

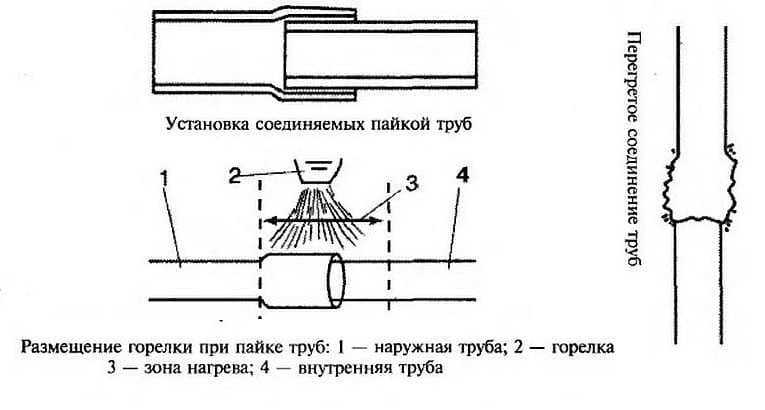
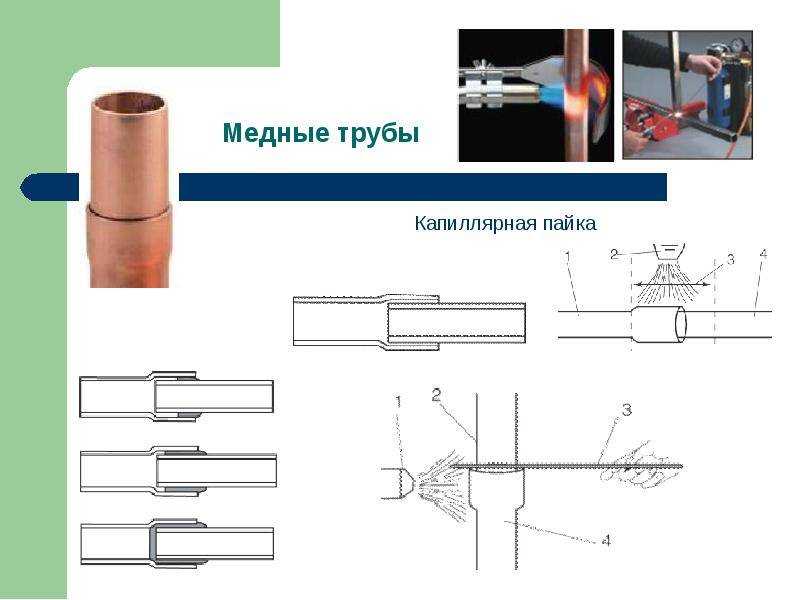
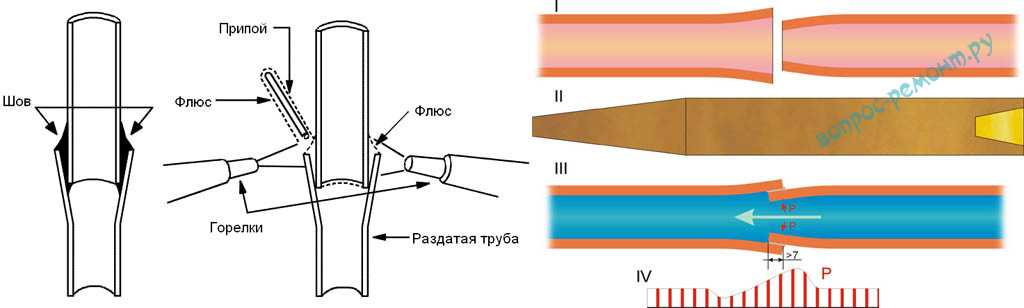
Нагрев изделия и этапы пайки
Для нагрева соединения своими руками, в низкотемпературной пайке применяется газ со следующими смесями: пропан-бутан-воздух, пропан-воздух. Газ со смесью ацетилен-воздух также допускается. В случае невозможности использования открытого пламени для прогрева изделия с небольшим диаметром применяют не газ, а электрический нагреватель. Скорость нагрева с использованием такого устройства не отличается от скорости нагрева с использованием горелки. Таким образом, газовая горелка для нагрева изделия небольшого диаметра не имеет преимуществ.
Для пайки высокотемпературным способом применяется только газ и газопламенный метод нагрева изделия. Используется газ со смесями: ацетилен-воздух, пропан-кислород. Допускается к применению и газ со смесью ацетилен-кислород.
Для нагрева соединения своими руками, в низкотемпературной пайке применяется газ со следующими смесями: пропан-бутан-воздух, пропан-воздух.
Выполняется также газовая сварка медных труб с температурой плавления меди (1070°С-1080°С). В данном случае используется газ ацетилен-кислород.
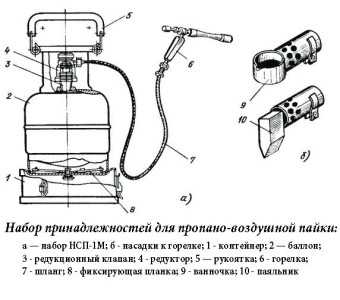
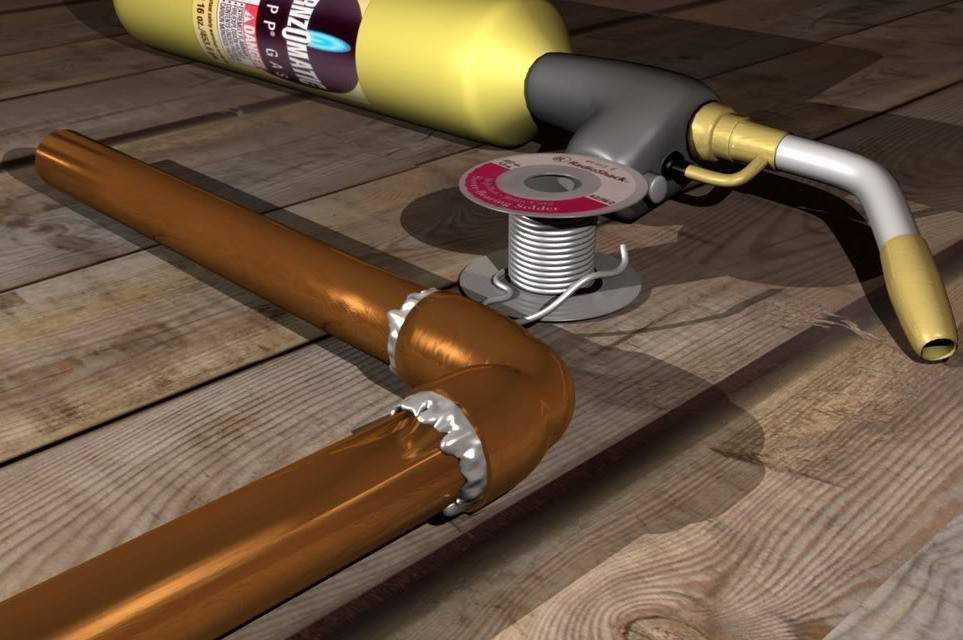
На рынке присутствует всевозможный инструмент для пайки медных труб своими руками. Это может быть портативная горелка с компактным одноразовым баллоном газа, удобным при монтаже изделий небольшого диаметра, или же это универсальная горелка для работы с баллоном газа большой емкости.
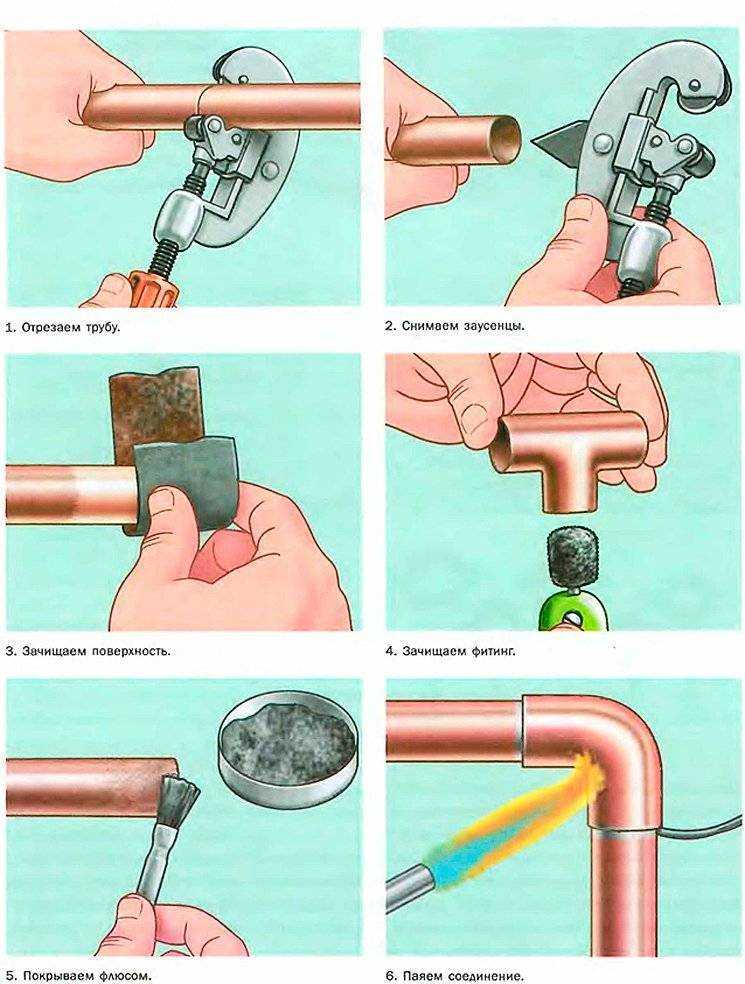
Соединение труб из меди можно разделить на следующие этапы:
- резка изделия и удаление с ее торца заусенец;
- очистка до блеска наружной поверхности изделия и внутренней поверхности раструба (или фитинга);
- проверка расположения деталей и зазора в соединении;
- нанесение на наружную поверхность изделия флюса (при необходимости);
- сборка соединения;
- нагрев соединения;
- заполнение зазора (монтажного) припоем;
- отведение пламени и припоя от соединения;
- естественное охлаждение пайки;
- тщательное удаление остатков флюса и зачистка соединения.
Чем покрасить медные трубы отопления?
Чтобы покрасить изделие из меди, можно использовать несколько видов краски:
- Алкидную эмаль. Устойчива к высоким температурам, физическим воздействиям.
- Акриловую краску. Изготавливается на основе органических растворителей.
- Красящий состав на водно-дисперсионной основе. Быстро высыхает, но удерживается на поверхности короткий промежуток времени.
Наносить краску на металлическое основание просто. Его срок службы напрямую зависит от выбранного красящего состава, средний показатель долговечности — около 5 лет. Для повышения адгезии металл нужно зачистить мелкой наждачной бумагой.
Медные трубы редко применяются для изготовления трубопроводов. Связано это с их высокой ценой. Если средств достаточно, это лучший вариант по долговечности, надежности
Важно грамотно выбрать тип соединения отдельных элементов, чтобы система прослужила как можно дольше
Типы соединений под пайку
Подразделяются на две группы – торцевые (стыковые) и внахлёст, при помощи переходной арматуры или фитингов. Теоретически стыковые соединения между медными трубами могут быть такими же прочными, как и сама медь, при условии, что припой достаточно прочен.
Это связано с тем, что вся нагрузка должна переноситься через область контакта двух небольших поверхностей на концах каждой детали. Однако на практике стыковые соединения для спайки медных труб используются редко, потому что обеспечить одной рукой правильное выравнивание смежных торцов во время пайки в домашних условиях практически невозможно.
Сварка труб ручной дуговой сваркой и электросваркой: как правильно, технология При осуществлении строительных или ремонтных работ нередко требуется сооружение конструкций из труб. Соединить их можно при помощи фитингов, но такой способ подходит не всегда. Сварка труб — самый…
Соединительные муфты, с другой стороны, самоустанавливаются в процессе сборки и пайки медных труб. Присадочный металл или флюс в соединении не должен быть таким прочным, как медь, потому что площадь контакта между трубкой и посадочным местом фитинга всегда достаточно большая. В этом случае напряжение в паяном металле низкое, поэтому присадочный металл может быть менее прочным, чем основной металл.
Поэтому, когда домашний мастер пользуется заблаговременно приобретёнными медными фитингами с глубокими полостями, можно успешно применять мягкие припои с пределом прочности на разрыв около 35 МПа, а для соединения более прочной медной трубки — с пределом прочности на разрыв около 180 МПа, чего вполне достаточно для большинства видов соединений.
Как согнуть профильную трубу в домашних условиях без трубогиба своими руками Металлическая труба квадратного сечения считается универсальным строительным материалом для арочных и полукруглых конструкций. Примером может служить полукруглая арка для теплицы, гнутый козырек из…
Как запаять медную трубу? Трубное соединение должно быть достаточно прочным, чтобы выдерживать такие факторы, как давление, собственный вес и тепловое расширение. Если вы выбираете оптимальную комбинацию присадочного металла, учитывающую глубину полости, то соединение окажется даже более прочным, чем материал исходной трубы.
Прочность торцевого соединения при пайке медной трубы обычной горелкой зависит от:
- Длины зоны перекрытия (обычно глубины полости в фитинге);
- Прочности припоя;
- Прочности готового спая, после того, как температура в зоне спая снизится до комнатной (или до максимальной температуры горячего теплоносителя, если требуется припаять соединительный элемент системы тёплого пола).
Техника низкотемпературной пайки
В отоплении, водоснабжении и некоторых иных отраслях, где рабочая температура теплоносителя не более 130°С, применяется низкотемпературная пайка. Низкотемпературная пайка медных труб выполняется с температурой менее 450°С и применяется для изделий с диаметром от 6 до 108 мм.
В данной технике соединения меди используют припой из легкоплавких, имеющих низкую прочность, металлов (свинец, олово). Поэтому она еще называется «мягкая» пайка. В зависимости от диаметра изделия, ширина шва пайки может быть от 7 до 50 мм.
Холодная пайка труб.
В сантехнике низкотемпературная пайка нашла широкое применение, это вызвано тем, что при этой технике пайки не происходит отжига меди, более высокая безопасность выполнения работ своими руками. В результате этого, в сантехнике медные трубопроводы, соединение которых выполнено с применением низкотемпературной техники пайки, представляют классику водопровода. Газовая промышленность не допускает использование низкотемпературной пайки.
Разница между пайкой медни и латуни
Пайка — удобный инструмент, когда речь идёт о ремонте сантехники в ванной комнате. Пайка не является однотипной операцией, а в разных случаях требуются другие технологии. В частности, пайка латунных труб может быть более сложной, чем пайка меди, так как латунные фитинги требуют более высоких температур.
Основной процесс соединения латунных или медных водопроводных труб по существу тот же, однако большая разница между медью и латунью заключается в том, что латунь требует гораздо больше тепла для правильной работы припоя. На самом деле, придётся нагреть металл в пять или шесть раз больше, чем медь, чтобы она достигла точки, в которой расплавится припой. Это потребует более высокой температуры от факела, больше времени, подачи тепла к металлу, и пристального внимания за поведением пламенем со всех сторон.
Латунные трубы несколько необычны, поэтому перед началом пайки нужно следить, чтобы давление внутри пайки не накапливалось, а свободно удалялось в окружающую среду.
Опыт говорит о том, что пропановые горелки недостаточно горячие, чтобы работать с латунью. Вместо этого при работе с латунью используют особый газ, представляющий собой смесь метилацетилена и пропадиена, которая достигает более высокой температуры, чем пропан. Не нужно скупиться на использование флюса или паяльной пасты, когда нужно монтировать трубы.
Маркировка и стоимость
Трубы для отопления изготавливаются, маркируются согласно ГОСТам. Например, изделия с толщиною стенок 0.8–10 мм изготавливаются по стандартам ГОСТ 617-90. Другое обозначение касается чистоты меди, регулируемая ГОСТ 859-2001. При этом разрешены пометки М1, M1р, М2, M2р, М3, M3.
По маркировке, которая указана на изготавливаемой продукции, можно узнать следующую информацию:
- Форма поперечного среза. Обозначаются буквами КР.
- Длина — этот показатель имеет разные маркировки. БТ — бухта, МД — мерная, КД — кратная мерность.
- Способ изготовления изделия. Если элемент сварной, на нем указывается буква С. На тянутых изделиях ставится буква Д.
- Особые эксплуатационные особенности. Например, повышенные технические характеристики обозначаются буквой П. Высокий показатель пластичности — ПП, повышенная точность среза — ПУ, точность — ПС, прочность — ПТ.
- Точность изготовления. Стандартный показатель обозначается буквой Н, повышенный — П.
Чтобы визуально понимать, как читать маркировку, нужно разобраться с простым примером — ДКРНМ50х3.0х3100. Расшифровка:
- Изготавливается из чистой меди, обозначаемой маркой М1.
- Изделие тянутое.
- Форма — круглая.
- Мягкая.
- Внешний диаметр — 50 мм.
- Толщина стенок — 3 мм.
- Длина изделия — 3100 мм.
Европейские производители применяют особую систему маркировки DIN 1412. На элементы систем водоснабжения, отопления они наносят обозначение EN-1057. Оно включает в себя номер стандарта, по которому изготавливаются трубы, дополнительный элемент входящий в состав — фосфор. Он нужен для повышения устойчивость к появлению ржавчины.
Медные трубы на заводе
Хранение
Хранить флюсы лучше всего в темном помещении без попадания солнечных лучей. Например, можно использовать небольшую коробку. Так же каждая емкость должна быть изолирована друг от друга. Температурные условия хранения в среднем комнатные – около 20-25 градусов. И конечно же, к таким веществам не должно быть доступа у детей.
Флаконы с жидкими флюсами нужно плотно закрывать, чтобы ничего не высохло. Но не «намертво», чтобы колпачок не приклеился к флакону.
Нельзя допускать хранения и в слишком холодном месте. Каждый производитель пишет конкретные условия хранения на этикетках, поэтому они могут отличаться на пару градусов из-за специфики состава.
Срок годности
Также не стоит забывать и о сроках годности флюсов. Флюс может потерять свои свойства по истечению срока годности (станет более сухим, в случае с пастообразным, или менее эффективным в плане удаления окислов, если речь идет об активированном флюсе).
Монтаж
Как я уже упоминал, наибольшей популярностью пользуются два способа монтажа медных трубопроводов — пайка и сборка на обжимных фитингах. Какой способ лучше — трудно сказать однозначно; у каждого из них есть свои преимущества и недостатки.
Технология 1: пайка
Паяные соединения — неразъемные и необслуживаемые. С практической стороны это означает, что:
Фитинговое соединение можно смело укладывать в штробу или стяжку, не опасаясь течей;

Паяный медный водопровод можно прокладывать в штробах.
Если вам нужно будет изменить конфигурацию водопровода (например, подключив к нему новый умывальник или стиральную машину), сделать это путем простой замены фитинга (скажем, муфты на тройник) вы не сможете. Придется снова вооружаться горелкой или феном.






Пайка связана с применением открытого огня или строительного фена с температурой воздуха на выходе в 550 — 600 градусов. Соответственно, монтировать медь в помещении с чистовым ремонтом, выполненным с использованием горючих материалов, небезопасно.
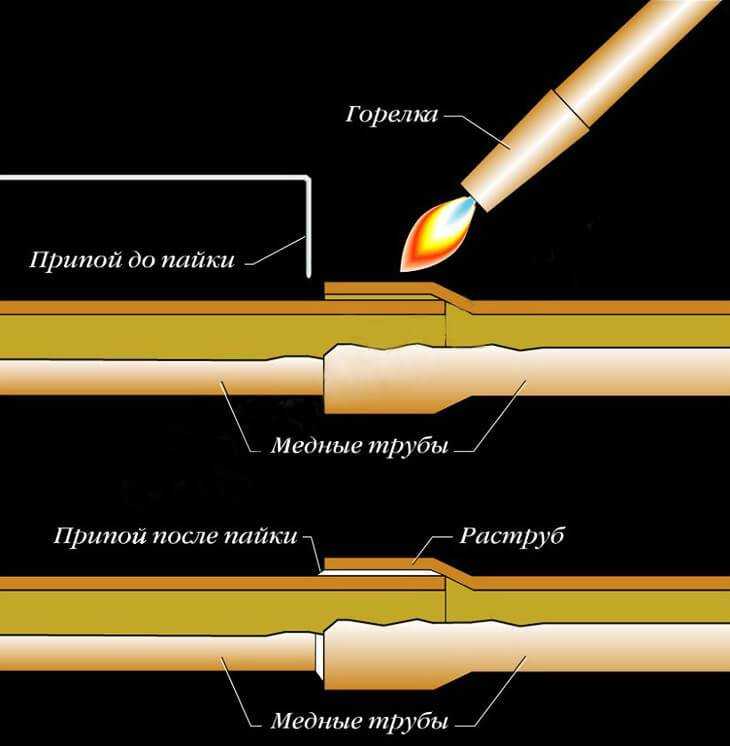
Медные фитинги для пайки снабжаются раструбами, в которые гладкий конец трубы входит с минимальным (около 0,1 — 0,15 мм) зазором. Прямые участки трубопровода могут быть собраны без фитингов. В этом случае для формирования раструбов используется специальный инструмент — труборасширитель для медной трубы. Его цанги расходятся в стороны и растягивают пластичный металл до нужного размера.

Механический расширитель для медных труб.
Собственно пайка выполняется так:

Алгоритм пайки.
- С торца удаляются заусенцы, оставшиеся от резки по размеру. Для этой цели можно использовать острый нож или специальный инструмент — гратосниматель;
- Внутренняя поверхность раструба и наружная поверхность трубы зачищаются мелкой наждачной бумагой или тонкой металлической щеткой;
- На обе поверхности наносится флюс, который обеспечит максимальную адгезию припоя;
- Раструб прогревается до температуры плавления припоя (300 — 500 градусов в зависимости от его типа);
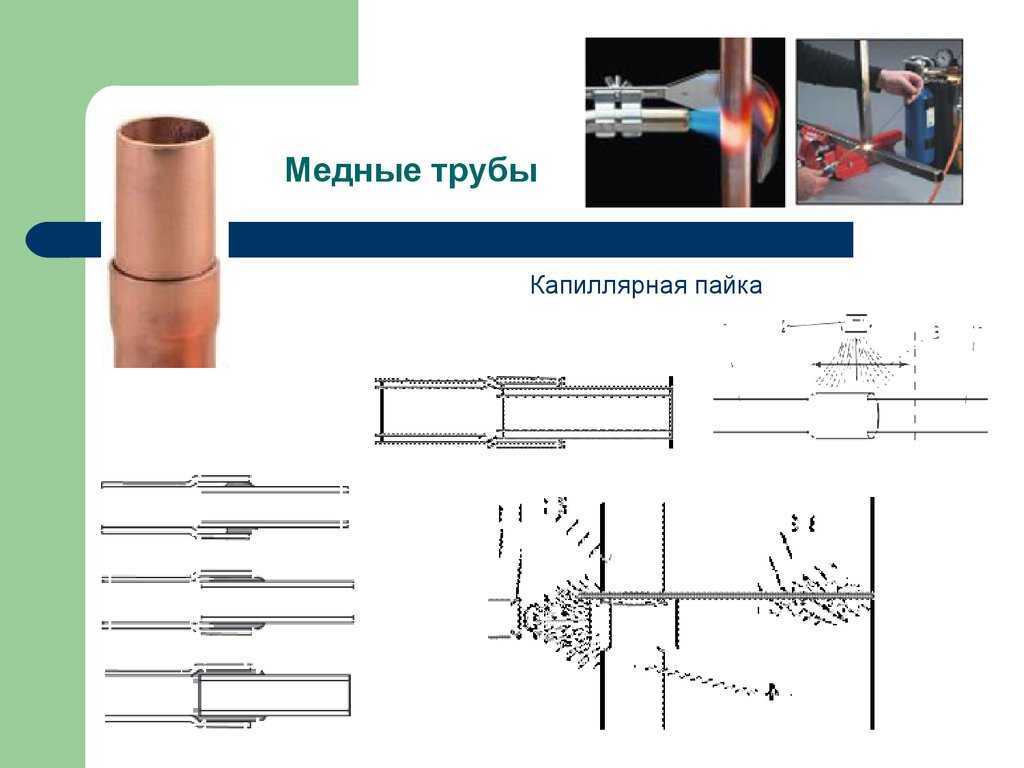
- Затем пруток припоя вводится в зону нагрева и прикасается к раструбу. Плавящийся припой быстро заполняет просвет между раструбом и трубой благодаря капиллярному эффекту.

Пайка газовой горелкой.
Технология 2: фитинги
Фитинг для меди устройством сильно напоминает соединительный элемент для металлопластика. Разница лишь в том, что обжимное кольцо сплошное, без разреза, и в отсутствии у фитинга штуцера. Неотожженные трубы обладают достаточной жесткостью для того, чтобы не сминаться при обжиме, а для отожженных вместо штуцера используется опорная втулка.
Типичный материал фитингов — латунь
Этот металл лишь незначительно уступает меди пластичностью и, что очень важно, не образует с ней гальванической пары

Латунный фитинг для меди.
Фитинг монтируется практически так же, как на металлопластике:
- На очищенную от заусенцев трубу последовательно надеваются накидная гайка и обжимное кольцо;
- Труба вставляется в корпус фитинга;
- Гайка затягивается разводным или рожковым ключом. При этом второй ключ удерживает корпус фитинга от проворота. Герметичность обеспечивается за счет пластичности обжимного кольца и самой трубы.

Обжимное кольцо герметизирует соединение трубы с фитингом.
Фитинговые соединения при необходимости легко разбираются и собираются. Однако при большом количестве циклов нагрева и охлаждения они нередко дают течи, поэтому их нельзя укладывать в стяжку или штробу. При течи обычно достаточно подтянуть гайку на четверть — половину оборота.
Сильного кислого действия
Составы, содержащие или образующие кислоту, активно удаляют оксидный слой, обладают хорошими очищающими свойствами. Однако остатки флюса после пайки могут провоцировать порчу металла впоследствии. Поэтому рабочую зону по окончании процесса нужно хорошо промывать.
Для пайки меди и ее сплавов применяют растворы хлорида цинка в воде, хлоридов цинка и аммония в воде, хлоридов цинка в растворе соляной кислоты. Эффективно применение смеси хлоридов цинка, аммония, натрия.
Если в припоях содержится много свинца и цинка, то в качестве флюсов рекомендуют использовать раствор смеси хлоридов: калия, цинка, меди, натрия в растворе соляной кислоты.
Припои со свинцом не пригодны для пайки труб, поставляющих питьевую воду. Свинец обладает большой токсичностью, контакт с водой для питья не допускается санитарными нормами.
Особенности и советы
Не важно, какая труба будет расширяться. Понятно, что при разных диаметрах под расширение идет труба, которая имеет больший диаметр
Это делает процесс менее трудоемким, а сам металл подвергается меньшему деформированию, что позитивно сказывается на его характеристиках
Это важно для всех металлов, в том числе для меди, пластичной и податливой
Это делает процесс менее трудоемким, а сам металл подвергается меньшему деформированию, что позитивно сказывается на его характеристиках
Это важно для всех металлов, в том числе для меди, пластичной и податливой
Лучше выбирать конусные насадки, которые при вращении постепенно проникают в отводок, расширяя его.
Нужна ли калибровка? Все зависит от того, насколько аккуратно пользовались расширителем. При некачественных действиях калибровка потребуется.
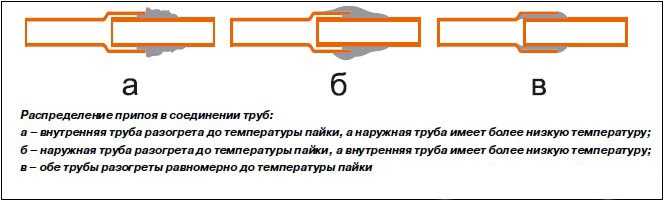
Специалисты советуют нанести припой не менее двух раз, исключая неверное убеждение, что и так будет хорошо держаться. При пайке нужно следить за температурой. При сильном нагреве или наоборот охлаждении, первыми будут реагировать стенки трубы, делая уже расширенный диаметр большим или меньшим. Соответственно нарушается весь процесс с применением расширителя.
Технология пайки медных изделий
Виды портативных горелок
Газовыми горелками называют устройства, различные по конструкции и назначению, но их объединяет общая черта – функционирование производится от газа.
Портативные устройства, предназначенные для работы от маленькой тубы, наполненной пропан-бутаном или другим газом, не нужно путать с духовками или мощными агрегатами для сварки, которые работают от природного газа или большого баллона.
Предлагаем краткий обзор основных элементов конструкции недорогой горелки для газового баллончика, которая служит прекрасным образцом домашнего устройства. Оно может пригодится для ремонта на даче или для барбекю.
С помощью компактного прибора можно быстро разжечь мангал, нагреть болты или гайки на морозе, расплавить пластиковые детали, обработать термоусадки. Температуры пламени (до +1300°С) хватает для пайки металлических труб.
Это пример горелки популярного среди пользователей типа, но ассортимент приборов намного шире. Рассмотрим наиболее востребованные виды.
Различие по сфере использования
Открытое пламя может потребоваться и в быту, и на отдыхе, и во время выполнения монтажных работ. Одна из сфер применения – туристическая. В походных условиях с помощью простого прибора разжигают костер, разогревают консервы.
Устройства для разогрева пищи имеют особую конструкцию – вместо дула-сопла – длинный тонкий шланг подачи газа к выносной горелке с подставкой
Горелки с направленным факелом «пистолетного» типа часто применяют в монтажных работах при пайке медных труб, для сгибания пластиковых элементов.
Пламя, разогретое до нужной температуры, направляется на зону сопряжения медных деталей, результатом чего является прочное неразъемное соединение трубы с трубой или с фитингом
Высокотемпературными мощными лампами можно обрабатывать и стальные детали, но для этого требуется твердый припой и немного измененная техника пайки.
Также газовые портативные горелки применяются для следующих работ:
- обработка деревянных деталей;
- розжиг мангала, костра на даче без использования химических средств;
- прокаливание и резка металлических заготовок;
- опаливание туш животных при разделке;
- оттаивание замерзших трубопроводов.
Полезный прибор всегда под рукой у мастеров-умельцев, которые самостоятельно любят благоустраивать дом и облагораживать приусадебный участок. Горелка может пригодиться в автомастерской, при строительстве теплицы или других сооружений.


Деление по способу присоединения баллончика
Картридж с горючим является расходным материалом. Как только топливо заканчивается, он отсоединяется от горелки, а на его место устанавливается новый баллончик.
Существует несколько видов присоединения картриджа к устройству:
- резьбовые – фиксируются с помощью резьбы, проще говоря – накручиваются;
- цанговые – надеваются и слегка поворачиваются в одну из сторон;
- клапанные – закрепляются фиксатором;
- прокалываемые – соединяются с помощью легкого нажатия.
Резьбовые модели встречаются чаще остальных. Они образуют прочное соединение двух элементов, которые можно в любой момент разъединить. Прокалываемые, напротив, нельзя отключать, пока газ в баллончике не закончится.
Приборы с цанговой фиксацией быстро устанавливаются. Чтобы их закрепить на баллоне, нужно просто надеть и повернуть на 25-30 градусов в сторону
Слабая сторона цанговых устройств – быстрое разбалтывание фиксатора, вследствие чего происходит потеря газа.
Более надежными считаются клапанные горелки, которые обычно предназначены для разогрева пищи.
Различие газовых горелок по типу топлива
Производители используют различное горючее для наполнения расходных картриджей. Выбор сжиженного газа основывается на назначении горелок, требуемой температуры пламени, мощности. Чтобы улучшить характеристики состава, иногда смешивают несколько различных видов топлива.
Чаще остальных применяются следующие комбинации веществ:
- смесь пропана и бутана (70:30) – в основном, для летнего применения, но с устройством нагрева используется и зимой;
- комбинация пропана, бутана и изобутана в различных пропорциях;
- смесь MAPP – метилацетилен-пропадиен-пропан, чаще используется для сварки при температуре 1600-2500°С.
Но бывают баллончики, заполненные каким-то одним газом, например, бутаном.
Образец недорогих газовых баллончиков – «Следопыт». Цена – 90 рублей. Наполнение – универсальное газовое топливо, подходящее для портативных горелок, резаков, плит, обогревателей
Выбор топлива важен, когда предстоят работы в жестких условиях – на морозе или на большой высоте. А летом для розжига мангала или костра подойдет любой универсальный газ.
Виды газовых горелок
Газовые горелки
- крепление баллона со сжиженным газом;
- впускные форсунки;
- приборная головка;
- регулятор подачи топлива;
- редуктор.
Все горелки на газе по виду горючей смеси подразделяются на:
- пропановые горелки;
- на МАРР газу.
В быту различают два вида горелок:
- бытовые с температурой струи до 1500 градусов Цельсия;
- промышленные с температурой до 2000 градусов.
Отдельного упоминания стоят горелки на основе смеси ацетилена и кислорода. Такая аппаратура позволяет сваривать габаритные изделия и обеспечивает высококачественные швы.
Наиболее распространенным видом горелок является пропановая. Подобные аппараты оснащены пьезоэлектрической системой поджига и режимом экономии газовой смеси. Оптимальным вариантом для пайки медных деталей будет применение МАРР горелки.
Горелка для пайки меди.
Струя огня из такой горелки совершенно не пережигает медь и обеспечивает равномерный прогрев детали.
Горелки с одноразовым газовым баллоном – это лучший выбор для соединения медных изделий.
Такие аппараты обладают такими преимуществами:
- Простота использования. Нет необходимости в подключении электрического питания.
- Многофункциональность.
- Высокая мобильность. Благодаря небольшому баллону с топливом аппарат можно переносить с места на место без больших физических усилий.
- Безопасность. Наличие обратных клапанов гарантирует безопасное отключение газа при возникновении аварийной ситуации.
- Хороший пропай. Мощное и равномерное пламя хорошо прогревает припой и заставляет его застывать максимально равномерно
Детали, для которых требуется повышенная прочность должны свариваться при помощи стационарных горелок. Такие аппараты, как правило, используют смесь пропана и кислорода для обеспечения значительно более качественного шва.
Каким припоем паять
Эти сплавы изготавливаются на основе олова, свинца, меди, никеля, или серебра. Для работы с монтажными платами и бытовой проводкой применяется оловянно-свинцовый припой (ПОС). Несмотря на большое разнообразие, их можно разделить на два вида:
- мягкие (температура плавления до 300°C);
- твердые (температура плавления свыше 300°C).
Форма выпуска любая: кусковая, проволока, порошок, паста. Универсальный вариант — проволока до 2 мм в диаметре. Ее удобно набирать на жало паяльника или вводить непосредственно в зону пайки.
Интересное предложение от производителей — паяльная паста, или порошок. Это мелкодисперсный припой, в который для вязкости добавляют жидкий флюс. Получается консистентный состав с высокой адгезией, которым можно паять без предварительного флюсования. Просто наносим пасту на контакты, и производим нагрев.
Можно работать без традиционного паяльника, с помощью паяльного фена. Благодаря тонкому помолу, припой плавится быстро, и моментально растекается по рабочей зоне (с помощью флюса).
Для начинающего мастера это неплохой вариант. Работать просто, но вы не сможете научиться качественно паять в тяжелых условиях: когда под рукой нет хорошего флюса и припоя.
Расходные материалы и инструменты
Прежде чем начинать работу нужно подготовить расходные материалы и оборудование для пайки медных труб:
- Флюс, припой. Припой — сплав, который изготавливается на основе олова. Его температура плавления ниже меди. Высокотемпературные сплавы требуют применения мощных горелок. Они подходят для труб с большой толщиной стенок. Низкотемпературные припои плавятся с помощью обычных паяльных ламп, газовых горелок. После плавки сплава на основе олова, он растекается по месту будущего шва, застывает, обеспечивает герметичность. Флюс можно использовать любой.
- Паяльник, горелка. Основной инструмент для соединения элементов трубопровода. Чтобы скреплять детали мягким припоем подойдёт ручная горелка, к которой подключается газовый баллончик на 200 мл. Профессиональные агрегаты, к которым подключаются большие баллоны, применяются для твердых припоев.
Дополнительно понадобятся ножницы для разрезания деталей, металлическая щетка, чтобы зачищать место соединения, защитные перчатки, очки.
Монтаж медных труб с трубами из других материалов
Есть несколько важных моментов, связанных с возможностями монтажа медных труб с трубами из других материалов:
- Соединения меди и латуни, меди и пластика и меди и стали неопасны и не вызывают коррозии материалов.
- Установка оцинкованной стали и меди может отрицательно сказаться на состоянии трубы из оцинкованной стали: химические процессы между медью и цинком приводят к разрушению цинка.
Поэтому если есть необходимость соединения оцинкованной и медной труб, то оно возможно только через латунный фитинг и только в одном направлении: по течению воды от оцинкованной трубы в медную.
 Коррозия оцинкованной трубы при неправильной пайке с медной
Коррозия оцинкованной трубы при неправильной пайке с медной
Для бытового водопровода в России это возможный выход: почти всегда центральный водопровод использует сталь или оцинкованную сталь, поэтому медную сантехнику в квартире можно приобретать без сомнений.
Медные трубы соединяются со стальными или пластиковыми только при помощи отжимных фитингов из латуни. Основной крепеж системы осуществляется через зажимную гайку и зажимное кольцо фитинга: они закручиваются на стандартное число оборотов, прописанное в технической документации фитинга, и обязательно регулярно проверяются в период эксплуатации на наличие ослаблений и возможных протечек.
Некоторые виды припоев
 Кадмиевые припои при пайке меди и стали требуют к себе определенных навыков работы с ними. Потому что технологичность этих материалов ниже, чем у предыдущих.
Кадмиевые припои при пайке меди и стали требуют к себе определенных навыков работы с ними. Потому что технологичность этих материалов ниже, чем у предыдущих.
Необходимо отметить, что такое соединение является термостойким (до +350 ℃), но не хладостойким. К тому же стык из кадмиевого сплава будет не очень прочным.
Цинковые припойные материалы редко используются для пайки меди, потому что сам металл быстро растворяется в материале припоя. Это ослабевает стык, отсюда и низкая прочность на разрыв – до 15 МПа.
Цинковые припои, легированные серебром или той же медью, также обладают низкой текучестью. Легированные кадмием или оловом эти материалы хоть и обладают неплохой текучестью, но прочность самого соединения сильно падает.
Медно-фосфористые марки с добавлением серебра – неплохой вариант для пайки. Соединение выдерживает высокие нагрузки, до 300 МПа, и температуру до +800 ℃. Но металл припоя, соединенный с медью, не пластичен. А значит, это небольшая прочность на изгиб.
Серебряные припойные материалы хорошо себя зарекомендовали при высокотемпературных режимах пайки меди. Правда, свои качества они проявляют, если пайка поводится ацетиленом или в специальных печах, где применяются коррозийно-активные флюсы.
Припои с высоким содержанием серебра используются в процессе соединения медных заготовок в вакууме или при нагреве аргоном. Если процесс проводится под давлением, то для соединения используют или фольгу (серебряную), или покрытие серебром.
Припойные материалы, в которых повышенное содержание меди и пониженное серебра, используют редко и в исключительных случаях. Потому что это тугоплавкий сплав, для которого требуется высокая температура нагрева.
Что касается чисто свинцовых припоев, то соединения, им проведенные, недостаточно прочны, но у них высокая пластичность. К примеру, изгибать такие стыки после пайки можно до угла 130°, а на растяжении они могут выдержать до 140 МПа.
Самые популярные модели и изготовители
На строительном рынке сегодня представлено большое количество устройств от различных производителей. Пользуются популярностью газовые горелки отечественного производства: Профи-Тулс; Аллгаз; Донмет. Хорошей репутацией пользуются и заграничные изготовители: Rothenberger; Kemper; Virax; Rems; Uniweld.
Большинство фирм предлагают горелки разных классов – от ручных мобильных устройств для профессиональных мощных аппаратов. Полупрофессиональная пропановая горелка стоит от 1,5 до 10 тысяч рублей. Профессиональные агрегаты обойдутся дороже – минимальная стоимость от 20 тысяч рублей.






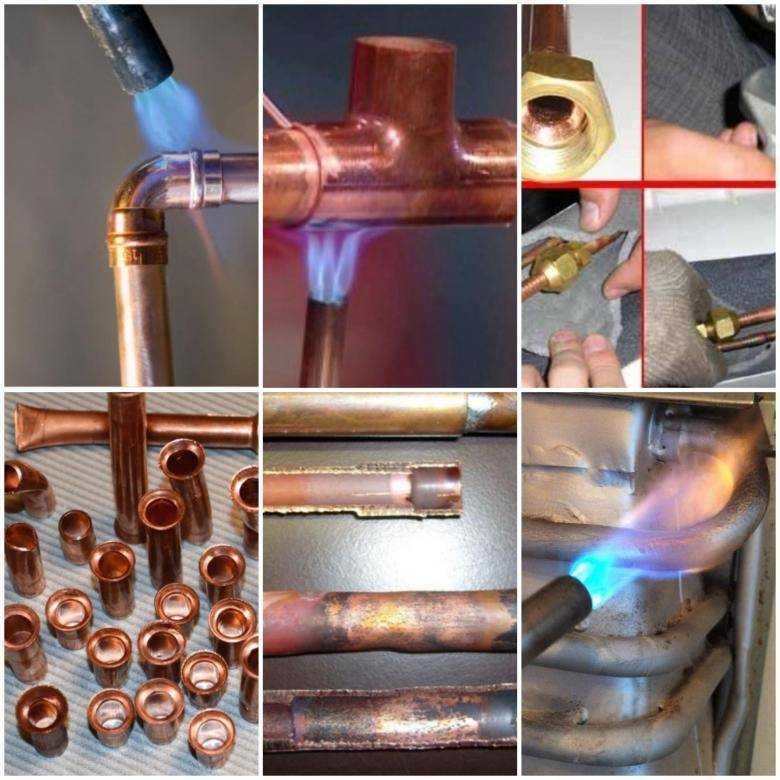
Процесс пайки
Он заключается в выполнении последовательных операций:
- труба нарезается на отрезки необходимых размеров, которые для удобства маркируются – подача или обратка;
- с края снимается фаска;
- зачищаются края на 2 см: внешние на трубе, а также внутренние в раструбе;
- полосой по зачищенным поверхностям (внешней и внутренней) наносится флюс;
- соединение собирается: труба вставляется в раструб;
- излишки флюса снимаются бумажной салфеткой, но не полностью – оставляется кромка 1–2 мм;
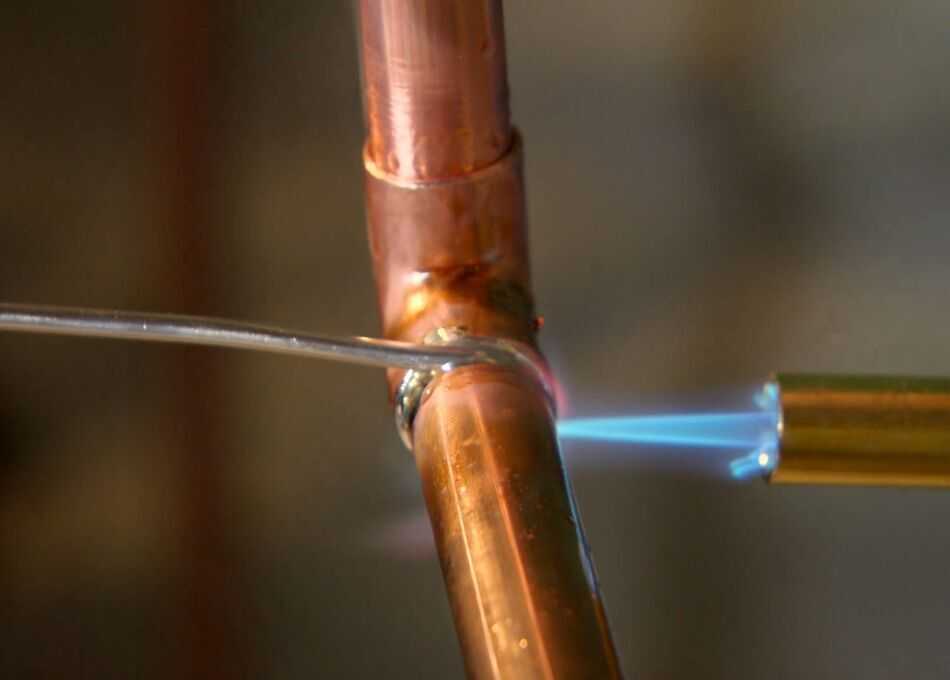
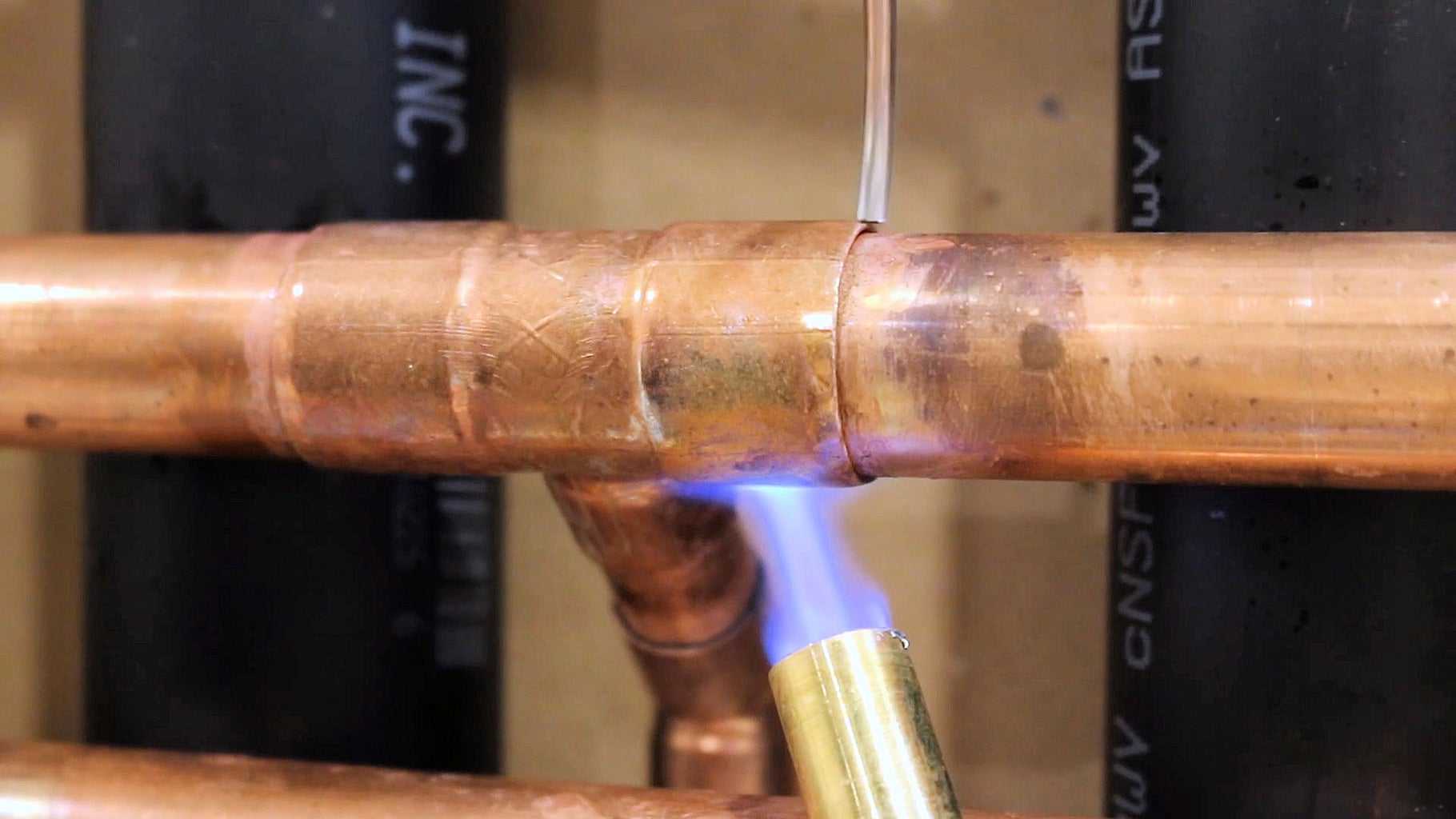
- зажигается горелка, пламя подносится к месту соединения;
- поверхность нагревается 10–15 секунд до определенной температуры – флюс должен приобрести оловянный цвет;
- припой кладется сверху соединения, при нагревании он будет втянут в стык, растечется по шву, заполняя его.
Если стык соединения не был очищен от щетины или пыли,ив результате протекает паянный шов медной трубы водопровода, то восстановить герметичность можно одним из двух методов:
С использованием паяльника
- поверхность зачищается, обрабатывается ортофосфорной кислотой, нагревается паяльником, наносится олово;
- с применением горелки: на зачищенную поверхность наносится флюс, нагревается, кладется припой, расплавляется.
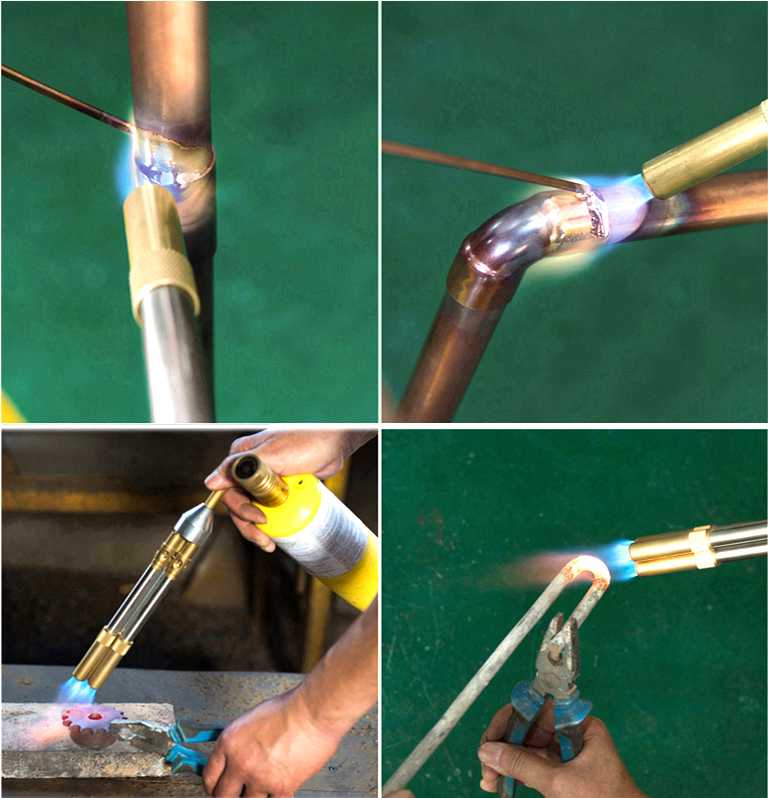
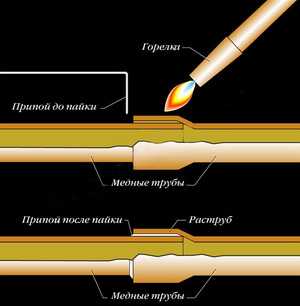
Как правильно паять медь газовой горелкой
Запаять медную трубку можно следующим образом:
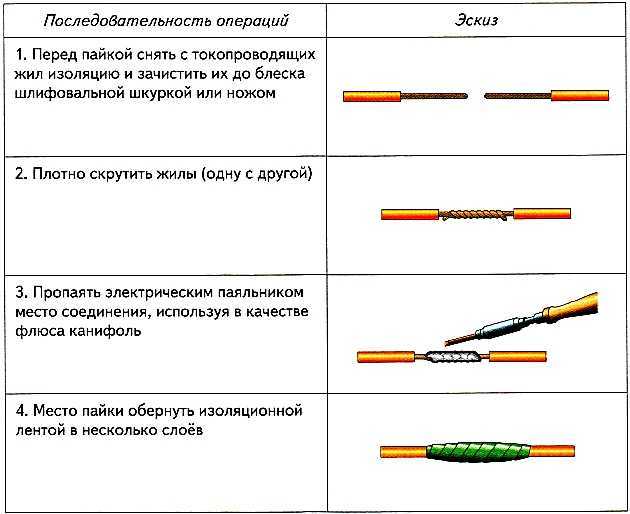
- Зачистить место пайки мелким надфилем, шкуркой или металлической щеткой.
- Размельчить канифоль и посыпать место пайки.
- Нагреть трубку над газовым пламенем до тех пор, пока канифоль расплавится.
- Положить припой ПОС-30 или 40 и расплавить его паяльником, распределяя по поверхности.
В быту с обработкой меди сталкиваются не только тогда, когда надо паять медные трубы отопления или водопровода, но и в авторемонте, если на автомобильном радиаторе появилась трещина или течь. В этом случае делается пайка медного радиатора своими руками. Вместо газовой горелки автолюбители используют мощный электропаяльник для медных труб на 250 Вт. Для зачистки меди применяют шлиф шкурку или металлическую щетку, а для пайки олово,в качестве паяльной кислоты применяют канифоль или ортофосфорную.
Пайка паяльником в домашних условиях
Паять медь паяльником проще, чем с использованием горелки. Процедура выглядит следующим образом:
- Поверхность радиатора зачищается мелкозернистой шкуркой или щеткой.
- На края поврежденного участка равномерно наносится несколько капель кислоты.
- Трещина нагревается электропаяльником, подносится припой. Расплавившись, олово заливает пробоину.
Самостоятельная пайка медных труб отопления или водоснабжения, устранение трещин на радиаторах – несложный по технологии процесс, осуществимый в домашних условиях при наличии небольшого набора инструментов.
ПОСМОТРЕТЬ ВИДЕО
Паять медь домашних условиях — это под силу каждому мужчине.
Крепёж для медных труб
Трубные хомуты крепко упирают трубы в стену, опорную балку или другую конструкцию. Эти зажимы обычно представляют собой один кронштейн с двумя отверстиями для крепления на твёрдую поверхность или гибкую металлическую полосу с отверстиями, пробитыми каждые несколько сантиметров. Для любого типа зажима необходимо крепление к стене или балке.
Есть несколько типов крепёжных элементов на выбор:
- зажимы для трубы из меди;
- гвозди;
- винты и болты;
- пластиковые зажимы и крепёжные детали;
- альтернативные крепёжные детали.
Такие трубы обычно требуют зажимов, так как использование того же типа металла уменьшит условие возникновения коррозии от низких электрических токов, создаваемых при соединении разных металлов. Медь обеспечивает гибкий зажим, который позволяет трубам расширяться и сжиматься в разных погодных условиях. Зажимы для труб доступны в формованных C — образных конструкциях или в гибких полосках из меди с фиксаторами, пробитыми вдоль полосы. Любой тип допустим для медной сантехники.
 Гвозди вставляют с обеих сторон зажима трубы и закрепляют на месте, чтобы укрепить фиксатор на стене или на другой поверхности. Лучше всего они подходят для дерева, но могут использоваться с гипсокартоном и открытым сайдингом.
Гвозди вставляют с обеих сторон зажима трубы и закрепляют на месте, чтобы укрепить фиксатор на стене или на другой поверхности. Лучше всего они подходят для дерева, но могут использоваться с гипсокартоном и открытым сайдингом.
Важно использовать цинковые гвозди, чтобы избежать коррозии головки гвоздя с течением времени
Установка крепежа требует осторожности. Трубы из меди легко сгибаются, и пропущенный удар с помощью молотка может её повредить
Перед проведением пайки лучше начать с видеоурока, где продемонстрирована правильная технология
Трубы из меди легко сгибаются, и пропущенный удар с помощью молотка может её повредить. Перед проведением пайки лучше начать с видеоурока, где продемонстрирована правильная технология.
Винты и болты являются ещё одним вариантом крепления хомутов. Винты требуют использования свёрла, но намного крепче, чем гвозди. Винты хорошо работают в древесине, но также могут быть установлены в бетонные или другие твёрдые поверхности. Некоторые хомуты для труб обвязывают с использованием болтов. Как правило, болты поставляются с зажимами. Лучше использовать оцинкованные винты и болты, чтобы уменьшить вероятность того, что они со временем будут коррозировать .
Можно использовать пластиковые зажимы и крепёжные детали с медными трубами. Пластик не будет коррозировать на медной поверхности и удерживается так же плотно, как и медные зажимы. Также применяются пластиковые застёжки-молнии для соединения трубы с другой поверхностью. Это особенно полезно, когда нецелесообразно использовать медный трубный зажим с гвоздями или винтами, например, при соединении нескольких труб. Пластиковые застёжки-молнии поставляются в самых разных размерах для любого применения.