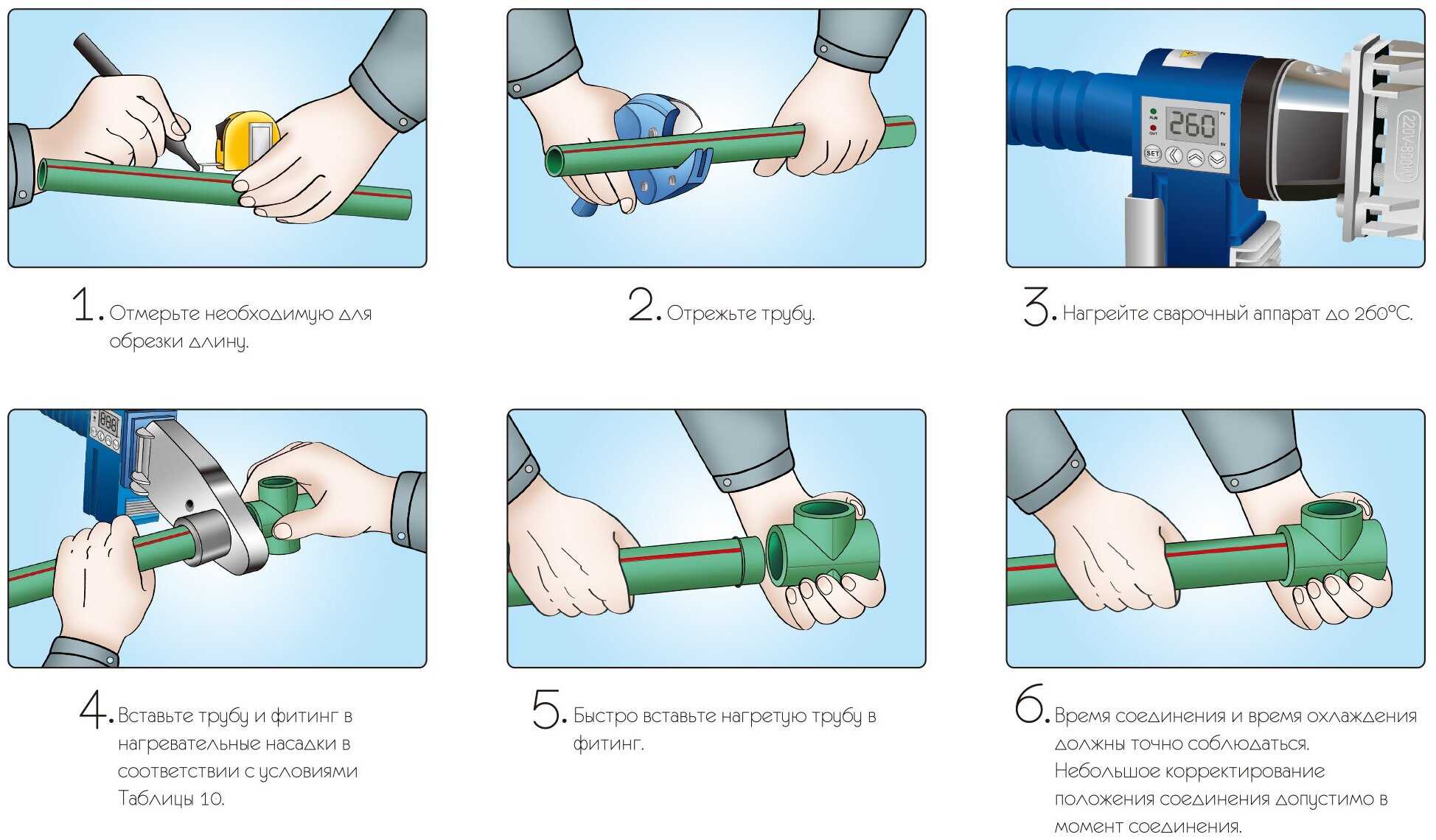
Учиться сварке пластиковых трубопроводов враструб нужно на практике. Трубные заготовки и комплектующие для систем всегда покупают с запасом. Для приобретения навыков работы на оборудовании пластиковые элементы нарезают небольшими отрезками. Технологический процесс состоит из нескольких этапов, каждый из них рассмотрен отдельно.
Подготовка труб под сварку
Нарезают пластик на фрагменты в соответствии со схемой разводки. Кромки делают под прямым углом. Сначала делают разметку, затем врезаются в пластик. Только после этого резким усилием разрезают заготовку окончательно. Элементы раскладывают на чистой ровной поверхности в удобном для сварки порядке. Рядом размещают необходимые соединительные элементы: фитинги, отводы, тройники, муфты.
Каждый стык перед сваркой зачищают, чтобы не оставалось заусениц, обезжиривают. Трубы с фольгированным слоем обязательно фальцуют – слой металла полностью срезают в месте стыка.
Настройка сварочного аппарата
На паяльнике закрепляют насадки необходимого диаметра. Инструмент для сварки прочно устанавливают на ровной поверхности, чтобы он не качался. Регулятор нагрева переводят в нужное положение. Для сваривания пластиковых труб паяльник разогревают от +255 до 280°С вне зависимости от толщины трубопроводов. Меняется только время нагрева деталей при сварке, интервал выдержки соединения до затвердевания.
В комплекте со сварочным аппаратом идут насадки под трубы различного диаметра
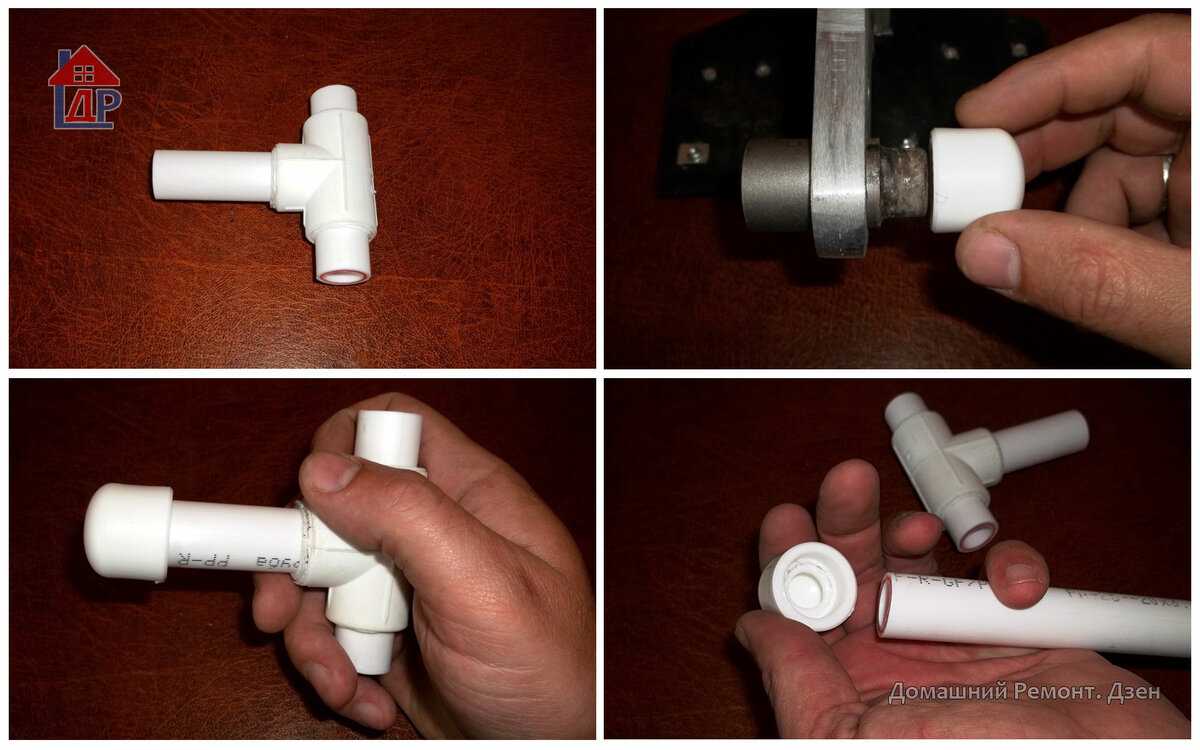
Нагрев деталей
При сварке одновременно нагревают оба элемента: трубные заготовки снаружи (их вставляют в нагревательный элемент), фитинги – изнутри (их насаживают на нагреватель). Детали продвигают с умеренным усилием до упора – площадки утюга. От момента касания отсчитывается время нагрева, интервал зависит от диаметра трубной заготовки:
| Диаметр заготовки, мм | Время нагрева, сек | Глубина насадки, мм |
|---|---|---|
| 20 | 8 | 14 |
| 25 | 9 | 16 |
| 32 | 10 | 20 |
| 40 | 12 | 21 |
| 50 | 18 | 22,5 |
| 63 | 24 | 24 |
Время выдержки стыка от 4 до 8 секунд. Данные, приведенные в специальных таблицах сварки пропилена ориентировочные. Перед монтажом трубопровода время нагрева и выдержки устанавливают экспериментальным путем. Пластик должен разогреваться не на всю глубину стенки, чтобы не было внутренних наплывов. Опытные заготовки делают небольшими, чтобы просматривалась внутренняя поверхность раструбного соединения.
Соединение деталей
Разогретые на насадках полимерную трубу и фитинг нужно соединять быстро, с усилием, не допуская перекосов. Делают это одним движением, без проворачивания. Заготовки для сварки диаметром больше 50 мм (для системы водоотведения) соединяют с применением центровщика, вручную качественных соединений не получить. Заготовки удерживают в руках до затвердевания пластика. После этого образованный узел оставляют до полного охлаждения на 3-10 минут в зависимости от толщины заготовок.
Разогретые на насадках детали нужно соединять быстро, с усилием, не допуская перекосов
Зачистка
Напильником аккуратно снимают наружные наплывы полимера. Они не должны быть большие при правильном разогреве и сжатии. Внутренних наплывов на швах не должно быть, это брак. После монтажа водопровода нужно удостовериться в надежности швов. Воду в систему подают не раньше часа выдержки. Если обнаружена протечка, стык вырезают, на его месте делают новое фланцевое соединение.
Планирование системы
Из-за того, что ППР трубы не гнуться, при разрабатывать схему разводки надо так, чтобы обходов и поворотов было как можно меньше. Ведь все они делаются при помощи фитингов, а они имеют солидную стоимость (по сравнению с трубой). Потому стараемся разводку оптимизировать — сделать как можно меньше поворотов, обходов и изгибов.
Последовательное (тройниковое) подключение
Монтаж водопровода из полипропиленовых труб с последовательным подключением потребителей (сантехники и бытовой техники) используется в небольших системах. Обычно в них 5-6 точек подключения. При такой организации водопровода от стояка отходит одна труба, она последовательно обходит все точки подключения. В случае с PPR-водопроводом все ответвления делают при помощи тройников, потому данный тип еще называют тройниковым.
Монтаж водопровода из полипропиленовых труб последовательным подключением потребителей
Плюс этой системы — необходимо небольшое количество труб, а минус — давление на каждом ответвлении падает. В результате, при одной-двух работающих точках разбора, третьей, находящейся дальше от стояка, давления может просто не хватить.
Рекомендуем: Чем оттереть, убрать и смыть монтажную пену с рук?
Параллельная (коллекторная) разводка
Параллельная схема подключения называется еще коллекторной. Это потому, что после отвода от стояка устанавливается специальное устройство — коллектор. Это элемент с одним входом и некоторым количеством выходов. Есть из полипропилена и металла. Для водопровода более подходящие (и более дешевые) коллекторы из полипропилена.
Схема подключения такова, что от каждого отводов тянется отдельная труба к каждому потребителю (иногда к небольшой группе потребителей).
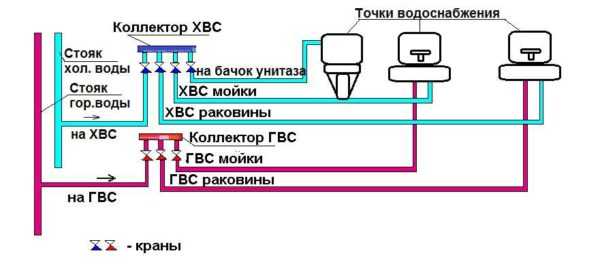
Параллельная схема монтажа водопровода из ППР труб
Подводка с сантехнике и бытовой технике
В каждом из способов монтажа водопровода из полипропиленовых труб к конкретному потребителю подходит труба. Есть два способа подключения к системе: гибкая и жесткая подводка.



Жесткая подводка более надежна: PPR трубы и фитинги имеют высокую прочность. К тому же в этом случае имеется только одна резьба — на месте подсоединения потребителя. Но данный тип подводки требует высокой точности исполнения: погрешность может составлять всего несколько миллиметров. Этого при монтаже полипропиленового водопровода своими руками добиться сложно, потому чаще используют гибкую подводку. Только будьте внимательны, в некоторых случаях ее использование невозможно: подключать газовые котлы или газовые колонки, подводить воду к накопительным водонагревателям, водяным полотенцесушителям рекомендуют только с использованием жесткой подводки.

Варианты исполнения жесткой подводки
Мягкая подводка, наоборот, не требует высокой точности — погрешности нивелируются гибким шлангом в оплетке из нержавеющей стали или шлангом, который используют для подключения стиральной машины или посудомойки. Тубы выводят примерно в том районе, где устанавливается техника или подключается сантехника. Завершается она переходником на металл, к которому подключается шланг гибкой подводки (вторым своим концом он подключается к прибору).

К переходникам подсоединяются гибкие шланги
Этот вариант менее надежный, так как многое зависит от качества гибкой подводки. Также не самый приятный момент — наличие двух резьбовых соединения, а это — потенциальное место для появления течи.
Полезные советы от специалистов
Магистральная система водоснабжения, заполненная водой, источник повышенной влажности. Существуют профессиональные секреты, позволяющие проводить работу качественно. Нужно снизить воздействие воды. Этого достигают несколькими способами:
- В свищ вбивают болт соответствующего диаметра с большой шляпкой. Струйка воды уменьшается, образуются только капли. Если свищ круглый, он забьется полностью. Достаточно будет обварить шляпку и наплавить металл вокруг нее. Этот способ подойдет для любого пространственного положения повреждения.
- На свищ накладывают гайку большого размера, течь частично устраняется, вода не попадает на электрод, а вытекает через внутренне отверстие гаки. После этого гайку по внешнему краю обваривают. После этого в нее с использованием фума или вкручивают болт, образуется герметичное соединение, дефект устраняется. Внешний вид трубы становится хуже – это минус, но такой ремонт довольно эффективный, не занимает много времени.
- Увеличивается объем металла, подаваемого в сварочную ванну. Нескольких капель бывает недостаточно. Величина капли зависит от толщины электрода. Иногда дополнительно берут электрод с обчищенной обмазкой. Первый электрод создает дугу, а когда образуется ванна расплава, в держатель вставляют второй, на котором нет обмазки. Объем наплавочного материала увеличивается, дырка быстрее заплавляется.
Учитывая особенности работы с заполненной трубой, можно самостоятельно сделать ремонт сети без сгона воды из системы. Нужно правильно подбирать электроды по типу стержня, виду обмазки, регулировать рабочий режим тока.
«Холодная» сварка
Данный метод соединения ПВХ труб отличается максимальной простотой в осуществлении. Термин «сварка» применяется к нему весьма условно: по сути, он представляет собой раструбное клеевое соединение. В целях его выполнения используются специальные разновидности клея для пластиковых материалов. Независимо от марки такого клея, в состав его всегда входит основа из самого поливинилхлорида, растворённого в циклогексаноне, тетрагидрофуране и метилэтилкетоне (прочитайте: «Какой клей для ПВХ труб выбрать – преимущества и недостатки видов»). При высыхании клея растворители испаряются, после чего полимерные структуры ПВХ материала труб и клея переплетаются между собой. Это приводит к формированию прочного комплекса с цельной структурой.
С целью достичь максимальной эффективности соединения используются также различные присадки, добавляемые в клей. Их применение даёт возможность регулировать вязкость клеевой смеси и время затвердевания соединения.
Обычно холодная сварка труб ПВХ может осуществляться при температурах +5 – +35 ˚С, однако существуют морозостойкие разновидности клея, позволяющие производить монтаж даже при -17 ˚С. Летом выполнять манипуляции следует как можно быстрее, чтобы высыхание клея не произошло раньше времени.
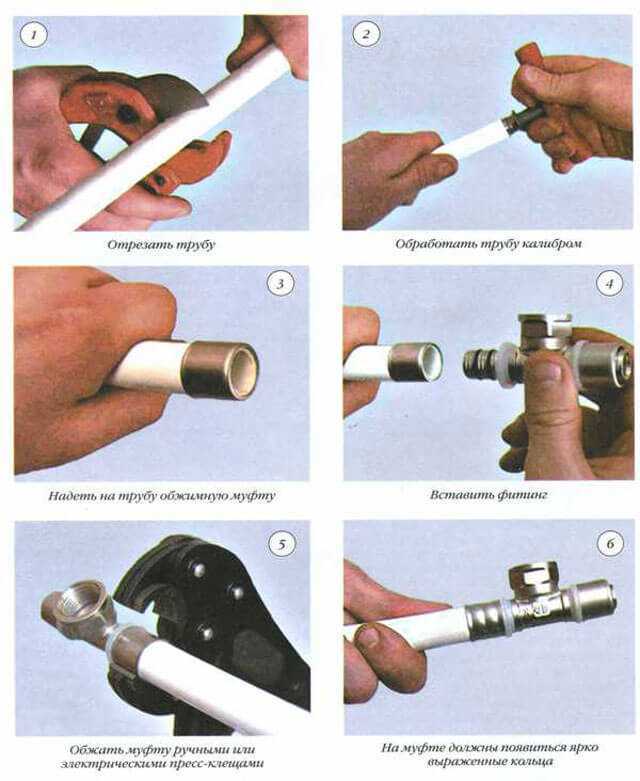
Этапы выполняемых работ:
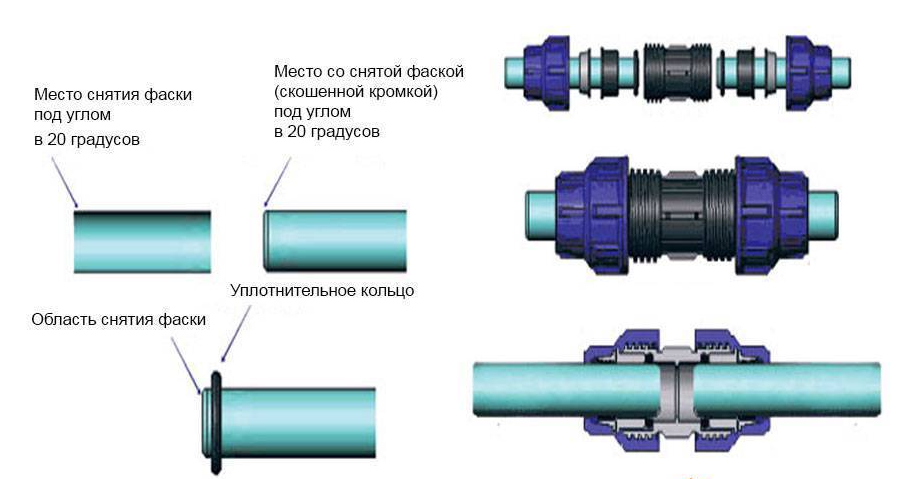
- Отрезается участок трубы требуемой длины.
- Снимается фаска под углом в 15˚.
- Соединяемые участки труб тщательно очищаются от любых загрязнений и пыли.
- Клей равномерно наносится кистью на сочленяемые поверхности.
- Труба быстро вставляется в раструб и поворачивается на 90˚, чтобы обеспечить ещё более ровное распределение клея.
- Соединяемые элементы фиксируются примерно в течении полминуты, неподвижно удерживаясь руками.
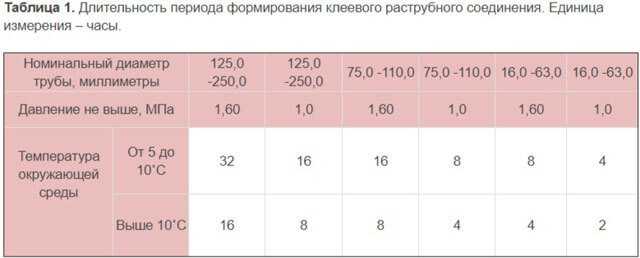
Все манипуляции после нанесения клея должны в сумме занять не более одной минуты, поскольку примерно за такое время клей высыхает. Однако для полного формирования надёжного монолитного соединения требуется от нескольких часов до 1-2 суток. Чем больше планируемое рабочее давление в трубопроводе и чем ниже температура окружающей среды, тем большим должно быть время выжидания, по завершении которого пластиковый трубопровод можно считать готовым к работе.
4 Нормативная база сварки встык
Все сварочные аппараты для работы с полипропиленовыми трубами условно делятся на два типа:
Агрегат механического типа применяют для сваривания полипропиленовых труб, в том случае, если для совмещения стыков свариваемых труб нужно применение большого усилия или требуется соединение труб, имеющих достаточно большой диаметр.
Агрегат ручного типа применяют для сваривания полипропиленовых труб своими руками, он отлично справляется с задачами монтажа домашней водопроводной системы, так как при помощи него можно сваривать трубы любых диаметров, не превышающих 125 мм.
Не стоит забывать, что у каждого аппарата для сварки пластиковых труб имеется инструкция, которую обязательно нужно тщательно изучить, прежде чем начать выполнять какие-либо работы.
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
- Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Цвета на характеристики не влияют

Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм
Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной
Типовые схемы разводки
Схемных решений относительно разводки линий водопровода из пропилена встречается множество. Каждая из отдельно взятой схемы обычно рассматривается с учётом финансовых затрат на сооружение и с оглядкой на технические требования к помещениям объекта.










Чаще всего применяется классическая схема разводки, однотипная по отношению к линиям ХВС и ГВС.
Стандартная схема разводки холодной/горячей воды в домах муниципального хозяйства. Подобные решения встречаются чаще других. Однако в частных домах схема может несколько отличаться по причине иной планировки жилых помещений (+)
Подача воды выполняется от стояка централизованной магистрали отводом трубы с установленным на ней запорным краном. Далее последовательно монтируются системные элементы: фильтр, редуктор, счётчик, обратный клапан и осуществляется подключение на распределительный коллектор.
От коллектора холодная или горячая вода распределяется по сантехническим приборам. Такое решение традиционно используется при разводке водопровода в квартире.
Многие частные хозяйства пользуются автономной системой водоснабжения. Поэтому отход от традиционных схемных решений в таких случаях не исключается. Но обычно принцип коллекторного распределения для систем водоснабжения (не отопления) сохраняется в любом случае.
Бойлерные системы частного домовладения нередко предусматривают только подвод холодной воды. Причём источником холодной воды может вместо централизованной магистрали выступать, к примеру, скважина. Тогда схема разводки может быть, примерно, такой:
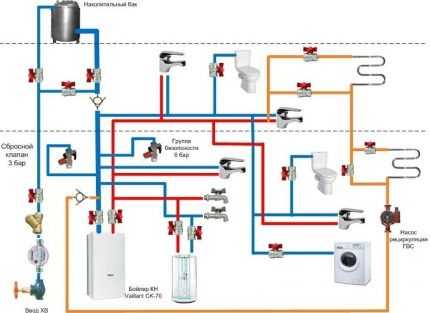
Распространённое схемное решение разводки водоснабжения в частном доме. Здесь используется только один главный ввод – холодная вода. Горячую воду получают через бойлерную систему (+)
Схема разводки в любом варианте должна предусматривать наличие запорных (отсекающих) вентилей для каждого отдельно взятого сантехнического прибора. Для схем автономного типа (с котлами или бойлерами) характерно обязательное наличие обводных линий на приборах, осуществляющих функциональный процесс.
Подобные решения позволяют оперативно переключать систему из автономного режима в режим централизованного снабжения при необходимости.
Как правильно паять полипропилен – инструкция
Нужно действовать последовательно, в этом случае вероятность того, что будет допущена ошибка, снижается.

Пошаговая инструкция по пайке полипропиленовых трубИнструкция по пайке :
- Подготавливают помещение. Учитывая, что во время пайки высвобождаются токсичные вещества, следует обеспечить эффективную циркуляцию воздуха.
- После нарезки края коммуникаций обрабатывают торцевателем или фаскоснимателем. Делают фаски, это облегчает стыковку труб.
- Материалы обезжиривают: очищают от пыли, обрабатывают уайт-спиритом. Продолжать работу нужно, когда поверхность полностью высохнет.
- Включают паяльник, предварительно установив температуру на требуемый уровень (+260°С).
- Когда загорится зеленая лампочка на корпусе паяльника, можно переходить к пайке. В насадку-гильзу устанавливают трубу, на дорн – фитинг.
- Одновременно прогревают 2 элемента будущего трубопровода: фасонную деталь, трубу.
- Выждав время, указанное в таблице выше, трубу и фасонный элемент снимают с насадок и стыкуют друг с другом. При этом детали нужно удерживать неподвижно. Коммуникации стыкуют до предварительно нанесенной продольной линии. Малейшее смещение еще не застывшего полипропилена приведет к разрушению молекулярных связей. В дальнейшем это может стать причиной появления течи.