
Виды
Все муфты разделяются на две группы:
- Соединительные, их еще именуют ремонтные, применяются для починки прорывов, для более прочного и герметичного соединения. Этот вид считается особо надежным.
- Защитные муфты предназначены для предотвращения возможных повреждений конструкции.
По назначению и конструктивным особенностям фитинги разделяются на:
- муфты равнопроходные, служащие для линейного соединения одного диаметра труб;
- фитинги компенсационные, предназначенные для подключения разных устройств или уменьшения сечения трубопровода;
- фланцевые, которые применяются для стыковых соединений труб из разных материалов или разного диаметра;
- отводы, используемые для изменения направление линии (бывают углы 45, 66 и 90 градусов);
- заглушки, которые устанавливаются на трубопровод, чтобы временно его перекрыть;
- тройники и крестовины, служащие для создания ответвлений в сети.
Что представляет собой муфта для ПНД?
По своим основным задачам такие муфты схожи с традиционными трубопроводными фитингами. Их конструкция выполняется по тем же принципам, но с некоторыми отличиями. В первую очередь муфта электросварная, фото которой представлено выше, изготавливается на основе электронагревательного материала с сопутствующими элементами, обеспечивающими высокую электротехническую сопротивляемость. Как и основные трубопроводные коммуникации, так и вводимая в их инфраструктуру муфта изготавливаются из пропилена низкого давления. Что это дает на практике применения? На трубопроводный контур с муфтой можно подавать электроток, благодаря которому линия будет нагреваться. То есть электрическая энергия в самом материале ПНД преобразуется в тепловую. В таких условиях реализуется сварка, формирующая монолитное соединение. Специально для осуществления электромонтажных операций на поверхности муфты предусмотрены две клеммы, к которым и подключаются электроды.
Стальная арматура
Если требуется произвести соединение металлических (стальных) труб, применяется компрессионный или резьбовой способ. Каждый из них обладает своими особенностями.
Резьбовой тип трубной арматуры
Для изготовления резьбовых муфт используются черные или нержавеющие марки стали, но лучше всего подходит латунь и чугун, причины этого мы поясним немного ниже. Соединительная трубная арматура имеет форму цилиндра, внутри которого нарезана трубная резьба.
Резьбовые соединительные элементы
Процесс монтажа сводится к вкручиванию в муфту труб с нарезанной резьбой, способ герметизации ее мы описали ранее.
Не рекомендуется все элементы соединения делать стальными, поскольку в процессе эксплуатации они могут «прикипеть» между собой, что приведет к проблемам при ремонте. Именно поэтому для этого вида трубной арматуры лучше использовать чугун или латунь.
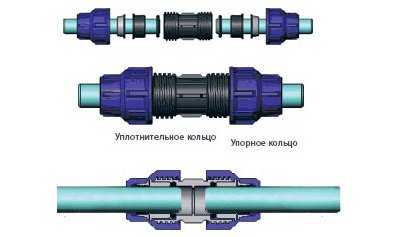
Компрессионное соединение
Компрессионные муфты оснащены накидными гайками и уплотнительными кольцами, которые обеспечивают необходимую герметичность соединению. К положительным сторонам данной конструкции следует отнести следующие особенности:
- нет необходимости нарезать резьбу;
- муфта может использоваться повторно;
- легкий монтаж и демонтаж, что довольно удобно для ремонта.
Муфта компрессионного типа Несмотря на то, что безрезбовые соединения отличаются невысокой механической надежностью, они нашли применение в безнапорных водопроводных системах с низким давлением .
Видео инструкция: монтаж Компрессионной муфты https://www.youtube.com/watch?v=c2QhvEbmqbc
Асбестоцементная трубная арматура
Данный вид асбестовых труб может быть соединен через муфту или раструб. В качестве соединительной арматуры используются следующие виды муфт:
- двубортные асбестоцементные;
- безнапорные хризотилцементные;
- чугунные «Жибо» (для напорных систем).
Требования к соединению данного типа регулирует ГОСТ 539-80. Поскольку технология монтажа асбестоцементных труб довольно сложная, приводить ее в рамках этой статьи не имеет смысла.
Способы крепления
Методы сборки соединительной конструкции делятся на три основных типа:
Электросварные фитинги – это альтернатива сварке встык, которая применяется при создании неразборных узлов. Эта запчасть представляет собой полиэтиленовый обжимной раструб, внутри которого расположена электрическая нагревательная спираль. Соединить ПНД — элементы посредством электрофузионной сварки сможет даже начинающий ремонтник.
Края соединяемых фрагментов следует вставить в раструб и подключить к узлу сварочный аппарат. За счет штрих-кода — маркировки с указанием требуемой температуры, давления и продолжительности сварки, которую имеет каждая деталь, все характеристики будут выбраны аппаратом автоматически.
Сварные – литые металлические муфты или тройники, сборка которых производится за счет сварки. Также часто делают так называемые «стыковые», где роль соединительной детали, по сути, играют небольшие фрагменты трубы, сваренной с основной гидромагистралью встык.
Компрессионные – наиболее удобный вариант для создания разборной проводящей сети. Такие соединительные части пользуются большой популярностью за счет своей дешевизны и легкости монтажа. Компрессионный фитинг состоит из ПЭТ — корпуса, уплотнителей, которые находятся в месте соединения, зажимных колец, выполняющих защитную функцию, запрессовывающей втулки и гайки, которая плотно закрывает место сочленения.
Материал, из которого изготовлен компрессионный фитинг, может быть различным. Диаметр варьируется от 16 до 110 мм.
Сборка компрессионного стыковочного узла производится в несколько несложных этапов:

- Сначала нужно подготовить обе соединяемые детали. Для этого требуется измерить, на какую глубину конец каждой из них будет заходить в сочленяющий раструб. В этом месте на трубу наносится отметка.
- Затем необходимо смазать поверхность этого участка мыльным раствором, для улучшения скольжения. Тогда надеть фитинг будет гораздо проще.
- Открутить накидную гайку соединительной конструкции.
- Ввести трубу в уплотнительное кольцо фитинга до отметки.
- Затянуть верхнюю гайку.
Как правильно соединять трубы ПНД при помощи фитингов — пример соединения вы можете увидеть на этом видео:
Особенности конструкции
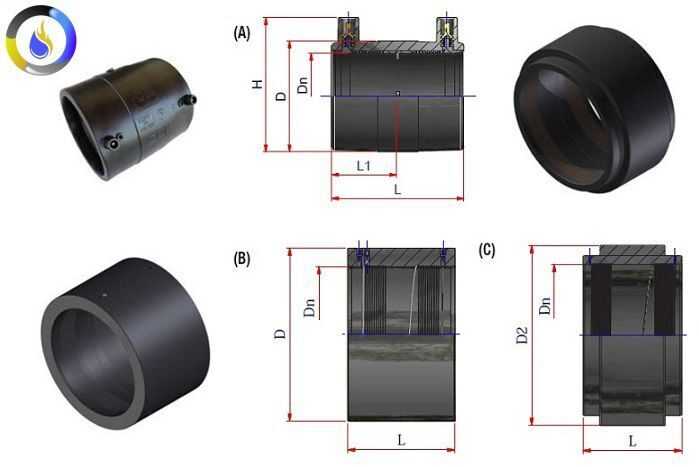
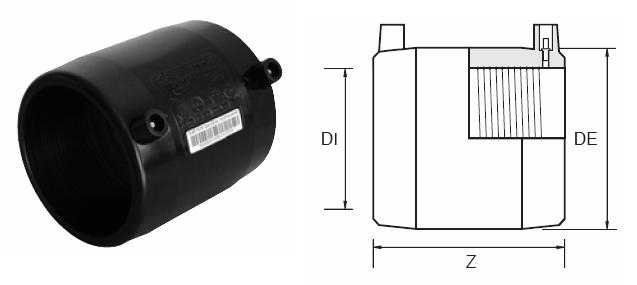
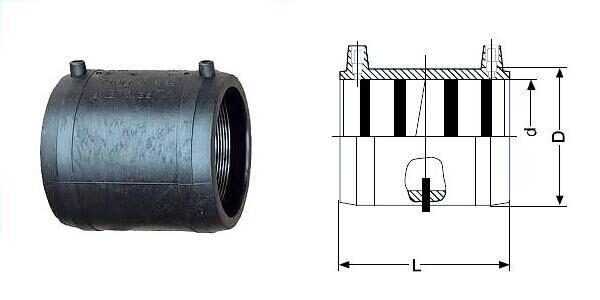
Электросварной стык полиэтиленовых труб представляет собой баллон из полиэтилена низкого давления. Внутренний диаметр стыка немного больше внешних размеров соединяемых труб. Электросварной стык ПНД 100 предназначен для соединения прямых участков полиэтиленовой трубы одного диаметра.
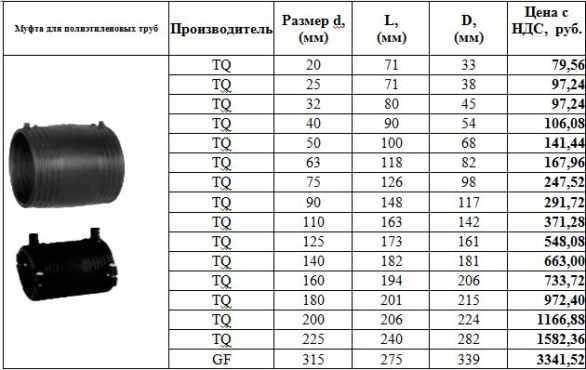
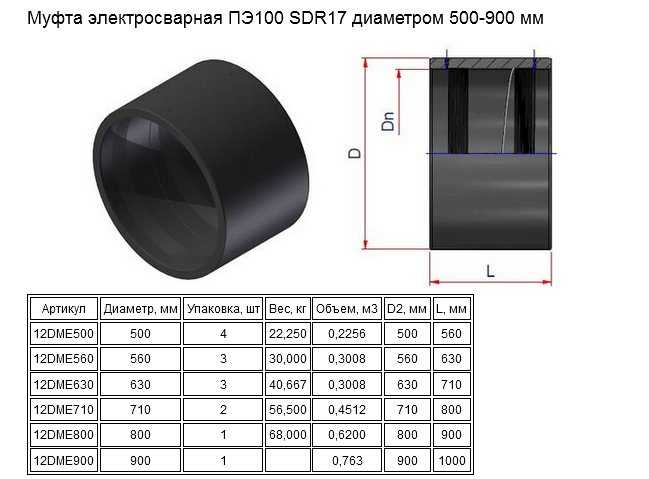
Производители предлагают широкий диапазон размеров сварных фитингов от 20 мм до 900 мм. Длина небольшого фитинга зависит от его диаметра в соотношении 1: 2,5. Например, электромуфтовая муфта для труб диаметром 20 мм будет иметь длину 50 мм. Длина сварного фитинга максимального диаметра немного больше его значений. Так, стык диаметром 800 мм имеет длину 90 см. Длина стыка 900 мм составляет 1 м. Производители предлагают сварные стыки с удлиненным телом.
Внутри прибора расположены электронагревательные катушки, контакты которых вынесены в виде клемм. Материал и расположение нагревательных элементов электромуфтовой муфты предотвращают распространение тепла от заготовки.
Процесс сварки обеспечивается плавлением полиэтилена под действием температуры. Процесс молекулярной диффузии влияет на внутреннюю поверхность рукава и внешнюю стенку трубок. Полиэтилен плавится до определенной глубины и перемешивается на молекулярном уровне. После затвердевания образуется монолитное образование, которое не имеет видимой границы раздела.
Заготовка может быть оснащена индикатором хода сварки. Это позволяет отслеживать процесс подключения и облегчает вашу работу. Крепеж на электросварной втулке позволяет надежно закрепить деталь на трубах, исключая отходы на стыке.
На этикетке фитинга есть специальный штрих-код, который считывает сканер сварочного аппарата. На основе информации штрих-кода устройство устанавливает время и температуру нагрева для достижения идеального шва.

Поскольку процесс сварки обеспечивается молекулярной диффузией расплавленного полимера, состав полиэтилена низкого давления в корпусе электромуфтовой муфты имеет большое значение. Подавляющее большинство фитингов изготавливается из полиэтилена марки 100, но муфты бывают и 80. Фитинги марки 100 считаются универсальными. Их можно использовать для любых труб из ПНД.
Муфтовая сварка – еще один недорогой вариант
Сварка муфтами – идеальный вариант для соединения трубопровода, диаметр которого не превышает 63 мм. Для данной операции можно использовать простой паяльник (аппарат для сварки). Если необходимо сварить трубы большого диаметра, применяется промышленный механический аппарат.
Для работ, специалисту потребуется такой инструмент, как рулетка и наличие трубореза. Процесс сварки муфтовым способом подразумевает следующие действия:
- Изначально, сварочный аппарат закрепляют на трубе, используя специальный ключ. Выставляется температурный параметр – для ПНД труб это порядка 210-230°С;
- Заранее подготовленные фитинги насаживают на насадку и полностью прогревают пластик (хватает 6-8 сек.);
- Следующий этап – прогретый фитинг насаживают на концы труб. Необходимо удерживать элементы порядка 10-15 секунд, чтобы пластик остыл;
В конечном итоге, получается качественное, герметичное соединение. Термически обработанные полимеры сливаются воедино.






Стыковая сварка полиэтиленовых труб
Для стыковой сварки труб из полиэтилена необходимо специальное сварочное оборудование. Данный способ соединения является эффективным для пайки труб только из ПНД. Универсальность его состоит в том, что он позволяет сохранять гибкость конструкции на всём её протяжении. Использоваться данный метод может как при траншейном, так и при открытом способе прокладки труб.
Стыковая спайка ПНД труб выполняется в следующей последовательности:
- Установка концов свариваемых изделий в центраторе сварочного оборудования.
- Выравнивание и плотная фиксация деталей.
- Зачистка концевых участков от грязи, пыли, жира, прочих засорений и наслоений (осуществляется посредством смоченной в спирте хлопчатобумажной материи).
- Обработка концевых фрагментов посредством торцующего устройства (торцовка). Процесс производится до появления равномерной стружки, не превышающей 0,5 миллиметров в толщину.
- Извлечение заготовок и проверка торцов рукой на параллельность. При выявлении существенного зазора между поверхностями – повторное проведение торцовки до обретения необходимого соответствия.
- Разогрев торцов заготовочных труб нагревательным элементом, поверхность которого покрыта антипригарным слоем.
- По достижении некоторого оплавления заготовок – извлечение нагревательного элемента и смыкание торцов свариваемых труб. Давление прижима повышают до тех пор, пока не будет достигнуто полное и прочное смыкание. Изделия следует держать некоторое время (обычно – 5-10 минут) до полного затвердения соединения.
- Проверка качества сварной конструкции. Оценивается внешний вид сварных торцов, их соответствие между собой и прочность пайки.
ЧИТАТЬ ТАКЖЕ: Как правильно паять полипропиленовые трубы
Соединение полимерных труб
Установка
Муфта ПЭ100 устанавливается следующим образом. К нагревательной спирали подается электроток, под воздействием которого происходит плавление стенок полиэтиленовой трубы, образуя высококачественный стык. Вся технология установки происходит по следующим этапам:
- материал перед соединением подготавливается. Полиэтиленовая труба обрезается под прямым углом. Не допускается даже небольшая неровность и шероховатость. Место соединения тщательно очищается от грязи и мусора;
- подбирается фитинг, который должен быть соответствующего размера. После этого все части конструкции стоит обезжирить ацетоносодержащим веществом или другим растворителем, который есть в наличии;
- части фитинга фиксируются в спецкреплении. Расстояние между скрепляемыми участками, которые внедряются внутрь фитинга не должно быть шире толщины стенки самой полиэтиленовой трубки. Соединительный элемент ПЭ100 зачастую имеет специальные выступы-ограничители для облегчения задачи правильной установки;
- муфта ПЭ приваривается с использованием специального аппарата для объединения пластиковых составляющих. Сварка осуществляется автоматически, аппарат после сканирования штрих-кода сам устанавливает подходящий температурный режим и мощность подаваемого тока;
- после окончания работы шов нужно проверить на прочность, перед тем как замуровывать систему или укладывать конструкцию в землю. Испытание заключается в процессе подачи внутрь трубопровода воздуха под определенным давлением.
Соединительный элемент ПЭ100 SDR11 по номенклатуре предполагает, что он должен выдержать номинальное давление PN16. И изделия данной марки считаются самыми часто используемыми.
Этапы электромуфтовой сварки
Несмотря на простоту, такой способ соединения ПНД труб требует аккуратности и достаточного внимания. Он предполагает выполнение следующих действий:
трубу, которую будете монтировать в систему, обрежьте так, чтобы плоскость среза была строго перпендикулярна её оси;
торцы соединяемых изделий на длину их входа в фитинг хорошо зачистите специальным инструментом. Сделав это, обработанные поверхности тщательно обезжирьте;
свариваемые детали зафиксируйте в специальном креплении
Очень важно, чтобы расстояние между кромками ПНД труб в середине муфты не превышало толщину их стенок;
клеммы трансформатора-выпрямителя соедините с контактами электросварного фитинга. После того, как будет считана информация со штрих-кода (он присутствует на всех соединителях данного типа), начнётся сам процесс сварки
Причём выполняться он будет в автоматическом режиме. В качестве исходных будут приняты данные, полученные со штрих-кода.
По завершении сварки проверьте стыки на герметичность. Это нужно сделать прежде, чем пускать в трубы рабочую жидкость.

Температура нагрева и длительность сварки аппарат определяет автоматически, считывая данные штрих-кода
Для этого можно воспользоваться следующим простым способом: обмыльте стыки и подайте в трубу струю воздуха под напором, например, вставив шланг пылесоса в отверстие «на выдув». Отсутствие пузырей подтвердит факт того, что стык герметичен.
Преимущества соединений, выполненных с помощью муфты
Достоинства изделий из ПНД, которые можно отнести и к трубам, и к муфтам:
- безопасность и экологичность;
- химическая стойкость к агрессивным компонентам в рабочей среде;
- термическая стабильность;
- длительный срок эксплуатации — до 50 лет;
- простота в монтаже;
- вариабельность конструкции в соответствии с особенностями инженерной системы.
Полиэтилен низкого давления не содержит в себе токсических компонентов, дающих эмиссию в воздух или воду при нагревании. Это позволяет использовать муфты ПНД в составе трубопроводов отопления и горячего водоснабжения, а также для транспортировки питьевой воды.
Рекомендуем ознакомиться: Обзор фитингов для соединения металлопластиковых труб
Способность выдерживать агрессивное воздействие свободного хлора, щелочей, кислот также относится к преимуществам изделий из ПНД, что позволяет использовать их как для транспортировки технической и водопроводной воды, а также различных жидких и вязких рабочих сред – нефтепродуктов, бензина, растворителей.
Вариабельность моделей обеспечивает инженерам и проектировщикам выбор в использовании соединительных элементов в соответствии с параметрами системы – номинальным давлением, температурой, скоростью потока. Для устройства водопровода можно использовать соединительные, компрессионные и электросварные муфты.
Виды компрессионных муфт
В первую очередь все компрессионные муфты делят по конструктивным особенностям на:
- цанговые;
- резьбовые.
Муфта, оснащённая цанговыми зажимами, обладает рядом качеств:
- Перед началом установки не требуется предварительная разборка детали.
- Деталь с цанговым элементом можно монтировать на трубы из сшитого полиэтилена.
- Показатели рабочего давления этого изделия составляют до 16 бар.
- Идеально подходит для питьевых и технических трубопроводных систем.
Основные характеристики компрессионных деталей с цанговыми зажимами представлены в таблице №1.
Таблица 1
| Диаметр, мм | Масса, кг | Длина, мм |
| 110 | 2,27 | 354 |
| 90 | 1,72 | 314 |
| 75 | 1,41 | 290 |
| 63 | 0,57 | 214 |
| 50 | 0,33 | 195 |
| 40 | 0,26 | 178 |
| 32 | 0,15 | 126 |
| 25 | 0,1 | 122 |
| 20 | 0,078 | 122 |
| 16 | 0,075 | 117 |
Резьбовые муфты принято делить по вариантам расположения резьбы на:
- детали с наружной резьбой;
- детали с внутренней резьбой.
Муфты различаются расположением резьбы — она бывает внутренняя и наружная
Область применения
Технические сети со временем начинают ветшать, что приводит к прорывам и протечкам. Замена всей системы требует больших трудовых и материальных затрат, поэтому чаще ограничиваются профилактическими работами и устранением мелких неполадок от протечек, а также частичной заменой участков. Для текущей починки узлов и соединений идеально подойдут компрессионные фитинги Gebo. С помощью такой муфты можно соединить между собой разные материалы — чугунные, стальные, оцинкованные, пластиковые.
Область применения безрезьбовых соединений Gebo:
- Реставрация действующих трубопроводов, при замерзании воды в системе, коррозионных и механических повреждениях;
- Замена старых стояков в нескольких квартирах — отрезать трубу и прикрепить следующую новую секцию легко с помощью фитинга Gebo. А вот сварочные работы здесь неуместны в связи с высокой пожароопасностью и риском расхождения от сварки старого металла. На срезах, бывших в употреблении, нарезать резьбу проблематично — истонченный металл будет крошиться или сгниет в ближайшие годы.
- Замена части схемы в ванной с дорогим дизайном, если не хочется портить кафельную облицовку сварочными брызгами;
- Для соединения разъема при установке трубы в труднодоступных местах, когда трубу необходимо укоротить, а резьбу невозможно нарезать даже плашкой.
Кроме этого, фитинги Gebo могут использоваться:
- На системах отопления и ГВС, если рабочая температура в магистрали не превышает 80°, а давление в сети не более 1,0 Мпа.
- Для ремонта газовых магистралей, в которых давление не превышает 0,4 Мпа.
Универсальное разъемное сцепление Gebo подходит для срочных заделов перфорации трубы.
Преимущества безрезьбовых соединений Gebo
Использование фитингов Gebo имеет неоспоримые преимущества:
- Нет сварки;
- Не нужно делать резьбу;
- Экономичность материалов;
- Гарантия службы — соединение будет служить, пока стоит труба, на которую надели сцепление.
Плюсы соединений Gebo:
- Длительный срок эксплуатации — от 10 до 50 лет;
- Нет усталости металла и внутреннего напряжения;
- Многопрофильность в применении;
- Высокое сопротивление на растяжение и изгиб;
- Простота монтажа — ремонт может произвести даже начинающий сантехник, прочитав инструкцию.
Единственный недостаток таких соединений — одноразовое использование конструкции. Конечно, можно купить дополнительные уплотнения и поставить сцепление повторно, но есть риск применения неоригинальных комплектующих. Подделка служит недолго, поэтому лучше каждый раз использовать новую фирменную компрессионную муфту Gebo.
Установка безрезьбового соединения Gebo
В начале работ стоит изучить инструкцию и производить соединение строго в соответствии с рекомендациями. В противном случае герметичность стыковки не гарантируется, вероятны протечки.
Перед работой нужно очистить трубу от краски и известкового налета. Затем можно приступить к монтажу:
- В муфту вставляем конусовидную резинку;
- Надеваем прижимное кольцо, которое зажмет прокладку;
- Потом идет обжимное кольцо с зубцами. Оно проталкивает резинку внутрь, предотвращая протекание воды.
- Надеваем большую гайку на муфту и трубу, обжимаем наполовину;
- Присоединяем вторую трубу и окончательно фиксируем.
Вся конструкция затягивается большим газовым (разводным) ключом. В народе его прозвали «шведка». Смонтированный узел устойчивый и прочный. Сантехники утверждают, что скорее лопнет труба, чем сломается соединение Gebo.






На заметку! Диаметр муфты подбирается под размер просвета в трубопроводе.
Маркировка
Фитинги Gebo маркированы в зависимости от назначения:
- Муфта, маркированная синей полосой, предназначается для сцепки систем холодного водоснабжения;
- Красная полоса — для горячего водоснабжения и отопительных систем;
- Желтая полоса — только для газовых трубопроводов;
- Зеленая полоса — для полиэтиленовых труб, подающих воду, сжатый воздух или газ;
- Без цветной маркировки — для воды.
Какие бывают электросварные муфты для полиэтилена
Сборка трубопроводов и сетей, производится с применением фитингов. Их используют в следующих случаях:
- при масштабном строительстве газового трубопровода;
- в системах монтажа труб питьевой воды, а также водопровода с технической водой;
- при перевозке различных химических элементов, каковые не контактируют с полиэтиленом.
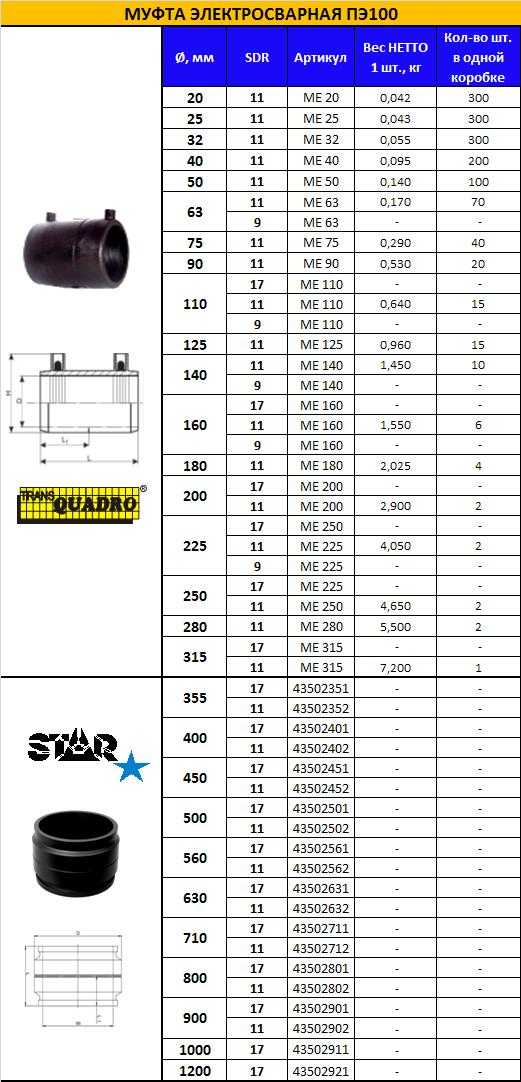
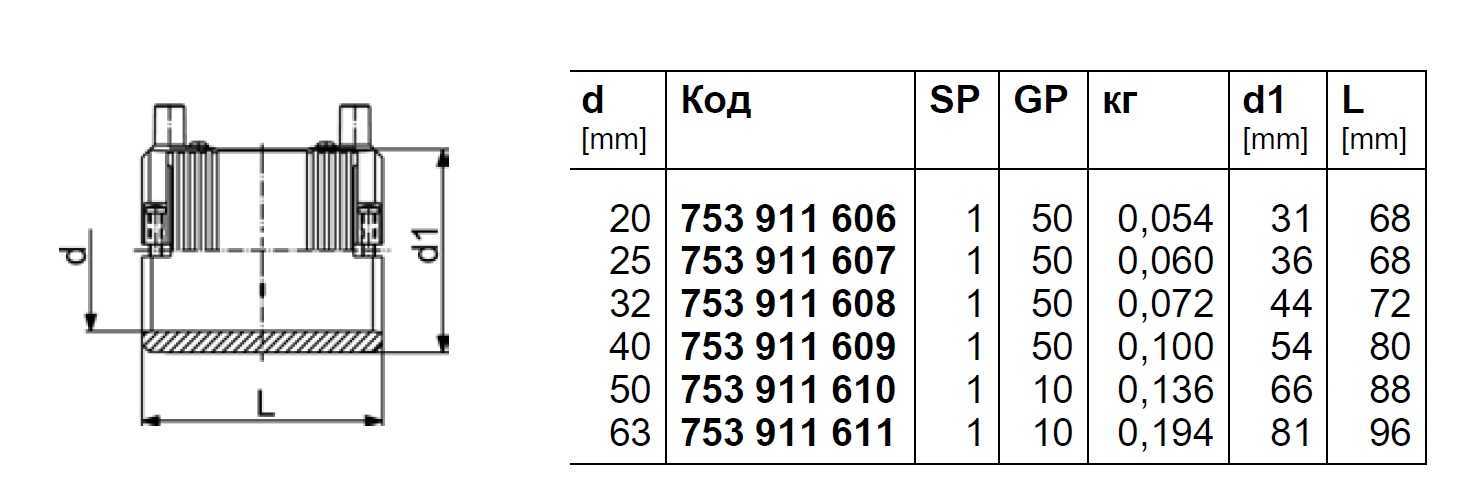
Данные изделия производятся в нескольких конфигурациях. Смотря, какой диаметр и размер требуется для монтажа технических изделий. В зависимости от того пойдёт муфта на воду или на газ, диаметр будет колебаться в пределах от 20 миллиметров до 3,15 см. Впрочем, немалой популярностью пользуются универсальные материалы, которые нашли широкое применение при сборке любого вида трубопроводов.
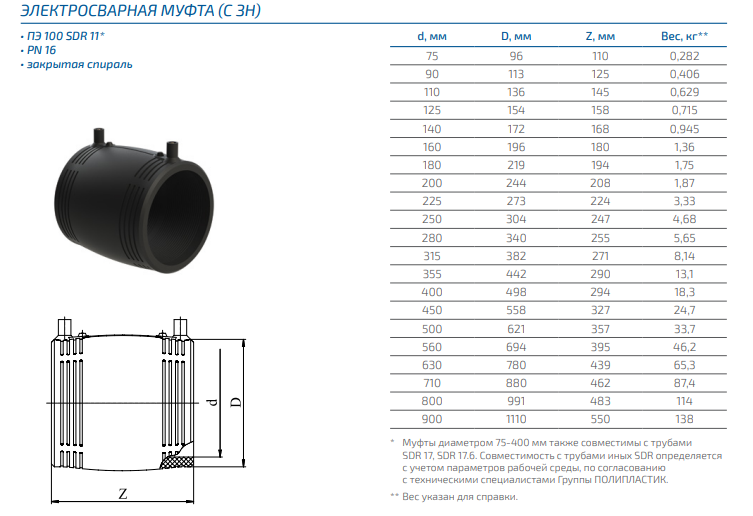
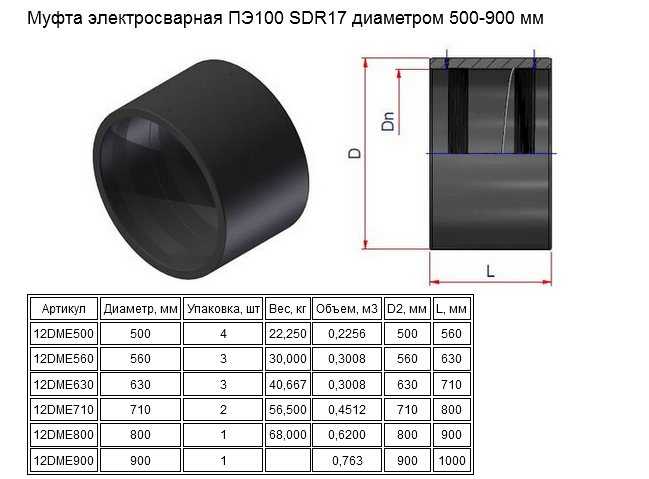
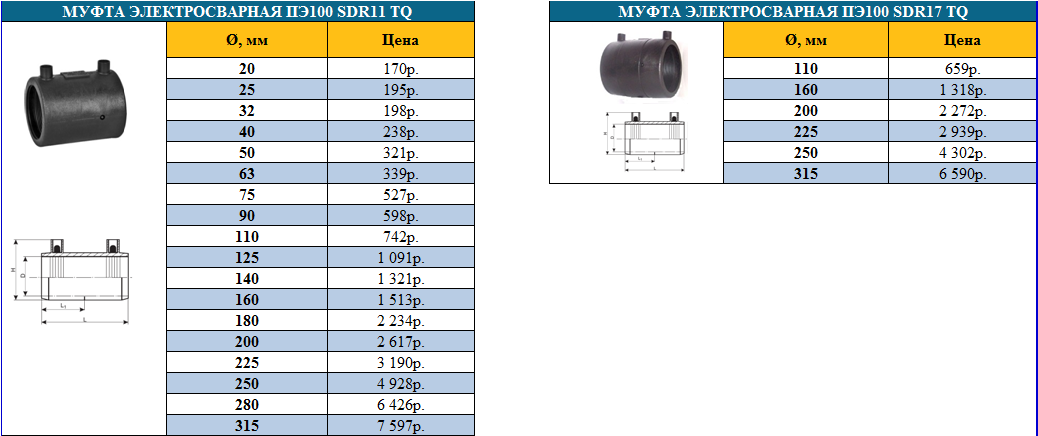
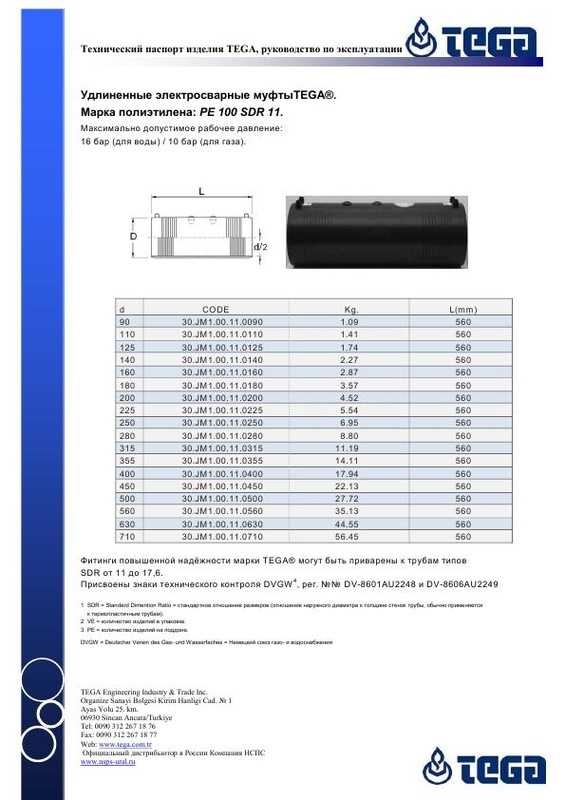
Муфта электросварная. ПЭ 100 SDR 11 и SDR 17
Структура электросварных изделий из полиэтилена
Все электросварные материалы наделены довольно непростой структурой. Спираль, каковая находится в муфте, делается из специального сплава. Она отталкивает разнообразные грязевые отложения, образующиеся во время эксплуатации. Помимо того, спираль служит своеобразным критерием качественной сварки. Так как сплав спирали не отдает температуру на внешние компоненты — сварочные работы на электросварных муфтах проходят быстро и без проблем. На выходе получается одно цельное устройство.
муфта для сварки полиэтиленовых труб
Главные преимущества и недостатки электросварных муфт, предназначенных для полиэтилена
1. Служить такие муфты будут не менее 50 лет. 2. Доступность для широких слоев населения. 3. Нет никаких ограничений для работы и сборки конструкции на малодоступных участках прокладки труб. 4. Составляющие, которые подойдут для всех форм полиэтиленовых труб, благодаря своей универсальности. 5. Полный сбор всех частей устройства, выполняется за считанные часы. 6. Трубопроводные устройства, выполненные с участием электросварных муфт, отличаются особой прочностью и надежностью. 7. Электросварные фитинги предусматривают укороченный период сборки.
Рекомендуем: Полиэтиленовые трубы для отопления: трубы РЕХ из сшитого полиэтилена
муфта электросварная переходная
Но кроме немалых достоинств, муфты включают и несколько недостатков, каковые иногда несколько ограничивают в работе с таким материалом:
1. Если место соединения на трубе будет подвержено влиянию щелочной либо кислой среды, то этот фактор может, крайне негативно сказаться на используемом материале. 2. Они не переносят высокого давления в рабочем состоянии. 3. Нельзя применять их в системах отопления и при подаче горячей воды, потому как более 40 градусов по шкале Цельсия, для них губительно. Однако все вышеперечисленные недостатки частей из полиэтилена благодаря, своим качествам таким, как прочность и простота монтажного подключения, стираются. А с каждым годом, сфера их применения, только расширяется.

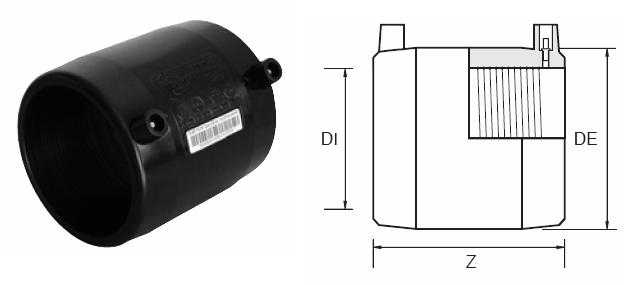
Чтобы соединить трубы между собой и с фасонными элементами из ПЭ используется электросварная муфта для полиэтиленовых труб ПНД.
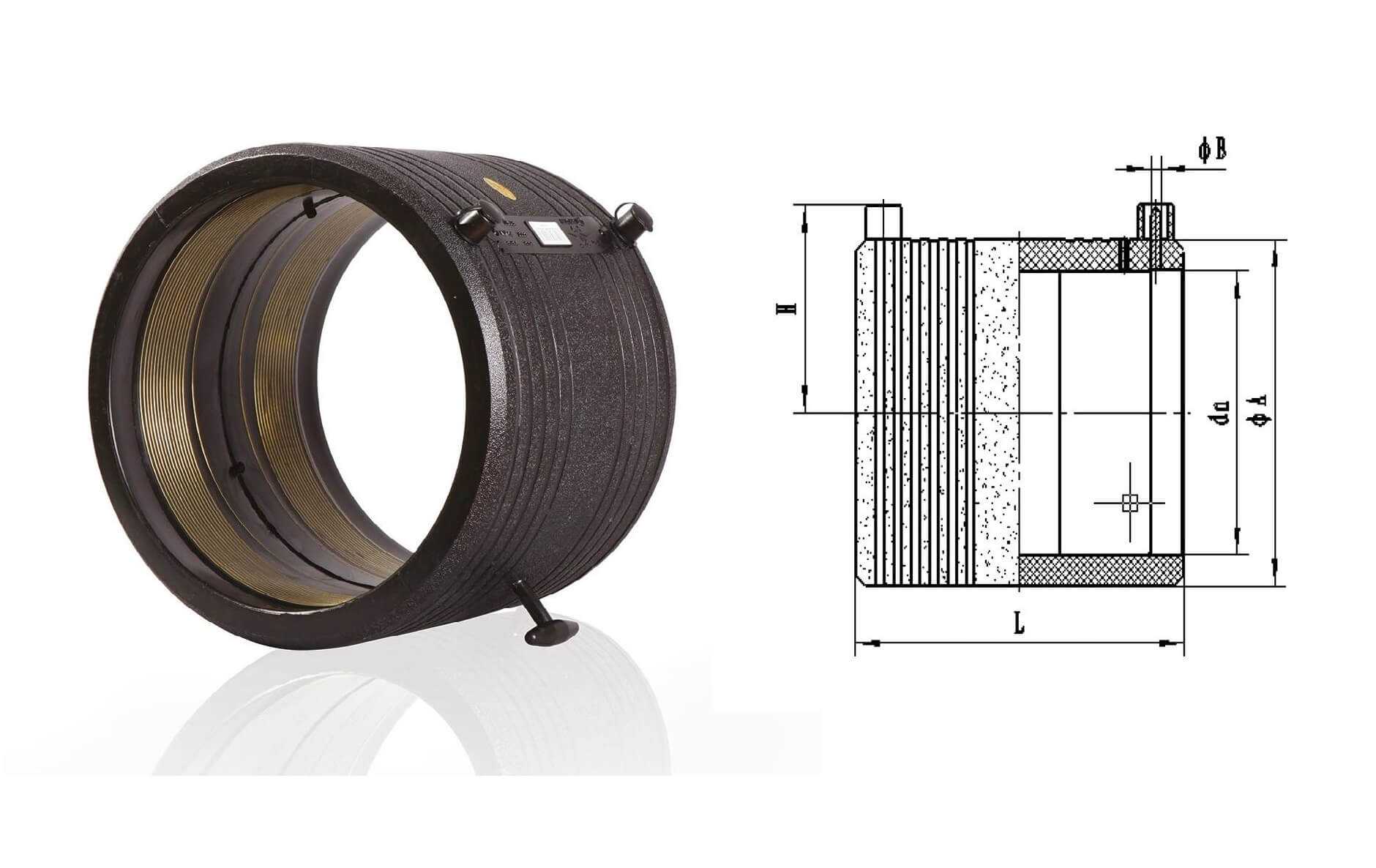
Седелка с ответной нижней частью
Седелка полиэтиленовая необходима для врезки в существующий трубопровод под давлением. После монтажа, при помощи фрезы в головной части, вырезается технологическое отверстие в основном трубопроводе. Данный тип электросварного фитинга используется в водо и газопроводах.
|
|||||||
| dxd1 | H, mm | B, mm | H1, mm | H2, mm | L, mm | Вес, г | |
| 40×32 | 120 | 66 | 12 | 94 | 100 | 370 | |
| 63×32 | 125 | 92 | 12 | 98 | 118 | 455 | |
| 63×63 | 178 | 103 | 65 | 177 | 118 | 110 | |
| 90×32 | 125 | 124 | 18 | 116 | 118 | 1120 | |
| 90×63 | 178 | 124 | 65 | 177 | 118 | 1270 | |
| 110×32 | 127 | 127 | 18 | 116 | 142 | 1170 | |
| 110×63 | 178 | 145 | 65 | 177 | 142 | 1220 | |
| 125×32 | 130 | 162 | 18 | 116 | 159 | 1230 | |
| 125×63 | 178 | 162 | 65 | 177 | 159 | 1310 | |
| 160×32 | 143 | 199 | 18 | 137 | 196 | 1345 | |
| 160×63 | 195 | 199 | 20 | 137 | 196 | 1390 | |
| 180×63 | 195 | 219 | 20 | 137 | 216 | 1605 | |
| 200×63 | 178 | 202 | 65 | 177 | 176 | 1510 | |
| 225×32 | 127 | 229 | 65 | 177 | 176 | 1553 | |
| 225×63 | 178 | 229 | 65 | 177 | 176 | 1613 | |
| 315-400×63 | — | — | — | — | — | — |
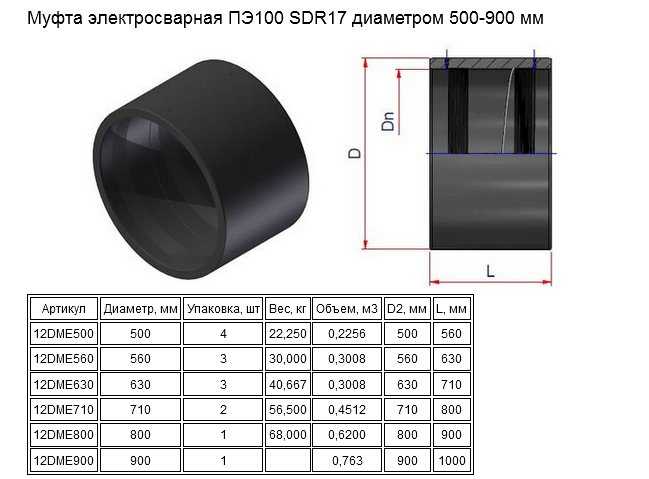
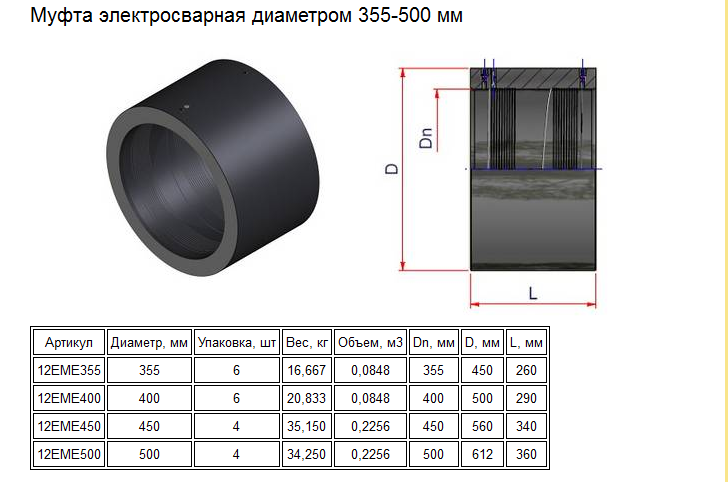
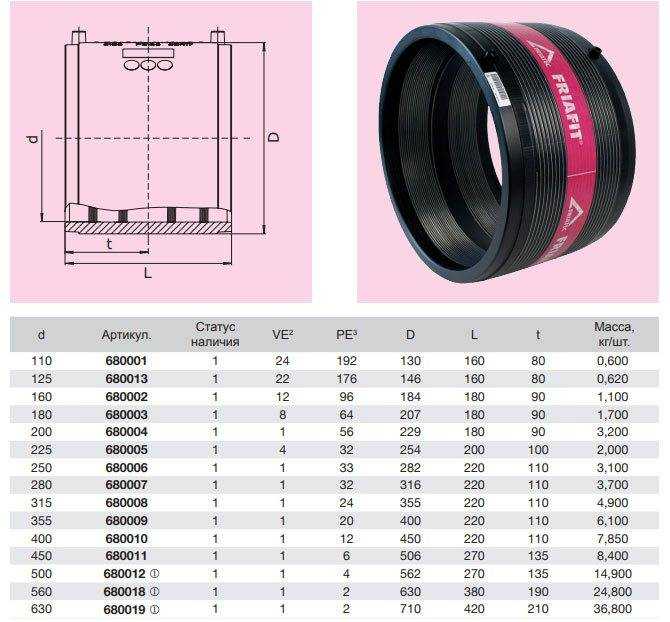
Характеристики сварных муфт для ПНД-труб
Предлагаемые нами сварные ПНД-муфты имеют следующие характеристики.
- Диаметр — 20–800 миллиметров.
- Соотношение диаметров и стенок муфт (SDR)— SDR7,4, SDR11, SDR17 и SDR26.
- Материал — ПЭ100.
- Максимальное напряжение сварки — 40 V.
- Предельные давления — от 5 до 20 атмосфер.
Эти фитинги имеют следующие преимущества.
- Абсолютная герметичность получаемых соединений.
- Долговечность.
- Простота монтажа.
- Малый вес.
- Стойкость к коррозии и агрессивным веществам.
- Идеальная внутренняя гладкость.
Все предлагаемые нами фитинги имеют высокое качество. Характеристики отвечают требованиям ГОСТов.
Контроль качества – проверяем результат работы
Данная процедура проводится после окончания всех работ и призвана выявить наличие возможных дефектов, которые могли возникнуть в процессе монтажа трубопровода. Следует отметить, что под такое понятие как дефект, подходят неоднородности микро и макро типа. Данные «неприятности» могут возникнуть в результате нарушения технологии сварки и сборки.
Дефекты подразделяются на два типа:
- внутренний тип;
- внешний.
Также, необходимо отметить такой тип брака, как разрушающий и неразрушающий – они возникают в процессе воздействия сварного соединения на полиэтилен.
Сама проверка качества производится лабораториями, экспресс-методами, и специальными организациями, которые имеют сертификат отраслевого испытательного центра (проводят углубленные исследования). Если трубопровод прокладывался мастером в домашних условиях, то достаточно проверки швов на герметичность – производится пробный пуск воды и производится наблюдение за системой в течении 2-3 дней.
4 Нормативная база сварки встык
Какие бывают электросварные муфты для полиэтилена
Сборка трубопроводов и сетей, производится с применением фитингов. Их используют в следующих случаях:
- при масштабном строительстве газового трубопровода;
- в системах монтажа труб питьевой воды, а также водопровода с технической водой;
- при перевозке различных химических элементов, каковые не контактируют с полиэтиленом.
Данные изделия производятся в нескольких конфигурациях. Смотря, какой диаметр и размер требуется для монтажа технических изделий. В зависимости от того пойдёт муфта на воду или на газ, диаметр будет колебаться в пределах от 20 миллиметров до 3,15 см. Впрочем, немалой популярностью пользуются универсальные материалы, которые нашли широкое применение при сборке любого вида трубопроводов.
Муфта электросварная. ПЭ 100 SDR 11 и SDR 17
Структура электросварных изделий из полиэтилена
Все электросварные материалы наделены довольно непростой структурой. Спираль, каковая находится в муфте, делается из специального сплава. Она отталкивает разнообразные грязевые отложения, образующиеся во время эксплуатации. Помимо того, спираль служит своеобразным критерием качественной сварки. Так как сплав спирали не отдает температуру на внешние компоненты — сварочные работы на электросварных муфтах проходят быстро и без проблем. На выходе получается одно цельное устройство.
муфта для сварки полиэтиленовых труб
Главные преимущества и недостатки электросварных муфт, предназначенных для полиэтилена
1. Служить такие муфты будут не менее 50 лет. 2. Доступность для широких слоев населения. 3. Нет никаких ограничений для работы и сборки конструкции на малодоступных участках прокладки труб. 4. Составляющие, которые подойдут для всех форм полиэтиленовых труб, благодаря своей универсальности. 5. Полный сбор всех частей устройства, выполняется за считанные часы. 6. Трубопроводные устройства, выполненные с участием электросварных муфт, отличаются особой прочностью и надежностью. 7. Электросварные фитинги предусматривают укороченный период сборки.
Рекомендуем: Поилка из труб
муфта электросварная переходная
Но кроме немалых достоинств, муфты включают и несколько недостатков, каковые иногда несколько ограничивают в работе с таким материалом:
1. Если место соединения на трубе будет подвержено влиянию щелочной либо кислой среды, то этот фактор может, крайне негативно сказаться на используемом материале. 2. Они не переносят высокого давления в рабочем состоянии. 3. Нельзя применять их в системах отопления и при подаче горячей воды, потому как более 40 градусов по шкале Цельсия, для них губительно. Однако все вышеперечисленные недостатки частей из полиэтилена благодаря, своим качествам таким, как прочность и простота монтажного подключения, стираются. А с каждым годом, сфера их применения, только расширяется.

Чтобы соединить трубы между собой и с фасонными элементами из ПЭ используется электросварная муфта для полиэтиленовых труб ПНД.
Сфера применения
Полиэтиленовая муфта существенно упрощает монтаж трубопроводов, которые используются в различных системах:
- водоснабжения (и горячего, и холодного);
- канализации;
- отопления;
- нефтепроводах;
- электротехнических сетях.
Также можно выделить основные отрасли, в которых используются эти соединительные детали:
- сельское хозяйство;
- ЖКХ;
- строительство;
- нефтегазовая и химическая промышленность.
Кроме этого, муфтовый способ соединения довольно распространён при монтаже и подключении разного насосного оборудования.

Подобные фитинги используют при монтаже водопроводных, газовых сетей как в быту, так и сфере коммунального хозяйства
Технология соединения труб с помощью электросварных муфт
Технологический процесс сварки полиэтиленовых труб электросварными фитингами не представляет сложности – трубы вставляют в фитинг, фиксируют и подают на клеммы электроток.
Схематично алгоритм можно обозначить следующим образом:
- Трубы подготавливают для соединения. Их разрезают по размеру, делая срез под прямым углом к направляющей оси трубы.
- Срез зачищают, освобождают от пыли, частиц материала, влаги.
- Вставляют трубы в электросварную муфту.
- Подключают фитинг к источнику бесперебойного напряжения.
- Дают стыку остыть. Среднее время остывания составляет около получаса.
- Проверяют надежность полученного соединения. Для чего промазывают стыки густой мыльной пеной и подают в систему сжатый воздух.

Нюансы расположения труб в муфте:
- если фитинг имеет ограничительные выступы, то трубу вставляют строго до отметки;
- если ограничителя нет, то ориентироваться следует на толщину стенки трубы – расстояние между срезами соединяемых труб не должно быть больше, чем толщина стенки трубного материала;
- стык должен располагаться в середине муфты;
- для соблюдения расстояний, на внешней стенке трубы рисуют круговую отметку или наносят риску.
Процесс сварки проходит в автоматическом режиме. После соединения следует проверить надежность стыка. Для этого соединение промазывают мыльной пенкой и подают носитель под давлением. Если стык не начнет пузырится, то соединение герметично.




Достоинства электросварных фитингов:
- Простота монтажа. Доступность работ для выполнения непрофессионалом.
- Возможность стыковать трубопровод в траншее, других труднодоступных местах.
- Автоматизация процесса исключает человеческий фактор при монтаже.
- Срок эксплуатации трубопровода зависит только от материалов.
К недостаткам можно отнести высокую стоимость фитингов. Однако затраты окупаются экономией на привлечении сторонних специалистов.
Сварка трубопроводов большого диаметра
Сущность процесса сварки при помощи электросварных фитингов на трубопроводах большого диаметра не меняется. Однако здесь для качественной работы потребуется использование дополнительных крепежных кронштейнов. Крепежи необходимы для удержания труб на одной направляющей оси и фиксации их в неподвижном состоянии.
Порядок работ следующий:
- трубы нарезают, зачищают;
- вставляют в фитинг и закрепляют неподвижно;
- подключают к клеммам контакты сварочного аппарата;
- дожидаются полного остывания места соединения;
- снимают крепления и проверяют герметичность стыка.
При работе с трубами большого диаметра напряжение варьируется в пределах 40-50 вольт, время нагрева муфты около 200 миллисекунд. Аппарат самостоятельно считывает нужные параметры и отключается, завершив работу.
Полиэтиленовые трубы низкого давления для наружных магистралей покрывают специальным составом, который защищает их от разрушительного действия внешней среды. Это покрытие никак не влияет на технологию и качество сварочных работ с использованием готовых фитингов.
Соединительные муфты для труб из сшитого полиэтилена
Трубы из сшитого полиэтилена соединяют посредством фитингов двух типов:
- Модели компрессионные – это детали разборного типа, используемые на трубопроводах из полиэтилена низкого давления. Герметичное соединение достигается в результате специальных гаек, входящих в состав фитинга, которые оказывают воздействие на элементы уплотнения муфты обжимной для полиэтиленовых труб.
- Установка пресс-моделей проводится по-другому, для этого нужны специальные клещи. Под их воздействием образуется герметичный, неразъемный стык.
Трубы из сшитого полиэтилена соединяются фитингами разных конфигураций. Это дает возможность сделать правильный выбор деталей для сборки любых систем с использованием труб из полиэтилена.