

В чем сложность сгибания профильных труб
Вне зависимости от формы профиля трубы, суть процесса гибки состоит в придании изделию частичного, либо полного изгиба. Достичь этого можно только прикладыванием определенного внешнего воздействия – исключительно давления или совокупности нагрева и давления.

С точки зрения физики, в процессе изгиба на профильную трубу воздействуют одновременно две разнонаправленные силы:
- Сила растяжения. Проявляется с внешней стороны изгиба.
- Сила сжатия. Направлена на внутреннюю часть изгибаемого участка.
Противоположная направленность этих сил как раз и отвечает за некоторые сложности, часто возникающие в процессе сгибания труб:
- Различные участки трубы в зоне изгиба могут неодинаково изменять форму, что неизбежно будет приводить к нарушению их соосности.
- Стенка трубы с внешней стороны изгиба при сильном растяжении может утратить прочность или даже лопнуть.
- На внутренней стороне изгиба, напротив, в процессе сжатия часто образуются складки.

Чтобы избежать этих неприятностей, и не получить вместо ровно изогнутой трубы смятую металлическую поверхность, стоит непременно учитывать тип материала и многочисленные геометрические параметры изделия: толщину стенок, диаметр сечения, радиус изгиба. Знание этих характеристик позволит подобрать оптимальный способ сгиба.
Как согнуть квадратную трубу
Чтобы согнуть квадратную арматуру необходим гибочный станок. Его можно изготовить самостоятельно. Он не сложной конфигурации и комплектуется из:
- профильного неподвижного ролика;
- обматывающего ролика;
- длинного рычага.
Такой трубогиб считается самым просты, при этом очень практичным. Чтобы согнуть профиль, необходимо:
- арматуру вставить между роликами в месте изгиба;
- обеспечив заготовке надежный упор, нажимаем на рычаг;
- обволакивающий ролик начинает поджимать и изгибать заготовку.
Таким способом арматура сгибается под любым необходимым углом.Видео: гнем металопрофиль квадратного сечения
Как согнуть профильную трубу для теплицы

Фото — Теплица из профильных труб
Для постройки теплицы нужны профиля изогнутые аркой. Этого добиться можно только с применением трубогиба. Его легко сделать своими руками. Состоит он из рабочей поверхности и нескольких роликов.
Чтобы согнуть профильную трубу в домашних условиях, нужно работать специальным устройством – трубогибом или профилегибом. Их особенностью является возможность установить коммуникацию в приспособление и зафиксировать её в определенном положении. За счет давления, которое оказывается в равной мере как на внешние углы, так и на внутренние, образуется ровный сгиб без резких перепадов и трещин. Рассмотрим пример как согнуть аркой профильную трубу для теплицы шириной 3 метра:
- Рекомендуемое сечение основного профиля 20 на 40 мм, а для вспомогательного 25 на 25 мм.
- Чтобы получит форму в виде арки его необходимо прогнать через трубогиб 4 раза.
- Спустя каждый прогон следует подкручивать прижимную резьбу, для увеличения радиуса изгиба.
Такие работы проводятся с каждой заготовкой, предназначенной для конструкции. В результате получаются совершенные, одинаково изогнутые профиля в виде арок.
Первые представляют собой довольно простое устройство, которое состоит из рабочей поверхности (стола) и ряда роликов. За счет движения роликов труба перемещается по рабочему столу и изменяет свой угол, при этом не искажая нужный полукруг.
Профессиональные приспособления более удобны в использовании, но их стоимость зачастую превышает 20 000 рублей. Они применяются для сложных работ, наиболее часто требуются для производства сложных декоративных металлических элементов. К достоинствам модели можно отнести идеальный радиус, который будет точным буквально до десятой доли. Конечно, при с использованием станка удобнее работать, но в домашних условиях он практически не нужен, т. к. предназначен для обработки большого количества труб за смену.
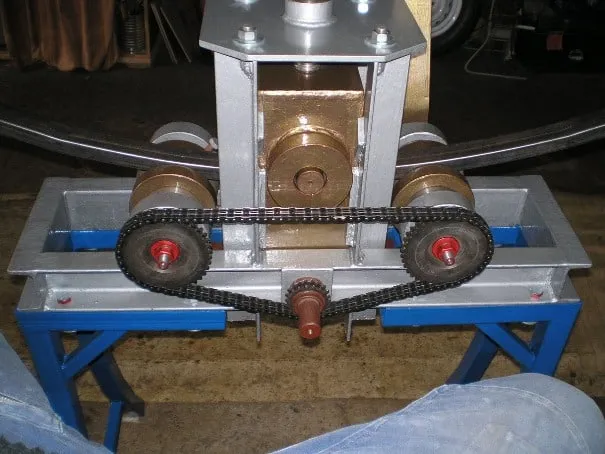
Фото — ручной трубогиб Разбираемся как загнуть трубы для теплицы своими руками в домашних условиях
Приспособления для гибки труб
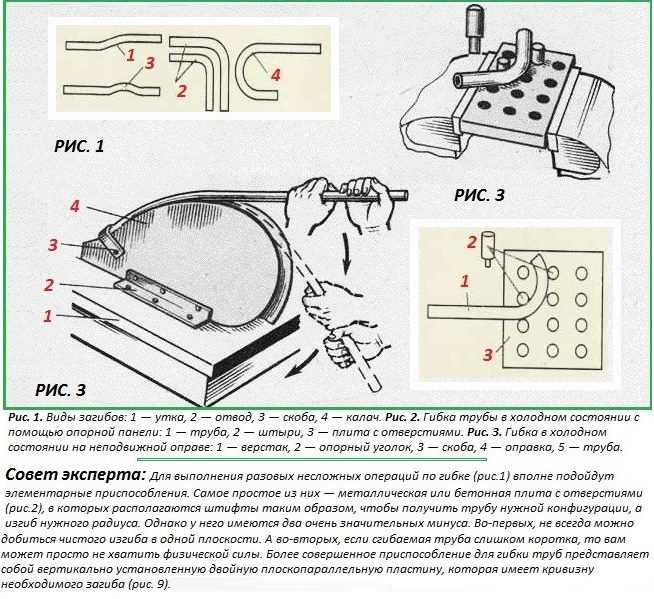
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
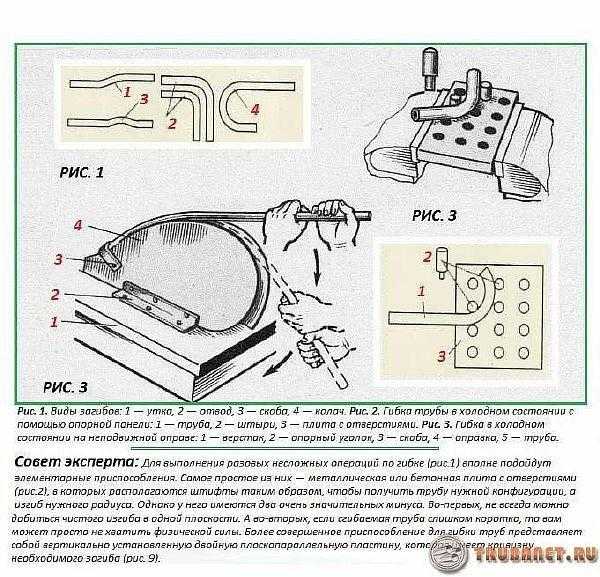
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.

Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.

Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
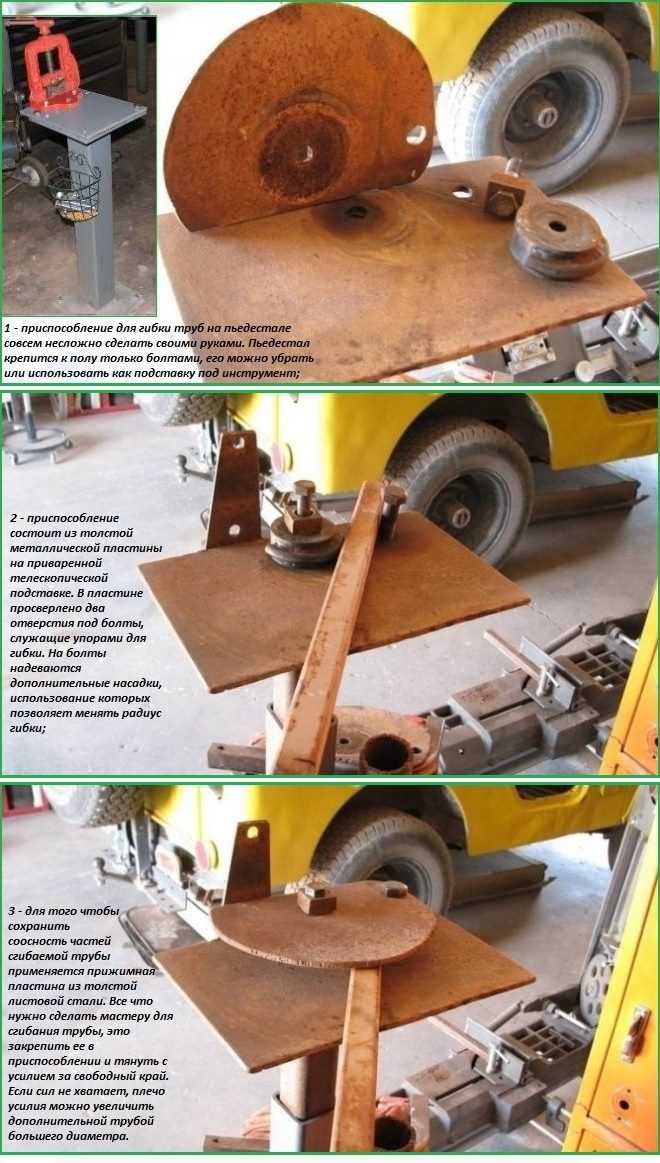
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
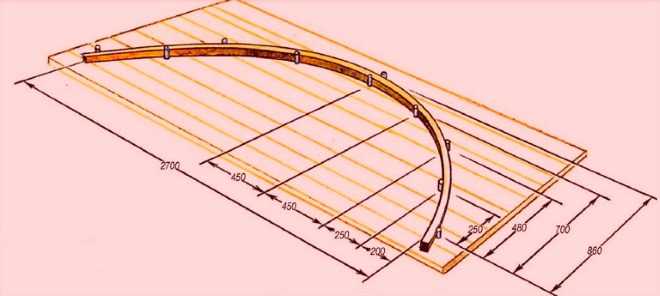
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.

Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.

Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.










Чертеж теплицы и сборка (видео)
Как избежать овализации
При проведении «холодного» сгибания, есть тонкости, учитывая которые у профиля сохраняется поперечное сечение. Для этого устанавливаются ограничители:
- внутренний — не позволяет сужаться трубопроводу;
- наружный — он не даёт возможность расширяться боковым стенкам.
Рекомендовано брать как ограничитель жёсткий материал, он хорошо держит форму.
Изготавливая теплицу из профильной трубы, нет надобности в соблюдении точности радиуса изгиба, поэтому не стоит тратиться на покупку дорогого станка.
Подойдёт подручный инструмент, он есть у любого домашнего мастера. Применяя его, можно сделать вполне приличную заготовку для парника на даче.
Советы и рекомендации
Занимаясь гибкой, нужно учитывать ряд обстоятельств:
- закупая профиль, убедитесь, что они все одинакового размера, марки стали и принадлежат одной партии поставки;
- при использовании сварных профилей сторону со швом ориентируйте к внутреннему радиусу, в противном случае возможен его разрыв;
- работая с болгаркой, не забывайте использовать защитные средства в виде очков или маски;
- следует учитывать, что концевые участки не всегда удается согнуть до требуемого размера, поэтому при расчете длины заготовки нужно учесть их длину и отрезать такие куски по окончании формирования детали;
- нужно провести антикоррозионную обработку металла и в дальнейшем производить ее регулярно.
Услуги по гибке
Такой сервис не мог не стать отдельным направлением развития бизнеса, поскольку предполагает в промышленном варианте использование довольно сложного технологического оборудования.
Услуги по гибке также присутствуют на рынке и предполагают исполнение как радиусной гибки, так и арочной. Разделение происходит таким образом, потому, что для каждой из этих операций применяется специфическое оборудование. В первом случае это трубогиб, во втором трехвалковая вальцовка.
Нужно признать, что ценовые показатели за выполнение таких операций весьма приемлемые:
- стоимость одного углового сгиба составляет 30 рублей;
- один погонный метр арочного пролета обойдется также в 30 рублей.
В сравнении со стоимостью металла и доставки материала по Подмосковью, это действительно практически даром.
Приспособления для гибки
Конструкция сооружения зависит от диаметров, с которыми предстоит взаимодействовать.
Для трубопрокатных материалов с диаметром до 20 мм можно сделать простое приспособление, состоящее из стальных штырей, помещенных в бетонную плиту. Труба, вставленная между штырями, сгибается на нужные размеры.
Но, когда диаметр превышает 20 мм, то для сооружения нужно разработать более сложные конструкции.
Как вариант: пару роликов с круглым боковым сечением на гранях закрепляют на устойчивое мощное основание. Радиус данной грани ролика обязан совпадать с диаметром трубопрокатного изделия, которое необходимо загнуть.

Заготовка вставляется между роликами и ее конец фиксируют. Другой конец крепят к лебедке, и ее приводят в действие. Когда угол на трубе достигает требуемого параметра, лебедку останавливают.
Весь процесс создания данного трубогиба необходимо разделить на следующие этапы.
- На валах нужно закрепить шестерни и подшипники. Шестерни фиксируют через шпонку. Подшипники советуют приобретать в комплекте с опорами.
- Шестерни и цепь подходят от любого автомобиля.
- Используя сварочный аппарат, варится основание, и к нему прикручивают вал прижима.
- Далее приваривают пружинные гайки и площадку для них.
- Прикручивают опорные валы внизу.
- Сооружается натяжная цепь.
- На финальном этапе приделывают ручку к валу (советуют использовать ручку, которая вращается).
Такое устройство быстро выполняет деформацию путем пропуска через него трубопрокатного изделия.
Почему металлические трубы плохо сгибаются
Сгибаются-то они хорошо, проблема заключается в неудовлетворительном внешнем виде изделия, которое сопровождается искажением периметра. Последнее обстоятельство особенно критично для профильных труб прямоугольного, квадратного или овального сечений.
В процессе пластического изгиба разные участки трубы находятся под воздействием напряжений противоположного знака. Внешние участки в месте сгиба растягиваются, а внутренние – сжимаются. Если сжимающие напряжения для большинства металлов безопасны, то растягивающие способствуют образованию трещин и надрывов. Особенно это касается профилей, которые произведены из материалов средней пластичности, например, средне- и высокоуглеродистых сталей, нержавеющих сталей, не содержащих никеля, некоторых марок бронз и др. Определить же точную марку металла, из которого выполнено изделие, без соответствующих инструментов и приборов весьма затруднительно.
 Металлические трубы
Металлические трубы
Гибка, как процесс пластической деформации, вообще довольно капризна к условиям её проведения. Для достижения положительного результата потребуется:
- Учесть явление пружинения изгибаемого профиля, при котором конечное значение угла гиба всегда оказывается меньше расчётного.
- Обеспечить точную фиксацию участка изгиба, чтобы исключить смещение заготовки.
- Определить минимально необходимое значение радиуса закругления деформирующего инструмента.
Поэтому перед началом работ определяются с минимально возможным плечом гибки, способом гибки (открытая или закрытая), а также последовательностью выполнения операций. В частности, удачная гибка гарантированно будет обеспечена, если соотношение r/s > 5 (здесь r – назначенный радиус гибки, s – толщина стенки).
В дальнейшем рассматриваются варианты самостоятельного сгибания труб, которые возможно реализовать в домашних условиях.
Как выполняется расчет?
Чтобы разобраться с количеством пропилов, нужно выполнить простой расчет. Предположим, что требуется выполнить следующие условия:
- имеется труба размером 30·50 мм;
- необходим разворот под углом 180 ⁰;
- радиус полного разворота R = 100 мм;
- движение производится по стенке b = 30 мм.
Нужно определить наружную длину образующей половины окружности.
Lнар = π (R + b)/2
здесь π = 3,14 отношение длины окружности к радиусу.
Попутно определяется половина образующей по внутреннему радиусу.
Lвн = π R/2
Разница между значениями определяет общую ширину пропилов.
С = Lнар – L вн
Зная толщину пильного диска (h = 2 мм), нетрудно определить количество пропилов.
n = C/h
Остается подставить все данные в расчетную формулу и определить количество пропилов для поворота на 90 ⁰. Полное количество можно определить в виде.
N = 2n
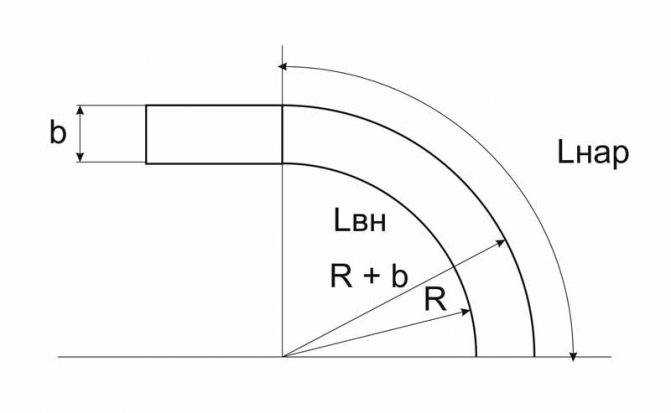
Расчетная схема для определения параметров пропилов
Расчет лучше оформить в виде таблицы 1
Таблица 1. Определение количества пропилов для начальных условий
| Ширина трубы b, мм | 30 |
| Радиус внутреннего слоя R, мм | 100 |
| Наружный радиус R нар, мм | 130 |
| Длина половины окружности по наружному слою Lнар, мм | 408,2 |
| Длина половины окружности по внутреннему слою Lвн, мм | 314 |
| Разница между длиной наружного и внутреннего слоя С, мм | 94,2 |
| Ширина пропила h, мм | 2 |
| Количество пропилов n | 47 |
| Полное количество пропилов N | 94 |
Часто вопрос о сгибании труб с помощью резов обращаются желающие построить теплицу. Их интересует: «Сколько раз нужно пропилить стенки для получения гиба с определенным радиусом образующей?» Пользуясь предложенными зависимостями, можно легко рассчитать пазы трубы для теплицы. В таблице 2 приведены расчеты для труб разного диаметра и радиусов внутренней образующей.









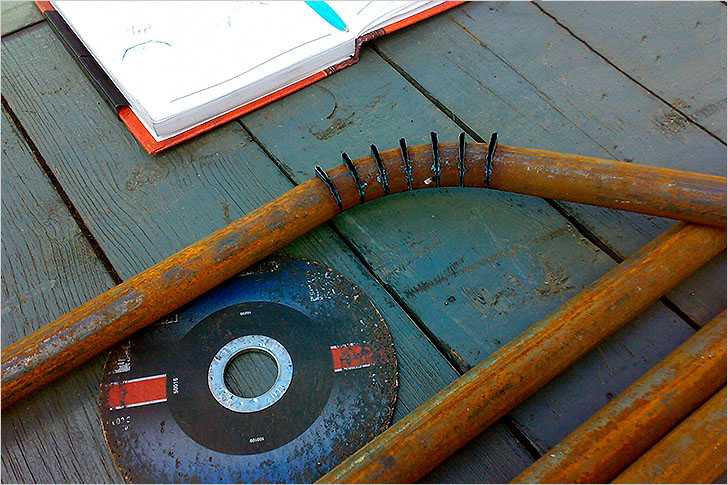
Таблица 2. Расчет для профильных труб теплицы
| № | Ширина трубы b, мм | Радиус внутреннего слоя R, мм | Наружный радиус R нар, мм | Длина половины окружности по наружному слою Lнар, мм | Длина половины окружности по внутреннему слою Lвн, мм | Разница между длиной наружного и внутреннего слоя С, мм | Ширина пропила h, мм | Количество пропилов n | Полное количество пропилов N |
| 1 | 20 | 1000 | 1020 | 3202,8 | 3140 | 62,8 | 2,4 | 26 | 52 |
| 2 | 25 | 1000 | 1025 | 3218,5 | 3140 | 78,5 | 2,4 | 33 | 66 |
| 3 | 30 | 1000 | 1030 | 3234,2 | 3140 | 94,2 | 2,4 | 39 | 78 |
| 4 | 35 | 1000 | 1035 | 3249,9 | 3140 | 109,9 | 2,4 | 46 | 92 |
| 5 | 40 | 1000 | 1040 | 3265,6 | 3140 | 125,6 | 2,4 | 52 | 104 |
| 6 | 20 | 1250 | 1270 | 3987,8 | 3925 | 62,8 | 2,4 | 26 | 52 |
| 7 | 25 | 1250 | 1275 | 4003,5 | 3925 | 78,5 | 2,4 | 33 | 66 |
| 8 | 30 | 1250 | 1280 | 4019,2 | 3925 | 94,2 | 2,4 | 39 | 78 |
| 9 | 35 | 1250 | 1285 | 4034,9 | 3925 | 109,9 | 2,4 | 46 | 92 |
| 10 | 40 | 1250 | 1290 | 4050,6 | 3925 | 125,6 | 2,4 | 52 | 104 |
| 11 | 20 | 1500 | 1520 | 4772,8 | 4710 | 62,8 | 2,4 | 26 | 52 |
| 12 | 25 | 1500 | 1525 | 4788,5 | 4710 | 78,5 | 2,4 | 33 | 66 |
| 13 | 30 | 1500 | 1530 | 4804,2 | 4710 | 94,2 | 2,4 | 39 | 78 |
| 14 | 35 | 1500 | 1535 | 4819,9 | 4710 | 109,9 | 2,4 | 46 | 92 |
| 15 | 40 | 1500 | 1540 | 4835,6 | 4710 | 125,6 | 2,4 | 52 | 104 |
Чтобы оценить эффективность подобной технологии, желательно оценить трудоемкость и затраты материалов (таблица 3).
Таблица 3. Затраты труда и стоимость расходных материалов для изгибания дуг для теплицы
| Количество пропилов | Длительность одного пропила, мин | Общая длительность пропиливания трубы, мин | Расход отрезных дисков диаметром 125 мм, шт. | Общий расход отрезных кругов, шт. | Длительность сгибания по пазам, мин | Длительность заварки шва по пропилу, мин |
| 52 | 0,3 | 15,6 | 0,2 | 10,4 | 0,3 | 1,3 |
| 66 | 0,3 | 19,8 | 0,2 | 13,2 | 0,3 | 1,3 |
| 78 | 0,3 | 23,4 | 0,2 | 15,6 | 0,3 | 1,3 |
| 92 | 0,3 | 27,6 | 0,2 | 18,4 | 0,3 | 1,3 |
| 104 | 0,3 | 31,2 | 0,2 | 20,8 | 0,3 | 1,3 |
| – | – | – | – | – | – | – |
| Количество пропилов | Общая длительность заварки пазов, мин | Расход электрода 3 мм на один паз с трех сторон | Всего требуется электродов, шт. | Общая длительность процесса, мин | Общая длительность процесса, час | Приведенные затраты на приобретение дисков и электродов, руб. |
| 52 | 67,6 | 0,25 | 13 | 83,5 | 1,39 | 322,4 |
| 66 | 85,8 | 0,25 | 16,5 | 105,9 | 1,77 | 409,2 |
| 78 | 101,4 | 0,25 | 19,5 | 125,1 | 2,09 | 483,6 |
| 92 | 119,6 | 0,25 | 23 | 147,5 | 2,46 | 570,4 |
| 104 | 135,2 | 0,25 | 26 | 166,7 | 2,78 | 644,8 |

Вид гнутых изделий, полученных методом пропила пазов с последующей сваркой
Из представленных расчетов видно, что технология гибки труб по радиусу может быть оправдана только для выполнения изгибов профильных заготовок только в ограниченном количестве. Если требуется создать сложную пространственную конструкцию, то следует воспользоваться специальными приспособлениями для промышленной гибки.
При пропиливании пазов необходимо контролировать глубину пропила со всех трех сторон. Потребуется специальное приспособление, которое сможет ограничить вхождение инструмента по мере стачивания диска.
Сложности процесса
Весь металлический материал может быть частично или целиком изогнут. Процесс изворота проводят двумя способами:
- механическое воздействие;
- нагревание металла.

 Круглое изделие из металла имеет ориентировочно ровные показатели. Однако профильная труба имеет угол под 90°. Такой угол трубы мешает спокойному изгибу, в результате появляются различные складки, которые впоследствии могут лопнуть или сломаться.
Круглое изделие из металла имеет ориентировочно ровные показатели. Однако профильная труба имеет угол под 90°. Такой угол трубы мешает спокойному изгибу, в результате появляются различные складки, которые впоследствии могут лопнуть или сломаться.
Для того чтобы не портить металл, нужно четко знать, как согнуть профильную трубу в домашних условиях. Многие дачники, не зная чуткостей изгиба, тратят немало материала, который вследствие выбрасывается.
Секторная сварка
 Часто люди не знают, как согнуть трубу из нержавейки, так как нержавеющий материал имеет более прочный сплав, чем обычная сталь. Конечно, благодаря профессиональному оборудованию это сделать просто. Но как быть, если под рукой нет ничего, что может обеспечить достаточное механическое давление? Именно для этой цели выдумали секторную сварку.
Часто люди не знают, как согнуть трубу из нержавейки, так как нержавеющий материал имеет более прочный сплав, чем обычная сталь. Конечно, благодаря профессиональному оборудованию это сделать просто. Но как быть, если под рукой нет ничего, что может обеспечить достаточное механическое давление? Именно для этой цели выдумали секторную сварку.
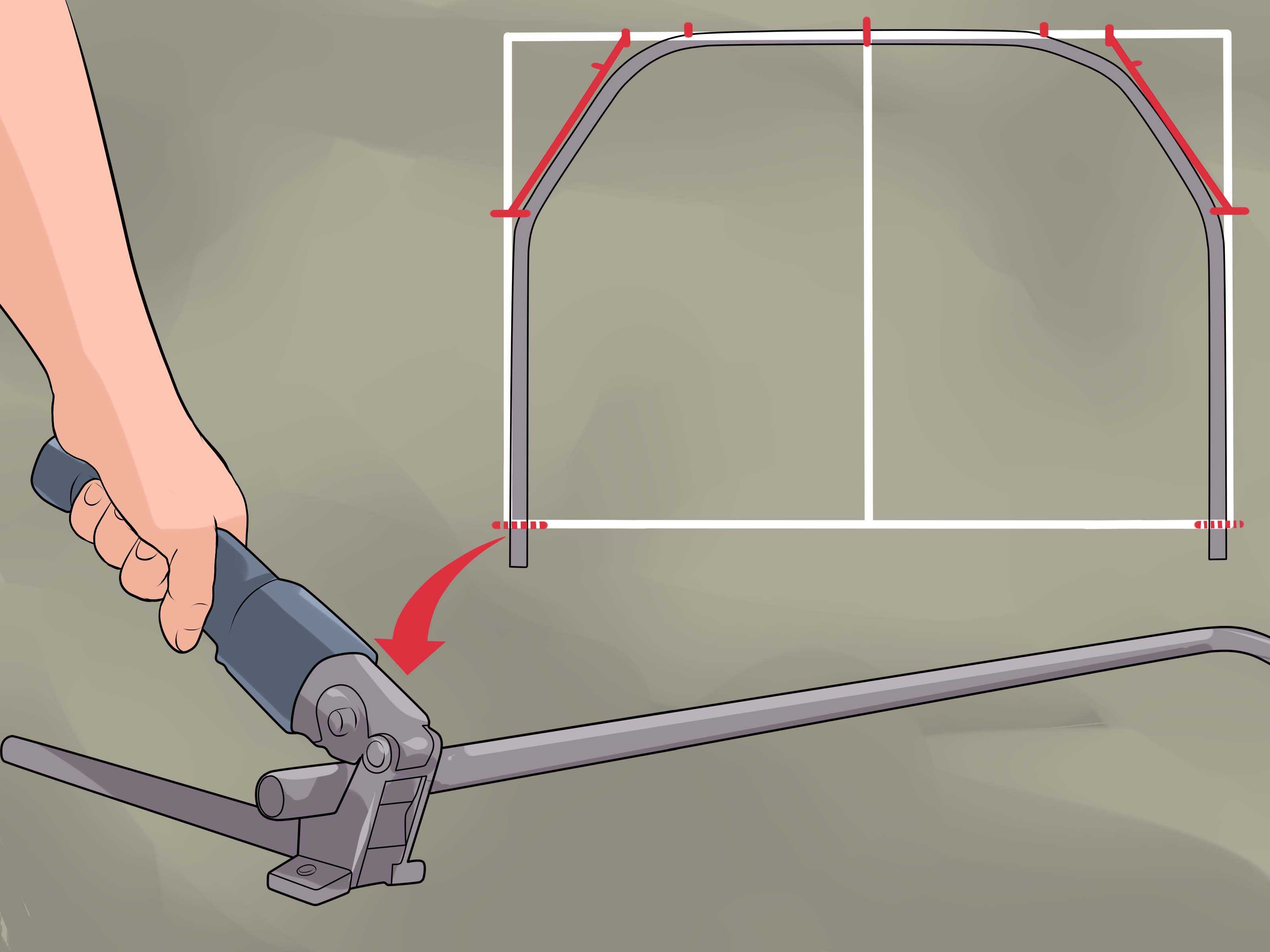
Принцип ее в том, что профильное изделие надпиливается с одной стороны на равных расстояниях, после чего материал загибается в необходимом направлении и прорези завариваются сваркой
В таком случае важно знать, что профтруба чаще всего тонкостенная и когда прорези находятся рядом, ее очень легко прожечь
 Люди, имеющие малый опыт работы с инструментом, часто промахиваются в надпилах, делая их то чрезмерно частыми, то редкими. Чтобы удостовериться в правильности разметки, можно взять другой эластичный квадратный материал и использовать его как шаблон.
Люди, имеющие малый опыт работы с инструментом, часто промахиваются в надпилах, делая их то чрезмерно частыми, то редкими. Чтобы удостовериться в правильности разметки, можно взять другой эластичный квадратный материал и использовать его как шаблон.
Если иметь под рукой газовую горелку, то профильный материал можно изогнуть с помощью нагрева. Как только металл становится горячим, он легче подвергается искажению, что помогает избежать складки с внутренней стороны стенки. Если радиус изгиба небольшой, то можно обойтись обычным зажимом. Но если требуется более точный изгиб, потребуется направляющая стенка.
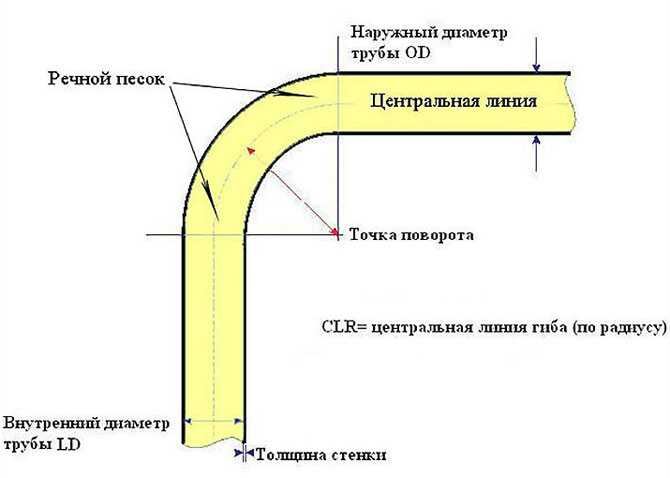
С помощью песка
Чтобы сделать изделие из гнутой профильной трубы, можно использовать песок. Конец материала плотно закрывается особой пластмассовой или медной втулкой. После этого в трубу засыпается мелкий песок
Важно, чтобы изделие было полностью забито песком. Поскольку пустое пространство внутри трубы теперь плотно забито, материал будет гораздо проще подвергаться механическому изгибу
Главное, изначально создать стандарт, по которому можно выгнуть и направлять изделие.
Изгиб на дереве
 Такой метод сравнительно часто используют, если диаметр трубы не превышает 15 мм. Чтобы сгибание прошло успешно, конец материала необходимо плотно закрепить. Но что делать, если руками материал не удержать, а других мест крепления попросту нигде нет? И на это мастера на все руки придумали метод крепления. Наверняка на всех дачных участках могут быть деревья. Именно дерево и может послужить не только прочным креплением, но и диаметром для изгиба профильной трубы.
Такой метод сравнительно часто используют, если диаметр трубы не превышает 15 мм. Чтобы сгибание прошло успешно, конец материала необходимо плотно закрепить. Но что делать, если руками материал не удержать, а других мест крепления попросту нигде нет? И на это мастера на все руки придумали метод крепления. Наверняка на всех дачных участках могут быть деревья. Именно дерево и может послужить не только прочным креплением, но и диаметром для изгиба профильной трубы.
Способы изгиба труб
Для начала необходимо определиться с тем, как будет происходить процесс, и что необходимо иметь под рукой.
Если у вас имеется станок Вольнова или трубогиб, то процесс изгиба не доставит особенного труда. С его помощью можно осуществить сгиб в виде скобы, отвода, калача и утки. Подвергаются трубы разного диаметра от 15 до 25 мм.

Процесс заключается в следующем:
- Помещаем трубу в хомут станка длинным концом
- Место, где будет происходить изгиб, следует смазать машинным или другим маслом
- Приложив усилия, загнуть короткий конец трубы.

В интернете можно посмотреть процесс более подробно на фото, и понять, как согнуть трубу с помощью данного станка.

В случае, если под рукой нет такого прибора, предстоит немного приложить усилий и подойти к процессу серьёзно.

Визуально, кажется, при сгибе металлической трубы все происходит хорошо и труба не деформируется. Но на самом деле, во внутренней стороне сгиба образуются складки, тем самым уменьшая радиус трубы, а на внешней стороне материал сильно подвергается растяжке, за счет чего существует вероятность появления микротрещин.
Чем быстрее происходит сгиб, тем больше вероятность повредить трубу и сделать ее непригодной к использованию.

Прежде чем начать сгибать трубу необходимо ее подогреть до оптимальной для сгиба температуры. Бывалые мастера советуют проверять температуру с помощью бумажного листа. Если при соприкосновении бумаги с трубой он начинает тлеть, значит можно начинать процесс.









Чтобы избежать нежелательных резких сгибов, нужно наполнить трубу песком и закупорить ее с обеих сторон. Зажать в тиски и начинать процесс.
Потребуется приложить усилия и уйдет время, но зато не придется прибегать к помощи специалистов, покупке специального оборудования и вы будете знать, как согнуть трубу в домашних условиях.

С пластиковыми трубами дела обстоят немного иначе. Их согнуть проще, но вероятность образования микротрещин гораздо выше. В отличие от металла, стоит следить за температурой подогрева, иначе попросту труба сгорит.


Трубы из металлопластика можно не прогревать, они и так отлично гнутся за счет наличия алюминиевого стержня внутри, нужно только позаботиться о стабилизаторе.
Тонкие пластиковые трубы часто ломаются при попытке сгиба, поэтому нужно прогреть место планируемого сгиба строительным феном до температуры порядка 180-200 градусов и аккуратно произвести сгиб. Это произойдет легко и быстро, достаточно лишь зафиксировать готовый изгиб и дождаться, когда труба остынет.
Изгиб профильных труб немного сложнее и к нему стоит подойти серьезнее. Если толщина стенки трубы менее 2 мм, трубу даже не стоить пытаться согнуть, проще будет воспользоваться сваркой при сооружении.

Изгиб трубы осуществляется с подогревом труб и в холодном состоянии. Несомненно подогретую трубу будет проще согнуть. Без подогрева можно обойтись, если высота профиля не больше 10 мм, в случаях с большей высотой стоить воспользоваться горелкой.

Обязательно нужно заполнить профиль прокаленным песком, закупорив отверстия с обеих сторон деревянными заглушками, длиной 7-10 мм. Отметить мелом место изгиба, поместить трубу в тиски и начать подогрев. Достигнув нужной температуры аккуратно начать процесс изгиба.

Стоить помнить о средствах защиты: перчатках и маске. После сравнения полученного изгиба с шаблоном, убедившись, что все соответствует, дождаться, когда остынет труба, удалить пробки и высыпать песок.

Все способы показывают, что можно самостоятельно и легко обойтись без трубогиба для гибки труб.