
Как изогнуть железный лист без гибочного станка » Изобретения и самоделки
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время. Для работы не понадобится гибочный станок, обойдемся небольшим набором инструментов, которые есть в мастерской.
Существует простой способ сделать это и без специальных приспособлений наподобие листогиба.

Что понадобится для сгибания листа
Понадобятся измерительные инструменты, болгарка с камнями толщиной 1 мм и 2 мм. Для техники безопасности требуется иметь специальные очки. Гнуть будем листовую сталь толщиной 2 мм, размеры подбираются в зависимости от чистой длины и ширины с учетом величины подгибов. Гнуть надо на любом ровном профиле металлическим молотком.

Технология загиба листового материала
Процесс рассмотрим на примере изготовления крышки для коптильни. Толщина листа в нашем случае 2 мм.

Сделайте разметку на листе. На каждый изгиб предусмотрено 35 мм, для загиба рекомендуется вычесть из этого размера по 4 мм. Соответственно, на листе надо нарисовать прямоугольник 508×308 мм, изгибы получатся длиной по 31 мм. Под линейку проведите линии.
Чтобы лист можно было легко согнуть, необходимо прорезать небольшие канавки. Наденьте защитные очки или маску и болгаркой ровно пройдитесь по линиям, глубина резания примерно один миллиметр, но не более. Толщина диска 1 мм.

Поменяйте диск на 2,5 мм и еще раз пройдитесь по линиям. Пользоваться двумя дисками надо по двум причинам.
- Тонким диском намного легче работать, он дает ровный срез, проще контролировать глубину.
- Широкий диск увеличивает пропил, что позволяет загибать металл без упора о кромки.
Прорежьте одну сторону угла, полностью они срезаются после изгиба.

Приступайте к гибке листа. Точно по линии пропиливания положите его на профиль, согните вначале одну сторону, затем противоположную.

Обстукивайте постепенно по всей длине, гните медленно, не пытайтесь сделать сразу большой угол.



Повторите операции с оставшимися краями листа. Если линия получилась не идеальной, то поставьте деталь на ребро и подровняйте проблемные места.Проверьте изделие. Все в норме – отрежьте болгаркой оставшиеся хвостики.

Проварите места срезов на углах. Болгаркой уберите окалину, потеки металла и острые края, придайте товарный вид.

Заключение
Ровным изгиб получается за счет предварительного прорезания, по этим линиям металл гнется намного быстрее, а толстые края не деформируются. Таким методом можно гнуть толстые листы под различные изделия.
Как сделать трубу из жести без станка
Домашние мастера придумали много способов сгибания металлического листа в трубу без применения станка.

Предлагаем вариант с применением походящей по размерам болванки. Делают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.

Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.

Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Видео:
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
Как в 3 приема делается труба из жести: азы работы с металлом для новичка

При наличии прямых рук гнуть жесть и делать из нее трубы довольно просто!
Изготовление трубы из жести своими руками – это отличная альтернатива покупке дорогого водостока или вентиляционного кожуха. На практике экономия выходит колоссальной, а если учесть, что освоив технологию, вы сможете буквально «штамповать» трубы любого (ну ладно, почти любого) диаметра – то прочитать мои советы и хотя бы попробовать реализовать их на практике определенно стоит!
Ниже я расскажу о том, что нам понадобится для формирования трубы, а также опишу алгоритм, по которому я уже пять лет успешно гну жестяные изделия.
Необходимые инструменты и материалы
Для того чтобы изготовить трубу диаметром 100 мм, нам понадобятся следующие инструменты и материалы:
- Киянка деревянная или резиновая. Вообще говоря, от качества этого инструмента в первую очередь будет зависеть качество готового изделия. Киянка должна быть достаточно тяжелой, но такой, чтобы было легко контролировать силу удара, не очень твердой, но при этом достаточно плотной.
- Ножницы по металлу. Подойдут любые, главное, чтобы ими было удобно резать металл на больших плоскостях.
- Металлический уголок длиной не менее 1 м, установленный на краю стола-верстака. Именно на нем будет производиться гибка металла, поэтому он должен быть устойчивым и достаточно массивным.
- Стальная труба диаметром 60–90 мм, закрепленная горизонтально — «пушка». На ней будет производиться сборка изделий. Соответственно, ее длина так же не должна быть меньше 1 м.
- Линейка.
- Чертилка по металлу. Подойдет любой заточенный металлический стержень, вплоть до большого гвоздя.
- Собственно, сам лист оцинкованного металла толщиной 0,5 мм.
Необходимые инструменты
Перечень инструментов и приспособлений, необходимых для изготовления своими руками трубы для дымохода из оцинковки , обусловлен свойствами жести, в частности мягкостью и пластичностью. Обработка материала такого типа не требует приложения особых усилий, которые необходимы для работы с листовыми материалами.
Поэтому при производстве жестяных труб для дымохода необходим следующий набор инструментов:
- Ножницы для резки металла. Этот инструмент помогает без особого труда нарезать листовой материал на нужные куски, так как самая большая толщина жести достигает 0,7 мм.
- Молот с мягким бойком. Можно также воспользоваться деревянным молотком, киянкой, или стальным инструментом с мягкой резиновой накладкой. Однако последний вариант используют очень аккуратно или вообще не берут, так как он может стать причиной деформации тонкого листа жести и испортить всю работу.
- Плоскогубцы. С помощью этого инструмента решают вопрос, как согнуть трубу из жести, потому что это сталь, хотя и тонкая, следовательно, согнуть руками ее невозможно.
- Верстак. Это приспособление необходимо при резке материала и при нанесении разметки.
- Калибрующий элемент. Это может быть трубное изделие диаметром более 10 сантиметров, а также уголок, имеющий грани 7,5 сантиметров. Эти элементы необходимо хорошо закрепить, так как на их поверхности будет выполняться заклепывание стыковочного шва.
Помимо этих инструментов, следует приготовить линейку или рулетку и разметчик, представляющий собой стальной стержень с острой заточкой.
Необходимые инструменты
Перечень инструментов и приспособлений, необходимых для изготовления своими руками трубы для дымохода из оцинковки , обусловлен свойствами жести, в частности мягкостью и пластичностью. Обработка материала такого типа не требует приложения особых усилий, которые необходимы для работы с листовыми материалами.




Поэтому при производстве жестяных труб для дымохода необходим следующий набор инструментов:
- Ножницы для резки металла. Этот инструмент помогает без особого труда нарезать листовой материал на нужные куски, так как самая большая толщина жести достигает 0,7 мм.
- Молот с мягким бойком. Можно также воспользоваться деревянным молотком, киянкой, или стальным инструментом с мягкой резиновой накладкой. Однако последний вариант используют очень аккуратно или вообще не берут, так как он может стать причиной деформации тонкого листа жести и испортить всю работу.
- Плоскогубцы. С помощью этого инструмента решают вопрос, как согнуть трубу из жести, потому что это сталь, хотя и тонкая, следовательно, согнуть руками ее невозможно.
- Верстак. Это приспособление необходимо при резке материала и при нанесении разметки.
- Калибрующий элемент. Это может быть трубное изделие диаметром более 10 сантиметров, а также уголок, имеющий грани 7,5 сантиметров. Эти элементы необходимо хорошо закрепить, так как на их поверхности будет выполняться заклепывание стыковочного шва.
Помимо этих инструментов, следует приготовить линейку или рулетку и разметчик, представляющий собой стальной стержень с острой заточкой.
Характеристики материала
Тонколистовая сталь, покрытая цинком в заводских условиях, должна соответствовать ГОСТ14918-80
Основные характеристики, на которые следует обратить внимание при выборе:. Самые распространенные толщины оцинковки – от 0.35 до 3мм
Чем лист тоньше, тем он легче обрабатывается, что немаловажно для изготовления изделий в домашних условиях. Но не стоит забывать – меньше толщина — меньше прочность. Самые распространенные толщины оцинковки – от 0.35 до 3мм
Чем лист тоньше, тем он легче обрабатывается, что немаловажно для изготовления изделий в домашних условиях. Но не стоит забывать – меньше толщина — меньше прочность
Самые распространенные толщины оцинковки – от 0.35 до 3мм
Чем лист тоньше, тем он легче обрабатывается, что немаловажно для изготовления изделий в домашних условиях. Но не стоит забывать – меньше толщина — меньше прочность
Толщина цинкового покрытия
Различают 3 класса материала, в соответствии с толщиной слоя нанесения цинка. Сведем данные в таблицу для удобства.
| Класс стали по толщине цинкового слоя | Масса защитной прослойки, имеющейся с обеих сторон (гр) | Толщина покрытия (мкм) |
| П (Повышенный) | 570 — 855 | 40-60 |
| I | 258-570 | 18-40 |
| II | 142.5-258 | 10-18 |
ГОСТ допускает некоторые отклонения по толщине и наличие некоторых дефектов
- НР – нормальная разнотолщинность;
- УР – уменьшенная разнотолщинность.
Варианты внешнего вида листа:
- КР – С узорами кристаллизации (некоторыми трещинками и потемнениями);
- МТ – без узоров.
Немаловажной характеристикой для изготовления труб является способность металлического листа к вытяжке:
- Н – нормальной вытяжки;
- Г – глубокой вытяжки;
- ВГ – весьма глубокой вытяжки.
Технология создания дымохода своими руками
Самостоятельное изготовление ровного дымохода стандартного диаметра 11 см. Дымоход из оцинковки своими руками делается не так тяжело как кажется на первый взгляд.
Видео
Монтаж дымохода сэндвич своими руками: нюансы, советы
Для начала нужно взять лист металла и правильно его раскроить. Все процессы напоминают изготовление водосточного трубопровода, но в нашем случае сталь должна быть толще, также стоит позаботиться об утеплителе, чтобы исключить образование конденсата иначе помимо коррозии в зимнее время на дымоходе образуются еще и сосульки.
Для раскроя оцинкованного стального листа своими руками можно использовать такие доступные инструменты как: дисковый резак на станине, гильотину или сабельные ножницы.
Следующий этап – вальцевание и прокатка поверхности будущего изделия. Процесс проводится с использованием ручных вальцов или с электрически-механическим приводом.
Главное, чтобы размер обрабатываемой поверхности соответствовал тому, который нужен. Труба из оцинковки для печи своими руками изготавливается с листа длинной 125 или 200 см. Вальцы должны протянуть лист толщиной около миллиметра.
Желательно выбирать станок, в котором валы располагаются асимметрично, в этом случае даже кромка будущего дымохода будет прокатана как надо не оставляя плоских участков. Еще нужно учитывать минимальный диаметр проката. Стандартное изделие имеет размер сечения 10 см.
Видео
Следующий шаг – утепление, чтобы защитить от влаги, которая возникает из-за конденсата. После утепления на первую трубу одевается вторая, которая придерживает минеральную вату и придает дымоходу улучшенные технические характеристики. Диаметр второй – 11см. Таким образом, создаются сэндвич трубы из оцинковки для печи своими руками.
Наполнение водой или песком
В полость заготовки заливают воду, после чего, устанавливают на обоих ее торцах заглушки и помещают холод, чтобы она замёрзла.

Изгиб изделия производится путем его последующего нагревания газовой горелкой. Данный способ не подойдет для труб, имеющих оцинкованное напыление, поскольку может привести к его повреждению.

Способ с использованием песка применим к трубам, имеющим большое сечение либо квадратную конфигурацию. Суть его заключена в предварительном наполнении полости заготовки песком. Затем труба хорошенько нагревается и выгибается путем постукивания по ней киянкой. Чтобы согнуть оцинкованные конструкции, нагрев не требуется.

Как сделать трубу из листа железа?
Затем укладывается заготовка, а уголок перемещается на место. При необходимости его можно будет приподнять, не снимая при этом.
После этого материал продевают между двутавром и уголком. Металлический лист аккуратно выравнивается. Затягиваются болты и при помощи поворота заготовка сгибается на требуемый угол. Самодельный станок — устройство не универсальное, так как его используют для сгибания листов маленькой толщины.
Если есть необходимость в загибе материала с большой толщиной, следует применять станки, выполненные на производстве. При работе с жестью используются два основных инструмента. Ножницы по металлу и листогибочный станок.
Конечно, при изготовлении желоба для крыши сарая, можно воспользоваться старым дедовским способом — обстучать киянкой лист оцинковки о край верстака, или при помощи металлического уголка. Примеры таких работ можно увидеть на кровле в частном секторе.
Перечень инструментов
Однако качество изделия оставляет желать лучшего, да и металл повреждается в месте ударов. К тому же, кустарное сгибание металла подойдет лишь для простых конструкций. Если профиль изгиба имеет несколько разнонаправленных граней — без профессионального инструмента не обойтись. Покупать промышленный листогиб — непростительная роскошь. Дело мастера боится — мы расскажем, как сделать своими руками столь полезное в частном домовладении приспособление.
Второе название — трехвалковый. Станок применяется для создания плавных согнутых поверхностей — труб большого диаметра, полукруглых водостоков и прочих конструкций без острых углов.
Какие нужны инструменты
Работает по принципу прокатного станка. Лист профилируется между двумя опорными вальцами и одним упорным, при перемещении которого задается радиус изгиба заготовки. Заготовка кладется между двумя пуансонами шаблонами , под большим давлением они смыкаются, придавая необходимую форму листу металла. Как правило, используется для работы с толстыми заготовками.
В бытовом применении бесполезны. Принцип действия конструкции — заготовка зажимается линейкой-фиксатором, а подвижная траверса загибает край на нужный угол. Пожалуй, самый популярный вид листогибов. Существуют как промышленные стационарные станки, так и ручные настольные приспособления. Фактически не имеет ограничений по углу загиба — от 0 до градусов. Ширина обрабатываемого листа определяется длиной траверзы. Это единственный недостаток конструкции. Согнуть цельную полосу проката длиной несколько метров в домашних условиях будет проблематично.
Зато можно быстро изготовить составную конструкцию любой длины с загибами для сращивания торцов. С траверсными конструкциями часто применяется нож для листогиба, который входит в комплект поставки.
Правильнее будет назвать — листогиб торцовый ручной. Хотя с помощью роликового механизма можно гнуть заготовки и далеко от края. Просто процесс слишком неудобный. Применяются в основном в качестве вспомогательного устройства. Простейшая конструкция — зажать край листа между стальным уголком и правилом или двумя уголками при помощи струбцины, и гнуть заготовку руками. Именно так обычно создаются простейшие элементы кровли.
Однако траверсный листогиб вполне реально изготовить самостоятельно. Требуется точность разметки и терпение. Если есть необходимость работать с металлом большей ширины — длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум мм.
Применение валков
Как результат, для получения нужного сгиба приходится прилагать гораздо меньше усилий, а повреждения, наносимые детали, сводятся к минимуму.
Используя валки, можно самостоятельно изготовить трубогиб для гибки труб, позволяющий избежать использования длинных деталей. Наиболее часто применяется его трехроликовый вариант. Расположенным в нем двум роликам отводится роль крайних опор, а третий — давит в центр сгиба.





Это самодельное устройство позволяет произвести обработку круглых труб, профиля прямоугольной формы, а так же пластин и уголков. Воспользовавшись им, можно выполнить изгиб одинакового радиуса на довольно большой протяженности заготовки.
Процесс работы
Начнем изготовление трубы из жести своими руками.
Весь процесс можно условно разделить на несколько основных этапов:
- Подготовка. Сюда включается разметка изделия и вырезание из куска жести отдельных заготовок.
- Формовка. На этой стадии происходит первоначальное формирование трубы круглого сечения.
- Соединение. Здесь необходимо окончательно сшить детали в готовое изделие.
Рассмотрим каждый из них более подробно.
Шаг 1. Подготовка
Сложная инструкция здесь не понадобится, все очень просто:
- лист размещается на ровном участке (верстаке или полу);
- от верхней кромки отмеряется отрезок, равный длине будущей трубы (отметки можно ставить маркером или специальным разметчиком);
- затем через отметку с помощью угольника проводится линия, перпендикулярная верхней кромке листа;
- на верхней кромке и прочерченной внизу линии отмеряется ширина заготовки, которая равна длине окружности трубы (причем к этому параметру необходимо добавить 15 мм для обустройства стыка);
- все отметки соединяются, после чего по получившимся линиям производится вырезание заготовки.
Шаг 2. Формовка
После получения заготовки, необходимо сформировать круглый профиль будущей трубы.
Здесь работа производится так:
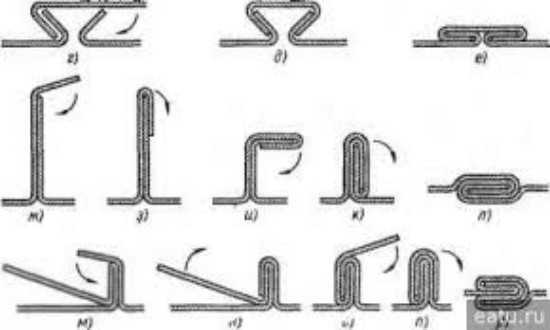
- Размечается линия для фальцев. Его ширина – 0,5 см с одной стороны и 1 – с другой. Фальцы загибаются под углом в 90 градусов к плоскости листа жести. Для этого можно использовать стальной уголок и киянку.
Лист жести размещается на краю стола со смещением на нужную длину, затем ударами резинового молотка аккуратно загибается его край. В конце работы он должен плотно соприкасаться с нижней плоскостью уголка.
Работа должна производиться равномерно по всей длине заготовки. Для облегчения процедуры можно использовать плоскогубцы.
- Затем на сантиметровом фальце делается еще один загиб в форме буквы Г. Верхнюю часть (ее ширина должна быть 0,5 см) нужно сделать параллельной листу жести. Желательно заранее произвести разметку и для этого загиба.

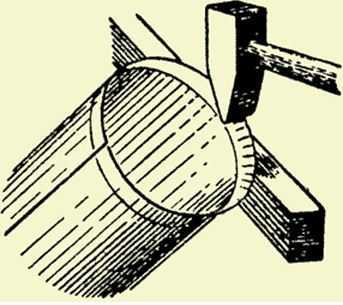
- По окончании работы с фальцами, переходим к работе над самой трубой. Для этого используется заранее припасенная круглая деталь. Расположив на ней лист жести, следует с помощью киянки придать ему округлую форму. Делать это нужно постепенно по всей длине листа до тех пор, пока согнутые края не встретятся.
Шаг 3. Стыковка
Осталось только совместить края и закрепить шов. Для этого горизонтальный участок большего фальца загибается вниз, закрывая противоположную кромку. Затем торчащий шов пригибается к плоскости трубы с помощью киянки.
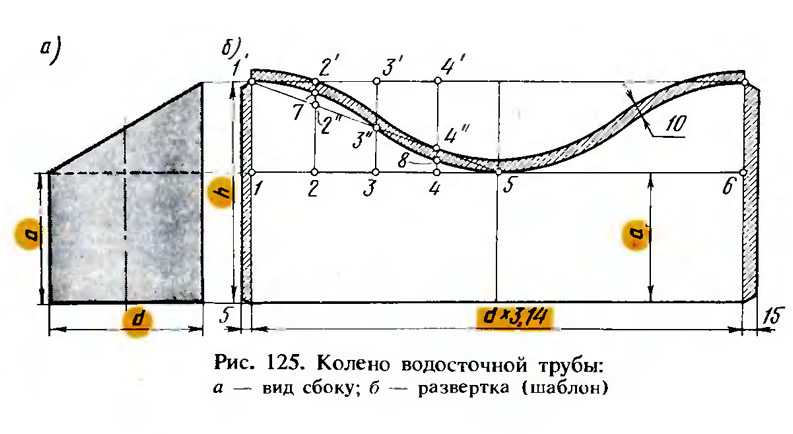
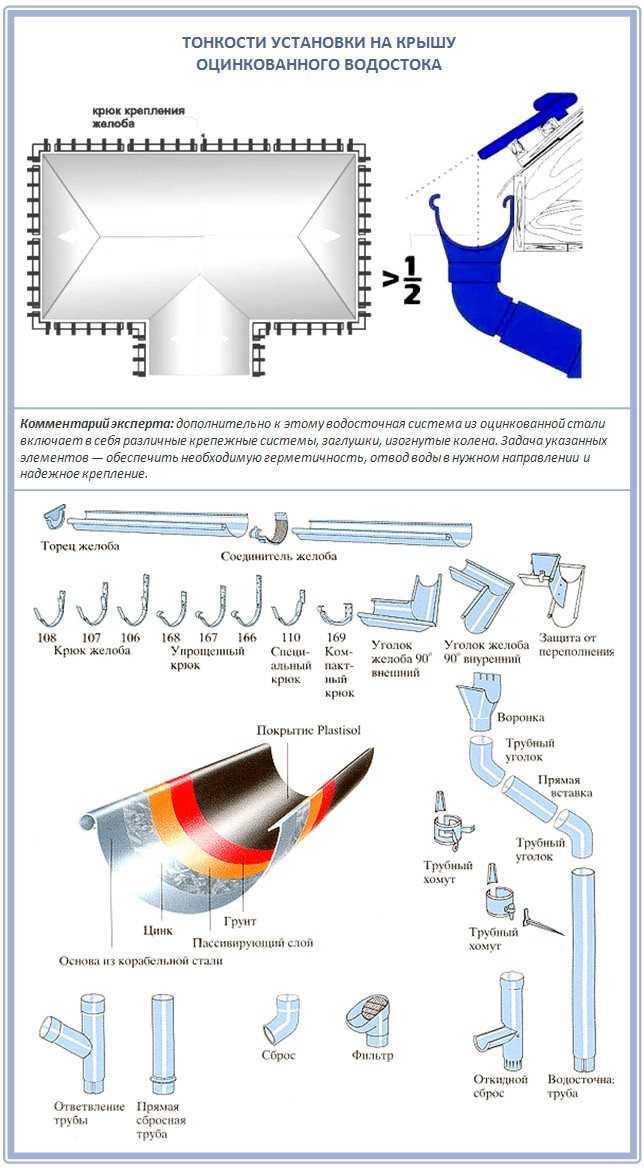
Трубы из оцинкованной стали — неотъемлемый элемент водосточной системы любого дома. Приобретение готовых водостоков — дело довольно затратное. Как можно самостоятельно изготовить водосточные трубы и тем самым ощутимо сэкономить денежные средства, рассказывается в этой статье.
Покупка готовых элементов водосточной системы — дело достаточно дорогое. Так, например, желоб водосточный из оцинкованного металла стоит порядка 100 руб./м, воронка водосточная — 160 руб./шт., труба диаметром 100 мм — 110 руб./м, колено для водосточной трубы — 110 руб./шт. Если подсчитать стоимость всех элементов, необходимых для оборудования водосточной системы для целого дома, то получится довольно внушительная сумма. Естественный вопрос, как сэкономить? Ответ прост — делать все элементы своими руками.
Давайте подсчитаем. Для водосточной трубы необходимо оцинкованное железо. Цена за лист 2500х1250 мм составляет 600 руб. Чтобы изготовить трубу диаметром 100 мм, необходима полоса металла шириной 340 мм — это, по сути, длина окружности диаметром 100 мм, плюс загибы. Из одного листа выходит 7 полос с такой шириной. Получаем: 600 / 7 = 85 руб.
за трубу длинной 1250 мм, или 68 руб./м — себестоимость одного метра оцинкованной трубы. Экономия больше 60%! На остальных элементах она будет еще больше.
Если приведенные расчеты вас убедили в необходимости научиться самостоятельному изготовлению оцинкованных труб и других элементов из листового металла, то давайте приступим к обучению. Начинать необходимо с самого простого — с труб. О том, как это делается, будет рассказано в этой статье.
Как сделать трубу из жести своими руками
Статьи
С применением в строительстве новых технологий необходимость в использовании жестяных труб постепенно отпадает, но вопрос как сделать трубу из жести интересует людей, которые любят все делать в доме своими руками.
Труба из жести – изготовление за 3 шага своими силами
Несмотря на множество различных жестяных заготовок, которые продаются в строительных супермаркетах, иногда при монтаже водостоков, вентиляции или других подобных инженерных систем возникает необходимость в установке деталей нестандартной конфигурации или размера. Потому многие домашние мастера интересуются, как сделать трубу из жести своими руками.
При необходимости жестяную трубу можно сделать самостоятельно
Особенности используемого материала
До того как начинать работу, целесообразно внимательно ознакомиться с особенностями материала, из которого предполагается конструировать трубу. Жесть – это обыкновенный лист стали толщиной от 0,1 до 0,7 мм. Его формируют путем последовательного проката заготовки через вальцы прокатного стана.
Однако на этом обработка не заканчивается. Для того чтобы защитить полученный лист от воздействия коррозии, его необходимо покрыть слоем другого вещества, которое не окисляется на воздухе.
В результате на склад готовой продукции поступают стальные листы, ширина которых согласно ГОСТ может составлять 51,2-100 см, покрытые сверхтонким слоем цинка, хрома или олова.
Обратите внимание!Материал получается очень пластичным, что позволяет обрабатывать его в домашних условиях. С другой стороны, при обустройстве ребер жесткости вы можете получить конструкцию, которая по прочности не уступает более толстой стали
С другой стороны, при обустройстве ребер жесткости вы можете получить конструкцию, которая по прочности не уступает более толстой стали.
Учитывая, что цена на жесть также невысока, ее часто используют для изготовления множества различных деталей сложной формы.
Фото жестяных листов
Необходимые инструменты
Для порезки и изгибания листов жести не нужно прикладывать больших усилий. Тем не менее, нелишним будет вооружиться специальными инструментами и приспособлениями, перечень которых приведен в таблице.
| Инструмент | Назначение |
| Ножницы по металлу | Используются для того, чтобы разрезать лист жести на заготовки нужного размера. Максимальная толщина материала, как вы знаете, 0,7 мм, потому достаточно приложить лишь незначительное мускульное усилие. |
| Киянка | Можно заменить ее резиновым молотком, а также стальным инструментом с резиновыми накладками, которые не оставляют на жести вмятин во время использования. |
| Плоскогубцы | Используются для выполнения сгибов. Можно заменить клещами. |
| Верстак | Для разметки и порезки необходимо располагать лист жести на ровной поверхности. Лучше всего использовать столярный верстак, но можно выполнять порезку и на полу, очищенном от крупного мусора. |
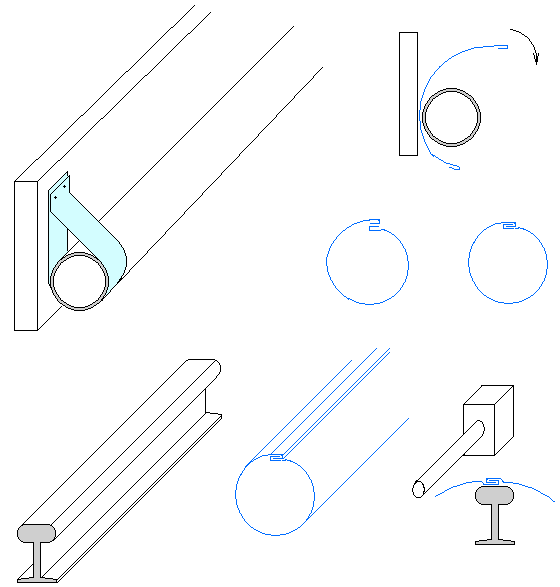
| Калибрующие элементы | Их роль выполняет толстостенная стальная труба диаметром около 100 мм (или древесина круглого сечения) и стальной уголок шириной в 75 мм. Его закрепляют на краю верстака или зажимают в столярных тисках. Труба понадобится для изготовления продольного шва трубы. |
| Разметчик | Используется для нанесения разметки на жесть. Представляет собой тонкий стальной стержень с острым концом. |
| Измерительный инструмент | Сюда относятся линейки, рулетки, угольники и другие подобные приспособления. |
Видео-инструкция
Как сделать ведро своими руками из жести, из оцинкованного железа или из нержавеющей стали с прямыми стенками.
Вырезаем из материала развертку изделия
h
– высота (устанавливаем заданную величину)d – диаметр (устанавливаем заданную величину)l – длина окружности (находим расчетным путем)
l = πd = 3,14 * 329 = 1033
(мм)h = 310 (мм)
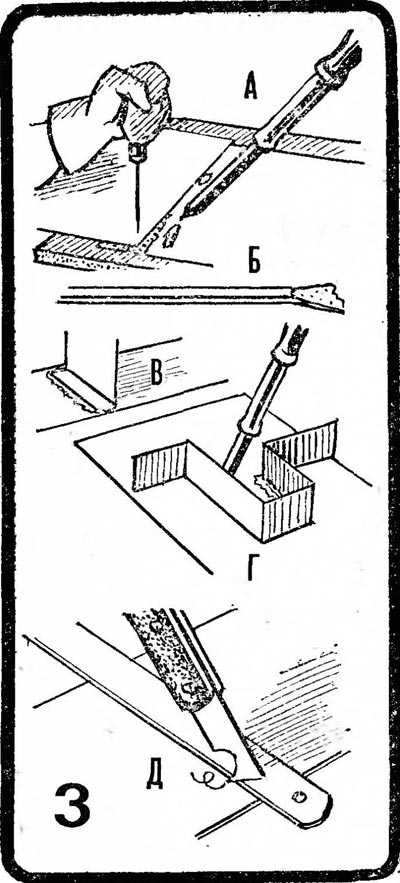
ИЗГОТОВЛЕНИЕ ЦИЛИНДРА
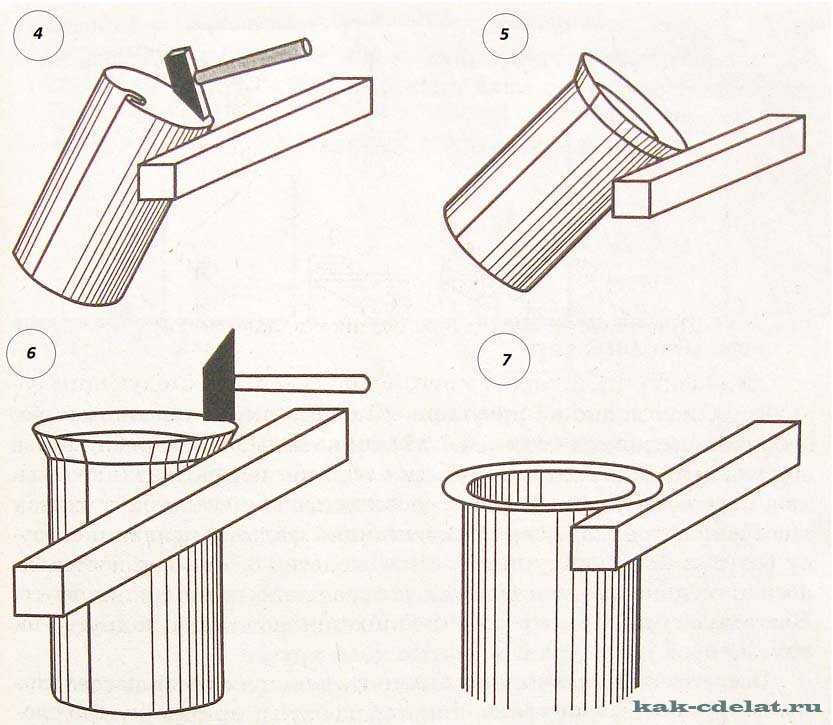
В середине развертки размечаем отверстия для крепления ушка
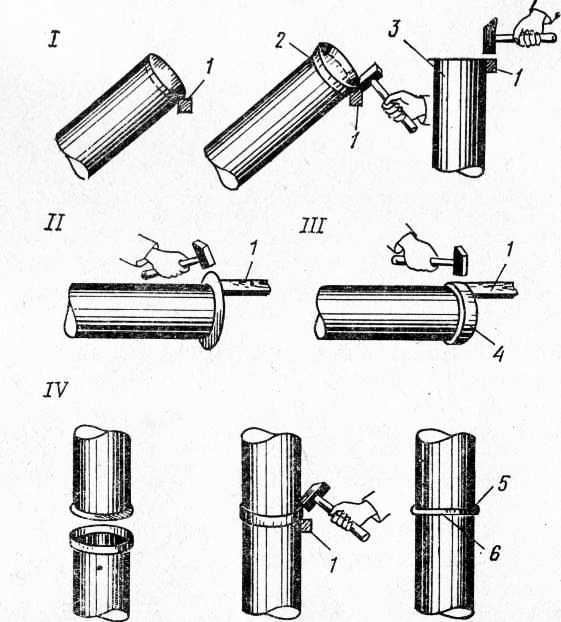
1.
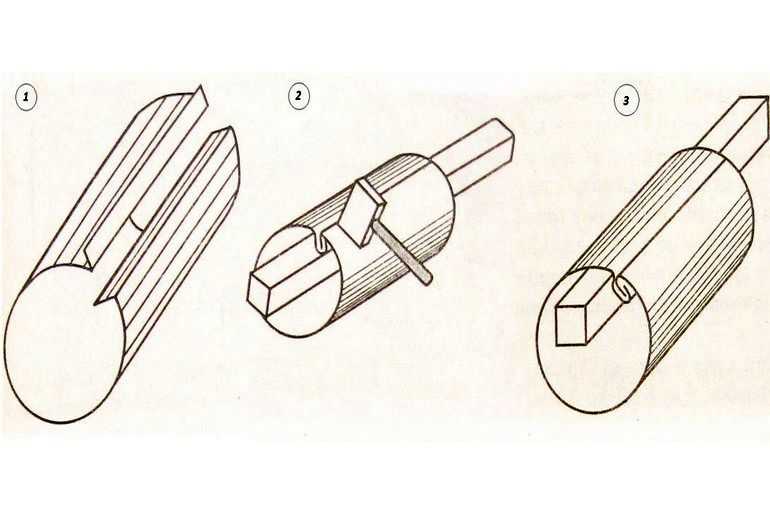
На прямоугольном листе из тонколистовой оцинкованной стали , на , или ручным способом при помощи киянки и бруса, зафальцовываем «по высоте» края листа в противоположные стороны. Сгибаем лист в цилиндр.2. Скрепляем загнутые края. Равномерно прижимаем полученный шов киянкой или колотушкой по всей длине цилиндра.3. Чтобы шов остался внутри цилиндра, необходимо провести следующую операцию: поворачиваем готовый шов таким образом, чтобы он находился возле ребра бруса; ударяя киянкой по шву, получаем внешнюю поверхность цилиндра без выступающего шва.
ОТБОРТОВКА ФАЛЬЦА
Ширина фальца зависит от его назначения: получения замка; закатка проволоки.
4.
Установим цилиндр относительно бруска в первоначальное положение. Обстукиваем молотком и отгибаем фальц.5. Постукиваем заостренной стороной молотка. Следим за шириной фальца – она должна быть одинаковой.6. Выравниваем фальц постукиванием тупой стороной молотка.7. Окончательно отгибаем под прямым углом согнутый фальц.

ЗАКАТКА ПРОВОЛОКИ
Вкладываем кружок по периметру отбортовки,
сделанный из проволоки, диаметр которого должен совпадать с внешним диаметром цилиндра.
Округляем круговую кромку и окончательно доводим закатку.
СОЕДИНЕНИЕ ЦИЛИНДРА С ДНОМ
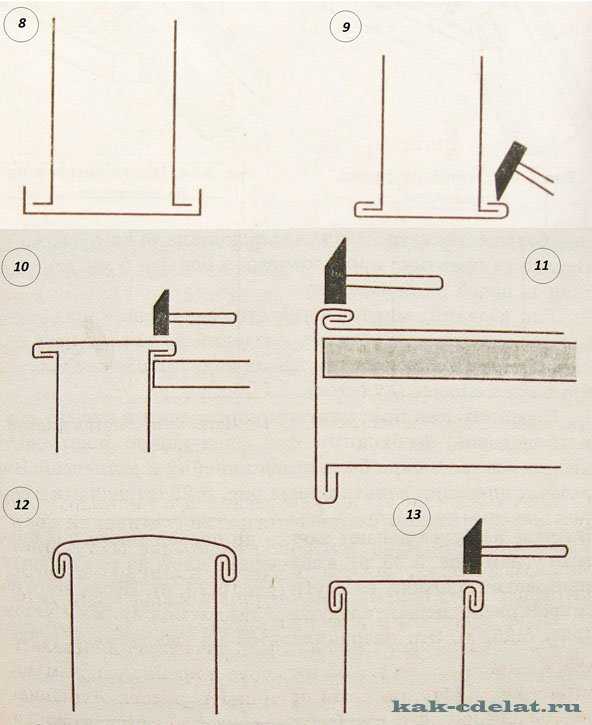
8.
Загнем края у круга и вставим в цилиндр.9. Легкими ударами заостренной части молотка, загибаем фальц внутрь круга.10. Крепкими ударами тупой части молотка обстукиваем фальц на брусе, поворачивая при этом цилиндр.11. Сваливаем фальц на наружную плоскость цилиндра.12. Если в результате работы получится выпуклое дно, необходимо его выровнять.13. По самому краю дна, ударяем тупой частью молотка, по всему периметру окружности. Дно при этом выровняется, ребра соединения получат ярко выраженный контур.
ПРИКРЕПЛЕНИЕ ПРОМЕЖУТОЧНОГО ОБРУЧА
Дно ведра можно прикрепить к промежуточному обручу, а промежуточный обруч прикрепить к цилиндру.
14.
Крепим дно ведра с обручем.15. Соединяем обруч с цилиндром (корпусом ведра).16. Отгибаем фальц у обруча.17. Сваливаем фальц на наружную плоскость цилиндра и основательно постукиваем по периметру всей окружности.
ИЗГОТОВЛЕНИЕ УШКА
Приобрести трубы из оцинковки можно свободно, но стоимость таких изделий бывает достаточно высокой, поэтому желание сделать трубу из оцинковки своими руками продиктовано, в первую очередь, соображениями экономии.
При этом изготовление оцинкованных труб не требует применения особых усилий, специальных дорогостоящих приспособлений и инструментов и каких-то профессиональных знаний, поэтому справиться с этим может любой домашний мастер, в арсенале которого имеется набор стандартных плотницких инструментов.
Трубы из оцинкованного металла применяют для оборудования дымоходов, они пользуются популярностью из-за легкого веса и, соответственно, простотой установки. Дымоходы из оцинковки не требуют сооружения фундамента, а это существенно снижает затраты на оборудование дымохода.
Такие трубы отвечают нормам пожарной безопасности, выдерживая температурный режим до 900°, поэтому они могут применяться даже для дымоотведения из твердотопливных отопительных котлов и печей.
Также оцинкованные трубы в домашнем строительстве применяют для оборудования водостоков. Такие трубы и так довольно демократичны по затратам, но при этом процесс можно удешевить еще больше, используя собственноручно изготовленные изделия.
Преимущества и недостатки такой трубы
Оцинковка – это в первую очередь сталь, материал, имеющий много неоспоримых достоинств.
К ним относятся:
- Прочность;
- Способность выдерживать высокие температуры;
- Превосходная теплопроводность;
- Низкая стоимость по сравнению с другими материалами.
Но без защитного покрытия черный металл подвержен коррозии, быстро ржавеет и приходит в негодность. Цинкование с успехом решило эту проблему. И, несмотря на то, что трубы из оцинковки и стали по форме одинаковы, оцинкованное изделие имеет ряд преимуществ.
Дополнительные плюсы оцинкованного изделия:
- Коррозионностойкость, способность противостоять негативным воздействиям окружающей среды;
- Увеличенный срок службы;
- Повышенная прочность;
- Широкий диапазон рабочих температур;
- Высокая сопротивляемость механическим воздействиям;
- Оцинкованная труба выдерживает высокое внутреннее и наружное давление;
- Простота и удобство монтажа;
- Высокая стойкость к возгоранию;
- Цинк убивает все патогенные микроорганизмы;
- Оцинковка практически не уступает в качестве низколегированной нержавейке, но стоит на порядок дешевле.
Но, как любое инженерное решение, трубопровод из оцинкованного железа неидеален.
- Не очень привлекательный дизайн;
- Дороговизна по сравнению с обычной сталью;
- Цинк усложняет процесс сварки;
- В отличие от пластика, при наличии выступов на стенах, обеспечить плавный переход в конструкции из оцинкованных труб, практически невозможно.
Преимущества и недостатки такой трубы
Оцинковка – это в первую очередь сталь, материал, имеющий много неоспоримых достоинств.
К ним относятся:
- Прочность;
- Способность выдерживать высокие температуры;
- Превосходная теплопроводность;
- Низкая стоимость по сравнению с другими материалами.
Но без защитного покрытия черный металл подвержен коррозии, быстро ржавеет и приходит в негодность. Цинкование с успехом решило эту проблему. И, несмотря на то, что трубы из оцинковки и стали по форме одинаковы, оцинкованное изделие имеет ряд преимуществ.
Дополнительные плюсы оцинкованного изделия:
- Коррозионностойкость, способность противостоять негативным воздействиям окружающей среды;
- Увеличенный срок службы;
- Повышенная прочность;
- Широкий диапазон рабочих температур;
- Высокая сопротивляемость механическим воздействиям;
- Оцинкованная труба выдерживает высокое внутреннее и наружное давление;
- Простота и удобство монтажа;
- Высокая стойкость к возгоранию;
- Цинк убивает все патогенные микроорганизмы;
- Оцинковка практически не уступает в качестве низколегированной нержавейке, но стоит на порядок дешевле.
Но, как любое инженерное решение, трубопровод из оцинкованного железа неидеален.
- Не очень привлекательный дизайн;
- Дороговизна по сравнению с обычной сталью;
- Цинк усложняет процесс сварки;
- В отличие от пластика, при наличии выступов на стенах, обеспечить плавный переход в конструкции из оцинкованных труб, практически невозможно.