
Как устроен трубогиб?
Конкретная конструкция приспособления зависит, прежде всего, от его предназначения, однако в обязательном порядке трубогиб включает в себя:
раму; пару трубных упоров; гидроцилиндр; планки (верхняя/нижняя).
Заметим также, что рама может быть как открытой, так и закрытой. Что касается гидроцилиндра, то он – это главная часть приспособления, которая выполняет силовую функцию.
Также в схеме трубогиба своими руками присутствует нагнетательное устройство, которое размещается на тыльной части корпуса; в этом же месте располагается винт перепускного клапана, рукоятка. А вот сверху цилиндра имеется пробка, посредством которой внутрь заливается масло и проверяется его уровень. Размещенная внизу планка агрегата накручивается на резьбу, находящуюся спереди корпуса, а затем прижимается специальной фиксирующей гайкой. Дополнительно планка крепится замком и парой винтов.

Для ручного усиления применяется выдвижной шток, возвращающийся назад благодаря пружине, которая располагается в цилиндре. Планки трубогиба выполнены как сварная конструкция. На поперечных пластинах имеются отверстия, посредством которых устанавливаются упоры. В нижней части корпуса есть еще резьбовые отверстия для установочных болтов, регулируемые по высоте.
Рассматривая трубогиб своими руками, нельзя не отметить тот факт, что профильные трубы с тонкими стенками пользуются в последние годы все большей популярностью, более того, они дают возможность создавать долговечные и привлекательные конструкции, а также экономить на строительных работах. Именно из таких труб сегодня делают теплицы, различные навесы. Чем же отличается профильная труба от обыкновенной? Прежде всего, поперечным сечением, которое в данном случае не круглое, а овальное, прямоугольное либо квадратное. Именно этим и объясняются конструктивные особенности трубогиба для данного типа труб – ролики должны быть такого же сечения, что и сгибаемые изделия, в противном случае сечение последних может быть деформировано.
Порядок гибки профильной трубы на самодельных станках
За один раз получить требуемый радиус изгиба у вас вряд ли получится — слишком большое усилие требуется для этого. Вручную его создать нереально. Получают требуемый изгиб за несколько проходов:
- Сначала выставляют ролики так, чтобы получить небольшой изгиб, прокатывают трубу в одну сторону, затем вынимают из валков, разворачивают и вставляют другой стороной. Разворачивать необходимо, чтобы получить ровно изогнутую трубу.
- С тем же положении роликов протягивают ее несколько раз, до тех пор, пока кривизна уже не добавляется.
- Если требуемый радиус изгиба не достигнут, изменяют положение ролика и снова повторяют действия.

Прокатный трубогиб с электроприводом Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если надо повторить один и тот же изгиб? Сделать градуировку — отметить на какую высоту перемещался ролик, сколько раз прокатывали в каждом положении. При повторении отличия если и будут, то незначительные.
Сложность гибки заключается в том, что нет никакой шкалы и трудно без опыта получить задуманный радиус изгиба. Рано или поздно вы его получите, но испортить при этом можно много материала.
Обзор производителей профилегибов
Рассмотрим несколько интересных моделей трубогибов для профильной трубы.
 Профилегибочный ручной станок Stalex TR-40 391006 Профилегибочный ручной станок Stalex TR-40 391006 |
Тип привода | Ручной (механический) | Данное устройство предназначено для деформации тру как квадратного, так и прямоугольного сечения. При работе нет необходимости иметь рядом внешний источник питания. |
| Габариты, мм | 650х300х510 | ||
| Вес, кг | 27,8 | ||
| Максимальное сечение трубы, мм | 40х40 | ||
| Страна производитель | Россия | ||
| Цена, руб. | 10000 | ||
 Гидравлический профилегиб Stalex HB-40 100261 Гидравлический профилегиб Stalex HB-40 100261 |
Тип привода | Ручной (механический) | Данный профилегиб хорошо подходит для небольшого производства. Имеет небольшие размеры, что очень удобно и возможность менять ролики для сгибов самого разнообразного профиля. |
| Габариты, мм | 1100х620х340 | ||
| Вес, кг | 53,0 | ||
| Максимальное сечение трубы, мм | 60х30 | ||
| Страна производитель | Россия | ||
| Цена, руб. | 17500 | ||
 Электрический трубогиб Blacksmith ETB51-40HV Электрический трубогиб Blacksmith ETB51-40HV |
Тип привода | Электрический | Данный трубогиб может работать как в горизонтальном, так и в вертикальном положении, что позволяет сгибать (при необходимости) достаточно длинные заготовки. |
| Габариты, мм | 1200х750х1210 | ||
| Вес, кг | 282,0 | ||
| Максимальное сечение трубы, мм | 80х40 | ||
| Страна производитель | Китай | ||
| Цена, руб. | 180414 | ||
 Гидравлический профилегибочный станок Sahinler HPK 60 Гидравлический профилегибочный станок Sahinler HPK 60 |
Тип привода | Электрический | Данный станок так же имеет возможность работать в горизонтальном и вертикальном положении. Гнет профили на любой угол и в один проход. |
| Габариты, мм | 830х1140х1650 | ||
| Вес, кг | 860,0 | ||
| Максимальное сечение трубы, мм | 40х40 | ||
| Страна производитель | Турция | ||
| Цена, руб. | 832500 | ||
 Профилегиб METALMASTER MBM 50E Профилегиб METALMASTER MBM 50E |
Тип привода | Электрический | Данное устройство очень удобна, тем что имеет ножное управление и тем самым позволяет оператору держать заготовку обеими руками. Для защиты двигателя от перегрева в корпусе имеется отверстие для отвода горячего воздуха. |
| Габариты, мм | 900x850x1700 | ||
| Вес, кг | 450,0 | ||
| Максимальное сечение трубы, мм | 60х60 | ||
| Страна производитель | Китай | ||
| Цена, руб. | 227400 | ||
 Профилегиб Sahinler PK 30 Профилегиб Sahinler PK 30 |
Тип привода | Электрический | Данный профилегиб отлично подходит для небольших частных мастерских. Имеет возможность работы в горизонтальном и вертикальном положении. |
| Габариты, мм | 650х500х1400 | ||
| Вес, кг | 220,0 | ||
| Максимальное сечение трубы, мм | 30х30 | ||
| Страна производитель | Турция | ||
| Цена, руб. | 259800 |
Необходимость использования и стоимость промышленных трубогибов
Характерности вальцовки
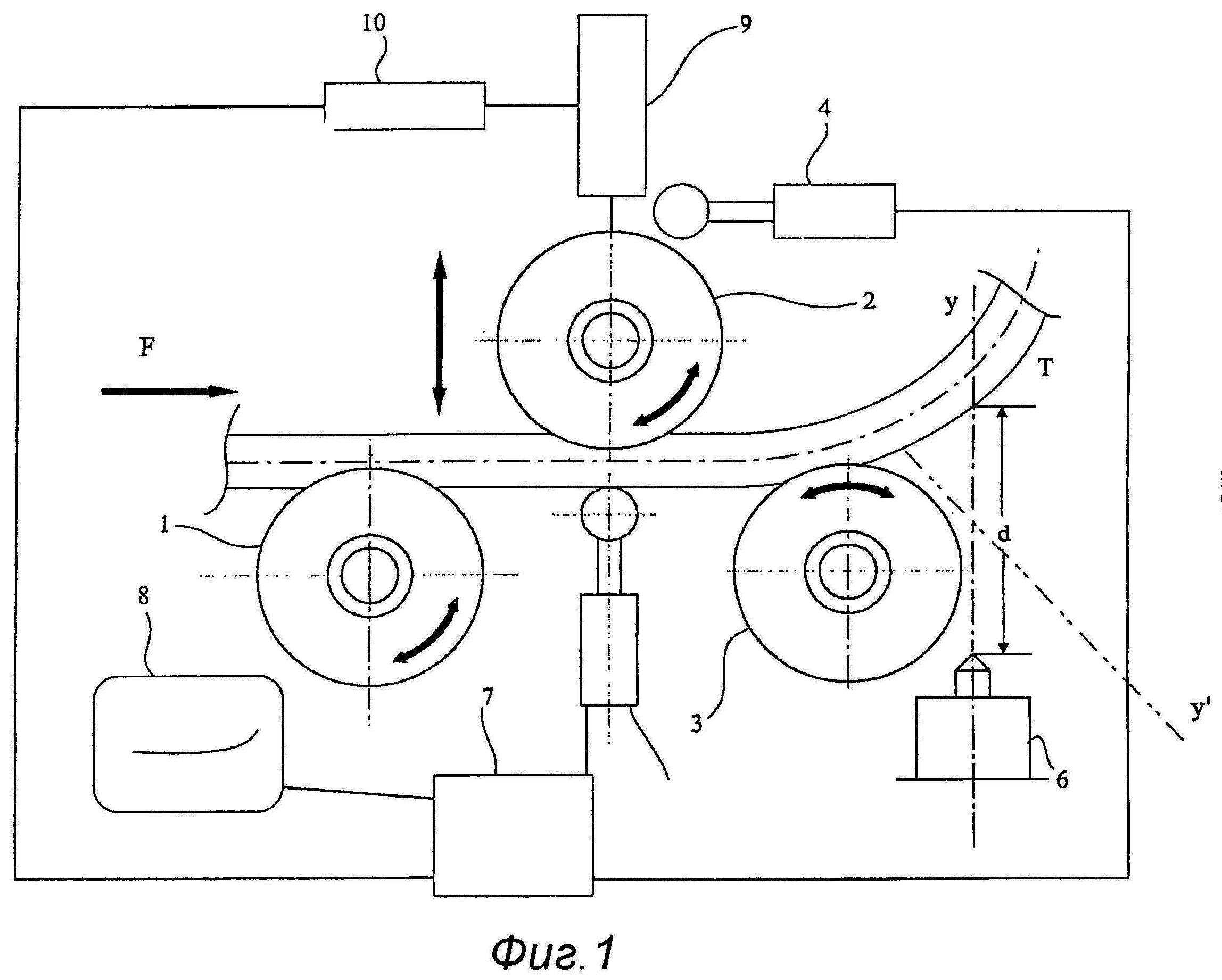
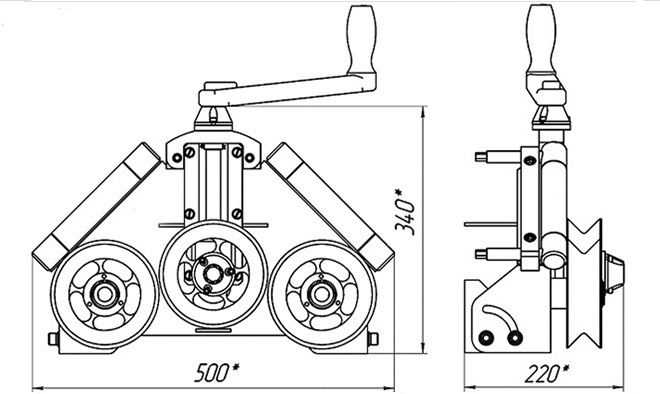
Продольная прокатка трубы стальной выстроена на вальцовке, что очень очень хорошо напоминает прокатный стан. В конечном итоге, вальцовочному станку для проката труб стальных был сообщен пирамидообразный вид.
Тут есть два нижних и один верхний цилиндр: при помощи нижних компонентов выполняется перевозка, а верхнего вальца – дефармация проката. Прокатный станок для трубы стальной обладает очень понятной схемой работы: труба ложиться сверху нижней пары вальцов, с дальнейшим поджиманием к верхнему цилиндру.
Из-за этого прижимному влиянию, передаваемого на верхний цилиндр, достигается прогиб трубы, с будущим деформированием продольного профиля. После включения «подачи» (нижнего привода) происходит распространение участка деформации по поверхности всей отделываемой трубы.
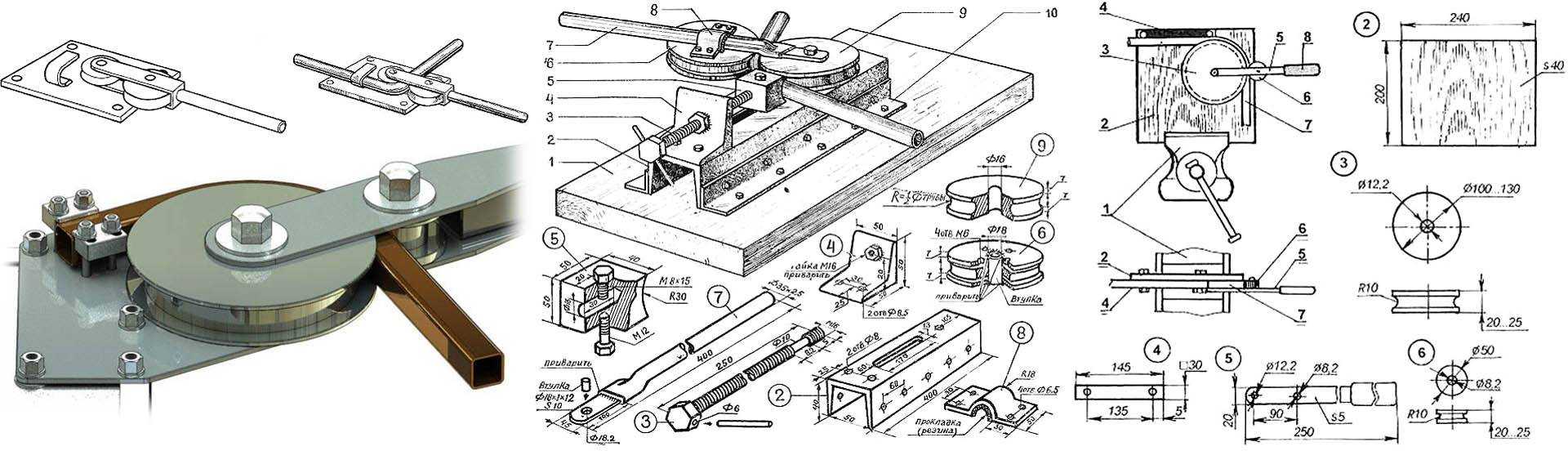
Самый простой профилегиб – приспособление шаблонного типа
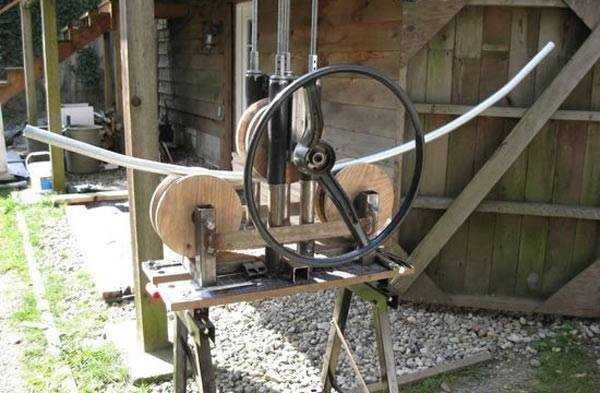
Для изделий с относительно невысоким сопротивлением изгибу (например, стальных труб диаметром до 20 мм и другого металлопроката с аналогичными или меньшими прочностными характеристиками) можно сделать профилегиб шаблонного типа. Для него нужна опорная поверхность – слесарный либо иной стол, пол, стена, стальной каркас, как на фотографии, или даже ровное место на земельном участке, асфальте, бетонной площадке или плите.
 Шаблон изгибающего элемента профилегиба
Шаблон изгибающего элемента профилегиба
Ширина его рабочей части должна быть немного больше поперечного размера обрабатываемого изделия. Если делать из досок, то последние сначала скрепляем между собой любым доступным способом – с помощью болтов, гвоздей, уголков, клея. Затем отпиливаем лишнее, формируя огибаемую поверхность. По ней и с радиусом ее закругления будет производиться гибка профиля. Готовый шаблон и упор из доски крепим к выбранному основанию. Между ними должно быть расстояние, равное наружному размеру изгибаемого профиля. Упор в процессе работы будет фиксировать один конец изделия, в то время как за другой его надо гнуть.
Остальные варианты шаблонного профилегиба аналогичны деревянному. Трубы, уголок, швеллер, скобы или что-то другое прикручиваются, привариваются, вкапываются, бетонируются в соответствующем выбранном основании с некоторым шагом по линии окружности с радиусом необходимой кривизны изгиба. Это будет шаблон. Рядом с ним крепим упор из такого же материала.
Способы прокатки профильной трубы
Относительно бережно можно деформировать профтрубу несколькими способами:
С предварительным нагревом. Метод используется для формования изделий, имеющих ширину более 4 см. В отрезок трубы засыпают чистый песок, торцы закрывают заглушками с небольшими отверстиями для выхода газов. Затем фиксируют заготовку и шаблон в тисках и прогревают зону изгиба до 150 градусов, то есть до появления красноты. Металл становится пластичным и поддается деформации, при этом песок помогает равномерно распределить нагревание и деформирующее усилие. Нагреть и изогнуть участок трубы необходимо за один подход, так как многократное температурное и механическое воздействие приведет к снижению прочности изделия.
- Холодным способом с помощью пружинного трубогиба. В качестве амортизационного устройства для профтруб с шириной менее 4 см используют пружину с крюками на концах. Длина вспомогательного устройства должна быть достаточной, чтобы разместить его в трубе вдоль всего изгибаемого участка, а поперечное сечение должно быть таким, чтобы пружина без усилия протягивалась через профтрубу, почти касаясь стенок. Заготовку с закрепленной в ней пружиной фиксируют в тисках вместе с шаблоном и медленно и плавно изгибают.
- Холодным способом с помощью профилегибочного, или вальцовочного, станка. Рабочей частью устройства являются три параллельных цилиндрических валика, средний из которых расположен выше крайних. Труба пропускается между вращающимися цилиндрами, при этом заготовка опирается на нижние, а верхний прижимает ее вниз, заставляя деформироваться. Для получения изгиба нужного радиуса трубопрофиль прокатывают несколько раз – при поэтапной деформации равномерно распределяется сила воздействия и не возникает складок на внутренней стороне дуги и неравномерного растяжения на внешней.
Первые два способа подходят для прокатки труб вручную в случаях, когда не требуется изготовления большого количества гнутых деталей. Чтобы придать профилированному изделию нужную форму, придется потренироваться. Без опыта проведения подобных манипуляций желаемого результата достигнуть сложно.
Третий способ не требует особых навыков, позволяет изготавливать большое количество дуг, волн и спиралей и отличается высокой точностью, но для такого трубопроката нужен станок.
Самодельные приспособления для вальцевания труб
Без такого устройства, как приспособление для вальцевания профтруб, практически не обойтись в тех ситуациях, когда вы решили самостоятельно заняться ремонтом, при выполнении которого придется иметь дело с гнутыми трубами. Для этого можно приобрести серийное устройство подобного назначения или использовать профилегиб самодельный, конструкция которого не отличается высокой сложностью. Вопросом о том, как сделать профилегиб, есть смысл задаться еще и по той причине, что серийные модели стоят достаточно дорого, поэтому их приобретение (особенно если они требуются только для выполнения домашнего ремонта) не всегда целесообразно.
Ориентировочные размеры самодельных вальцов
Для того чтобы качественно изготовить самодельные вальцы, можно изучить теоретические сведения, просмотреть видео на данную тему, но главное – придерживаться рекомендаций тех, кто уже добился при решении этого вопроса хороших результатов. Конечно, чтобы сделать свой вальцеватель, необходимо обладать не только соответствующими знаниями, но и определенными навыками изготовления и использования различных технических устройств.
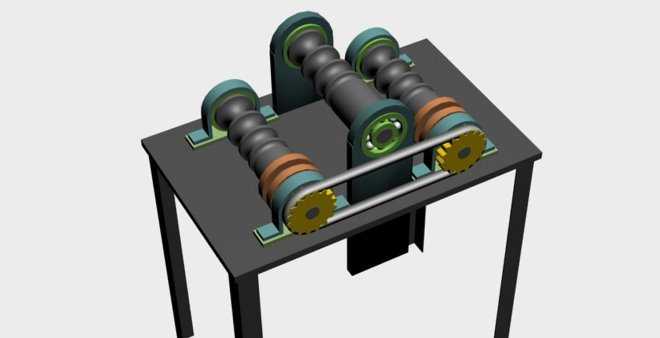
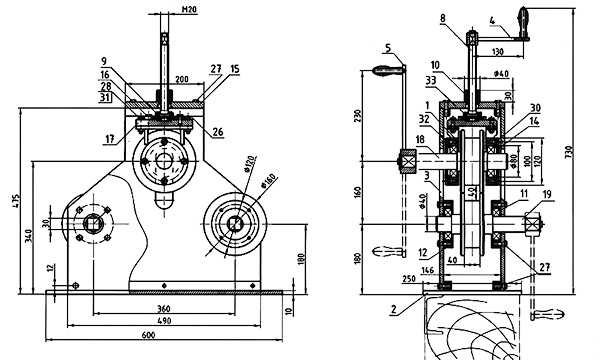
Кинематическая схема станка
Самодельные вальцы могут быть сделаны даже из подручных материалов, которые практически всегда есть в любом гараже или домашней мастерской. При этом эффективность таких вальцов, если они изготовлены с учетом всех рекомендаций, будет ненамного ниже, чем у моделей, выпускаемых серийно.
Чертежи валов станка:
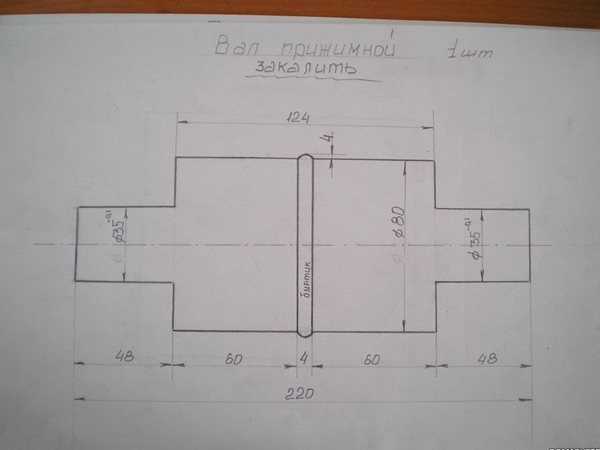
Вал прижимной
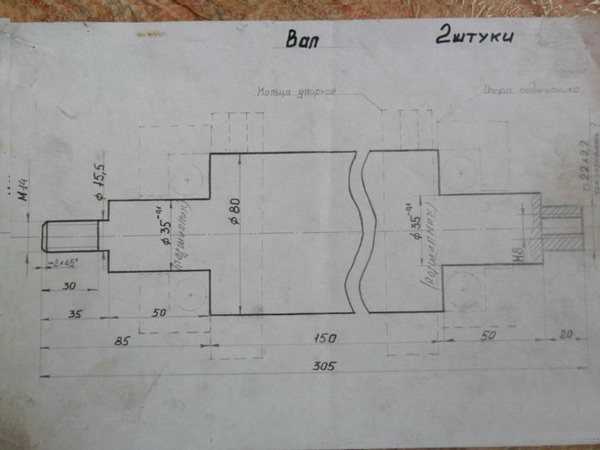
Валы нижние
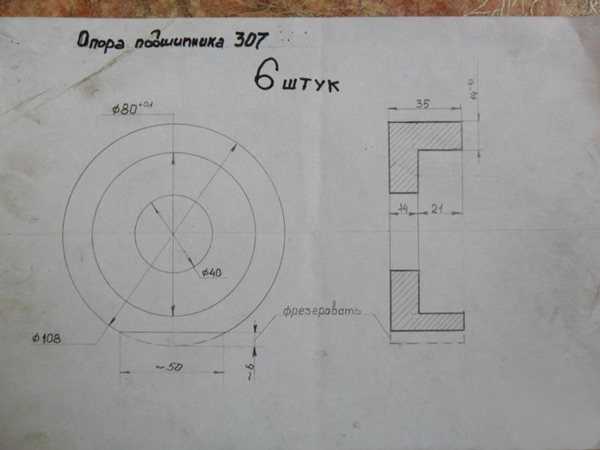
Опора для 307-го подшипника
Возможные осложнения в ходе работы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.
Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
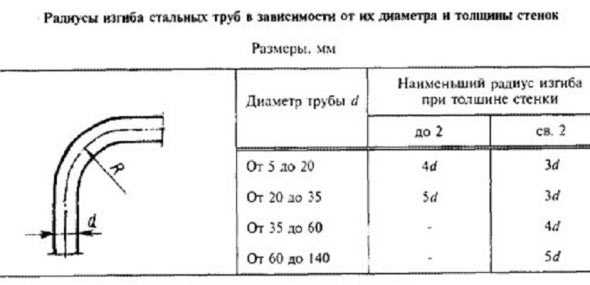
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.
Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.
Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
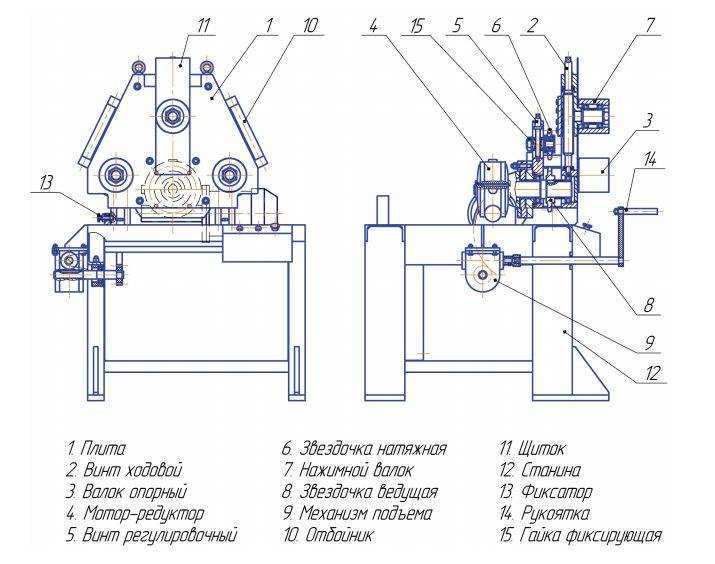
Трубопрокатный станок
При прокатывании длинномерных труб на станке смещают центр движения. За счет подобного смещения между вальцами образуется кривая. Один ролик давит изнутри радиального контура, а два других – образуют внешний контур будущего изделия.
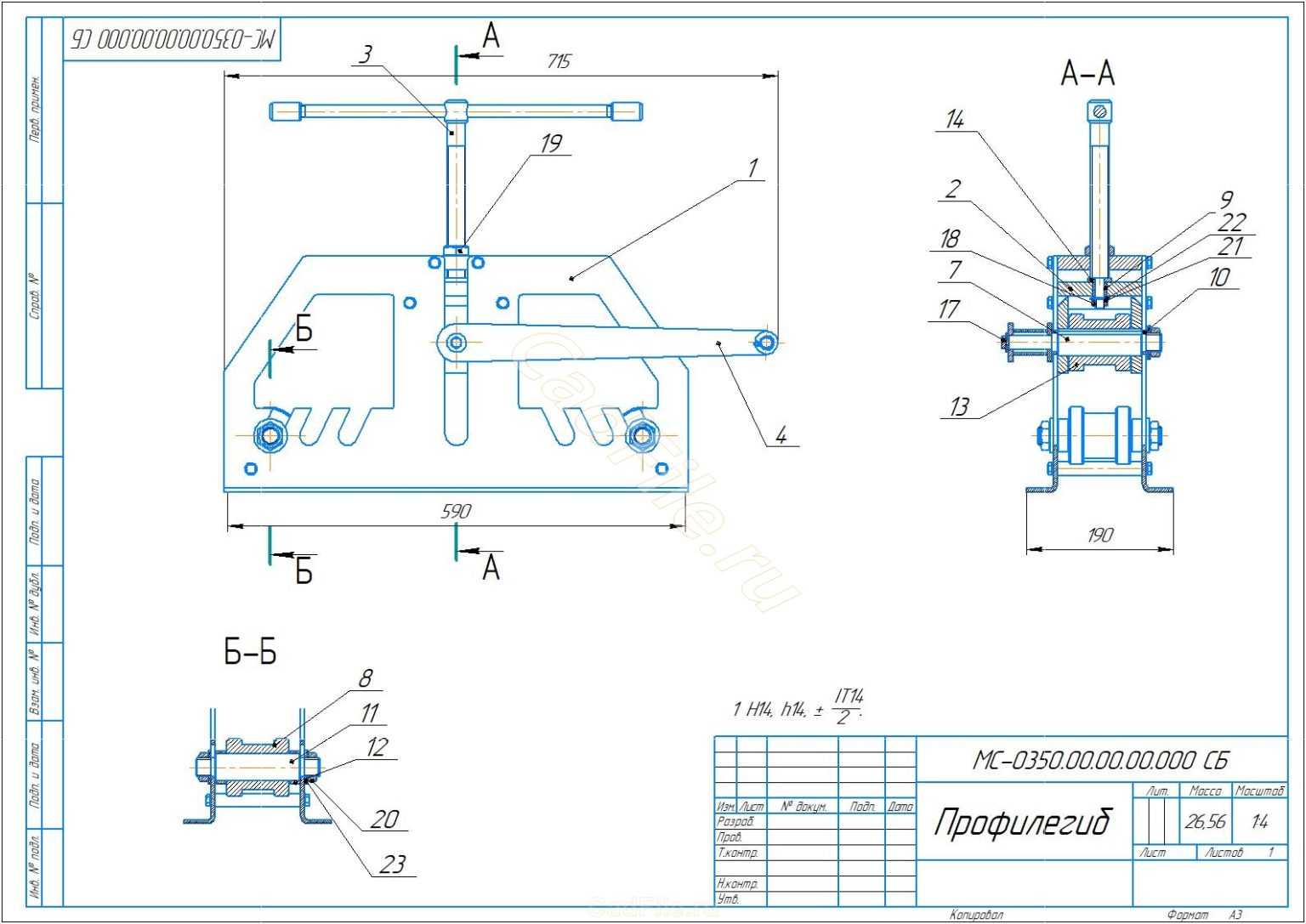
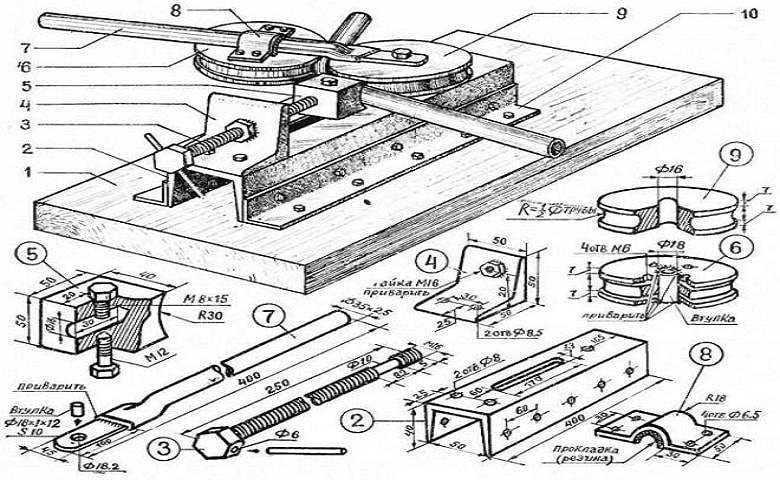
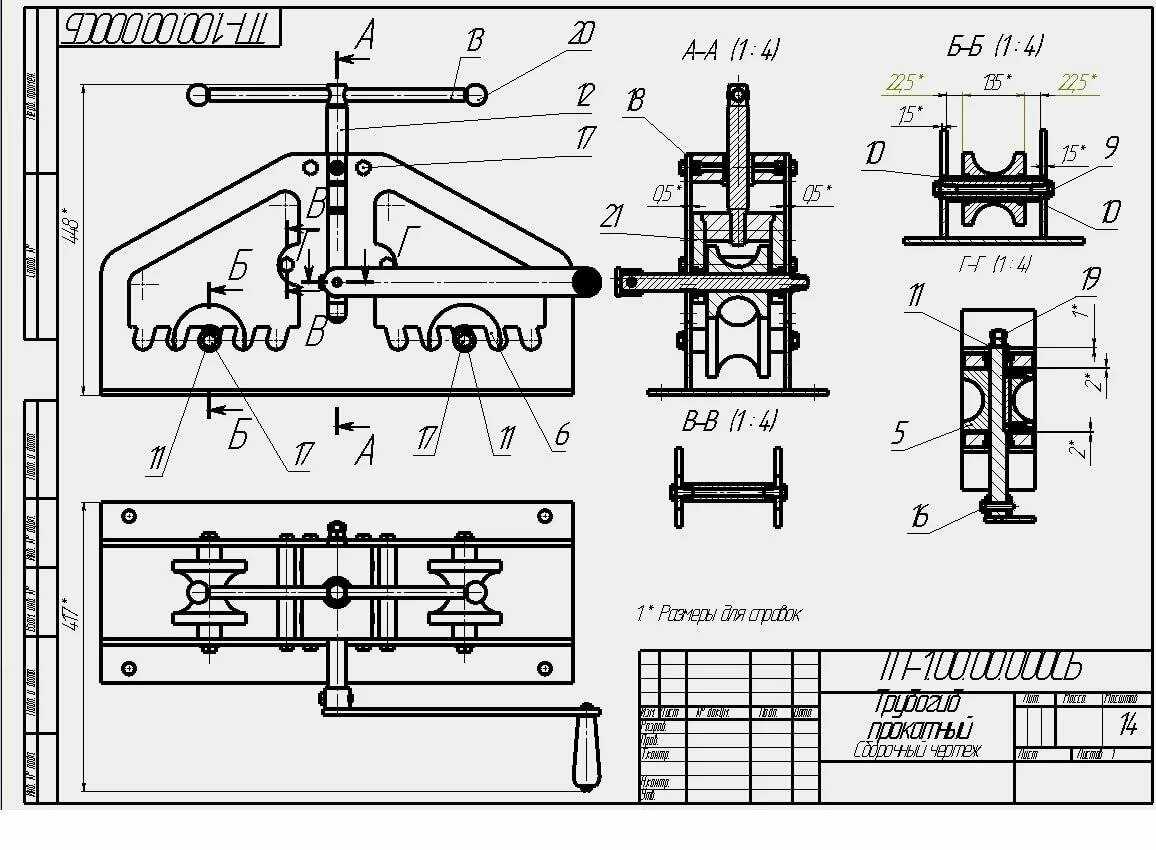
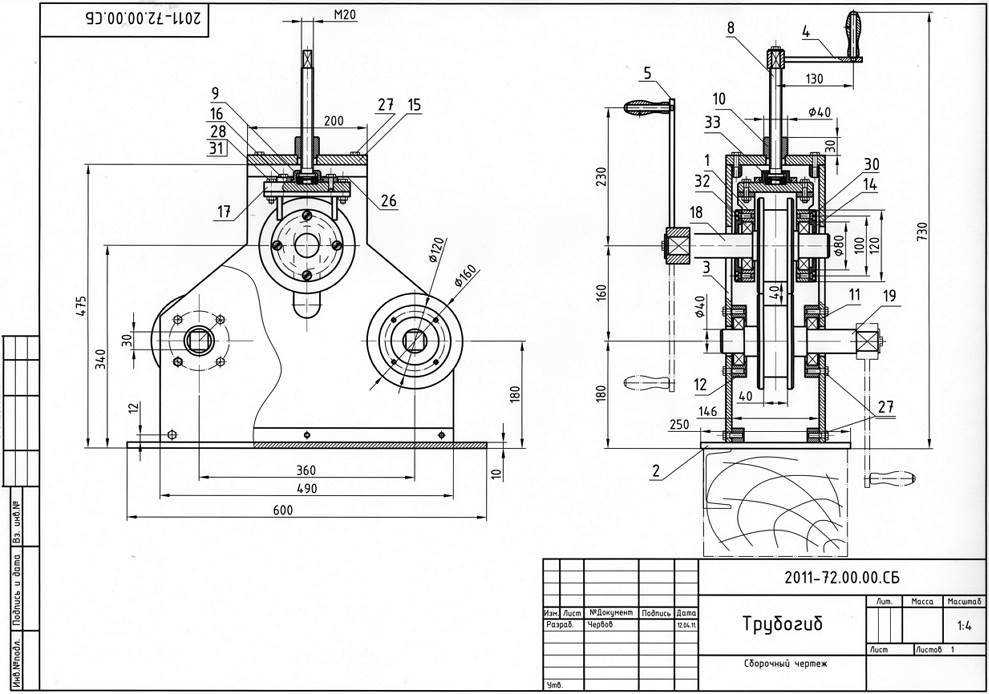
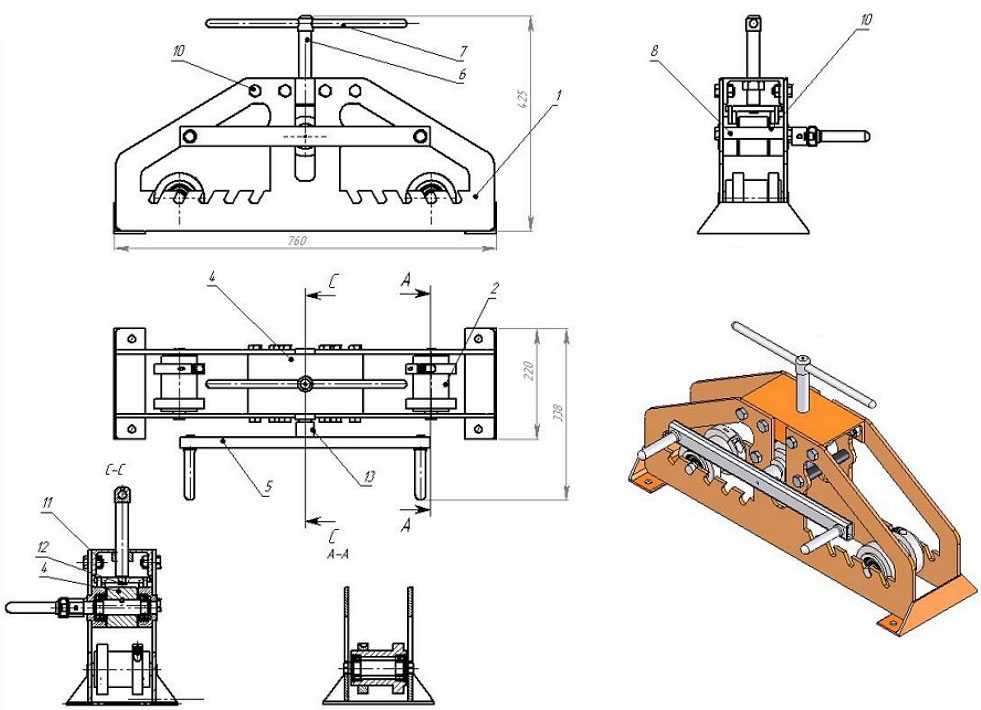
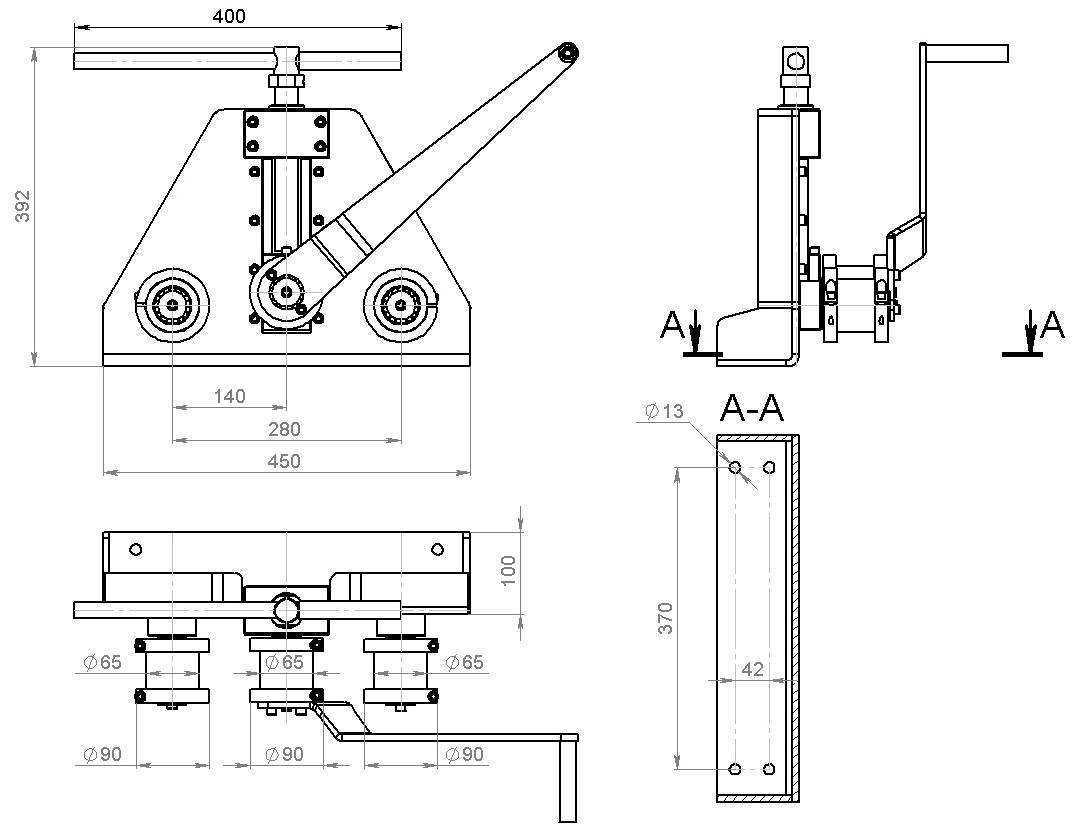
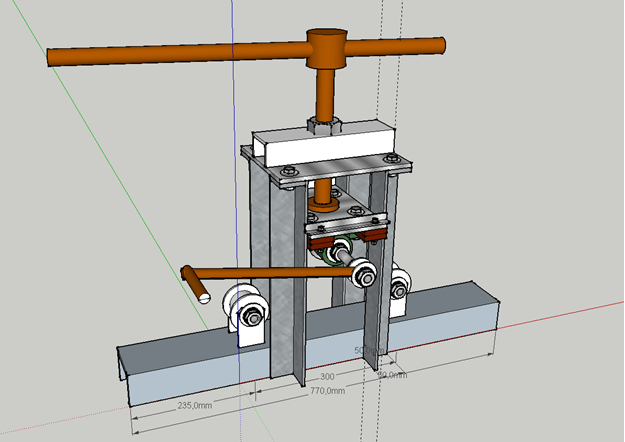
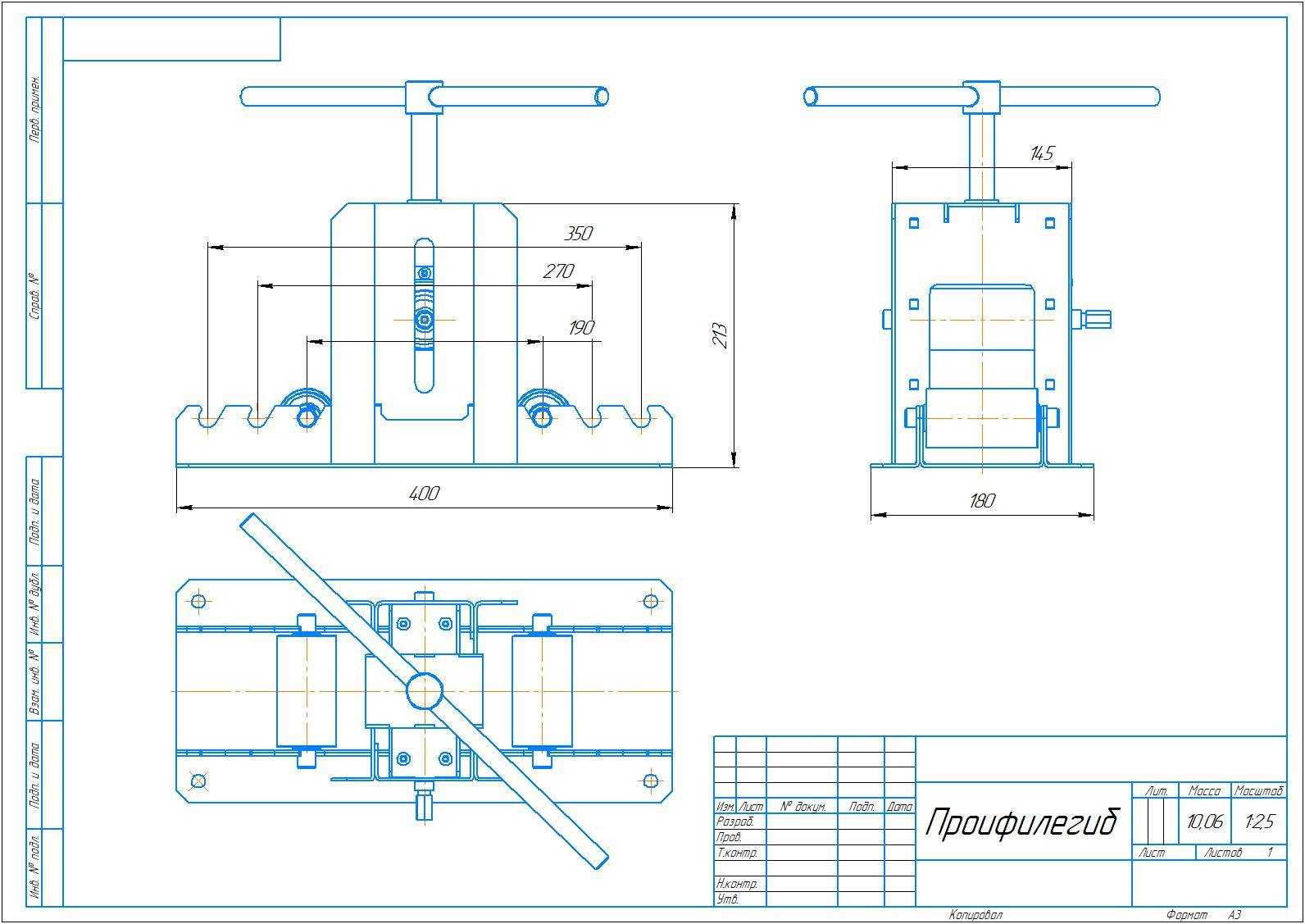
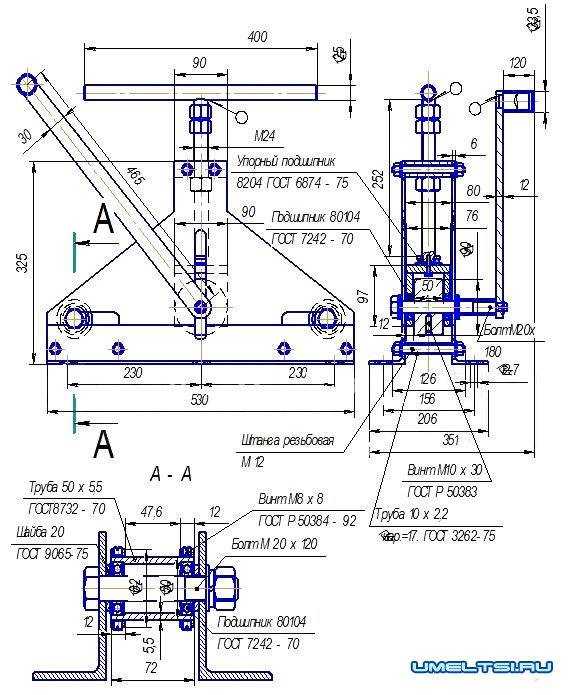
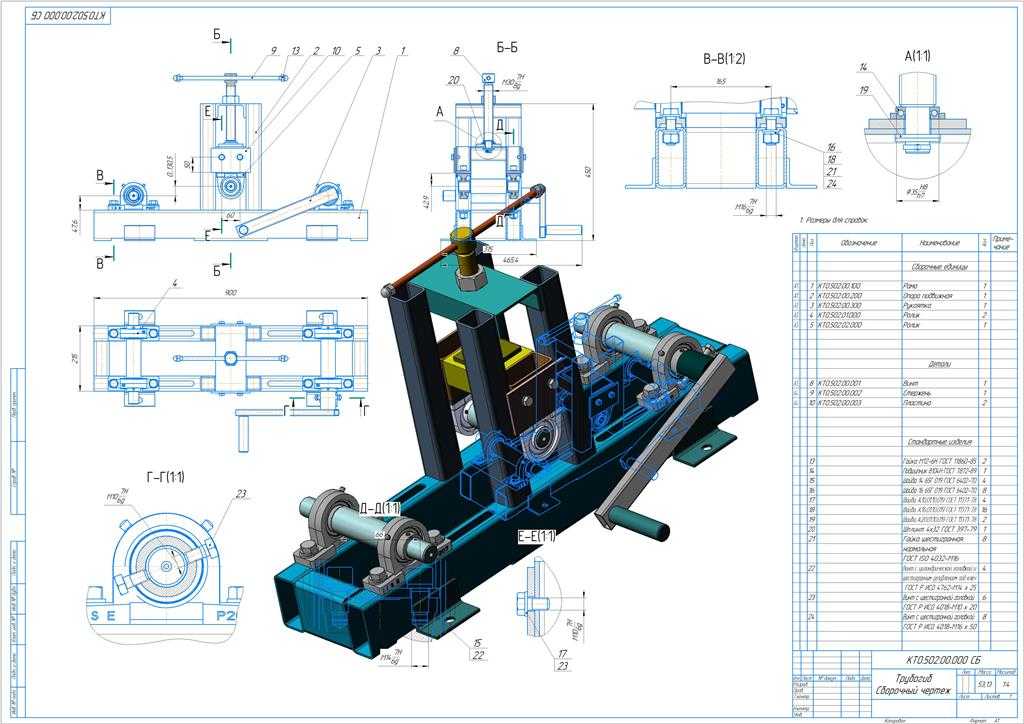
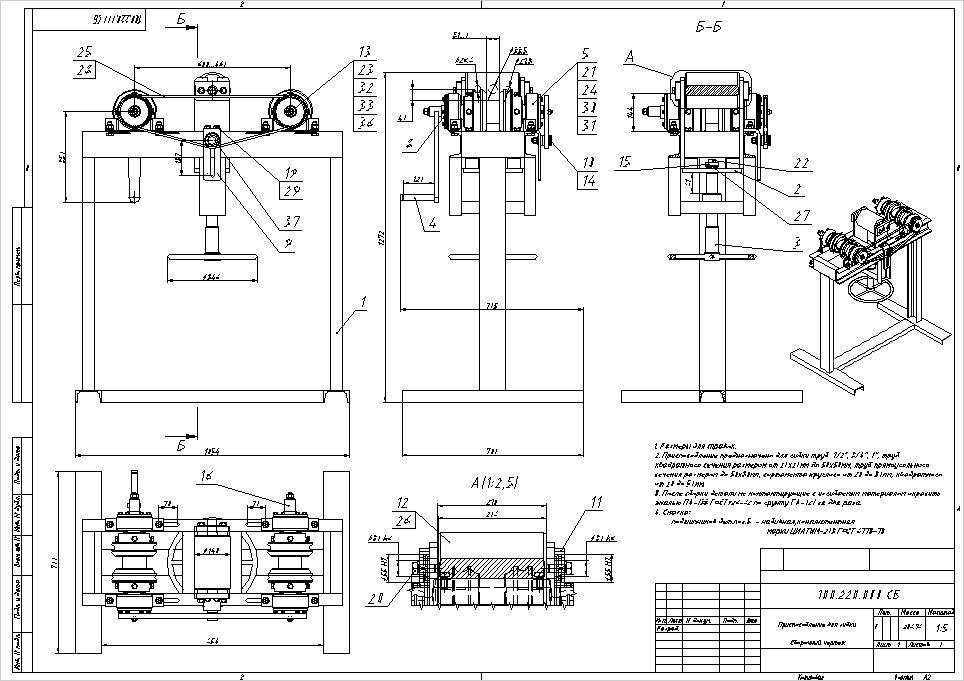
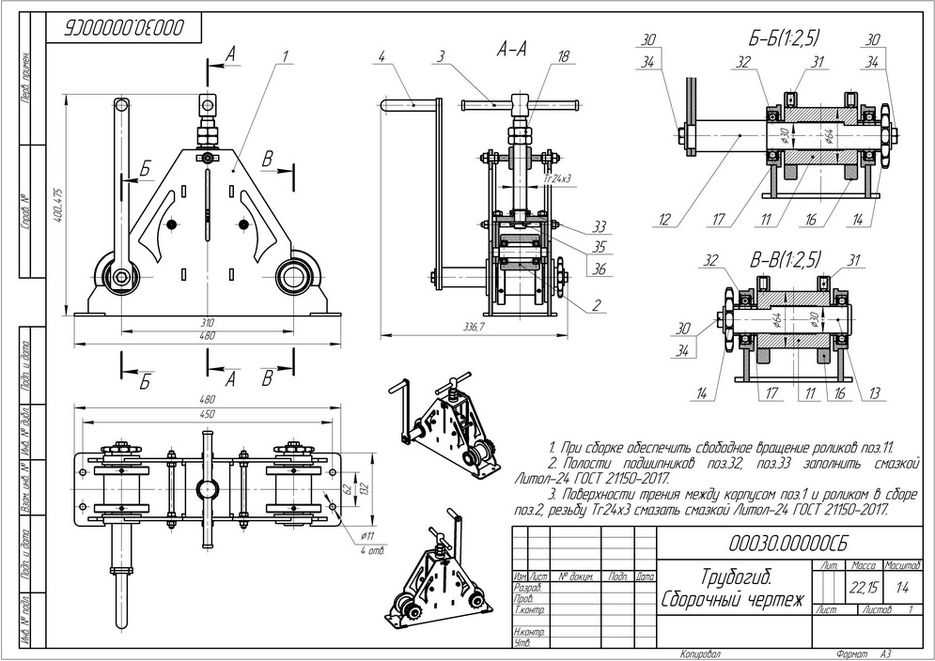
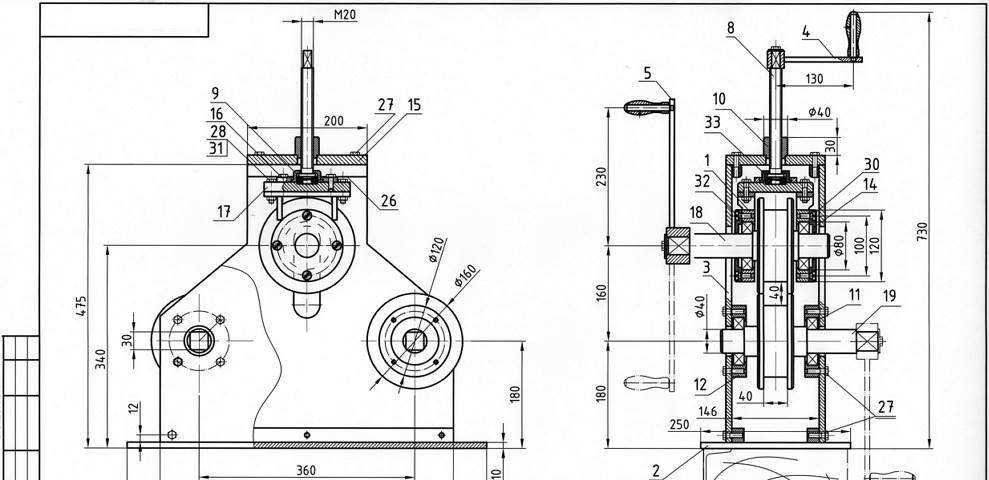
Чертёж трубогиба для протягивания профильных труб. Указаны все необходимые для изготовления размеры деталей:
Конструктивно подобное устройство выполняется на прочной опоре, изготавливаемой из швеллера. Нижние ролики располагаются в подшипниках. Обычно расстояние между ними не меняется (существуют варианты станка, где изменив расположение нижних роликов, создают другой радиус проката).
Сверху располагается верхний валик. Его можно перемещать по высоте. Двигая опорную часть по резьбе вниз, можно развивать значительные усилия. Они будут действовать на трубу в процессе прокатывания.
Чтобы совершать прокатку, нужно прилагать дополнительные протягивающие усилия в продольном направлении. Для этой цели устанавливается рукоятка. Вращая ее, можно заставить трубу двигаться в ту или другую сторону.
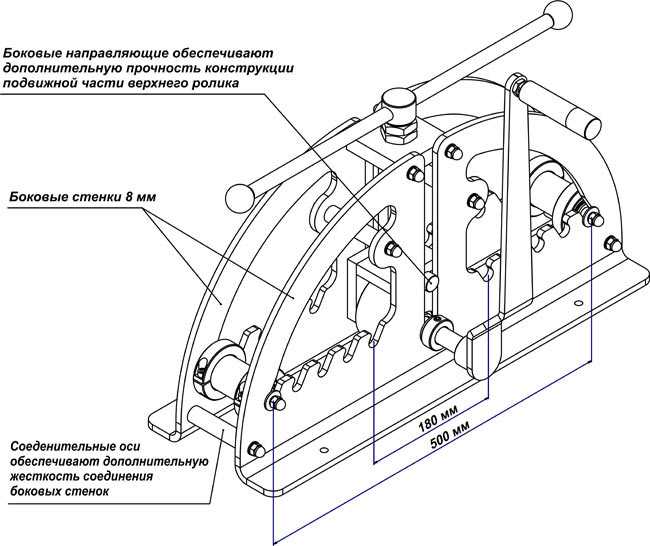
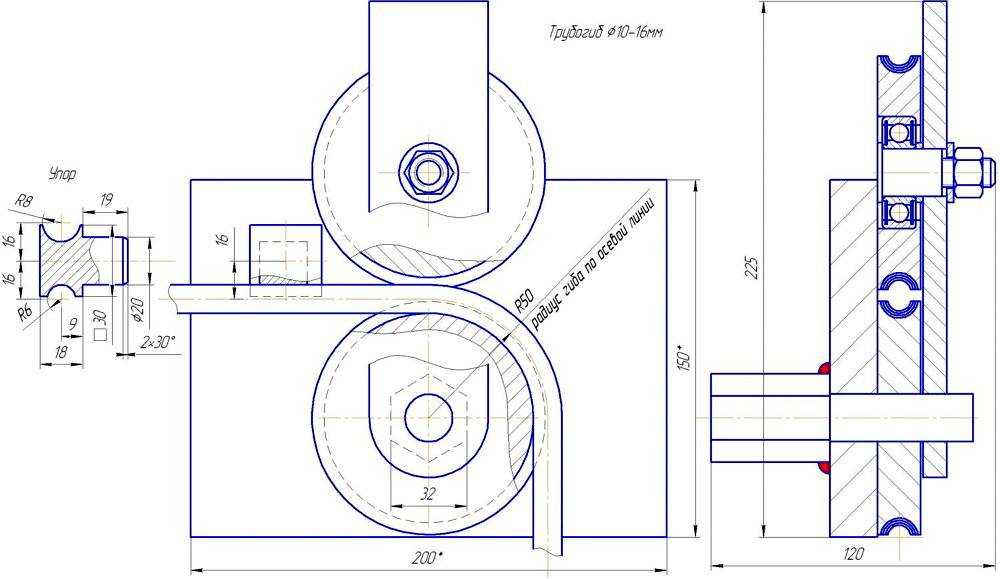
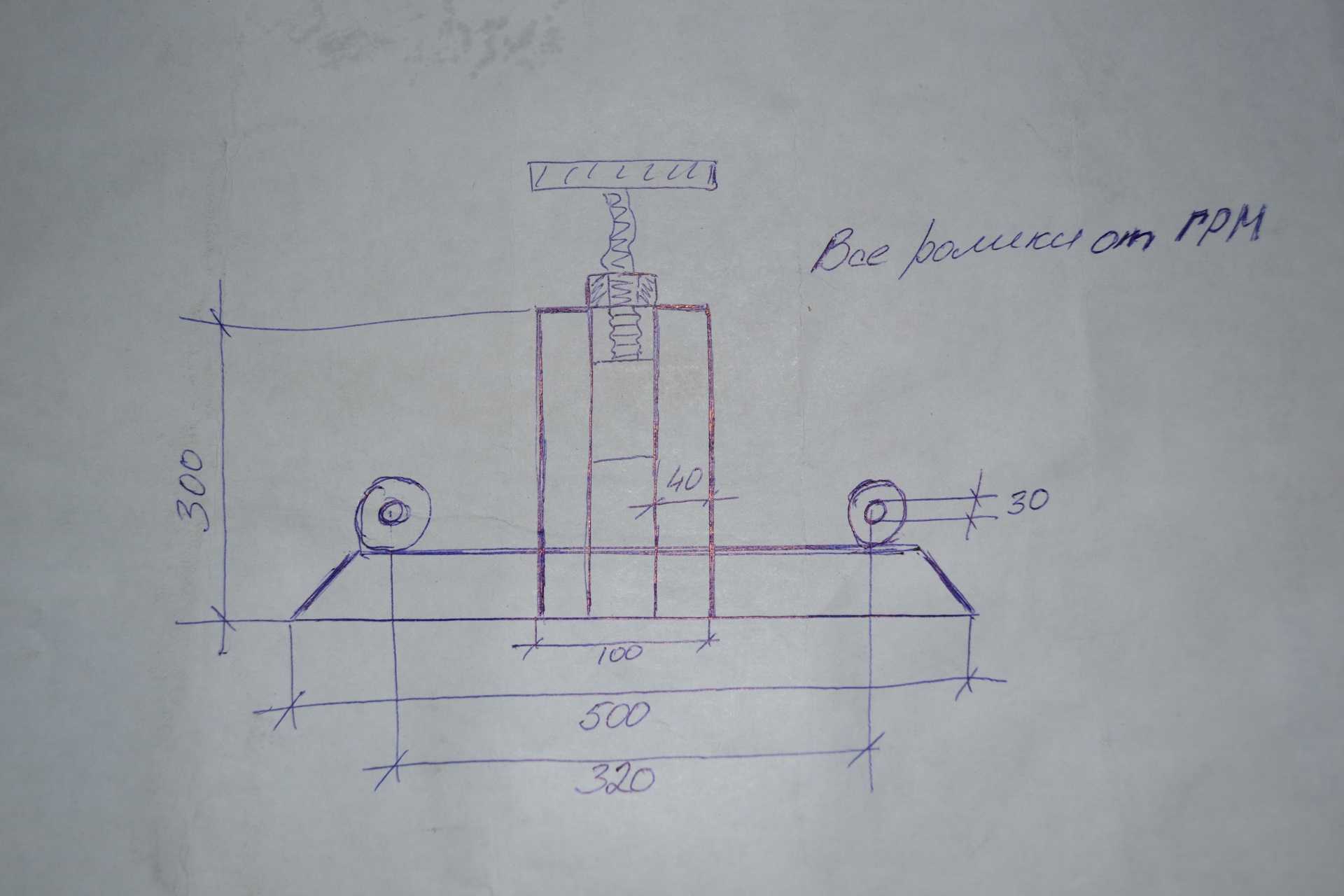
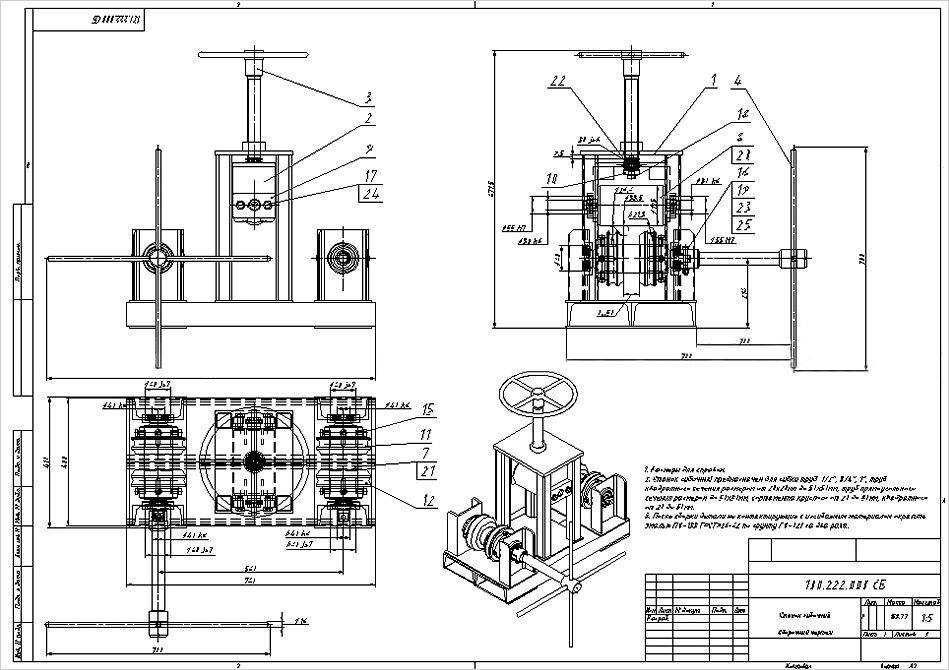
Для самостоятельного изготовления можно пойти другим путем. Из листа толщиной 2…4 мм вырезают стенки устройства, где устанавливают валики.
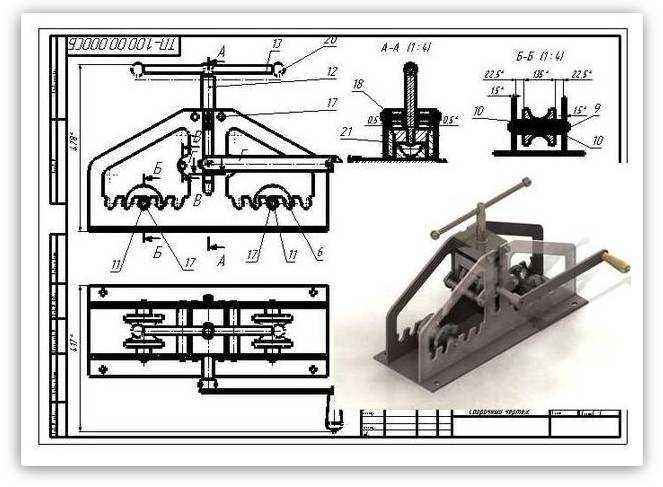
Упрощенная конструкция трубогиба:
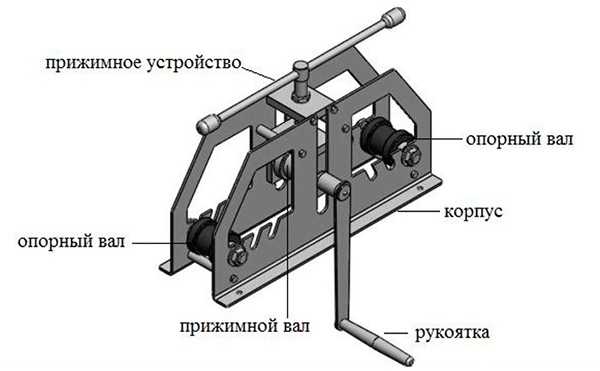
Самое сложное – это изготовить боковины, внутри которых располагаются:
- Опорные валы – 2 шт.
- Прижимной вал, размещенный на соответствующем устройстве.
- Рукоятка, позволяющая производить прокатывание профильной трубы.
Промышленные станки изготавливают с ручным или электрическим приводом. При изготовлении электрифицированного станка обязательно предусматривают возможность реверса. Тогда прокатывать можно, заставляя длинномер двигаться в обоих направлениях.
Какие бывают трубы стальные
Когда говорится о профилированных трубах, по большей части есть в виду квадратные, овальные или с прямыми углами изделия. Что же касается способа производства, то они могут быть шовными или без шва, с отпуском либо же без. Отпуском называют специализированную процедуру, благодаря которой убираются внутренние напряжения после того, как профиль сформировался.
В общем необходимо заявить, что сортимент труб стальных до такой степени многообразен, что для его нормирования понадобилось несколько ГОСТов. Например, трубы стальные квадратного типа определяются ГОСТом 8639-82.
Данные технические документы содержат указания показателей, по которой изготовляют трубы стальные тонкостенного и толстостенного типа. Верхней габаритной чертой для них считается размер 180х180 мм, при толщине стенок 8-14 мм. Очень маленькой трубой стальной выступает квадратное изделие миллиметровой толщины, с размерами грани в 10 мм. Из данных значений сформировалась технология, по которой данный прокат подвергается продольной деформации.
Полая балка размерами 18х18 см, где толщина стенок доходит до 1,5 см, может быть согнута исключительно с помощью особенной техники.
Какие бывают вальцовочные станки для прокатки
Собирая металлоконструкции, приходится использовать самые разные заготовки. Для их получения используются самые разнообразные вальцовочные агрегаты.

Наиболее популярные в настоящее время станки для прокатки:
- Вальцовые листогибы . С их помощью деформируют листовой прокат. Трубы в таких станках обработать не получится по причине очень малого зазора между транспортирующими и деформирующими элементами. Вальцевые листогибы используются там, где требуется изготовить тонкостенные фасонные детали – отливы, желоба и т.п.
- Трехвальцевые станки . С помощью такого устройства можно деформировать и трубы, и листы. Кроме этого, станки данного типа дают возможность обработки профильного проката (уголков и пр.). Генератор прижимного усилия определяет уровень мощности и производительности данного оборудования. На станках с обычной струбциной, с которой связан прижимной вальц, производительность находится на отметке ниже среднего: изготовить подобный прокатный станок для профильной трубы своими руками под силу любому слесарю. При использовании вместо струбцины гидравлического привода станок данного типа может сгибать даже тавровые балки.
- Станки с четырьмя вальцами . Это оборудование считается наиболее мощным из всех приспособлений данного типа. При помощи данных трубогибов можно изготовлять не только дуговые, но и кольцевые профили. На четырехвальцевых станках используют исключительно механический привод: в этом отношении они отличаются от трехвальцвого оборудования, которое может быть как частично, так и полностью ручное. Это предусматривает реализацию прокатки профильной трубы своими руками, при помощи физических усилий рабочего. Чтобы повысить мощность станка, приходится усложнять его конструкцию и повышать уровень энергопотребления. Это объясняет, почему на предприятиях, где профильная труба изготовляется в массовом масштабе, используется в основном четырехвальцевый трубогиб: своими руками профилегиб данного типа изготовить вряд ли получится.
Порядок гибки профильной трубы на самодельных станках
За один раз получить требуемый радиус изгиба у вас вряд ли получится — слишком большое усилие требуется для этого. Вручную его создать нереально. Получают требуемый изгиб за несколько проходов:
Сначала выставляют ролики так, чтобы получить небольшой изгиб, прокатывают трубу в одну сторону, затем вынимают из валков, разворачивают и вставляют другой стороной. Разворачивать необходимо, чтобы получить ровно изогнутую трубу. С тем же положении роликов протягивают ее несколько раз, до тех пор, пока кривизна уже не добавляется. Если требуемый радиус изгиба не достигнут, изменяют положение ролика и снова повторяют действия.
Прокатный трубогиб с электроприводом
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если надо повторить один и тот же изгиб? Сделать градуировку — отметить на какую высоту перемещался ролик, сколько раз прокатывали в каждом положении. При повторении отличия если и будут, то незначительные.
Сложность гибки заключается в том, что нет никакой шкалы и трудно без опыта получить задуманный радиус изгиба. Рано или поздно вы его получите, но испортить при этом можно много материала.
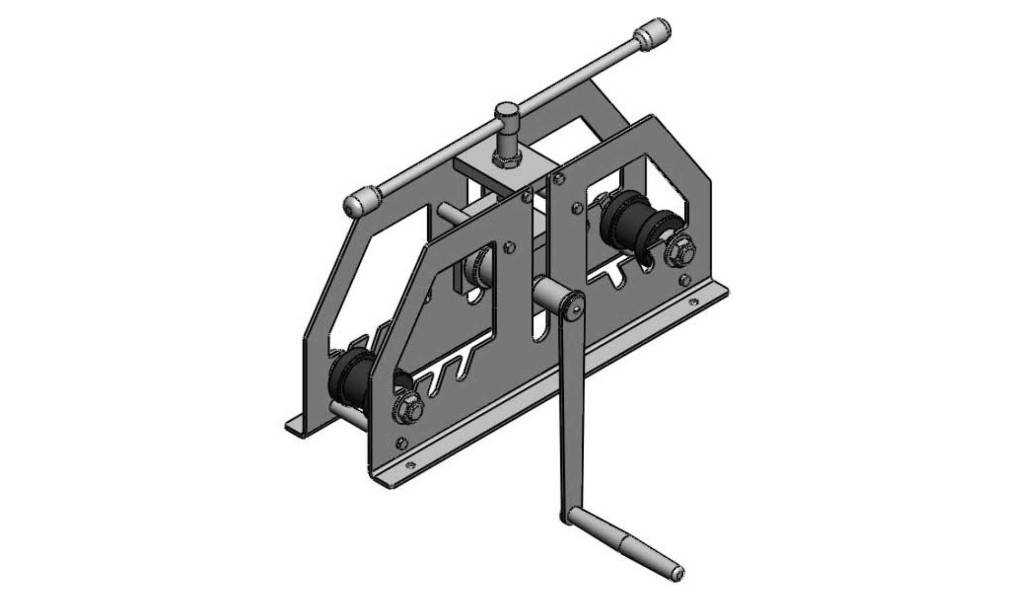
Пошаговое изготовление станка
Подготовив набор комплектующих, приступают к изготовлению.
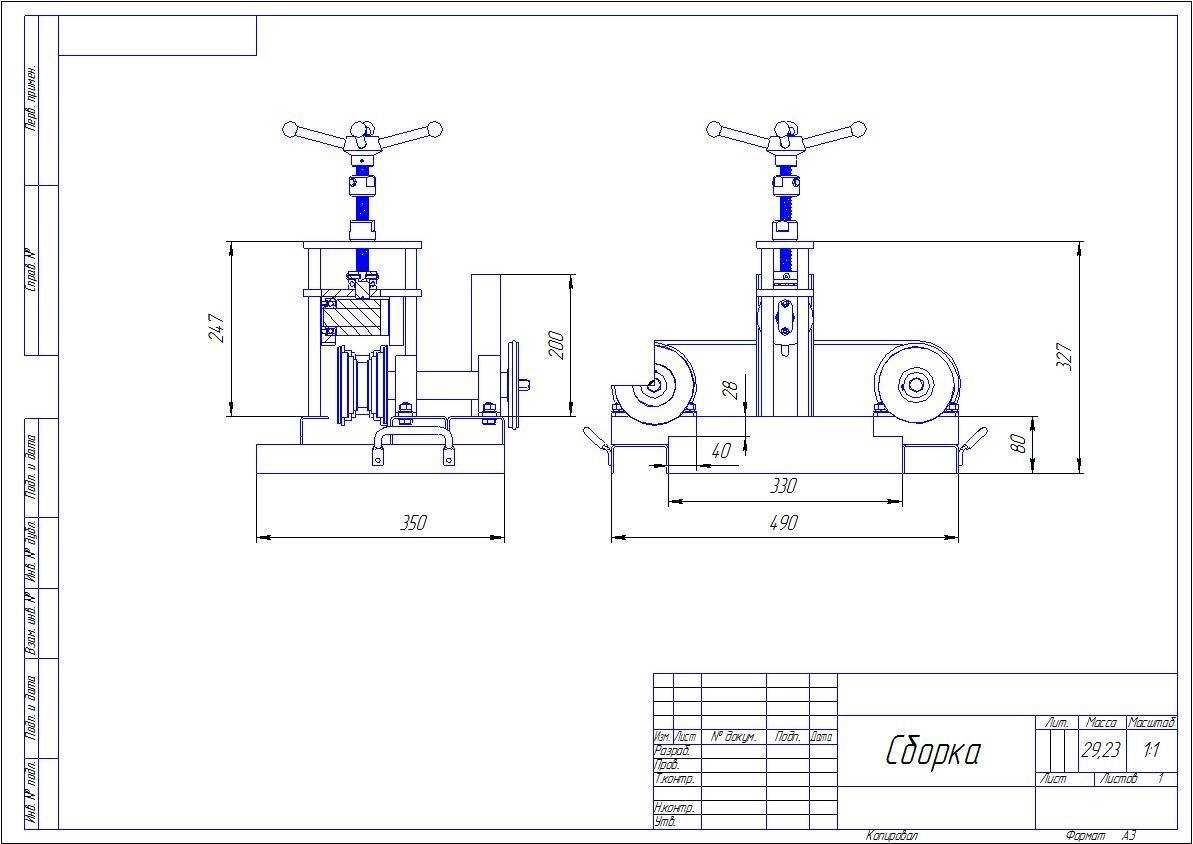
Общий вид станка. Он устанавливается на брус 100·50 мм.

Все детали раскладываются на видном месте. Предварительно проверяется работоспособность подшипников и ходового винта.

Вырезаются заготовки из швеллеров. Из них сваривается вертикальная стойка, устанавливаемая перпендикулярно к опорному швеллеру.

Сверлится отверстие под ходовой винт. К нему приваривают гайку. Потом вкручивают винт. Сверху варят поперечину, она понадобится для перемещения винта по резьбе.

По опорному швеллеру перемещают подшипники. Они предварительно установлены в корпуса. Внутрь вставлены валы. К одному из торцов приваривают цепные звездочки.

К одному опорному валу приваривают велосипедную педаль. Вращая ее в ту или другую сторону, можно заставить перемещаться трубу в нужном направлении.

Изготовив прижимной механизм, производится проверка расположения всех элементов. Стараются установить их согласно чертежу, представленному ранее.

Установив детали по месту, их приваривают. Наступает черед проверить работоспособность устройства.

Ставят трубу и прокатывают ее в обе стороны. Нажима сверху еще нет, проверяется, насколько легко перемещается труба.

Поворачивая винт, прижимают нажимной валик вниз, продавливают трубу. Сместив прижимной валец, прокатывают трубу. После каждого прохода смещают валик вниз. Периодически вынимают деталь и сравнивают ее с шаблоном.

Изготовив станок, можно приступать к изготовлению теплиц и парников, в основе которых используют профильные трубы. Ниже показаны образцы и дана информация, как сделать подобные сооружения.
Видео: самодельный трубогиб для профильной трубы.

Назначение и типы конструкций
Трубы загибают в тех случаях, когда применение заводских фитингов и отводов при проведении работ с инженерными сетями не представляется возможным. С помощью трубогиба можно:
- задать нестандартный угол поворота;
- задать нестандартный радиус изгиба;
- избежать использования сварки, резьбовых соединений.
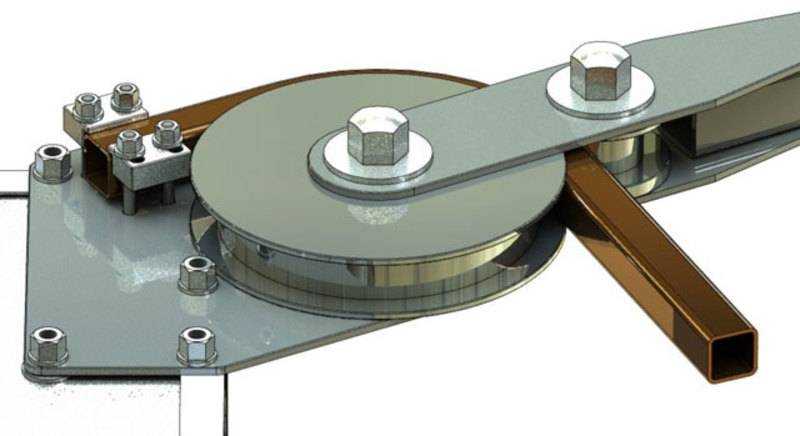
Главным критерием, по которому устройства различаются между собой, является способ воздействия на деформируемую трубу. К таковым относят обкатку, намотку, давление штока, а также прокатку. Станки производят на основе ручного, гидравлического, электрического, электрогидравлического привода. Они могут быть стационарными, мобильными (на колёсной базе), переносными.
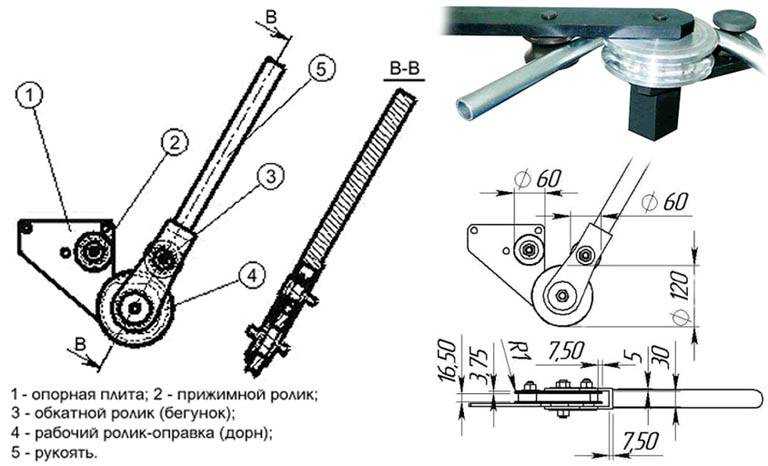
Обкатка производится с использованием неподвижного шаблона, вокруг которого вращают прижимной ролик. Профиль элементов подбирается по форме сечения трубы, фиксируемой между шаблоном и роликом с помощью дополнительного крепежа. Шаблон для намотки вращается вокруг своей оси вместе с деформируемой трубой, фиксируемой фрикционом и прижимными роликами.

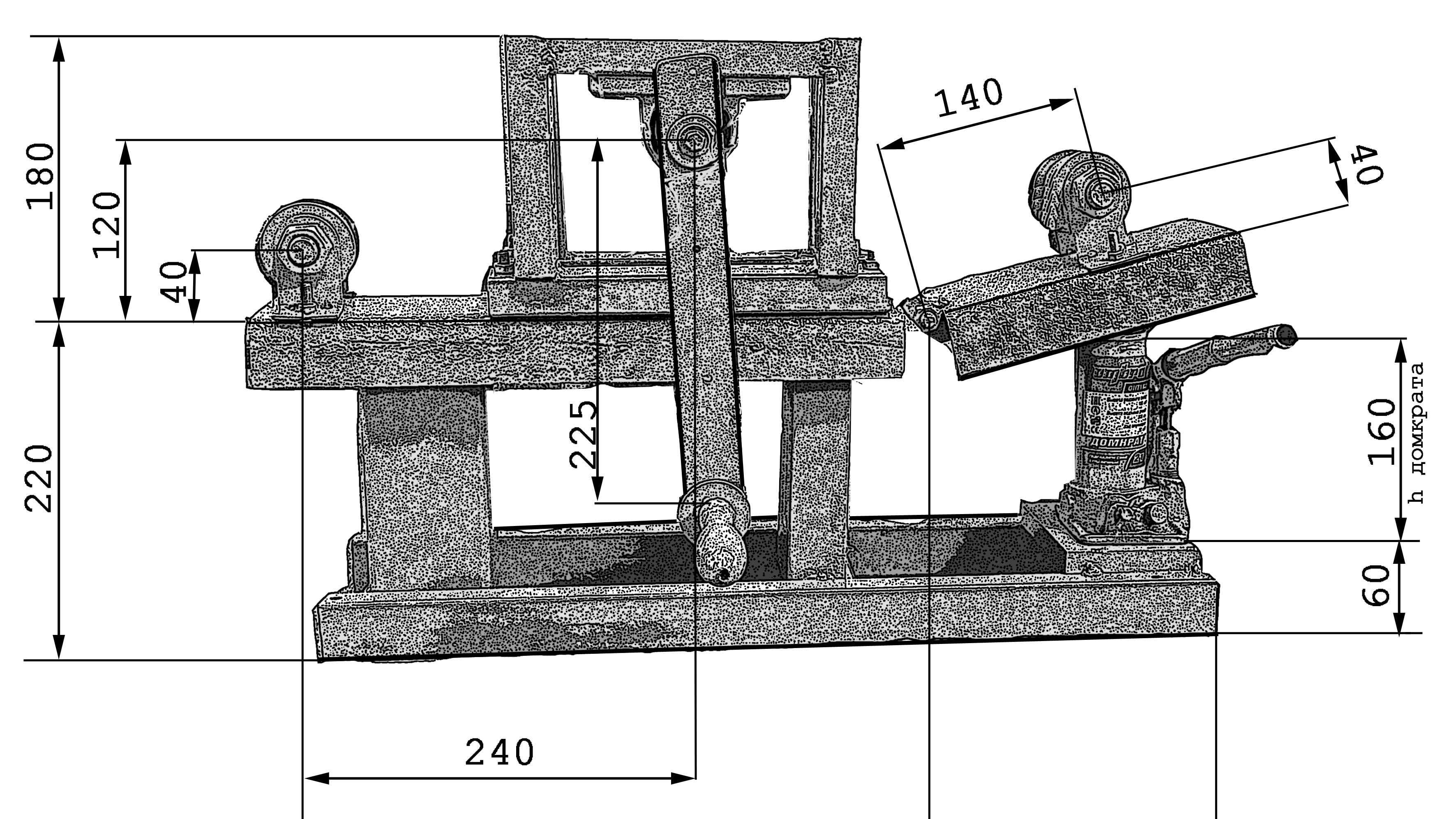
Принцип давления штока применяется в трубогибах арбалетного типа. Трубу опирают на ролики, устанавливаемые на необходимом расстоянии друг от друга. В качестве активного элемента используют домкрат, на нём закрепляют башмак (пуансон), давящий на сгибаемый элемент посередине. Поскольку давление прикладывается на ограниченный участок изделия, возникает риск утончения стенок трубы в месте контакта с башмаком.

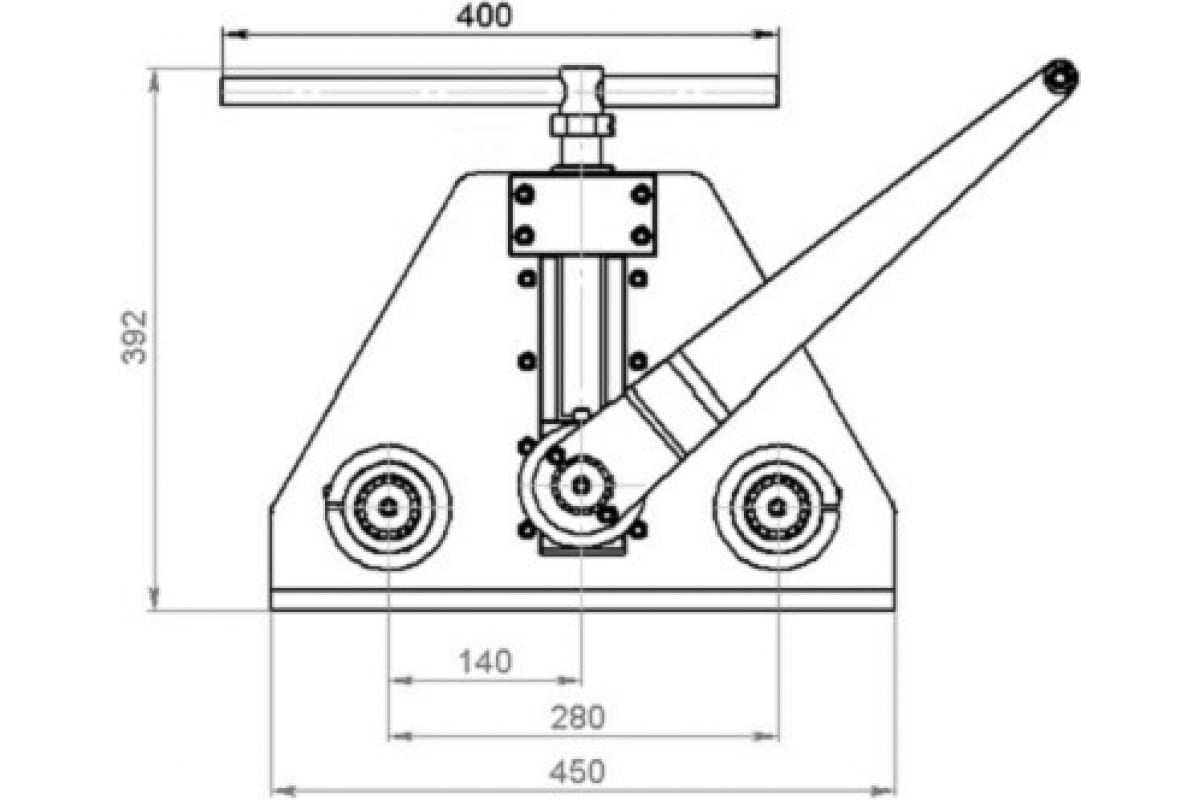
Трубогибочные станки для прокатки (вальцовки) состоят из трёх роликов: двух опорных и одного центрального. Центральный ролик осуществляет давление, задаёт радиус кривизны изделия. Для прокатных станков не требуется специальных шаблонов, их можно использовать для труб из различных профилей, материалов (в том числе из нержавеющей стали) и разной толщины. Минимально возможные радиусы изгиба приведены в таблице.
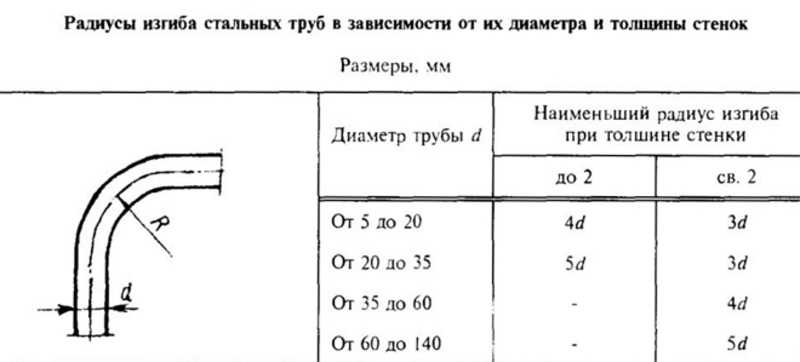
Если требуемый радиус изгиба меньше минимально допустимого, используют дорновый трубогиб. Он позволяет проводить изгиб в зонах пластической деформации при всестороннем неравномерном сжатии. Внутрь трубы вводят стержень с закреплённым дорном – оправкой из стали с шарнирно соединёнными кольцами на конце. Создать такой прибор в домашних условиях довольно сложно, часто конструкцию упрощают в ущерб качеству готовой продукции.
Что такое прокатка
Для возведения строений и конструкций из металлопрофиля нередко требуется труба изогнутой формы. Металлические дуги используются для изготовления навесов, козырьков, беседок, теплиц и других надворных построек и малых архитектурных форм. Из гнутых профтруб малого сечения создают элементы дизайна интерьеров и экстерьеров: ограды, ворота, стойки лестничных перил, полки, подсвечники и многое другое.
При этом придать профтрубе нужную форму без специального оборудования довольно сложно, а сделать несколько дуг одинаковой формы – почти невозможно. Тонкостенные изделия гнутся относительно легко, но при этом невозможно проконтролировать угол и радиус изгиба. К тому же в стенках при таком сгибании создаются очаги напряжения, а на внутренней стороне изгиба появляются складки, из-за чего готовое изделие имеет низкую прочность и малый срок эксплуатации.
Создать арку можно и при помощи сварки и болгарки – надрезать стенки, раздвинуть надрезы и, заполнив зазоры припоем, заварить. При наличии опыта подобных работ, небольшое количество арок изготовить возможно, но для масштабных манипуляций и создания изгибов более сложных форм этот метод не подходит – слишком трудозатратен.

Создать красивые и прочные дуги, волны и даже спирали позволяет прокатка – технологическая процедура, при которой посредством механического воздействия постепенно меняется продольная форма трубы.