
Приспособления для крепежа
Такие приспособления для установки профильных труб под сварку позволяют прочно зафиксировать деталь и предохраняют ее от случайного смещения после остывания. К ним относят:
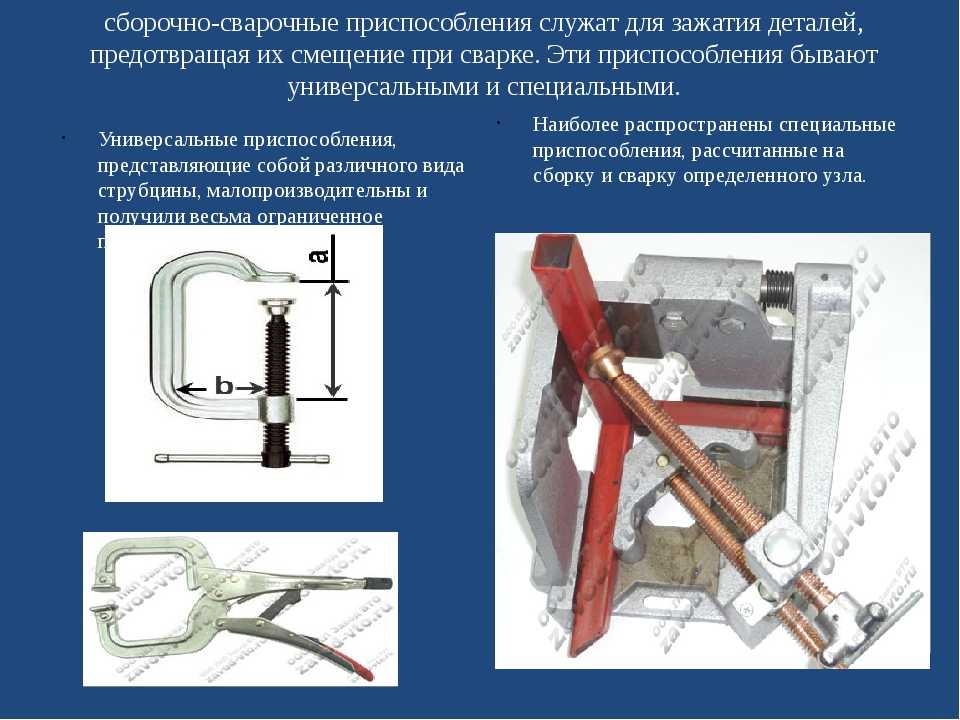
Струбцина. Она является универсальным приспособлением, которое можно использовать при всяких видах работы с металлическими изделиями.
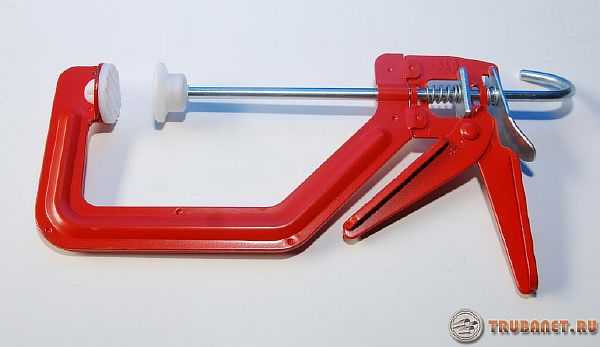
Мастера называют их самыми главными по важности, и говорят, что обойтись без них практически не возможно. Струбцина может быть разной формы и размеров. Зев у приспособления может быть стабильного объема, и бывает с возможностью регулирования
Зев у приспособления может быть стабильного объема, и бывает с возможностью регулирования
Струбцина может быть разной формы и размеров. Зев у приспособления может быть стабильного объема, и бывает с возможностью регулирования.
Особым удобством выделяются быстрозажимные устройства, в которых зажимную функцию выполняет кулачковый механизм.
СОВЕТ! Профессиональные мастера рекомендуют приобрести набор разнообразных струбцин. Для сварочных мероприятий может понадобиться сразу несколько вариантов разных размером.
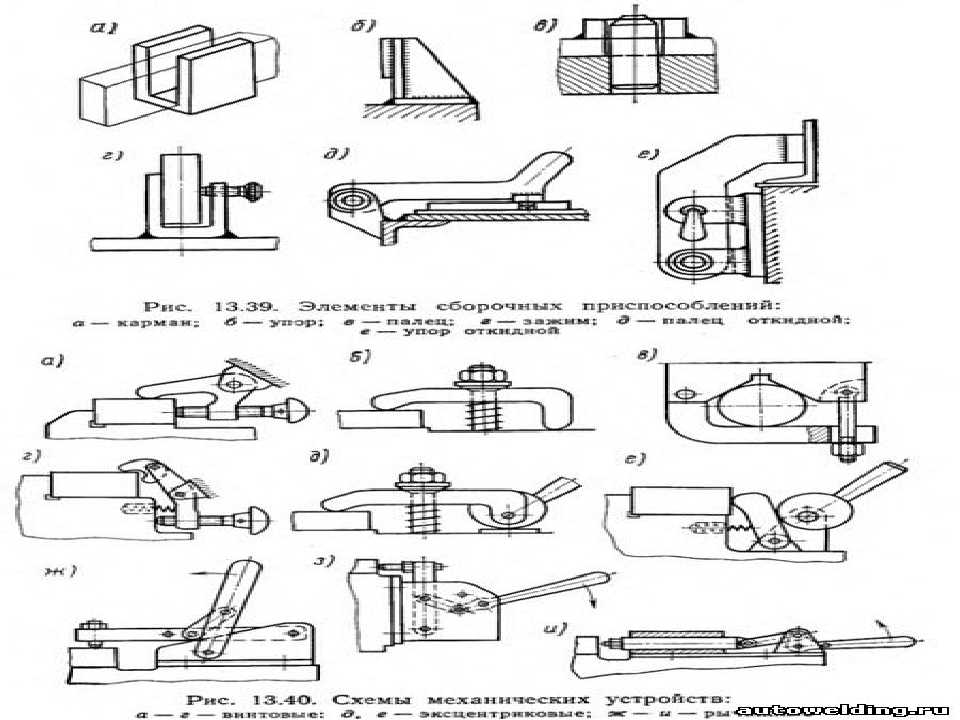
Зажимы. Если сравнить эти механизмы со струбцинами, то они более удобные, и в большей степени приспособлены к такому виду работ. Необходимый размер зева выставляют винтом в зажимной ручке и перемещением штифта.

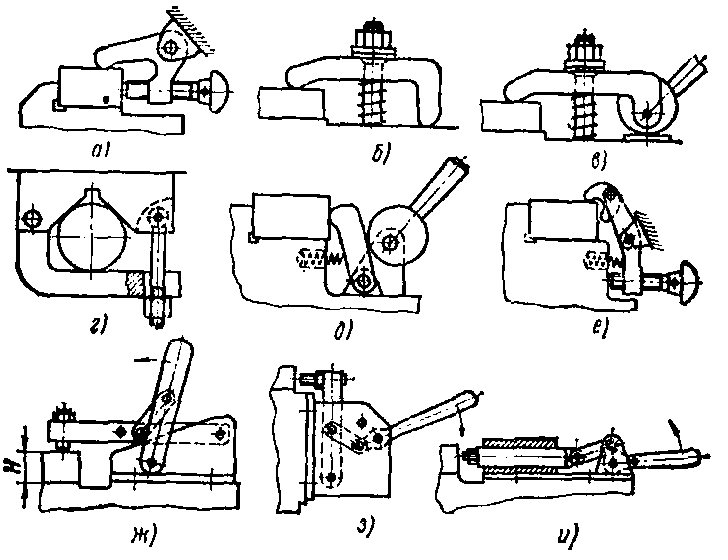
Прижимы. Является самым распространенным. Они бывают: клиновые, винтовые, пружинные, рычажные.

Простейший вид такого устройства является самым обыкновенным болтом и гайкой, скрепляющим две пластины, которые зажимают заготовку.
Стяжки. Они применяются для того, чтобы сблизить элементы, которые имею габаритные размеры. Длина и способ такой конструкции зависит от задач, которые она должно выполнить.

Распорка. Этот механизм дает возможность выровнять кромки собираемых заготовок, придать им нужную форму и исправить небольшие дефекты.
Как правильно сваривать тонкие профильные трубы своими руками
При проведении работ в бытовых условиях чаще всего сваривают профили инвертором, отличающимся малым весом, удобством в работе, широким диапазоном регулировок и наличием дополнительных функций, облегчающих проведение работ.
Второй важной задачей является определение правильной полярности подключения электродов. Общеизвестно, что плюсовой контакт имеет более высокую температуру нагревания, и при правильной полярности «минус» подается на держатель электрода, а «плюс» на корпус детали. Соответственно, при сваривании элементов с большой толщиной, лучше использовать обратную полярность
Соответственно, при сваривании элементов с большой толщиной, лучше использовать обратную полярность.

Рис. 12 Подготовка и соединение своими руками труб
Сварка профильной трубы встык инвертором
Перед проведением работ готовят ровную поверхность на удобном расстоянии от поверхности земли, в качестве опоры лучше использовать толстостенные профили квадратного или прямоугольного сечения, на которые будет укладываться соединяемый металлопрофиль. Сварочные работы после помещения труб на ровную поверхность проводят в следующей последовательности:
- Подготавливают профильные трубы к сварке. Для этого их торцы обрезают болгаркой под прямым углом и очищают от ржавчины той же болгаркой или наждачной бумагой.
- Выравнивают обе заготовки. К их боковым стенкам прикладывают металлический уголок или любой ровный и длинный предмет с плоской поверхностью, если профиль имеет сварной шов, он должен совпадать. Расстояние между торцами для качественного провара должно составлять от 1 до 2-х миллиметров.
- С помощью точечной сварки рутиловым электродом производят соединение трубного профиля в нескольких местах. Вначале это делают посередине, затем приваривают угловые кромки, если необходима высокая точность, соединяют все четыре угла и центральные кромки.
- Производят сварку от краев к центру, стараясь равномерно прогревать шов, не задерживаюсь на одном участке, затем переворачивают заготовку и повторяют операцию с другой стороны. Новичкам лучше проводить сваривание короткими участками с отрывом, следя за тем, чтобы кромки успевали оплавляться — это позволит избежать прожигания металла.
- По окончании работ шлаковое покрытие сбивают, если необходимо получить ровную и гладкую поверхность, выступающий шов защищают болгаркой.
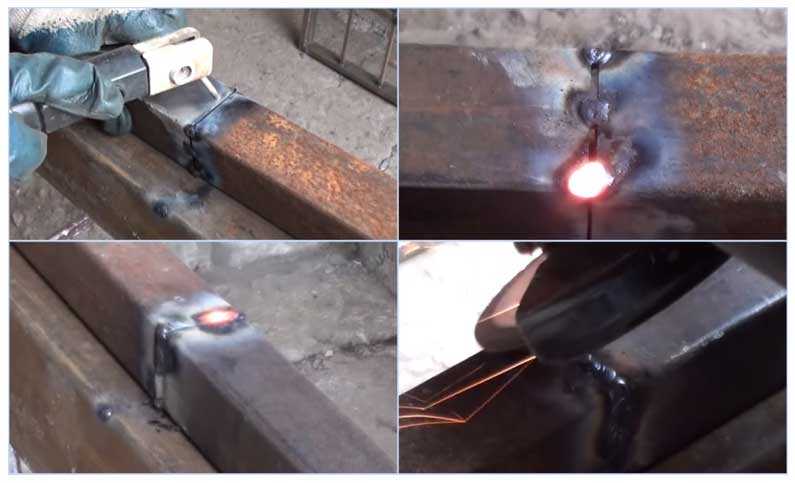
Рис.13 Как варить профильную трубу 2 мм. в стык
Как сварить профильные трубы под 90 градусов при тавровом соединении
Подготовительные операции производят по приведенной выше схеме, порядок выполнения основных работ следующий:
- После соединения деталей делают прихватки боковых кромок с двух сторон.
- Вначале сварку проводят в углах, непрерывно перемещая электрод мелкими круговыми (против часовой стрелки) или зигзагообразными движениями снизу вверх — это позволяет выгонять шлак из сварочной ванны. Угол наклона электрода должен составлять 45 градусов относительно горизонтальной плоскости
- Далее сваривают боковые кромки, расположенные в одной плоскости.
При сварке прожигает профильную трубу — что делать
Для борьбы с прожогами используются следующие методы:
- Сварку проводят с отрывом короткими участками или точечно.
- Для предотвращения перегрева внутрь соединения вставляют отрезок массивного металлического бруса с сечением, максимально приближенным к внутренним размерам заготовок.
- Уменьшают расстояние между кромками заготовок.
- Работают в режиме максимально низкого выходного тока.
- Увеличивают скорость перемещения электрода.

Рис.14 Сваривание тонкой профильной трубы при тавровом соединении
Отвечая на вопрос, какими электродами варить профильную трубу 2 мм, отвечаем, для сварки тонкостенного профиля 2 мм электродуговым способом чаще всего используют рутиловые электроды диаметром 2-3 мм в прямой полярности подключения. Новичкам при проведении работ в связи с отсутствием опыта, следует принимать меры для борьбы с прожогами или использовать более простую полуавтоматическую сварку.
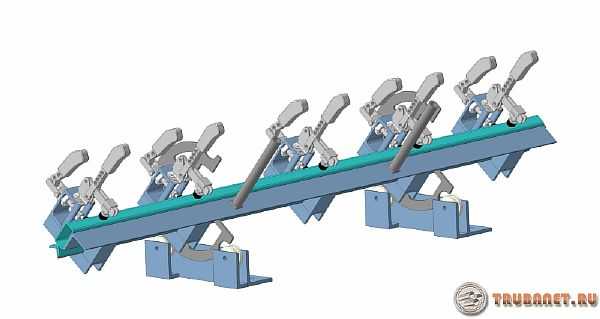
Кондукторы
Кондукторы — это приспособления для сборки и сварки, которые используются в производстве полотенцесущителей, сложных узоров из кованных элементов, и рамок с дверями от промышленных сейфов.
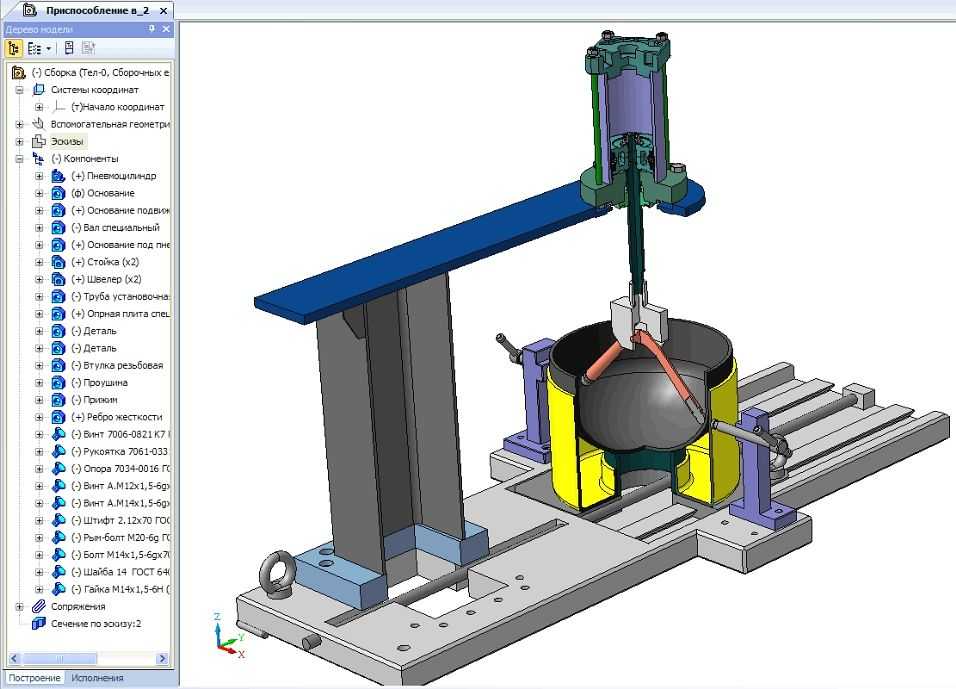
Металлоконструкция имеет две конусообразные опоры по бокам, между которыми фиксируется крутящаяся плоскость. На последней имеются регулирующиеся продольные балки, с рядом винтовых прижимов. Благодаря многочисленным отверстиям в балках, прижимы можно устанавливать по всей длине, в зависимости от размера изделия. Благодаря разводу или сведению самих балок регулируется ширина собираемой конструкции.

Благодаря кондукторам для сварочных работ выставляется и удерживается сразу расстояние между сторонами изделия, его продольная и поперечная плоскость. Сварщиком проверяется только диагональ, и можно приступать к работе. Устройство вращается, поэтому есть легкий доступ к обварке как наружных, так и внутренних швов. Для фиксирования наклона при вращении используется круг с многочисленными отверстиями на одной из сторон плоскости. В него вставляется упор. Более сложные механизмы содержат электромотор и редуктор.
Раздвижные механизмы кондуктора позволяют использовать его как универсальное средство для сварки больших и малых изделий. При работе с нержавеющими сталями, чтобы предотвратить появление царапин от винтовых прижимов, последние снабжаются войлочными наклейками на «губы», а масса вещается непосредственно на изделие. Такой аппарат-кондуктор можно собрать самому из профильной трубы. Понадобятся подшипники и длинные болты для крепления передвижных частей.
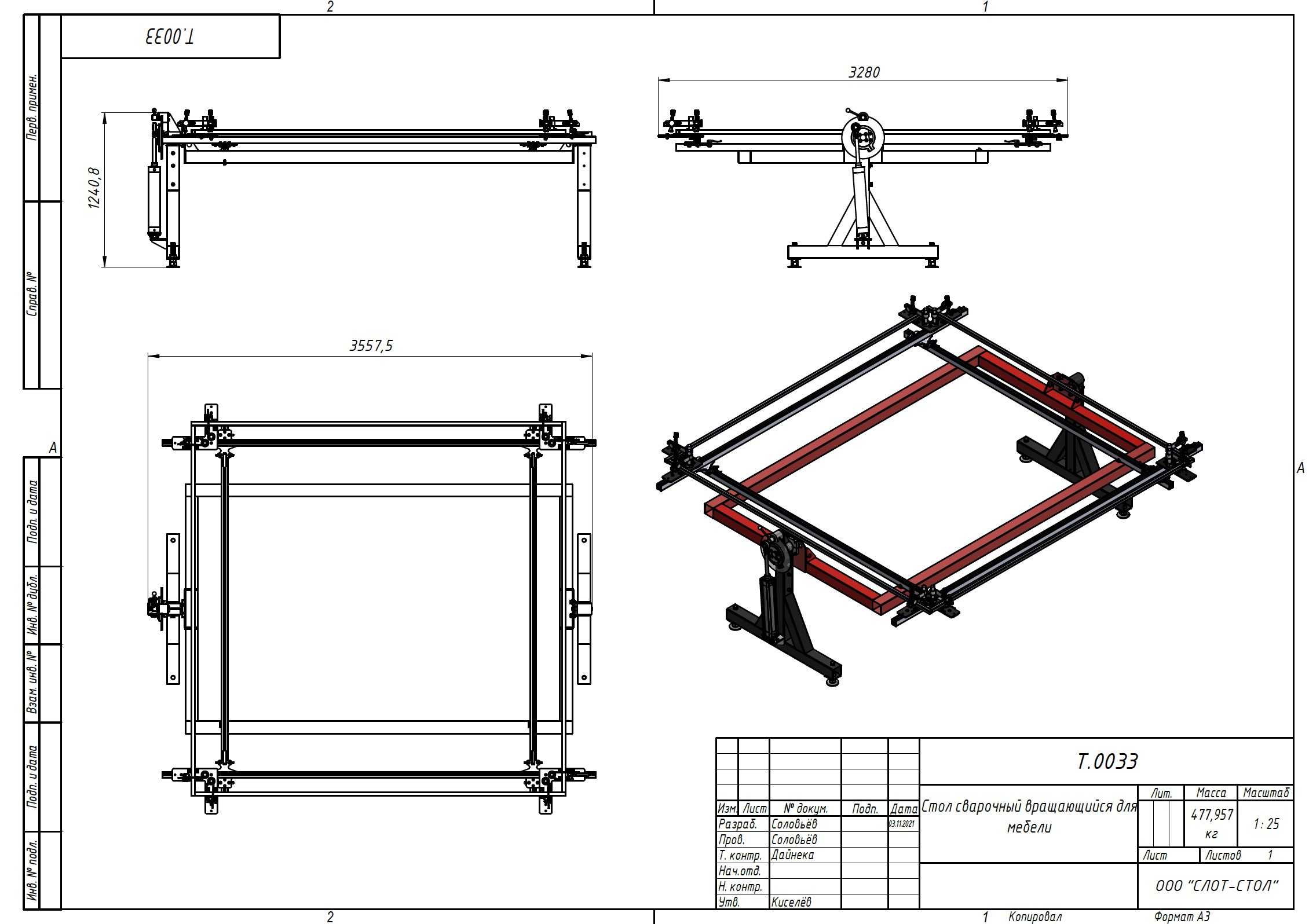
Конструктивные особенности кондуктора для рам “СЛОТ-СТОЛ”
Кондукторы универсальны в применении и подходят для сборки, сварки вручную и модель 4500 может быть приспособлено для роботизированной сварки. Кондуктор для сварки тяжелых рам может быть оснащен электромоторным приводом вертикального поворота со скрыто расположенными подшипниками качения в направляющих профилях. Кондукторы для сварки рам дают возможность быстро и с точным соблюдением прямых углов выставлять длину и ширину различных рам и сваривать их со всех сторон. Углы рам расположены на специальной оснастке и доступны для сварки с верхней и нижней сторон. Передний левый зажимной угол образует 0- пункт осей Х и Y. Левая траверса фиксируется и одна или несколько траверс передвигаются с помощью двойного зубчатого ременного привода. Для установки размеров рамы могут применяться цифровые счетчики.
Применение зажимных углов
Для соединения, сборки и сварки деталей рамных конструкций под прямыми углами используются специальные зажимные углы
Крепежные элементы с шпиндельным зажимом устанавливается в непосредственной близости от наносимого сварочного шва, благодаря чему определенные неровности в пределах шва могут быть осторожно устранены. Передний левый зажимной уголок образует 0- пункт осей Х и Y
Зажимные углы (по x- и y-осям) передвигаются параллельно и могут быть совмещены с цифровым счетчиком или расстояния могут отмеряться по рулетке вручную.
Магнитные изобретения
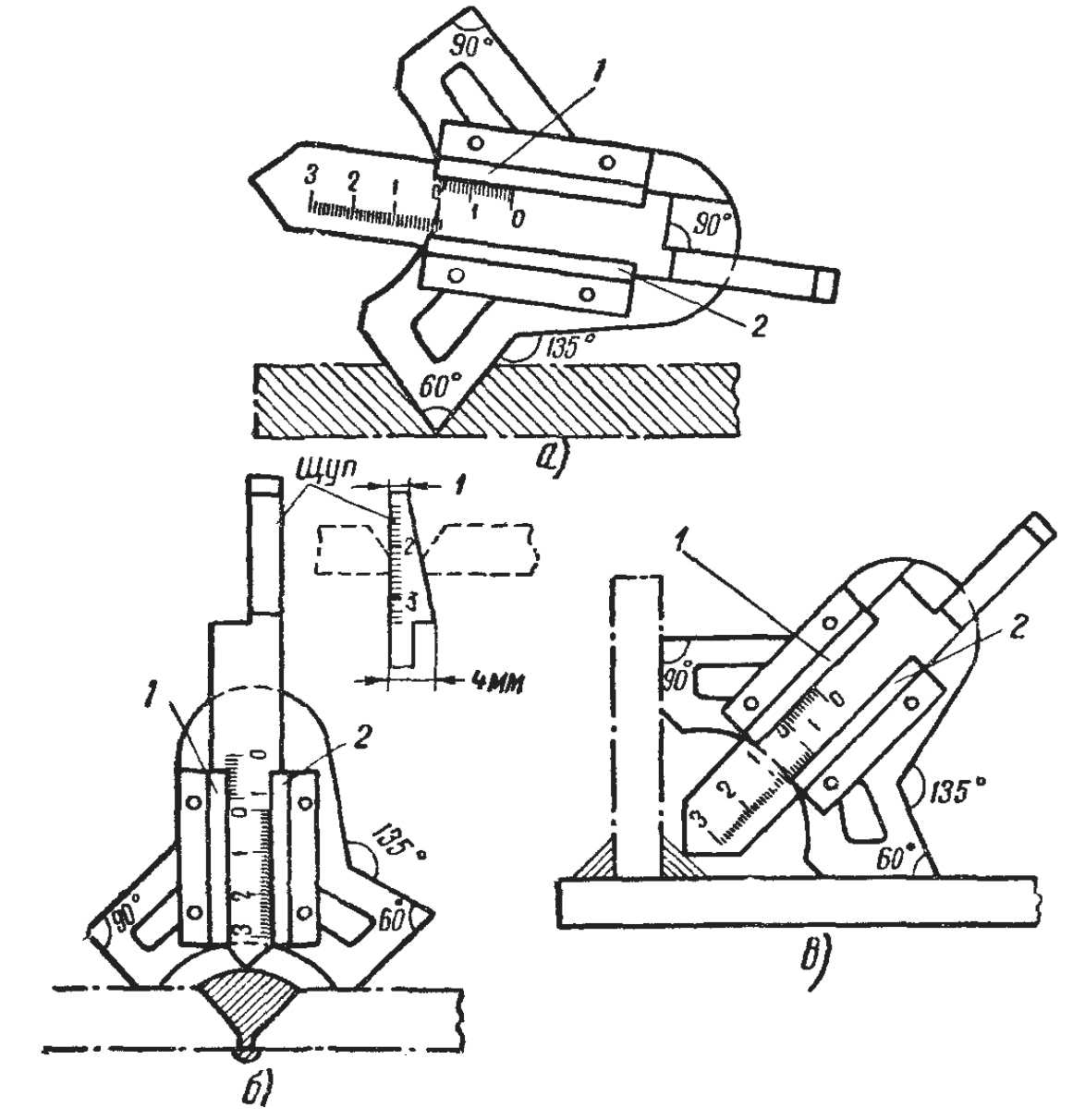
Магнитные приспособления для сварки очень облегчают установку сторон изделия в нужное положение. Самым простым является магнитный угольник. Он жестко фиксирует две части изделия благодаря силе притяжения, и устанавливает между ним угол в 90 градусов. Существуют более универсальные версии приспособления, где выставляется разный градус. Так можно сваривать стороны под острыми и тупыми углами.









Еще более универсальные изобретения с магнитными частыми позволяют захватывать металлический элемент и крепить его к любой стороне поверхности. Это очень выручает когда не хватает третьей руки, а помочь некому. Самодельное приспособление для сварки с подобным функционалом можно сделать из двух квадратиков металла 30 х 30 мм, к которым прикрепляется по одному магниту. На квадратики привариваются «уши» к которым, через болтовое соединение, может быть присоединено два и более «локтей» (полосок металла с толщиной стенки 3 мм, и размерами 100 х 20 мм). Такое изобретение можно выгибать и разводить как угодно. Одной стороной оно будет прилепляться к основному изделию, а второй захватывать и придерживать привариваемый элемент.
Приспособления с магнитами
Магнитные прижимы относят к установочно-крепежным механизмам. Это значит, что они позволяют правильно расположить детали и закрепить их. Осуществляется данная операция с помощью сильных магнитных элементов.
Какие же преимущества обеспечивает данное приспособление для сварки? Давайте разберемся.
Сварка с помощью магнитных уголков.
К основным достоинствам можно отнести:
- возможность быстрого соединения деталей;
- установка деталей под разными наклонами за счет использования магнитного уголка для сварки;
- значительное уменьшение времени на подготовительные работы;
- небольшие габариты;
- наличие в некоторых моделях активатора магнитного поля;
- возможность быстрой и легкой чистки магнитов.
Главным недостатком подобных приспособлений является ограничение их применения в зависимости от материала. Немагнитные металлы, дерево и т.п. не позволяют применять магниты.
С другой стороны, магнитные сварочные приспособления позволяют закреплять детали под любым углом друг другу, и они являются более универсальными, чем, например, струбцины.
Магнитные прижимы являются действительно удобными механизмами, которые позволяют исключить громоздкие фиксаторы и необходимость использования контактной сварки.
Кроме того, в интернете можно найти большое количество обзоров, посвященных изготовлению самодельных приспособлений для сварочных работ. Например, можно самостоятельно сделать магнитный угольник для сварки своими руками или магнитную массу на сварку.
Приспособления для сварки
Угловая струбцина
Время чтения: 4 минуты
Существуют самые разнообразные сварочные аксессуары для стыковки двух деталей под определенным углом. Самый примитивный аксессуар — металлический угольник. Он позволяет правильно расположить детали, но не фиксирует их в заданном положении, что не всегда удобно. Поэтому вместо простого угольника рекомендуется использовать угловые струбцины.

Угловые приспособы для фиксации и стыковки деталей могут быть самыми разнообразными, несмотря на их простую конструкцию. Производители используют различные металлы при изготовлении угловых струбцин. И от их правильного выбора во многом зависит долговечность использования такого приспособления.
В этой статье вы узнаете, какие бывают угловые струбцины, как их правильно выбирать и использовать в работе. Мы расскажем, какие нюансы стоит учитывать при работе с угловой струбциной, чтобы качество сварки было на достойном уровне.
Зажим на массу
Время чтения: 4 минуты
Сварочная оснастка немыслима без качественного и надежного зажима на массу, они же клещи, они же клеммы. Применение сварочного аппарата невозможно без зажимных клещей. Ведь с помощью них происходит образование электрической цепи путем монтажа клеща на свариваемую деталь.

В комплекте со сварочным аппаратом всегда есть зажимы на массу, но зачастую они требуют замены. В этой статье мы подробно рассказываем, как выбрать качественные клещи и не прогадать. Вы узнаете, какие бывают разновидности зажимов и как правильно использовать подобные приспособления для сварки своими руками. Если вы только начинаете постигать азы сварки, то эта статья будет полезна для понимания сути сварочных работ. Поскольку мы подробно объясняем, что такое масса и зачем для нее необходим зажим.
Сварочный держатель
Время чтения: 4 минуты
Еще один предмет, без которого не обходится оснастка для сварки. Сварочный держатель (держак, электрододержатель) применяется для фиксации электрода во время сварки и подвода тока к нему. Новички часто держат электроды в руках вместо того, чтобы приобрести качественный держак. И это большая ошибка. Ведь с помощью держателя можно вести шов точнее и ровнее. А само приспособление стоит не так уж дорого, при этом им крайне удобно пользоваться.

Для любого опытного мастера не составит труда выбрать держак, но для новичка большой ассортимент может стать проблемой. Разновидностей много, а производителей еще больше. И не ясно, какое приспособление лучше. В этой статье мы рассказываем, какие существуют виды сварочных держателей, какой из них выбрать именно вам и как использовать в своей работе.
Читать также: Рейтинг сварочного аппарата для дома
Магниты для сварки
Время чтения: 5 минут
Сборочные приспособления для сварки— самые главные помощники любого мастера, занимающегося сваркой металлических конструкций. С их помощью можно правильно состыковать детали и сформировать точный шов. При этом потратив всего пару минут на все подготовительные процедуры. Об одном из таких приспособлений мы уже говорили выше, это угловая струбцина. Но помимо нее можно использовать угловой магнит для сварки. Он так же фиксирует детали и позволяет сваривать их под заданным углом.

Конечно, вы можете использовать простейшие самодельные струбцины. Но они не дадут такого качества работ, как при использовании магнитов. К тому же, магнитные фиксаторы очень точны и компактны. Они помещаются в карман и не занимают много места на сварочном столе. Чтобы использовать его достаточно приложить к свариваемым деталям. Не нужно применять физическую силу или крутить винты.
В этой статье мы рассказываем, чем отличаются отключаемые магниты об обычных, как их выбирать и применять в сварке.
Терраса – виды и особенности
По сути такой пристрой к дому представляет летнюю площадку для отдыха. Она отличается от веранды следующими особенностями:
- Терраса всегда открыта и не отапливаема.
- Может примыкать к дому или быть отдельно от него.
- У неё может отсутствовать крыша или ограждения.
- Допустима различная форма площадки.
- Может быть представленной в виде широкого крыльца или полностью огибающей дом, конструкцией.
Металлический каркас – материалы и способы сборки
Понятно, что для сборки каркаса используют продукты металлопроката – трубы, уголки, швеллеры, профили. Что выбрать из этого многообразия, чтобы бюджет не слишком страдал? Итак, рассмотрим каждый вид детально.
Кантователи
 Для поворота крупногабаритных конструкций применяют так называемые кантователи. Они бывают роликового и цевочного типа, рычажные, центровые и цепные.
Для поворота крупногабаритных конструкций применяют так называемые кантователи. Они бывают роликового и цевочного типа, рычажные, центровые и цепные.
Роликовые приспособления используют для поворота больших цилиндрических конструкций. Они полезны при производстве круговых соединений, имеют несколько роликов: один ведущий, остальные используются без привода.
Во избежание проскальзывания ведущий ролик обеспечивается резиновым бандажом. Для кантования конических деталей применяются соответствующие механизмы. Они имеют несколько пар роликов расположенных под углом друг к другу.
Рычажные кантователи используют при поворотах плоских деталей. Центровые приспособления применяют, когда требуется повернуть изделие на 360 °. Цепные устройства используют при сварке крупных деталей большой длины.
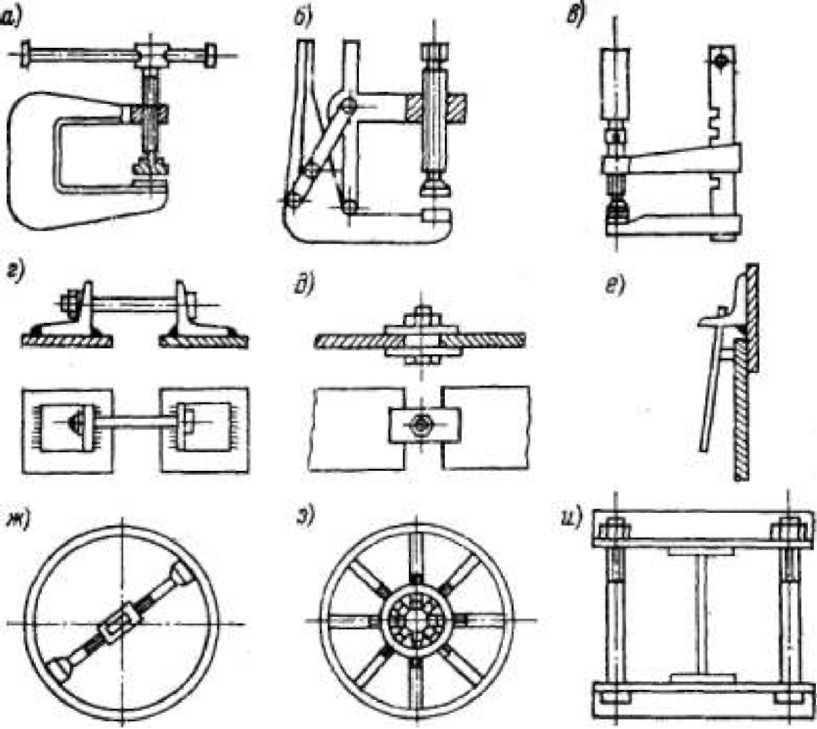
Приспособления для установки и крепежа
Самые удобные в применении конструкции, которые выполняют несколько функций. При работе нужно только вставить детали и затянуть эксцентрики и винты. Все части без дополнительных усилий становятся на нужное место.
Такую работу как сварка профильных труб,большинству из нас приходиться делать очень часто. Поэтому для данного процесса разработали большое количество разных приспособлений.
Центраторы. Благодаря им сохраняется соосность свариваемых частей, а так же происходит совмещение кромок на торцах. Они разделяются на внутренние и наружные.

Наружные механизмы применяются на много чаще. Этот механизм составляют несколько звеньев, скрепленных шарнирным способом. Между собою они создают замкнутый контур.
Кроме этого, соосность заготовок неплохо обеспечивают самодельные конструкции, которые делают из уголка и наваренных на него струбцин.
Механизмы с магнитами
Угольники на магнитах. Эти приспособления для сварочных работ применяют очень широко, и они бывают разнообразной формы. Они соединяют в нужном расположении листовые заготовки, рамного вида сооружения и так далее.





Такие приспособления используют не только в форме угольника, но и другого типа. Сила магнита в них позволяет прочно установить часть профильной конструкции в необходимом расположении, и в процессе сварки детали сохраняют неподвижное состояние.
Сварочные приспособления своими руками: струбцина
Сварочные приспособления своими руками изготовить не трудно. Многие мастера для работ предпочитают устройства, изготовленные своими руками, так как магазинные варианты не являются достаточно надежными.

- Лист из стали толщиною от 9 до 11 мм.
- Три гайки.
- Шайбу. Она нужна с большим диаметром.
- Трубопрокатную заготовку с наружной резьбой соответствующей резьбе на гайке.
Процесс изготовления своими руками
Из стального листа вырезают три полосы шириною 4 см, и длиною 50 см, 25 см и 10 см. Затем подготавливают еще две прямоугольные пластины для крепежа подвижного элемента и для обеспечения упора в статичной части устройства.
Видео: делаем своими руками фильм 1
После этого к основанию струбцины приваривают вспомогатель. Все это вместе создает Г-образную форму. К меньшей стороне конструкции приваривают второй лист прямоугольной формы. Шайбы тоже сваривают вместе.
Гайки укладывают “на ребро” к подвижной детали, таким способом, чтобы выкручиваемый стержень находился параллельно по отношению к основе струбцины.
Видео: делаем своими руками фильм 2
Сварку выполняют по внешней стороне первого прямоугольного листа. К его внутренним краям присоединяют подвижное устройство. В завершении на край стержня приваривают шайбы, их располагают плашмя.
Полученное сооружение позволяет держать габаритные сооружения из трубопрокатных изделий, и при этом не происходит сдвигов.
Видео: делаем своими руками фильм 3
Самодельное устройство на магнитах
- Квадратную металлическую листовую пластину с размером стороны на 25 см.
- Трубу с квадратным сечением.
- Три болта и три гайки небольших размеров.
- Цилиндр из стали диаметром 4,5 мм.
- Аппарат для сварки, сверло, дрель.
С разных сторон металлической листовой пластины приваривают две трубы на 15 и 20 см. Затем изготавливают две вспомогательных детали.
Видео: делаем своими руками фильм 4
Первая П-образная (из заготовок по 10 см). Вторая – это равнобедренная трапеция. Основание на 11,5 и 5,4 см, а боковые стороны по 10 см.
Собирать приспособления с постоянными магнитами следует в строгой последовательности крепления элементов. Такие приспособления отлично справляются с поставленными перед ними задачами.
Приспособления для сварки профильных труб являются незаменимыми в проведении сварочных работ. Они значительно облегчает весь процесс сварки.
голоса
Рейтинг статьи
Как сделать шаблоны своими руками
Лекало представляет собой плоскую деталь. Ее размеры подбирают с поправкой на разницу в радиусах фрезы и копировального кольца.
Готовые чертежи
В интернете выложено множество выкроек под разные задачи и размеры копировальной втулки. Большинство публикаций снабжено формулами, в которые нужно подставить габариты своей заготовки. Остается вычислить размеры шаблона, нарисовать его на миллиметровке и перенести на листовой материал.
Чертеж копировальной втулки.
Примеры чертежей приведены ниже.
Что потребуется
Трафареты изготавливают из таких материалов:
- инструментальной стали (наиболее долговечный вариант);
- дюралюминия;
- пластмассы;
- фанеры;
- оргстекла.
Толщина листа – от 2 до 10 мм.
Нужны инструменты:
- дрель с набором сверл;
- лобзик или ножовка;
- напильник;
- шлифовальный круг.
Для изготовления трафаретов нужна дрель с набором сверл.
Процесс изготовления
Действуйте в таком порядке:
- На листовой заготовке вычертите внешний контур паза.
- Рассчитайте разность диаметров фрезы и втулки и разделите ее на 2.
- От нарисованного контура отступите расстояние, равное полученному в п. 2 числу, и проведите параллельную линию.
- Вырежьте по ней шаблон.
- Обработайте напильником и зашлифуйте кромки изделия.
Криволинейный шаблон вырезают таким способом: сначала высверливают вдоль контура серию небольших отверстий, затем кусачками или иным подходящим инструментом удаляют материал между ними.
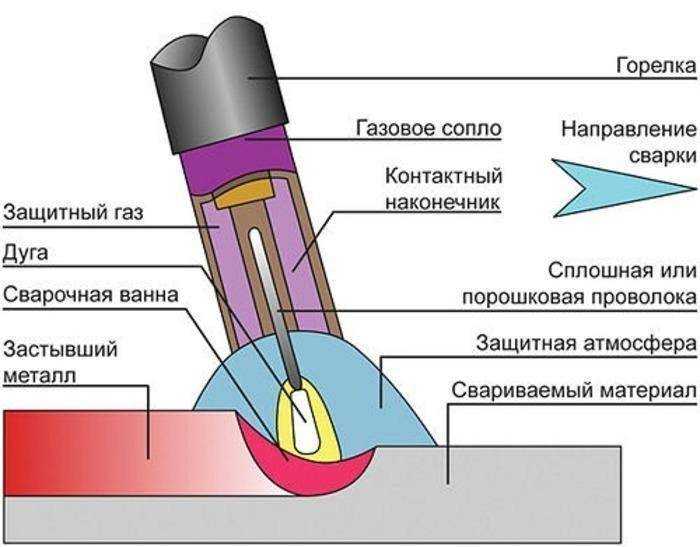
Варим трубы электродуговым агрегатом
Сварка квадратных труб электродуговым оборудованием своими руками не считается сложной технологией. Выполнить такую сварку просто даже мастеру с минимальным опытом сварных операций, поэтому данный метод соединения металлопроката очень востребован среди сварщиков.
Электродуговой агрегат позволяет без труда сваривать изделия в труднодоступных местах.
Важно! Посредством дуговой сварки можно варить металлические тубы любого сечения и любой толщины стеночек. Но если металлопрокат имеет стенки с толщиной, превышающей 4 мм, сварные операции с ним должны осуществляться при условии выполнения предварительной подготовки сварной кромки с торца изделия. Особенности сварки профильных труб
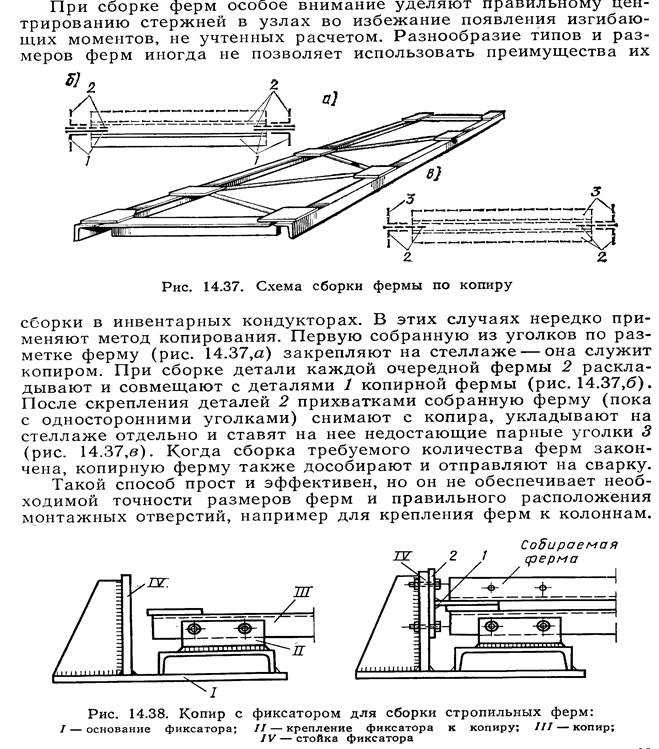
Электродуговая сварка ферм своими руками из профильной трубы требует наличия сварного аппарата и электродов, а также защитной одеждой и специальных фиксаторов для профилей
Особенности сварки профильных труб. Электродуговая сварка ферм своими руками из профильной трубы требует наличия сварного аппарата и электродов, а также защитной одеждой и специальных фиксаторов для профилей.
Технология может реализоваться разными методами:
- выполнение соединений встык;
- организация сварных швов внахлест;
- тавровые швы;
- соединения, выполненные под удобным углом.
На заметку! При сварке фермы из профильной трубы специалисты рекомендуют располагать швы в нижней позиции, если это допускают условия работы.
Изготовление разного рода металлоконструкций из профильных труб стоит организовывать в условиях специальных помещений. К примеру, сварку раздвижных ворот стоит выполнять в мастерской или просторном гараже, приспособленном под данную работу.
Концы свариваемых труб следует зачистить и обезжирить перед началом работы, чтобы обеспечить кромкам изделий максимальную цепкость.
Если толщина стеночек металлического профиля превышает 4 мм, следует подготовить кромку посредством фаскоснимателя. Это позволит сформировать шов в несколько слоев и сделать стык более долговечным и надежным.



Металлопрокат с меньшей толщиной варят в один шов
При этом детали важно зафиксировать на специальном столе. Трубу с меньшей толщиной стенок нужно сваривать в один шов, также закрепляя детали на специальном столе. Если металлопрокат имеет сечение более 10х10 мм, специалисты рекомендуют наносить точечные прихватки в некоторых местах и только потом выполнять сварку
Скорость ведения электрода подбирают исходя из скорости плавления металла, но нельзя допустить его протекания во внутренний просвет изделия
Если металлопрокат имеет сечение более 10х10 мм, специалисты рекомендуют наносить точечные прихватки в некоторых местах и только потом выполнять сварку. Скорость ведения электрода подбирают исходя из скорости плавления металла, но нельзя допустить его протекания во внутренний просвет изделия.
Схема сборки стыка профильных труб.
Чрезмерно медленная скорость ведения электрода приводит к прожигу при сварке тонкостенного металла. Электрод двигают елочкой или из стороны в сторону.
Режим дуговой сварки профильных труб полностью зависит от типа и силы тока, диаметра сварной проволоки, а также выбранной полярности. При этом силу тока подбирают в пределах 20-90 А, учитывая сечение сварного электрода.
Если профилированные трубы варят электродом малого сечения, понадобится постоянный ток с обратной полярностью. При выполнении сварного шва на поверхности образуется шлак, который нужно периодически сбивать.
Также следует учитывать, что зачищенный после остывания сварочный шов будет более надежным, если обработать его специальными антикоррозийными средствами.
Проблематика вопроса заключается в том, что разогретый до высокой температуры сварной шов гораздо быстрее покрывается ржавчиной, теряя прочностные характеристики. Обработка антикоррозийным составом не займет много времени, но значительным образом продлит срок службы металлоконструкции из профильной трубы.
Методика проведения работ
При изготовлении вышеописанного приспособления для сварки своими руками вы должны приварить на квадрат трубы, длина которых составляет 15 и 20 см. Установить их необходимо по углам, чтобы концы труб оказались по разным сторонам квадрата. Теперь можно приступать к изготовлению вспомогательных деталей. Для этого из трубы подготавливается фигура по форме буквы П, ее длина должна составить 10 см. Вторая деталь изготавливается из этих же труб, однако элементы свариваются между собой в виде равнобокой трапеции.
Равнобедренный треугольник выполняется на сторонах квадрата. К нему приваривается П-образная фигура, в которой предварительно проделывается отверстие по центру для маленького болта. В зазор между фигурой и квадратом должен поместиться 4-сантиметровый болт. К последнему приделывается ручка, в роли неё может выступить гайка с отверстием. В маленьком цилиндре нужно выполнить резьбу для маленьких болтов. Она проделывается вдоль конца большого болта. В точке пересечения диагоналей трапеции нужно выполнить отверстия в обеих деталях. Между ними будет устанавливаться цилиндрический элемент, в котором предварительно выполняется резьба.
Приспособления для сварки
Сварочному процессу предшествует подготовка. Соединяемые заготовки нужно правильно выставить и зафиксировать. Порой это занимает очень много времени. Задача сильно упрощается, если использовать специальные приспособления. Они отличаются назначением и функционалом.
Иногда сварочный процесс забирает меньше сил и времени, нежели подготовка к нему. Основную часть предварительных работ составляет фиксация всех элементов конструкции в нужном положении. От уровня подготовительных работ зависит и качество конечного результата. Для того, чтобы правильно собрать и выставить все заготовки, нужно быть предельно внимательным, а нередко – и терпеливым.
Бывает случаи, когда с большим трудом скомпилированный остов будущей конструкции рассыпается от неудачного прикосновения рук или при попытке разжечь дугу. Приходится все начинать чуть ли не с ноля, и это раздражает. Но еще хуже, когда один из элементов незаметно сдвинулся и был приварен неправильно. Или же деформировался под воздействием высокой температуры или быстрого остывания.
Избежать досадных ошибок можно, используя в работе специальные приспособления, упрощающие фиксацию деталей. На потребительском рынке есть большое количество приспособлений и оснастки, предназначенных для сварочных работ. На промышленных линиях, которые выпускают продукцию серийно и в большом количестве, эти функции выполняют специальные механизмы, зачастую к тому же роботизированные. К примеру, широко используются автоматические системы по транспортировке, укладке, кантовке продукции. в большом ассортименте представлены разнообразные сборочные фиксаторы и крепежи.
В домашних условиях выбор аналогичной оснастки скромнее. Это, как правило ручные приспособления универсального спектра. Они позволяют собрать будущее изделие и прочно закрепить все его элементы в нужном пространственном положении. Это – скобы, зажимы, струбцины и другие фиксирующие устройства. Они же предотвращают явную деформацию конструкции.